



日本工业标准JIS Z3198—2003规定了无铅软钎料试验方法。该标准包括7个部分:①熔化温度范围测定方法;②拉伸力学性能试验方法;③铺展性试验方法;④基于润湿平衡法和接触角法的润湿性试验方法;⑤焊点的拉伸和剪切试验方法;⑥QFP引线焊点45°拉脱试验方法;⑦芯片类元器件焊点的抗剪强度试验方法。
8.5.3.1 熔化温度范围测定方法
无铅钎料的熔化温度范围,以熔化开始温度和凝固开始温度来表示。熔化开始温度采用差示扫描量热法(DSC)或差热分析法(DTA)进行测定。凝固开始温度按照熔化钎料的冷却曲线进行测定。
试验前,可用纯度99.99%(质量分数)的In、Sn或Pb进行温度标定。试验钎料样品的质量在5~50mg之间,一般采用10mg。保护气体为氮气,流量10~50mL/min,一直通气到试验结束。加热速度为1~10℃/min加热到大于熔化峰值温度30℃时结束,推荐加热速度为2℃/min。
熔化开始温度的确定方法:快速熔化时,如图8.5-11a所示,低温侧的水平线往高温侧延伸与下降线向低温侧外延的交点T1即为熔化开始温度。缓慢熔化的场合,如图8.5-11b所示,开始偏离水平线的T2点即为熔化开始温度。当熔化缓慢,而且开始偏离水平线又不明确时,按照图8.5-11c所示方法确定,先连接高、低温水平线的端点,测量低温侧开始偏离点到高温侧水平线返回点之间直线与实际温度曲线所构成多边形的面积Sa。1%Sa面积所对应的区域为面积Sb,相对应的温度点T3即为熔化开始温度。
