



目前工业领域切割用激光器主要有CO2激光器和YAG激光器,它们的切割加工性能比较见表9.5-3。
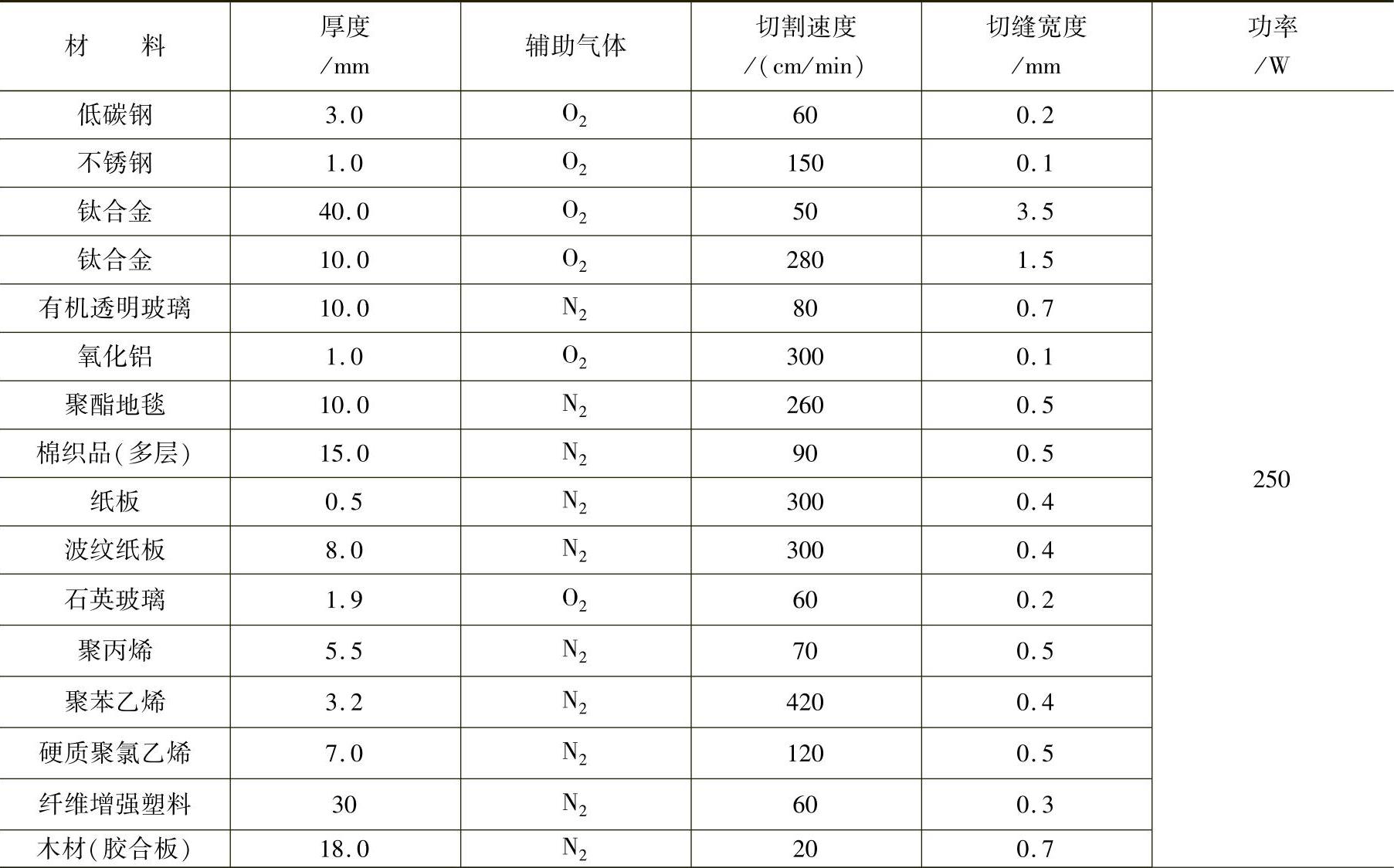
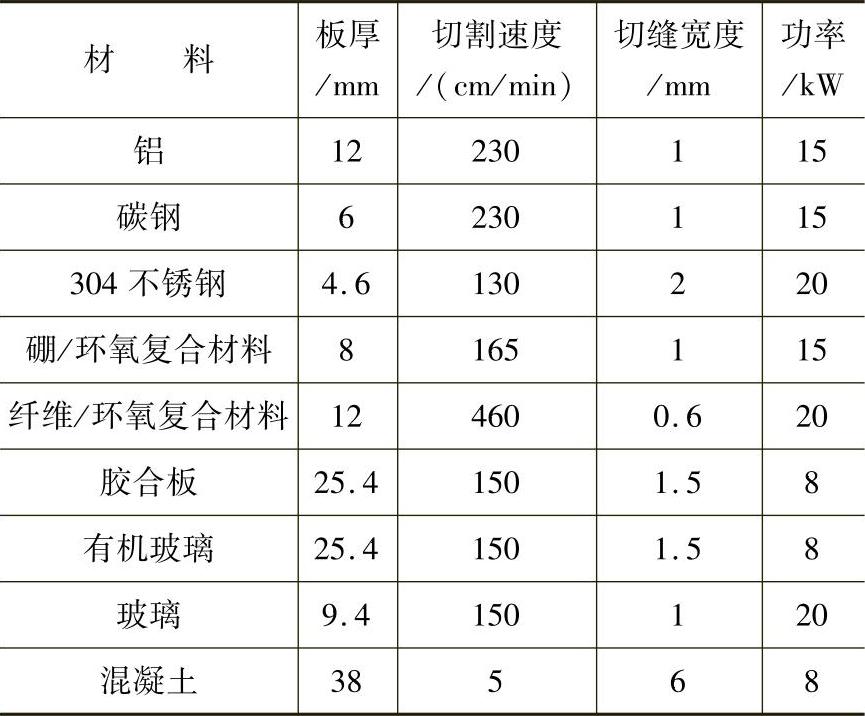
不同材料由于自身热物理性能和对激光吸收的不同,表现出不同的切割适应性,图9.5-2给出了不同材料对不同波长激光的吸收率,不同材料在使用CO2激光器时的切割性能见表9.5-4。

图9.5-1 激光切割原理及切割区形成示意图
表9.5-1 激光切割、氧乙炔切割和等离子弧切割方法的比较
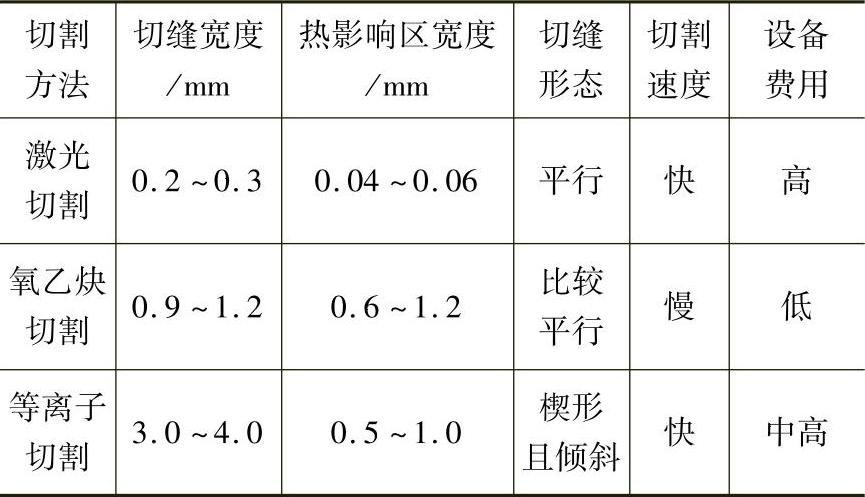
表9.5-2 几种切割方法特性比较

表9.5-3 CO2激光器和YAG激光器的切割加工性能比较
