



JB/T 10045.3—1999《热切割 切割质量和尺寸偏差》标准对气割质量等级、尺寸偏差和测量方法进行了规定。切割面质量根据切割面平面度u、裂纹深度h、缺口的最小间距进行分等。后拖量n、上缘熔化深度r、挂渣不作质量分等评定。表9.2-18给出了气割质量的各个表示参数。
根据切割面平面度u、割纹深度h和缺口最小间距L三项参数,切割面质量分为Ⅰ级、Ⅱ级,每级根据u和h不同,又分成3等,见表9.2-19。切割质量等级确定如图9.2-11和图9.2-12所示,具体测定的条件为:I级标准,在每米切割长度上至少测量两个部分。每个测量部分测定u值3次,各距离20mm,测定h值1次。Ⅱ级标准,每米切割长度上至少测量1个部位。每个测量部位测定u值3次,各距离20mm,测量h值1次。h的测量部位在距切口上边切口厚度的2/3处。
表9.2-18 气割质量表示参数
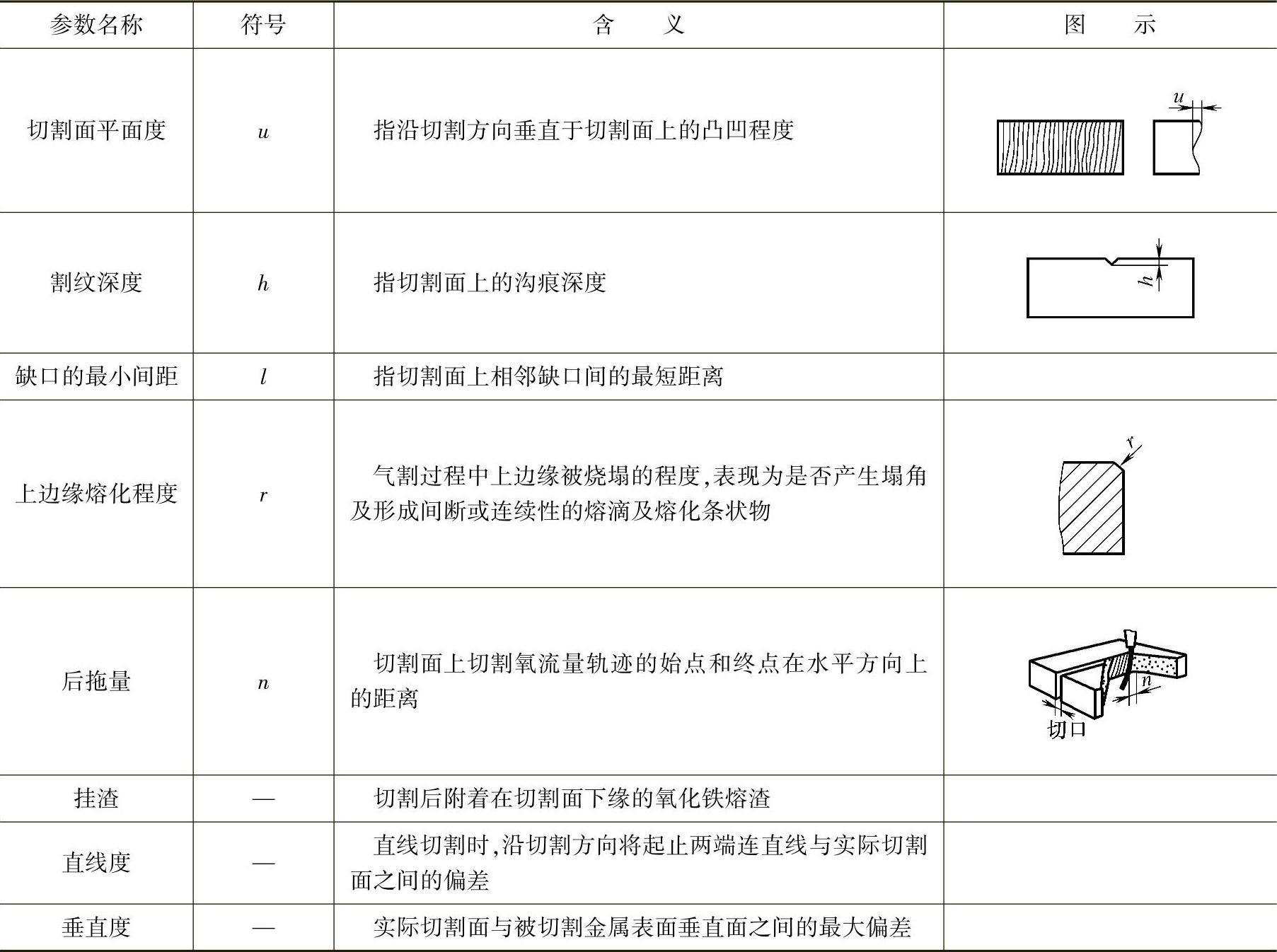
表9.2-19 切割面质量分等

工件的尺寸偏差,是指工件基本尺寸与气割后的实际尺寸之差,实际尺寸应在切口经过清理并冷却至室温后进行测量。气割后不同精度下工件尺寸偏差见表9.2-20。
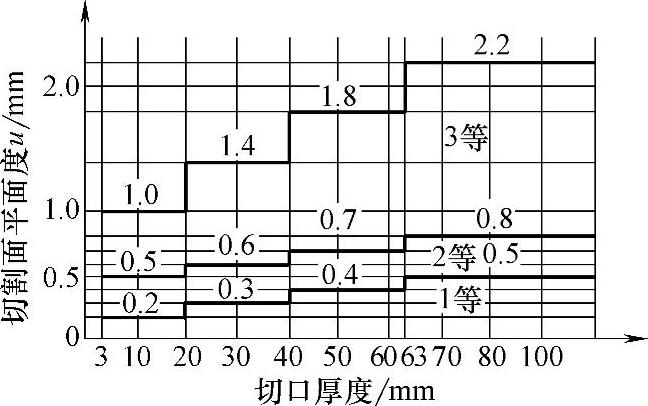
图9.2-11 切割面平面度u(数值代表上限)