凝固开始温度的确定方法:测试样品质量要大于500g,热电偶的测温部分应放置在熔融钎料的中央部位,以冰点作为基准测温点。将试验材料在电炉内熔化,炉中冷却,记录冷却过程的温度变化曲线。图8.5-12a所示冷却曲线转折点T1或图8.5-12b所示水平线部分的起始点T2定义为凝固开始温度。若有2个或以上的转折点或平台出现,最初出现的为凝固开始温度。若出现过冷,如图8.5-12c所示,温度平台延长线与冷却曲线的交点T3即为凝固开始温度。
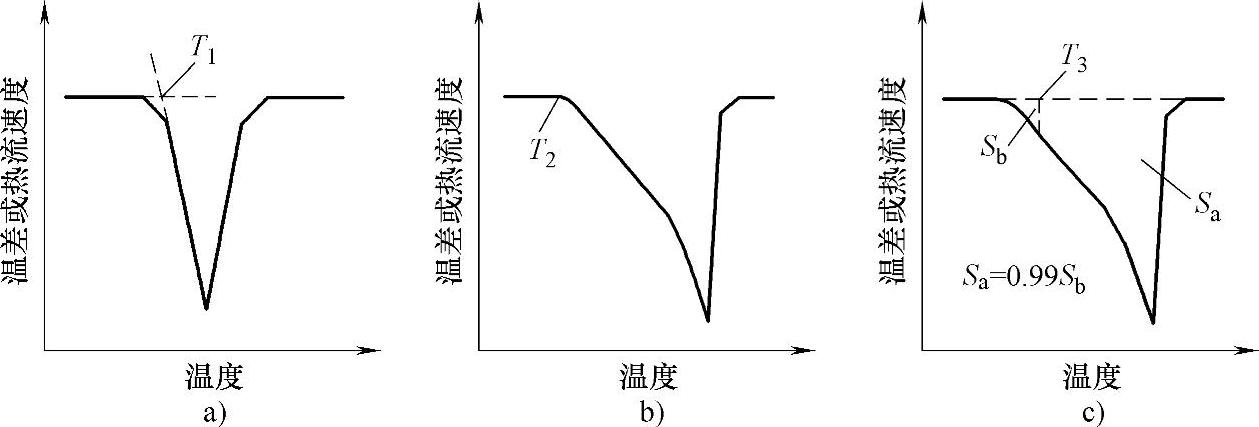
图8.5-11 熔化开始温度的确定方法
a)快速加热 b)缓慢加热 c)水平线偏离不明确
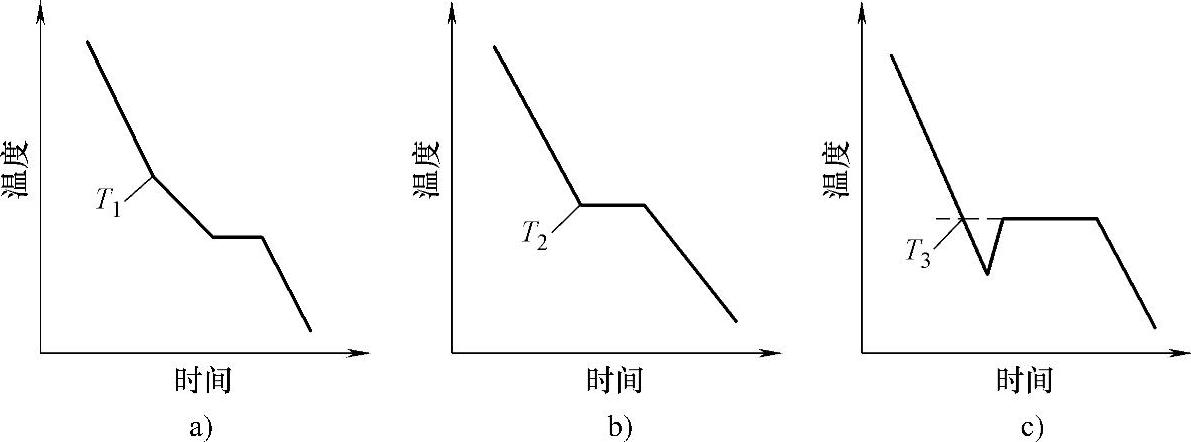
图8.5-12 凝固开始温度的确定方法
a)出现转折点 b)出现水平线 c)出现过冷
8.5.3.2 钎料拉伸力学性能测试方法
采用铸造成形的试验材料进行机械加工来制备拉伸试件。浇铸液温度要比测试无铅钎料凝固开始温度高100℃±5℃,模具可采用不锈钢、铸铁或石墨等材料,浇铸前模具温度为常温,浇铸过程要快。一次浇铸成形一个试件。试件标距部位的直径加工余量应大于20mm,试件长度余量30mm以上。铸件及拉伸试件的形状和尺寸如图8.5-13及图8.5-14所示。拉伸试件平行部分的表面粗糙度应在1.6μm以下,标距内的直径公差在0.04mm以下。