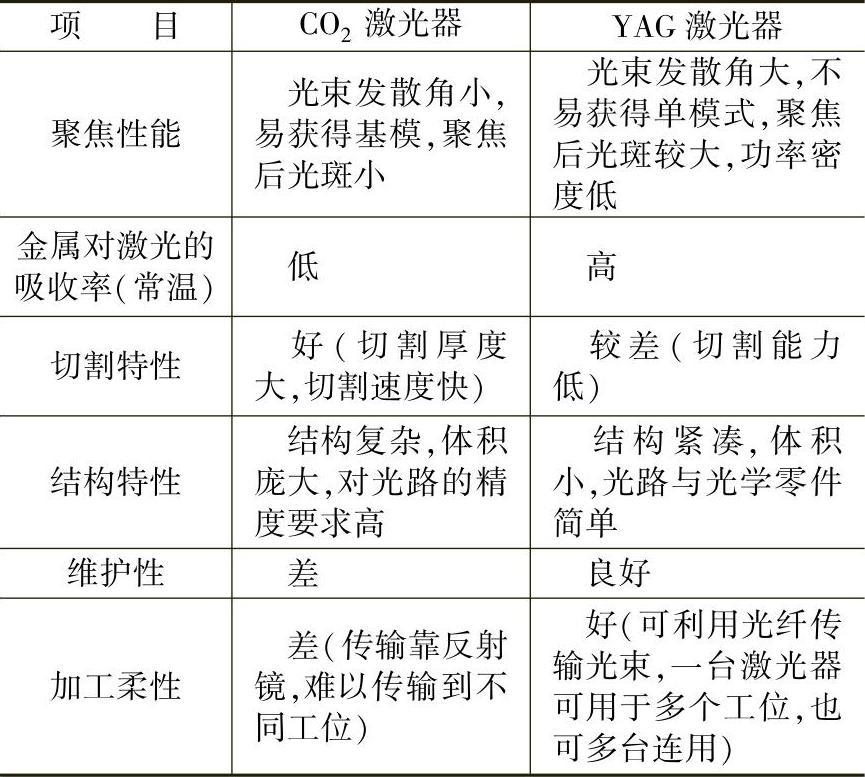

图9.5-2 不同材料对不同波长激光的吸收率
表9.5-4 各种材料激光切割的性能

对于固定激光器的激光切割,影响激光切割的工艺参数主要有:
1.光束模式
光束模式在一定程度上将影响切割效率和质量,多模激光聚焦性差,切割能力低,单模激光的切割能力要优于多模激光,两种模式下激光切割速度与厚度关系如图9.5-3所示。表9.5-5和表9.5-6则分别给出了单模和多模下激光切割的工艺参数。
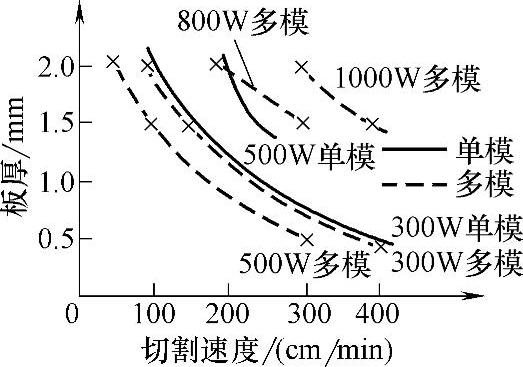
图9.5-3 激光切割速度与横模与厚度的关系
表9.5-5 常用材料单模激光切割参数
(续)

表9.5-6 常用材料多模激光切割参数