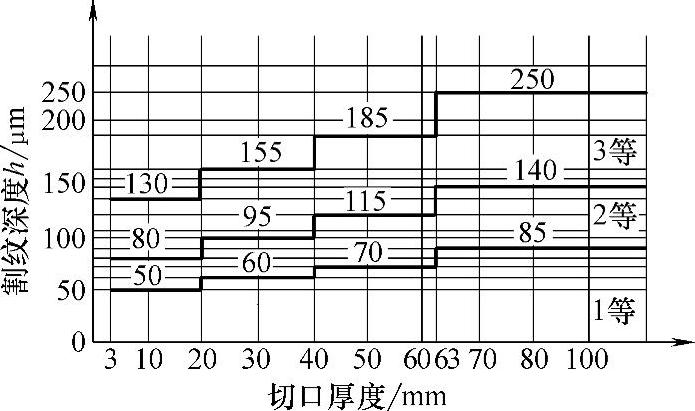
图9.2-12 割纹深度h(数值代表上限)
表9.2-20 工件尺寸偏差 (单位:mm)

注:表中所列工件尺寸偏差适用于:
a)图样上未注公差的尺寸;
b)长宽比小于或等于4∶1的工件;
c)切割周长大于或等于350mm的工件。(https://www.xing528.com)
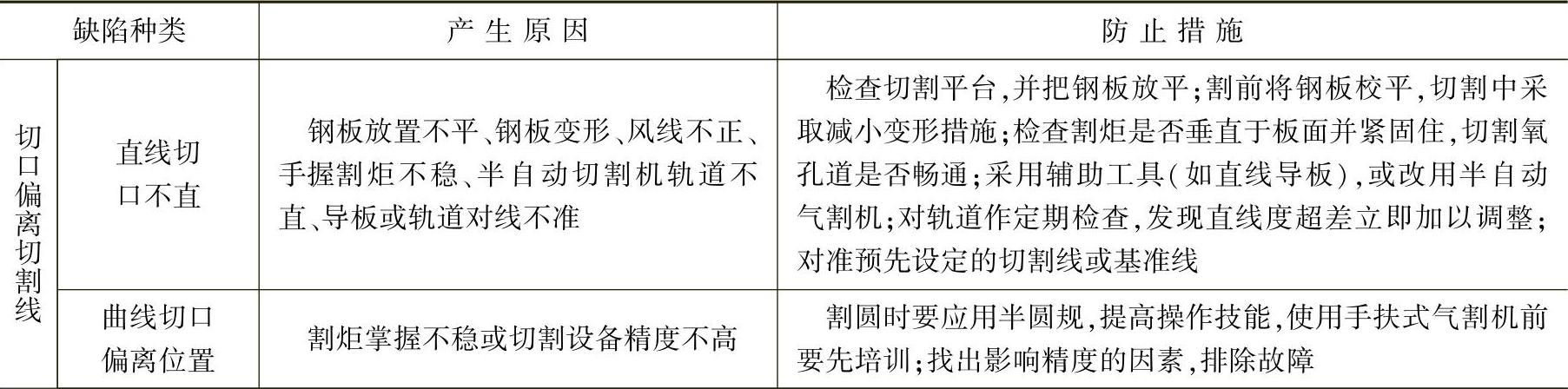
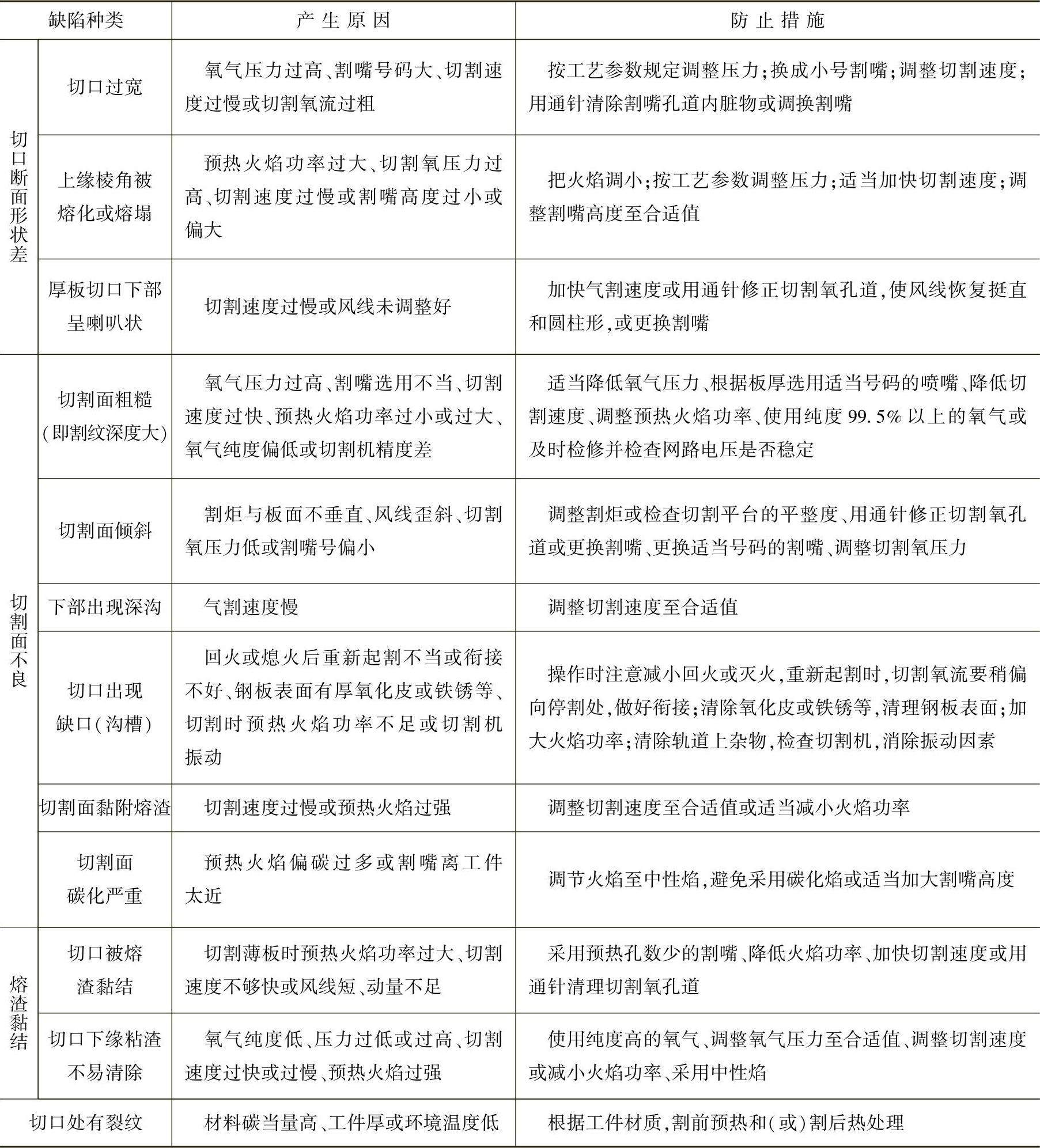
