



【摘要】:表9.4-15给出了等离子弧切割常见故障和缺陷的产生原因及改善措施。表9.4-15 等离子弧切割常见故障和缺陷的产生原因及改善措施(续)总体来说,等离子弧切口质量介于气割与带锯切割之间,当板过厚时,因为较低的切割速度下熔化较多的金属,切口往往比较粗糙。JB/T 10045.4—1999对等离子弧切割质量与尺寸偏差进行了规定。等离子弧切割工件的尺寸偏差是指工件的基本尺寸与切割后实际尺寸之差值,实际尺寸应在切口经过清理并冷却到室温后进行测量。
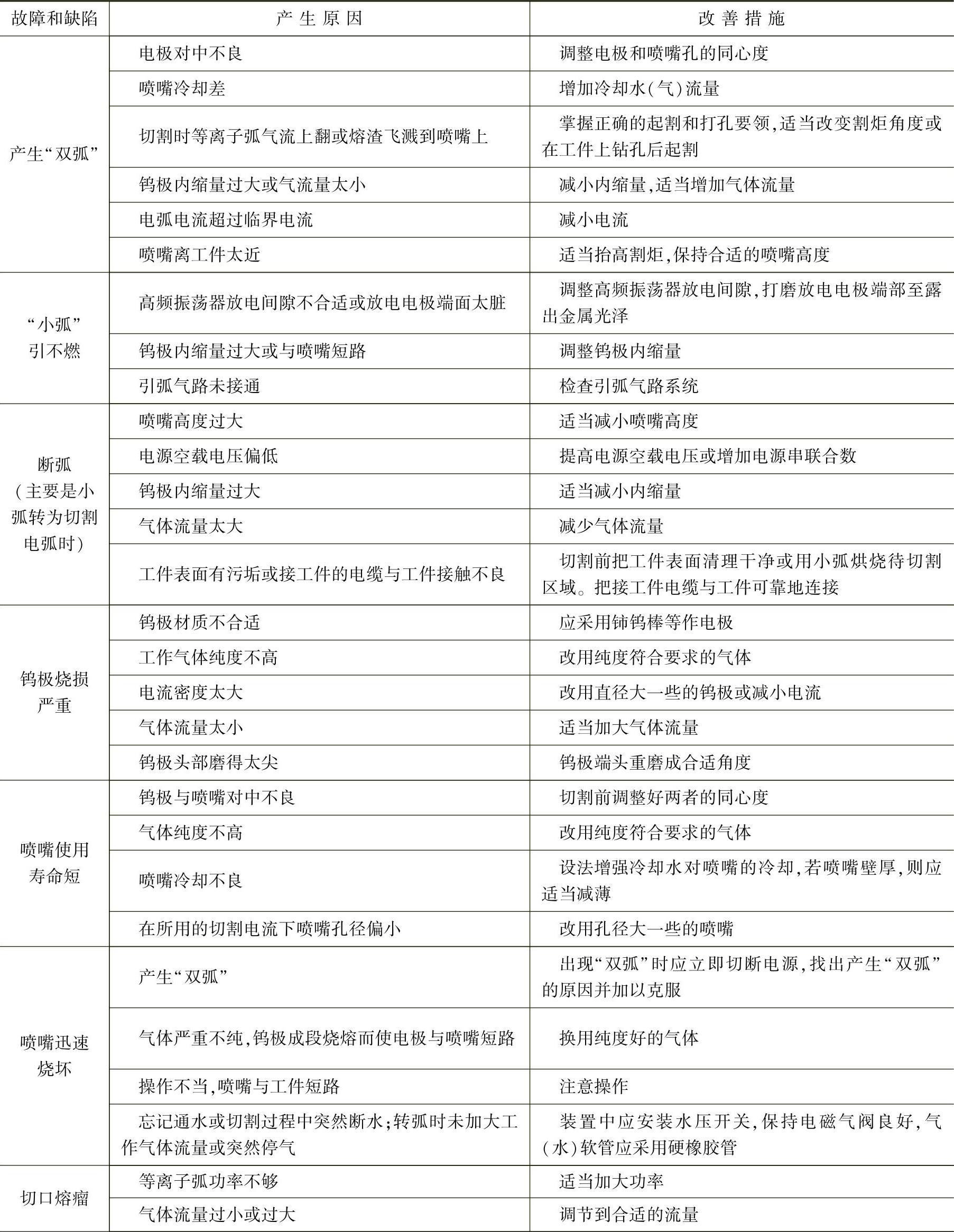
等离子弧切割时,由于技术不熟练或操作不当,有时会产生一些故障和切割缺陷。表9.4-15给出了等离子弧切割常见故障和缺陷的产生原因及改善措施。
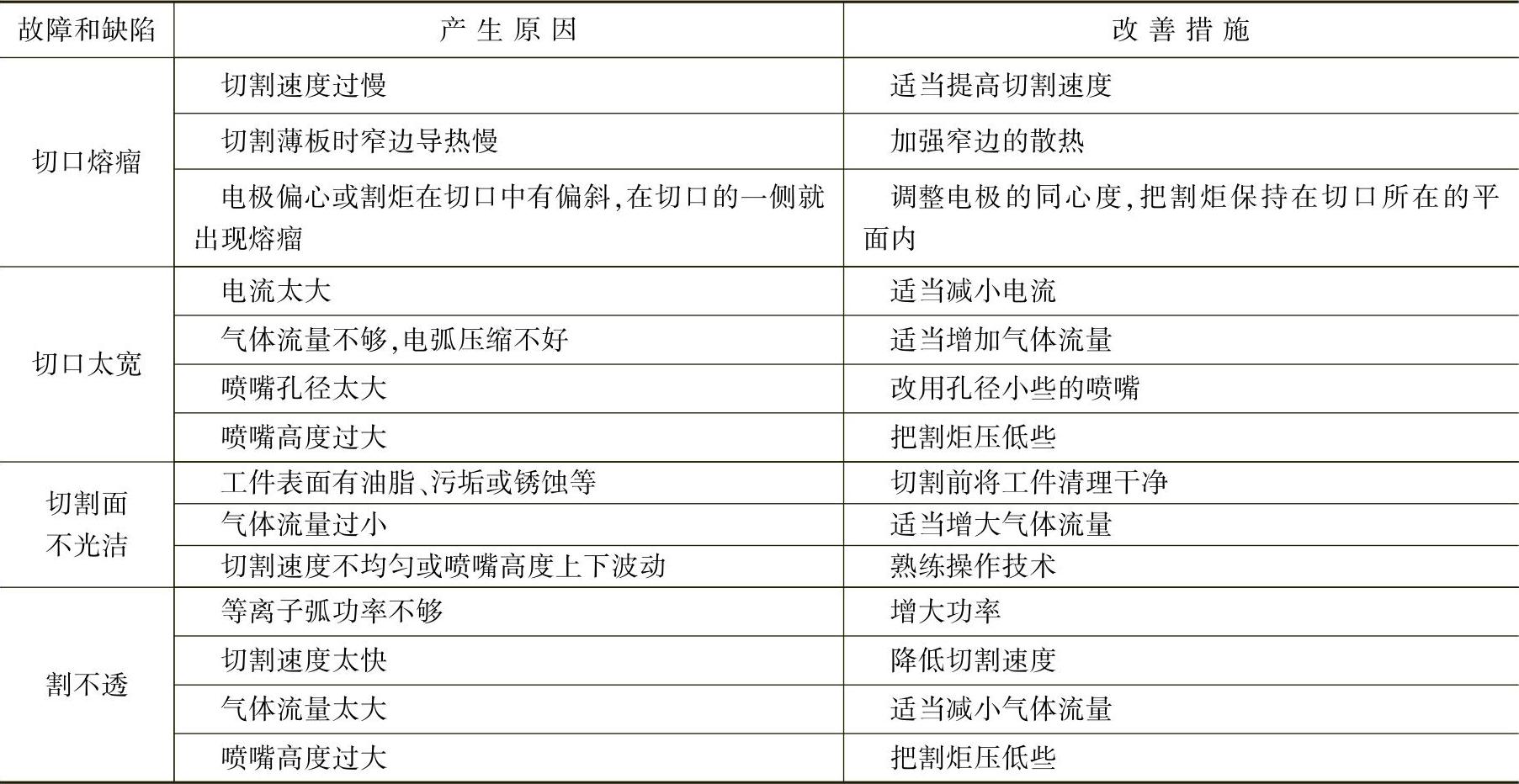
表9.4-15 等离子弧切割常见故障和缺陷的产生原因及改善措施
(续)
总体来说,等离子弧切口质量介于气割与带锯切割之间,当板过厚时,因为较低的切割速度下熔化较多的金属,切口往往比较粗糙。JB/T 10045.4—1999对等离子弧切割质量与尺寸偏差进行了规定。切割面质量用切割面平面度u、割纹深度h两项参数进行评定;挂渣、后拖量、上缘熔化度、缺口不作为质量分级依据。
等离子弧切割面质量分为Ⅰ、Ⅱ两级,切割面平面度u、割纹深度h的分级取值范围如图9.4-7、图9.4-8所示。
等离子弧切割工件的尺寸偏差是指工件的基本尺寸与切割后实际尺寸之差值,实际尺寸应在切口经过清理并冷却到室温后进行测量。工件尺寸偏差见表9.4-16。偏差包括由切割面平面度造成的偏差部分。

图9.4-7 切割面平面度u(数值表示上限)(https://www.xing528.com)

图9.4-8 割纹深度h(数值表示上限)
表9.4-16 工件偏差尺寸 (单位:mm)

注:表中所列的工件尺寸偏差适用于:
a)图样上未注公差的尺寸;
b)长宽比小于或等于4∶1的工件;
c)切割周长大于或等于350mm的工件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。