2.激光功率
激光切割所需的激光功率主要取决于切割类型及被切割材料的性质。一般来说,激光功率增大,可切割材料的厚度也增加,切割速度加快,切口宽度也有所加大,如图9.5-4和图9.5-5所示。图9.5-6示意了激光功率对切割割缝的影响。
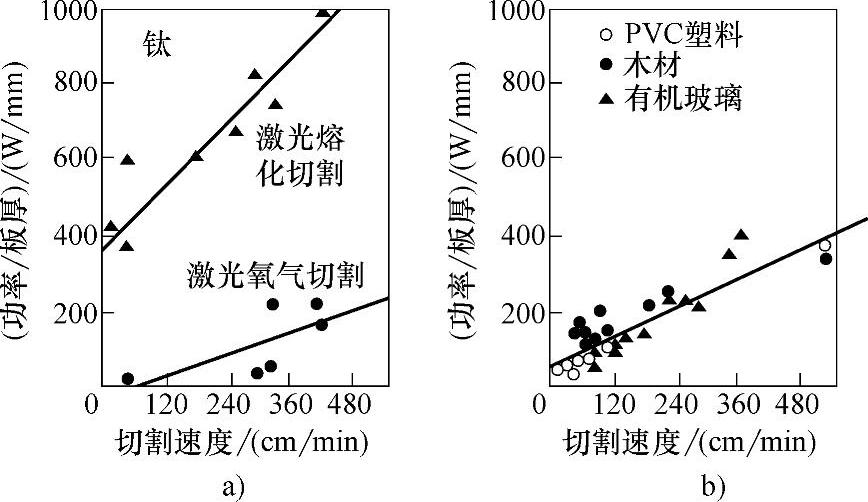
图9.5-4 激光功率与板厚与激光切割速度的关系
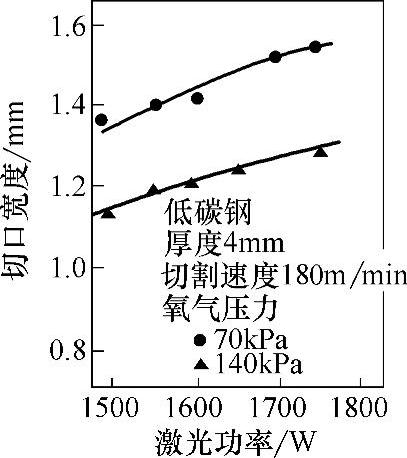
图9.5-5 激光功率对切口宽度的影响
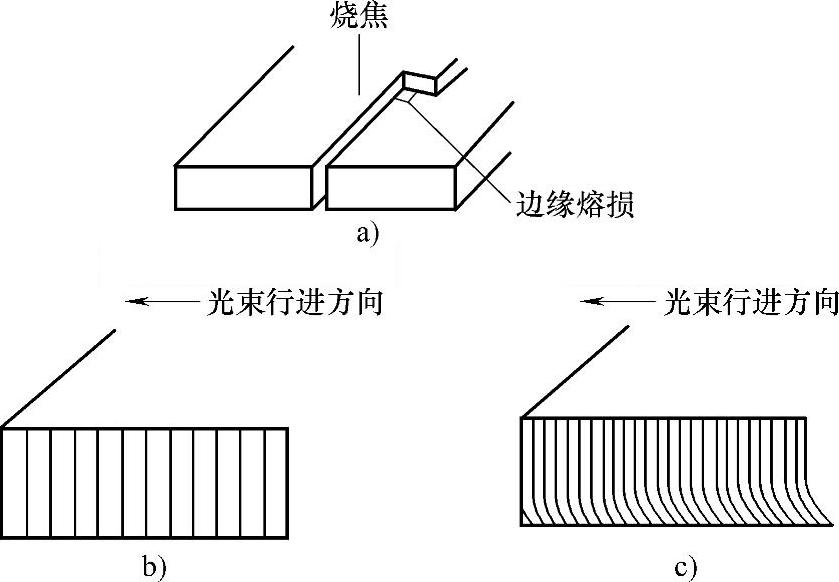
图9.5-6 激光输出功率对切割割缝的影响
a)输出功率过大造成烧焦和熔损 b)输出功率不适当的情况(条痕粗糙且垂直) c)输出功率适当的情况