由于切割工艺不当或者操作不当,使得切割割口产生不同形态和缺陷,尤其在厚板气割时,其产生形态及原因如图9.2-13~图9.2-15所示。表9.2-21总结了常见气割缺陷种类,产生原因及防止措施。
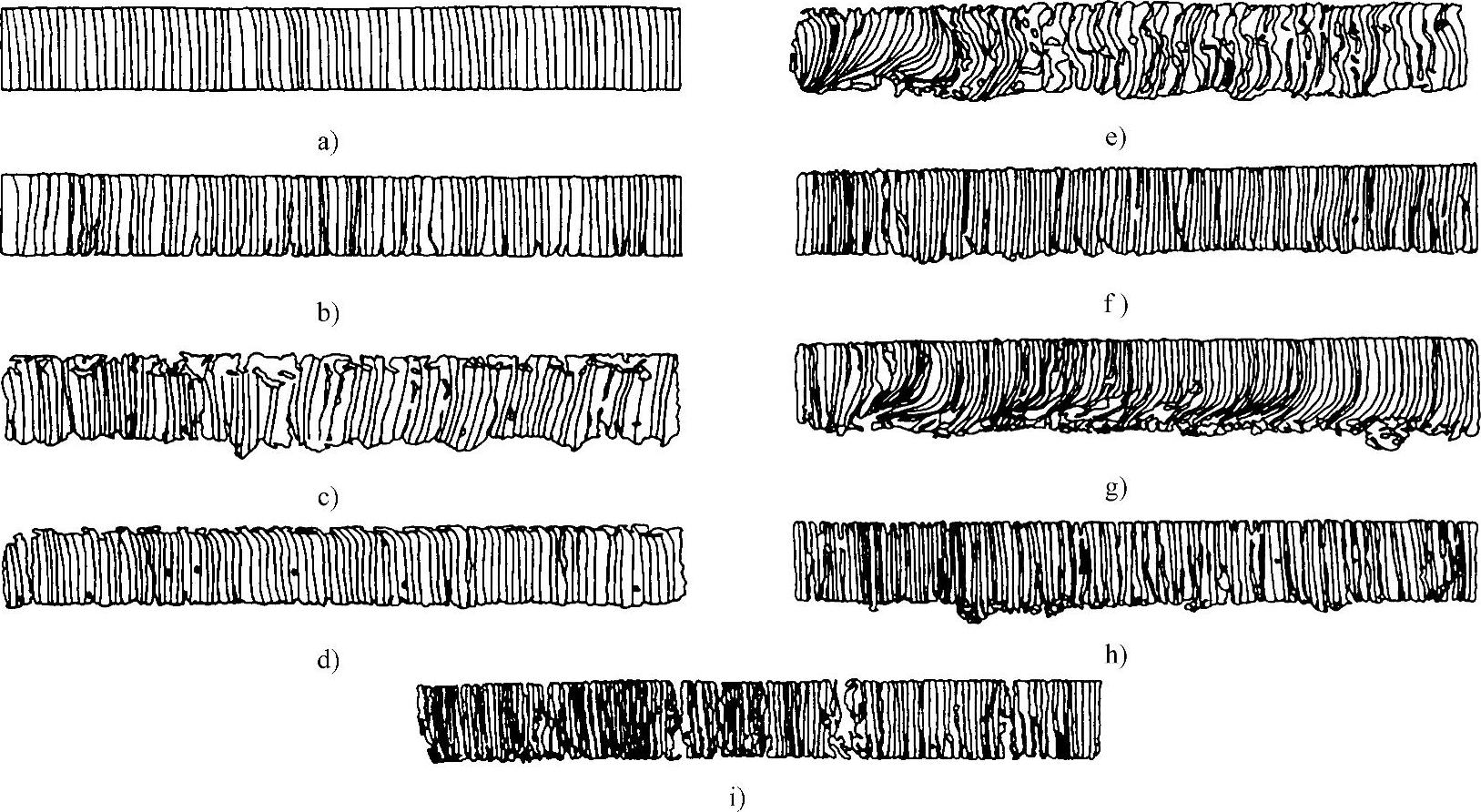
图9.2-13 气割切口状态及原因
a)氧乙炔切割厚度24mm碳钢板的良好切口,板边平直,后拖量几乎垂直 b)预热火焰太小,切割速度太慢,割口底部产生不良的刨槽 c)预热火焰太长,顶部熔化过量,切口边缘不规则 d)氧气压力太低,切割速度太慢,致使上边缘熔化过量 e)氧气压力过高,割嘴尺寸过小,切割过程失去控制 f)切割速度太慢,切割线不完整 g)切割速度太快,割口有明显的未切透,切割不规则 