8.5.3.3 钎料铺展试验方法
钎料铺展试验方法是在铜板上放置钎料及钎剂,加热一定时间使钎料熔化并测定钎料的铺展面积,进而评价钎料的润湿性能。
钎料为圆片状,直径6.5mm,高1.24mm(体积0.041cm3)。钎剂为含卤素活性松香钎剂。活性钎剂的制备方法是:将松香25g±0.1g加入到异丙醇75g±0.1g中,加热溶解并搅拌至均匀混合,再加入二乙胺盐酸盐0.39g±0.01g并搅拌溶解,冷却后精确称重并补充蒸发损失的异丙醇。二乙胺盐酸盐在使用前须在110g±2℃下干燥2h,然后将钎剂放入密闭容器中,阴凉处保存。
试验设备由钎料槽、干燥器、升降系统等组成,如图8.5-15所示。钎料槽深约30mm,面积大于100mm×150mm。试验时,用吸液管将0.02mL钎剂滴于铜板中央处,并在其上方放置钎料。在干燥器中100℃下加热2min,蒸发钎剂中的溶剂,进而制成试件。一次试验需制备5个试件。将钎料槽温度设定为250℃±3℃。采用升降系统使试件与钎料槽中的熔融钎料水平接触并保持30s。采用升降系统将试件水平上移与钎料脱离接触,并自然冷却至室温。
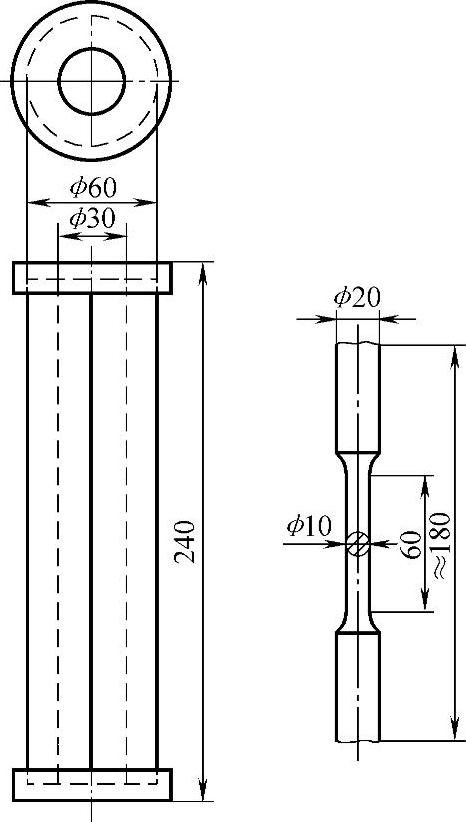
图8.5-13 铸件形状及尺寸
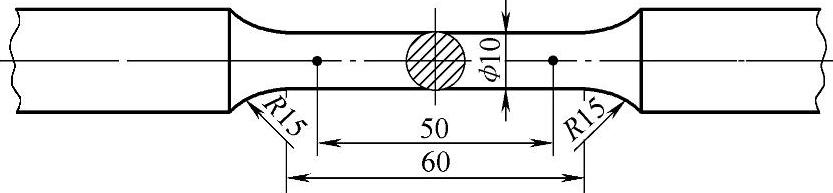
图8.5-14 试件形状及尺寸
铺展率按下式计算:
式中 SR——铺展率(%);
H——铺展之后的钎料高度(mm);