3.焦点位置(离焦量)
焦点位置对切口宽度、切割深度及切割质量影响较大,如图9.5-7~图9.5-10所示。
4.焦点深度
切割较厚钢板时,应采用焦点深度大的光束,以获得垂直度好的切割面。但是焦点深度大,光斑直径
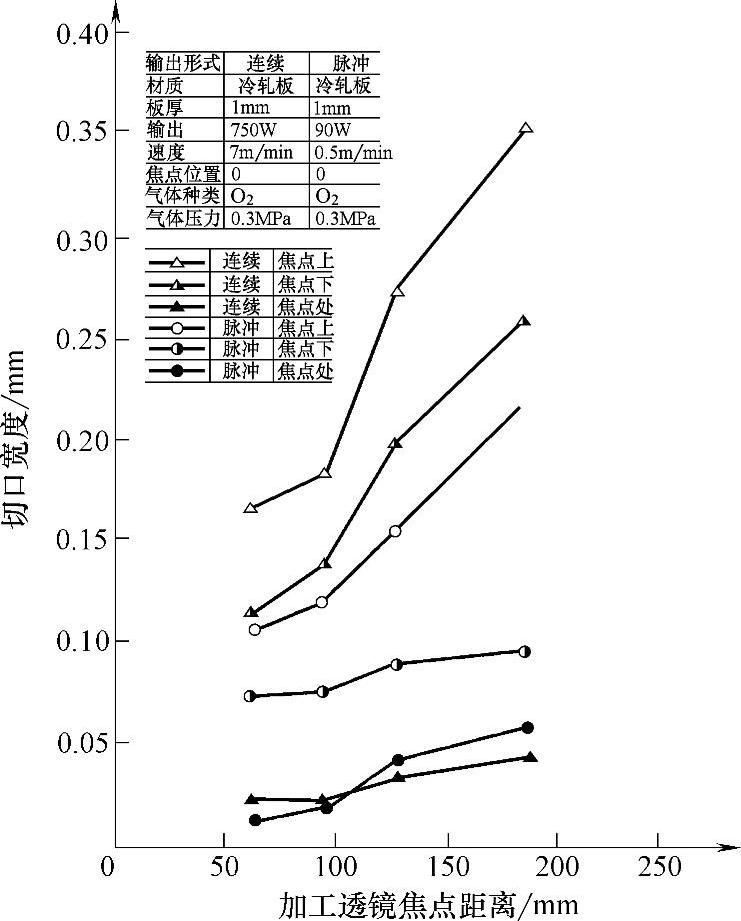
图9.5-7 焦点距离对切口宽度的影响
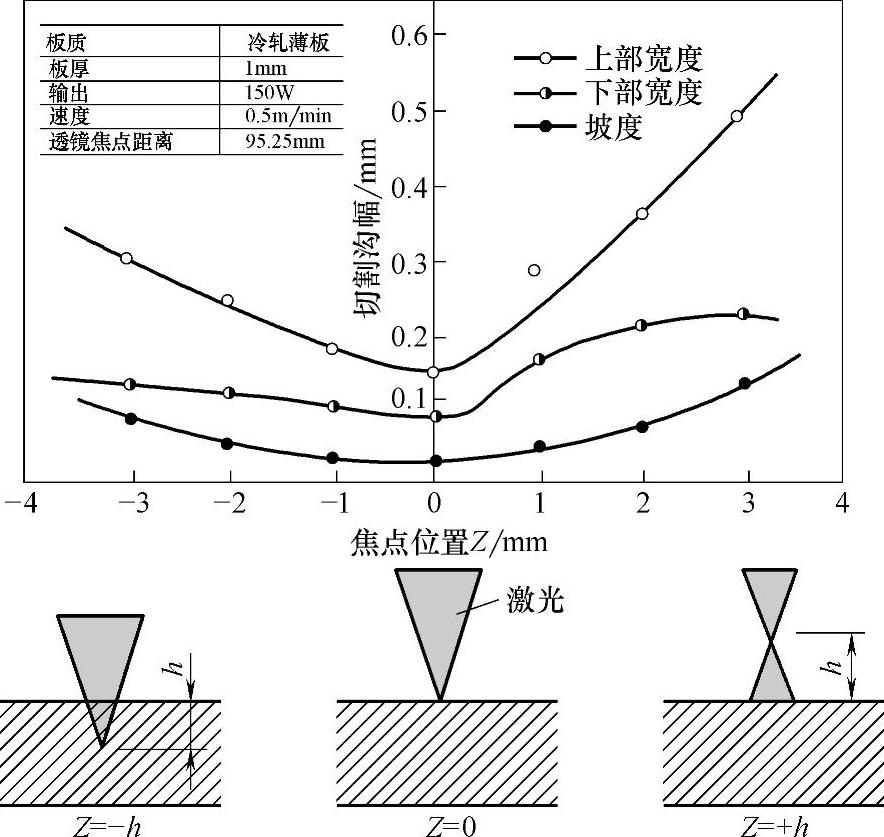
图9.5-8 焦点位置对激光切割钢材切口宽度的影响

图9.5-9 焦点位置对激光切割非金属材料切口宽度的影响
注:材质为丙烯板,厚30mm,激光输出功率75W,透镜焦点距离127mm。
也增大,功率密度减小,切割速度降低。切割薄板时宜采用较小的焦点深度,这样光斑直径小,功率密度高,切割速度加快。