h)割炬运动不稳定,切口波纹不规则 i)切割太慢,再引燃不当,造成再引燃处切割不良
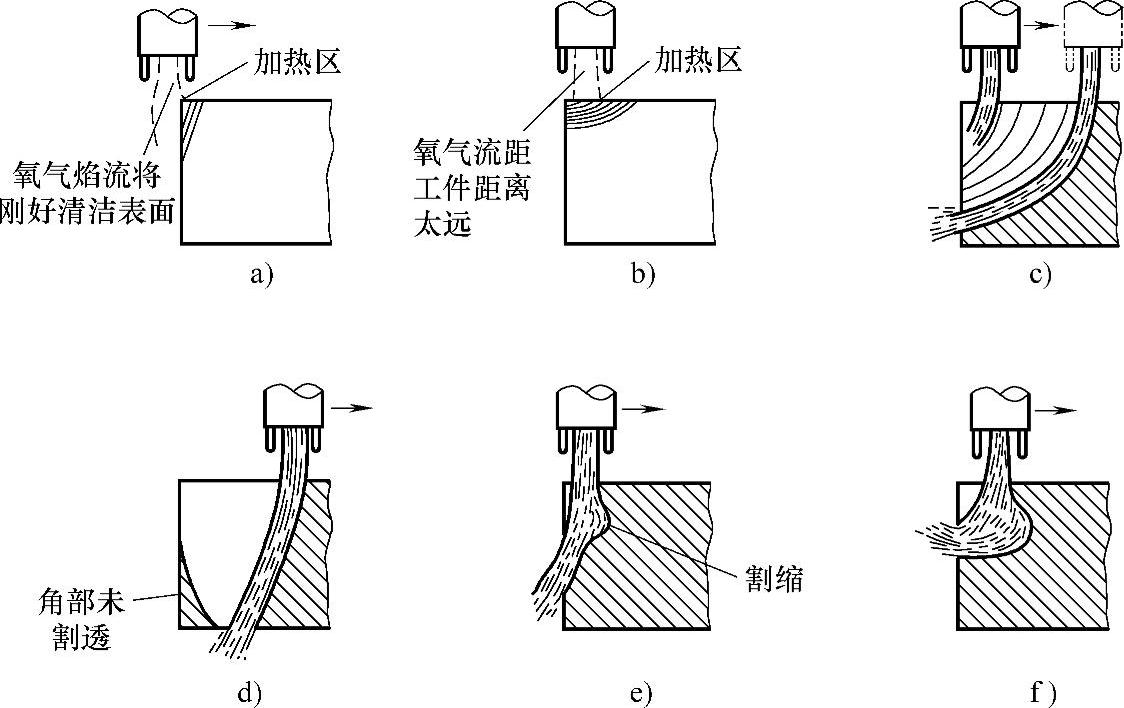
图9.2-14 厚板切割时不正确的起割操作
a)起割时首先正确设置预热 b)割嘴距离工件过远表面过度加热 c)如b)进行切割 d)按照b)切割的结果 e)过高的氧气压力或切割速度过低 f)氧气压力不够或切割速度过快
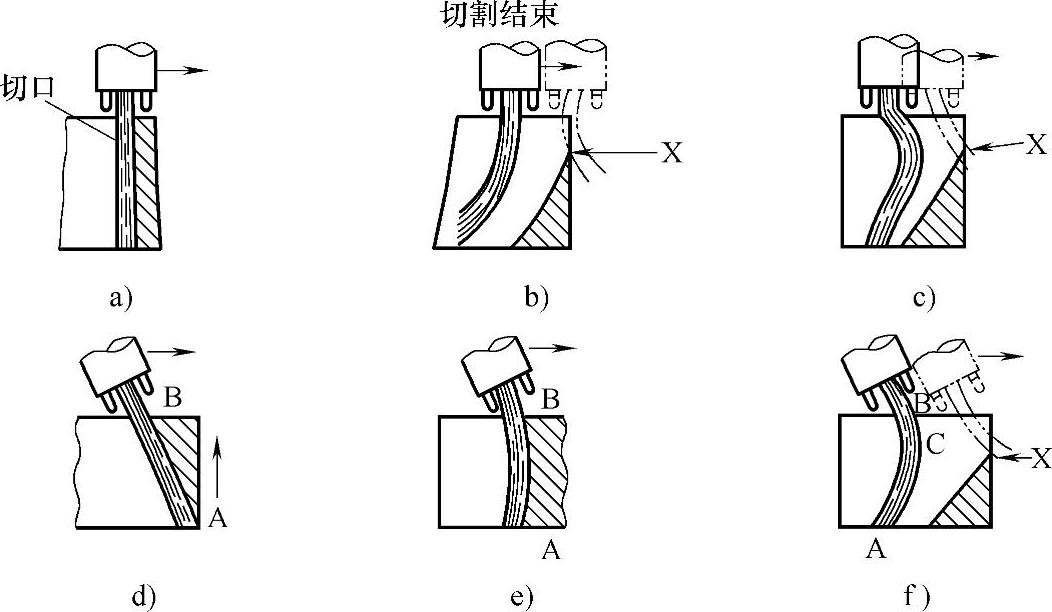
图9.2-15 厚板切割时不正确的收割操作
a)没有后拖,使得气流均匀穿过,典型的稳定切割 b)后拖使得在x方向移动,越过部分材料,形成角部未割透,典型的氧气不足和速度过快 c)前拖造成气流在x方向移动并偏转,造成角部未割透,典型的氧压过高,速度过小 d)切割面直达底部A处先于入口B处,直接从A开始切割 e)倾斜割嘴与d)相似,但切割效率不够,与a)类似 f)A与B在一条线上,但C在A之前,气流会将X处切开,形成未割透的角部,与c)类似
注:1.a)、b)、c)中割炬与工件垂直。
2.d)、e)、f)中割炬相对工件倾斜。
表9.2-21 常见气割缺陷种类,产生原因及防止措施
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。