D——铺展视为球形时的直径(mm),D=1.24V1/3,体积V是钎料的质量/密度。
本试验需重复5次,结果取平均值。
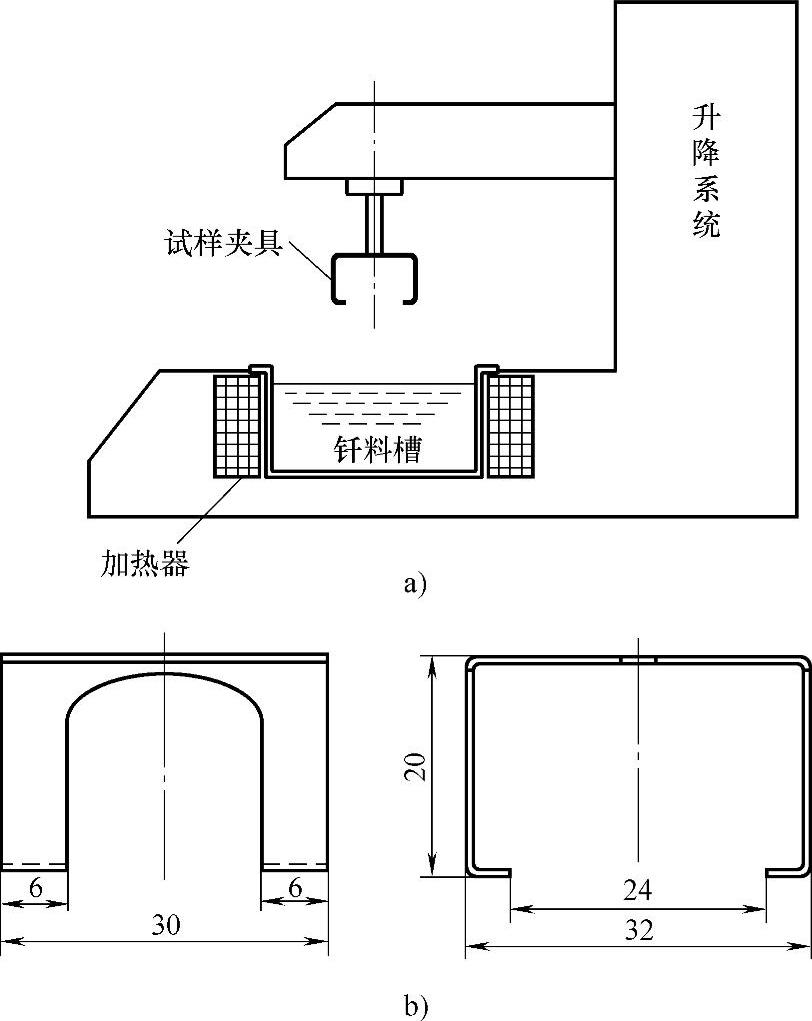
图8.5-15 试验装置的结构及试样夹具
a)基本结构 b)试样夹具
8.5.3.4 基于润湿平衡法和接触角法的润湿性试验方法(https://www.xing528.com)
试验装置由测量、升降系统、加热等部分组成,如图8.5-16所示。钎剂槽深大于15mm,试样距槽内壁应大于15mm。图8.5-16a为润湿平衡试验法(A法),测量润湿时间和润湿力的关系。图8.5-16b为接触角试验法(B法),测量钎料的接触角。对比钎料为Sn63Pb37钎料,对比钎剂为非活性松香钎剂或活性松香钎剂。
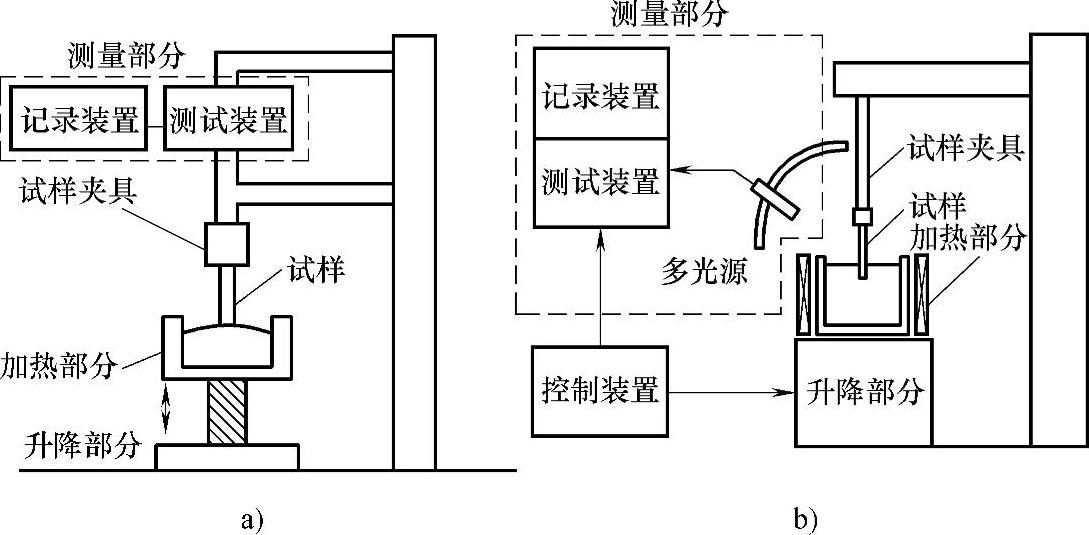
图8.5-16 润湿性试验装置
a)润湿平衡试验法 b)接触角法
试样采用磷脱氧铜。试样尺寸:片状(适用A法和B法)厚0.3mm±0.03mm,宽10mm±0.01mm,长30mm±0.1mm;丝状(适用A法)直径0.6mm±0.03mm,长30mm±0.1mm。试验前,试样要经丙酮除油及酸洗。润湿试验时,钎料槽的温度为250℃或凝固开始温度以上20℃,试样浸入钎料深度2mm,浸入速度为2~5mm/s。