 (https://www.xing528.com)
(https://www.xing528.com)
图9.5-10 不同板厚时离焦量对切割质量的影响(激光功率2.3kW)
5.切割速度
切割速度直接影响切口宽度与切口表面粗糙度,不同板厚材料、不同切割气体压力,切割速度有一个最佳值。图9.5-11给出了切割速度与板厚的关系,图9.5-12、图9.5-13所示分别为切割速度对切割宽度、切割表面粗糙度的影响规律。图9.5-14给出了切割速度、激光功率不同匹配下切口表面粗糙度。

图9.5-11 切割速度与板厚的关系
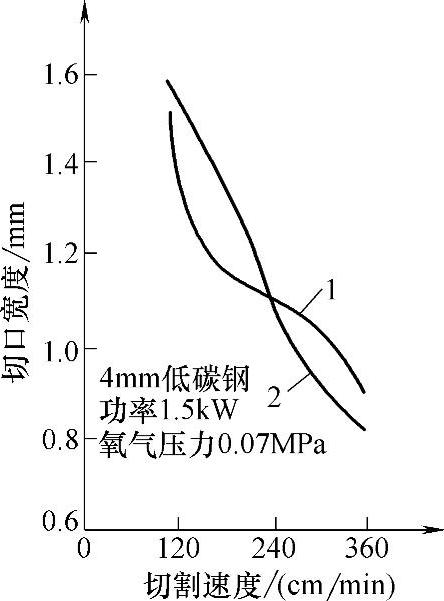
图9.5-12 切割速度对切口宽度的影响
1—切口顶面 2—切口底边
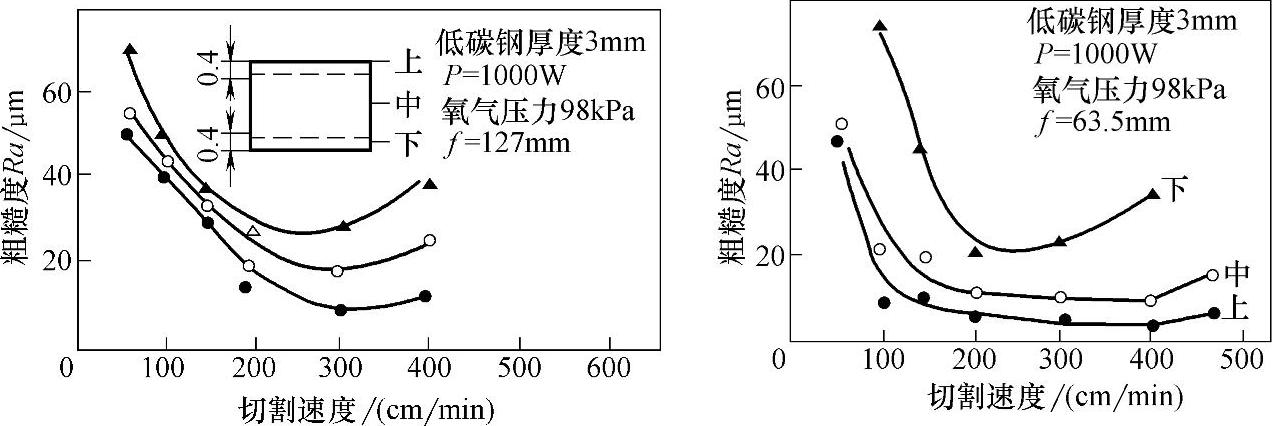
图9.5-13 切割速度对切口表面粗糙度的影响

图9.5-14 切割速度、激光输出功率不同匹配时切断面的粗糙度
注:图中R为德国粗糙度代号,相当于我国的Rz。
6.辅助气体
激光切割时要根据所切割材料选取辅助气体。通常使用的气体有氧气、氮气和空气,其适用范围见表9.5-7。其中氧气适合于开孔,碳钢、不锈钢板的高速切割以及高反射材料的氧化切割;氮气适用于不锈钢板的无氧化切割,镀锌钢板的无黏渣切割;空气适用于铝、镀锌钢板无黏渣切割,一般的非金属切割。
在激光氧气切割工艺中,氧气纯度、压力对气割均有较为重要的影响,如图9.5-15、图9.5-16所示。
表9.5-7 激光切割用主要辅助气体的适用材料

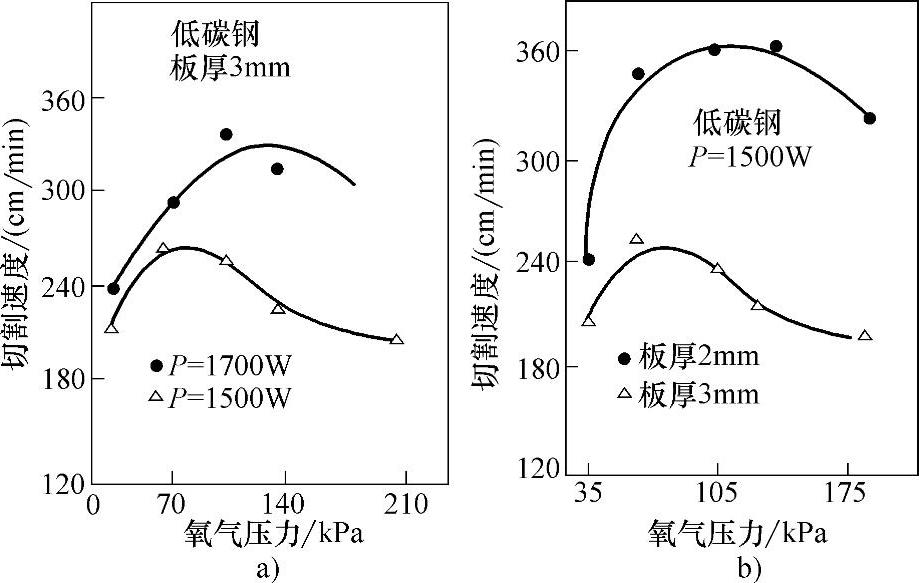