试验步骤:①在钎剂槽中,将试样端部深入对比钎剂4~5mm并保持5s;②为防止带出过多钎剂,将试样倾斜拉出;③去除钎料池及试样表面氧化渣,并将试样安装在试样夹上;④随着钎料槽上升及下降,记录从试样与钎料接触到离开过程作用力随时间的变化(A法),或接触角随时间的变化(B法)。操作步骤的示意图及时间阶段掌握,如图8.5-17所示。要求测试5个试样。
对于A法,从记录纸上可以得到润湿时间(s)及最大润湿力(mN),如图8.5-18所示。OA是润湿开始时间,AB是润湿结束时间,对应2/3最大润湿力。对于B法,要求浸入钎料并停留8s后记录接触角。
8.5.3.5 焊点拉伸及剪切试验方法
试样有拉伸试样及两种剪切试样。试样的形状及尺寸如图8.5-19~图8.5-21所示。试样焊点部分在钎焊后须经机加工处理并去除圆角部分,焊点部分的表面粗糙度为Ra6.3,试样需采用可均匀加热的钎焊设备进行焊接,并确保填缝完整。
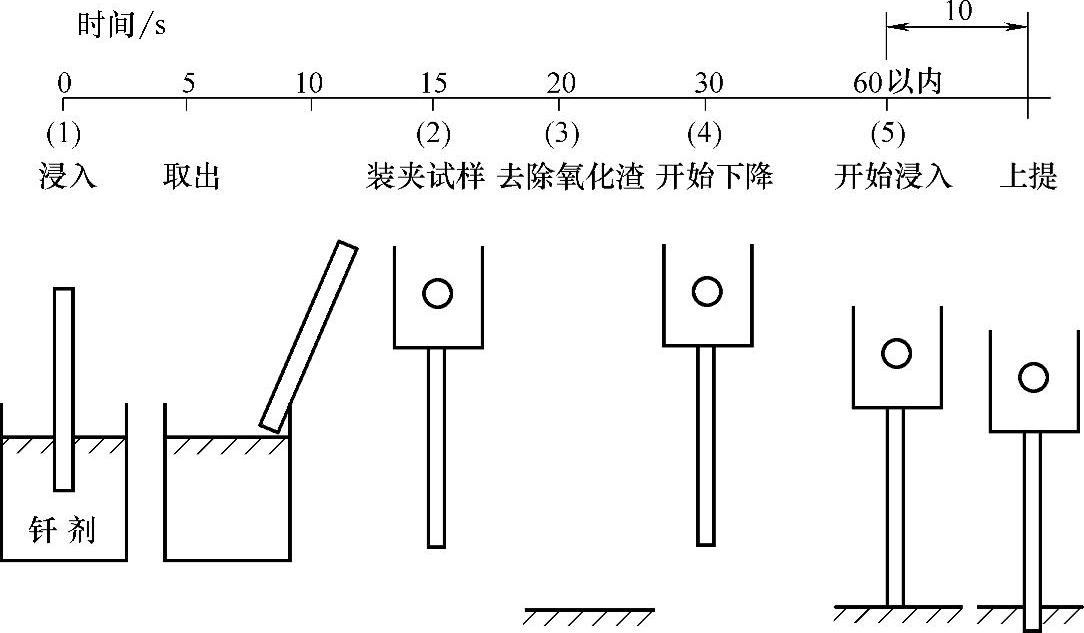
图8.5-17 试验步骤及时间顺序
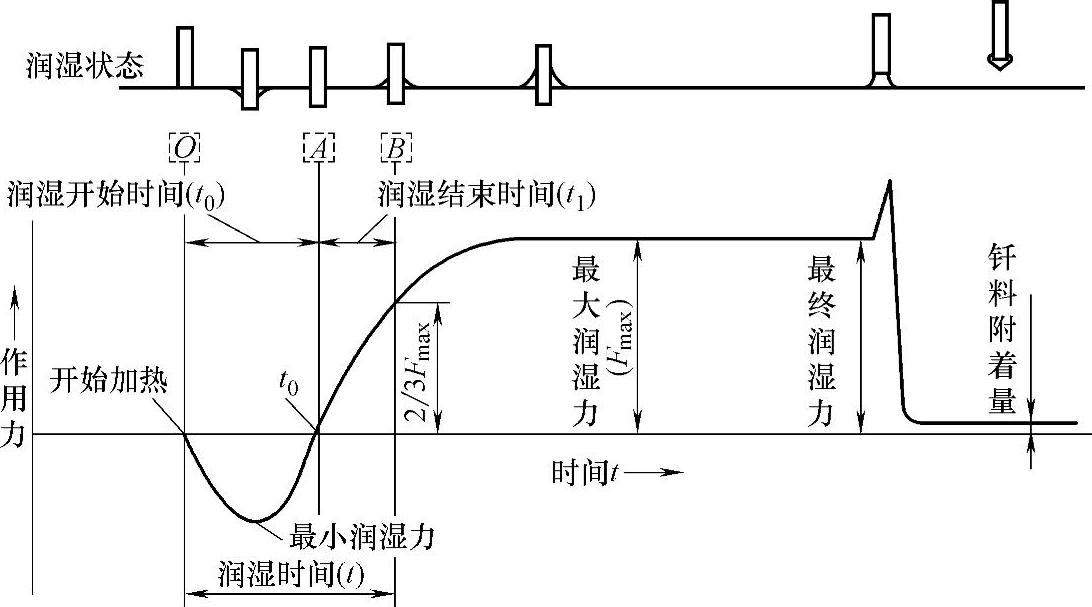
图8.5-18 润湿评价曲线
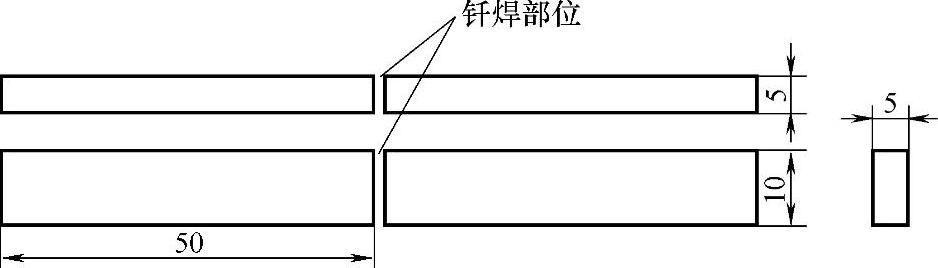
图8.5-19 拉伸试样
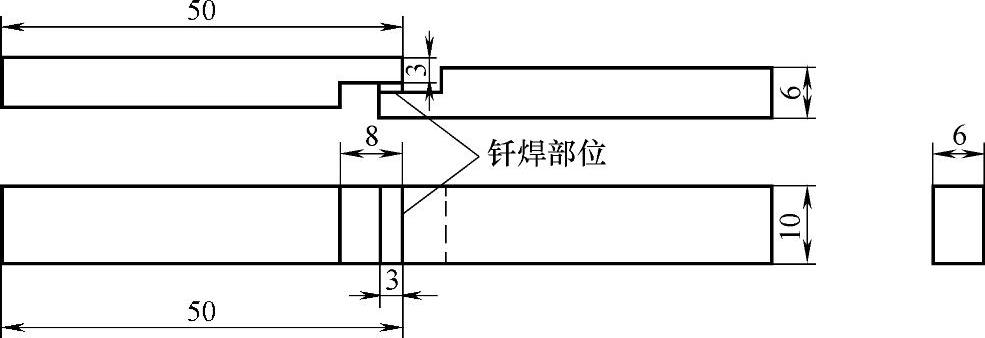
图8.5-201 号剪切试样
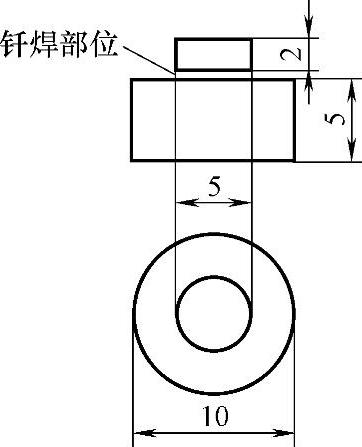