图9.5-15 氧气压力对激光切割低碳钢的影响
a)板厚一定,功率不同 b)功率一定,板厚不同
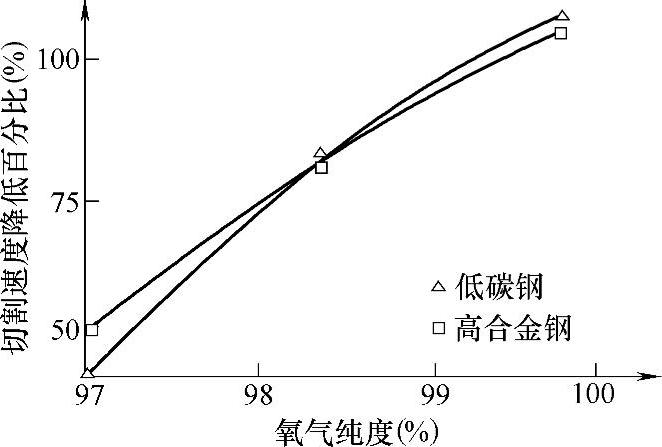
图9.5-16 氧气纯度对切割速度的影响
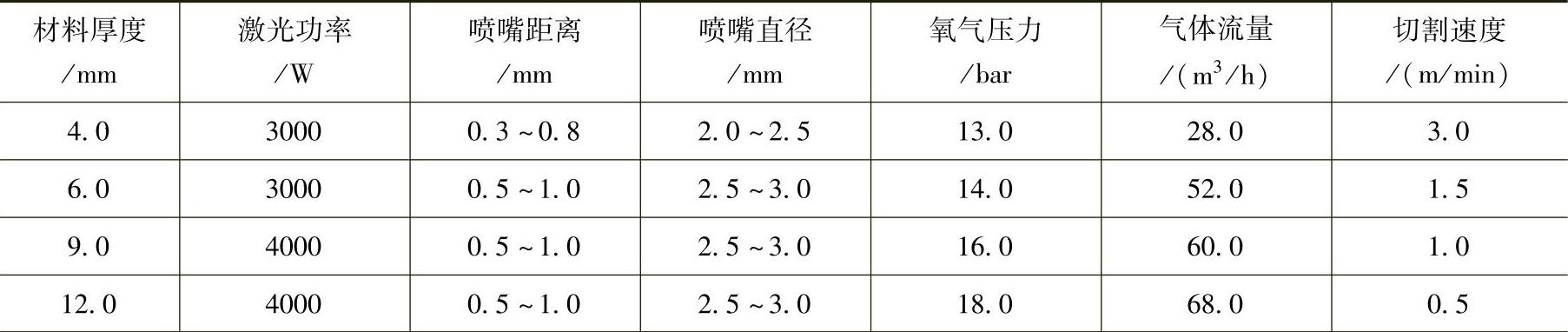
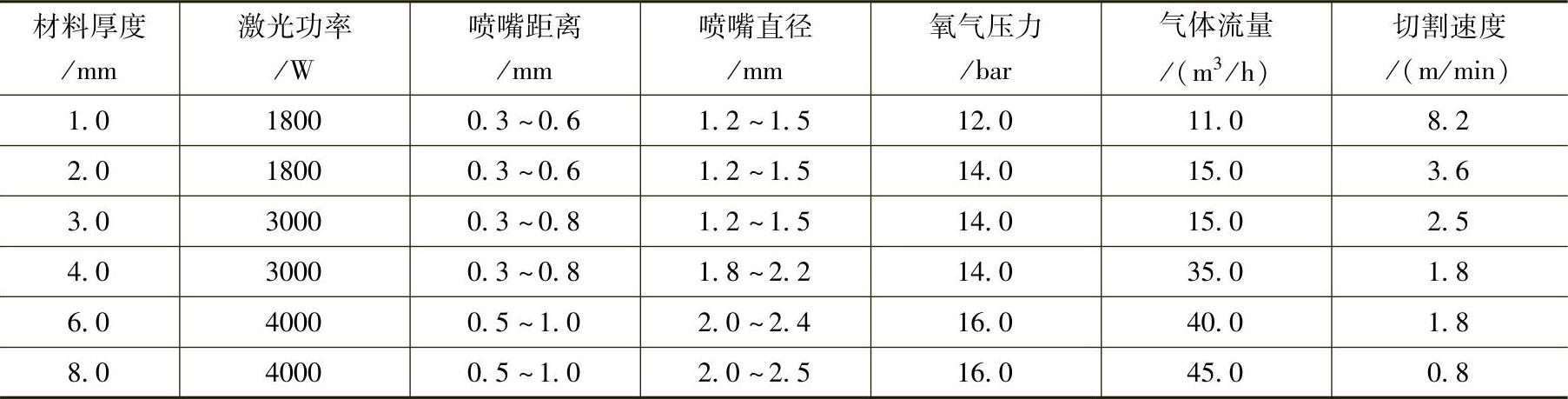
表9.5-8~表9.5-12列出了一些工业激光器切割工艺参数。
表9.5-8 HYPE-CUT3015/2200W激光切割设备切割工艺参数
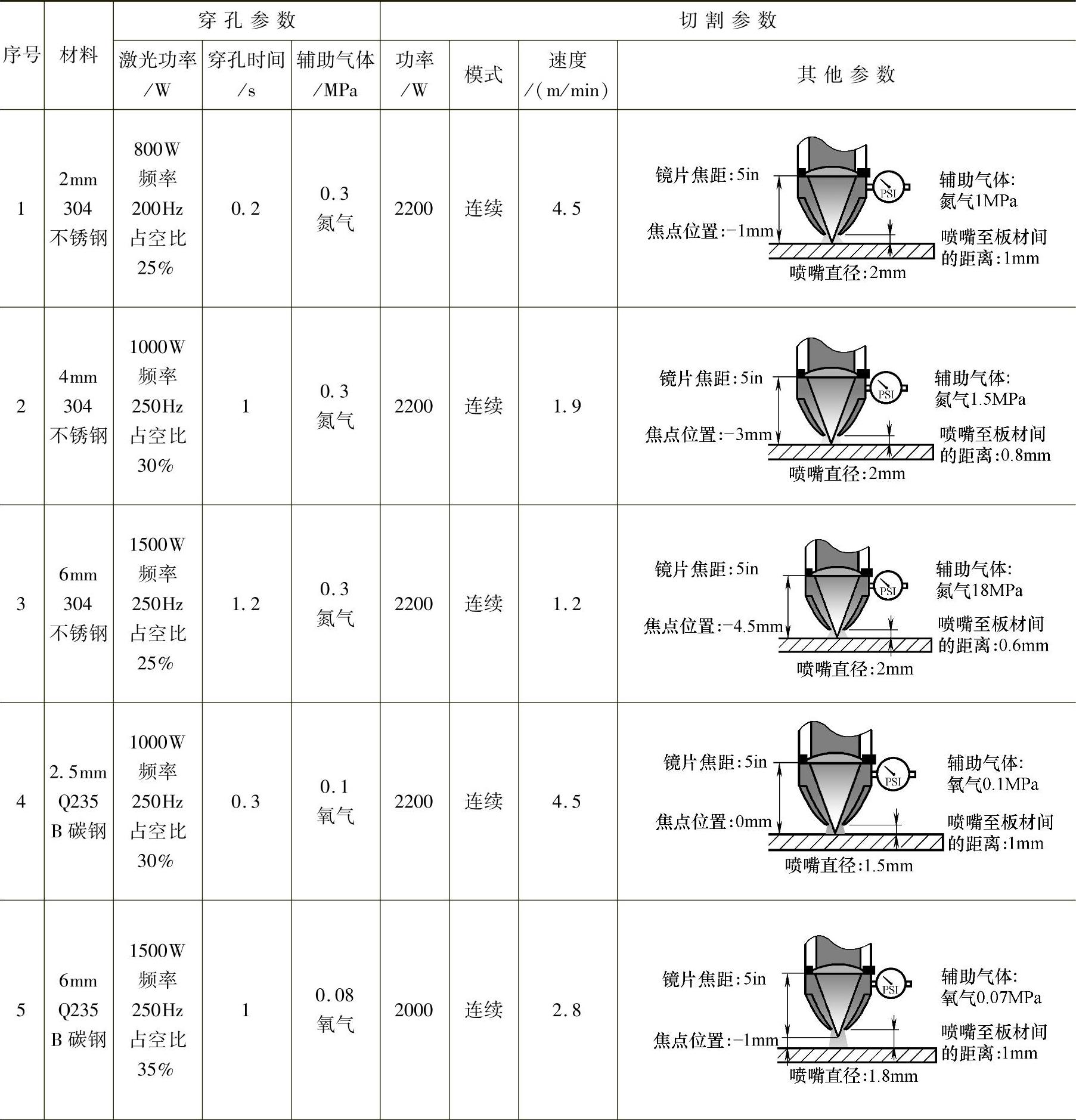
(续)
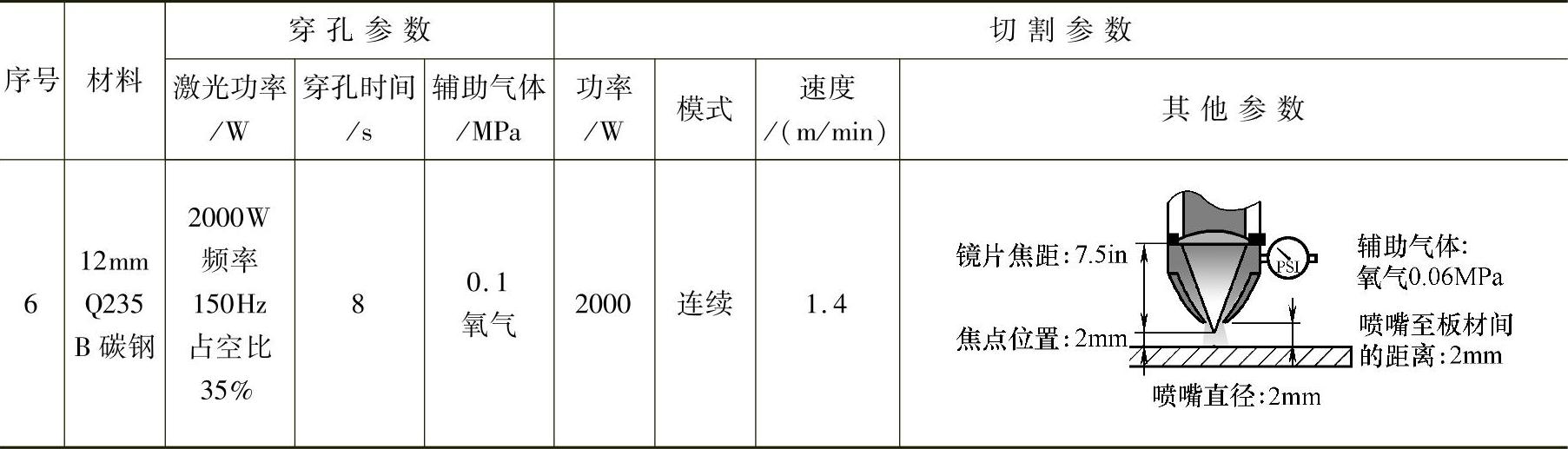
注:1in=25.4mm。
表9.5-9 激光氧气辅助切割碳钢工艺参数
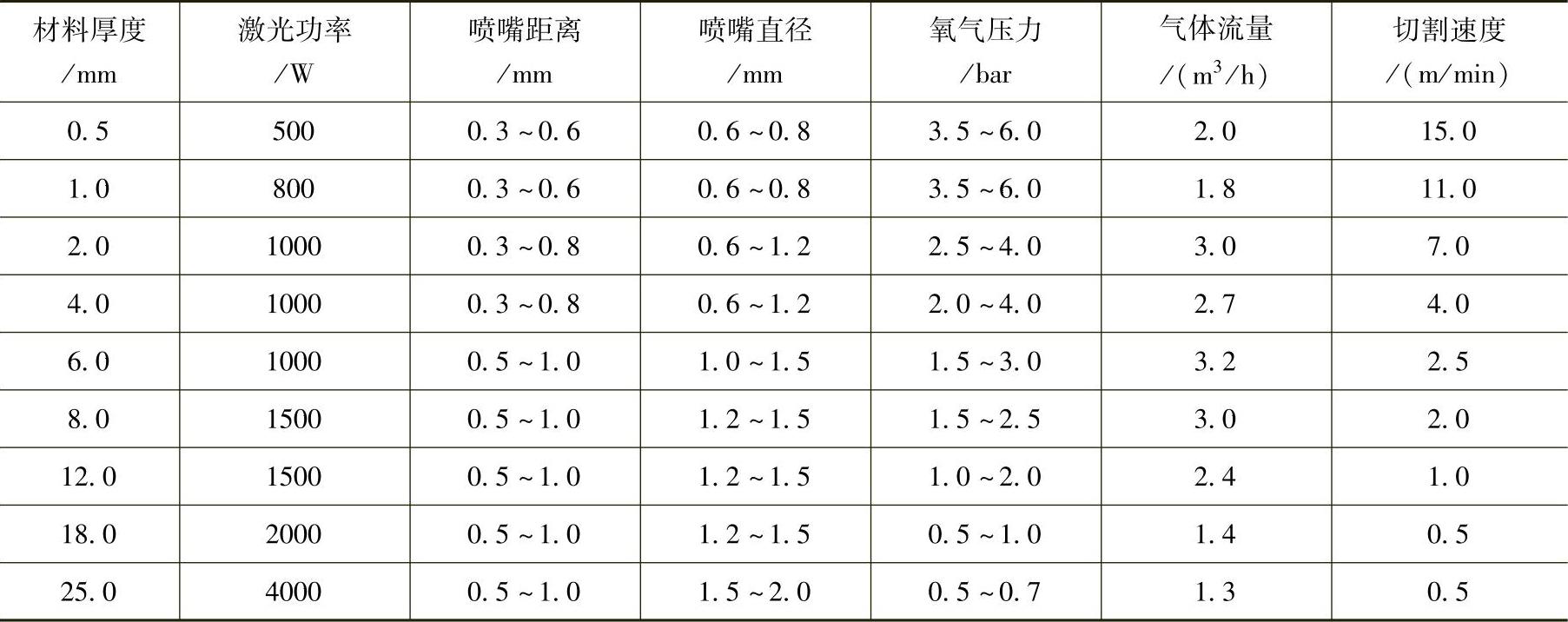
注:1.随着工件厚度增加,氧气压力应降低以避免自燃和差的切割质量。
2.1bar=105Pa。
表9.5-10 激光氧气辅助切割不锈钢工艺参数

注:1.氧气压力和流量要高于碳钢切割时。
2.1bar=105Pa。
表9.5-11 激光氮气辅助切割不锈钢工艺参数

(续)
注:1.工件越厚,氮气压力越高。
2.1bar=105Pa。
表9.5-12 激光氮气辅助切割铝合金(AlMg3)工艺参数
注:1bar=105Pa。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。