图8.5-212 号剪切试样
钎焊时需使用适当的卡具以固定母材,钎焊接头间隙为50~400mm。为使试验结果有可比性,应采用同一钎焊间隙。拉伸试验时,速度为1~50mm/min,试验温度为10~35℃。2号剪切试样的试验夹具如图8.5-22所示。剪切夹具与试样的接触面应为平面,剪切面距离基准面约等于钎料厚度+0.2~0.7mm的范围之内。试验结果用拉伸或剪切强度表示。
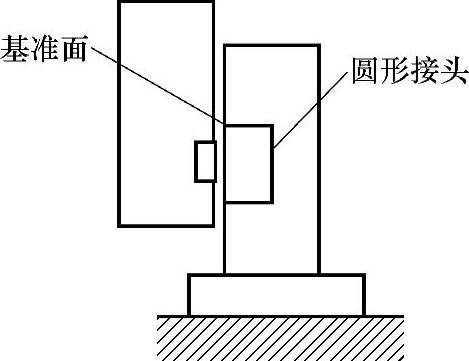
图8.5-222 号剪切试样的试验夹具
8.5.3.6 QFP引线焊点45°拉脱强度试验方法
QFP和基板由双方协议商定。按图8.5-23a在夹具上安装试样,基板固定为45°,钩式夹具如图8.5-23b所示。试验时,钩式夹具钩住QFP引脚的肩部,垂直向上拉动钩式夹具,加载速度小于10mm/min,试验得到最大拉脱载荷,并记录拉断的部位。
8.5.3.7 芯片类元器件焊点的抗剪强度试验方法
元器件与基板由双方协议商定。试验方法如图8.5-24所示。试验步骤:①在万能材料试验机上进行剪切试验,剪切头的直径为0.5mm;②剪切刀具在元器件中部垂直向下运动,切除与基板连接的元器件,压头要与元器件的位置重合,并用显微镜定位,同时压头与基板间的距离要小于元器件厚度的1/4,但不能与基板接触;③剪切头的初始接触压力约为剪断力的10%,之后逐渐加大载荷,测量最大剪切力,并记录断裂的位置。压头移动速度为5~30mm/min。
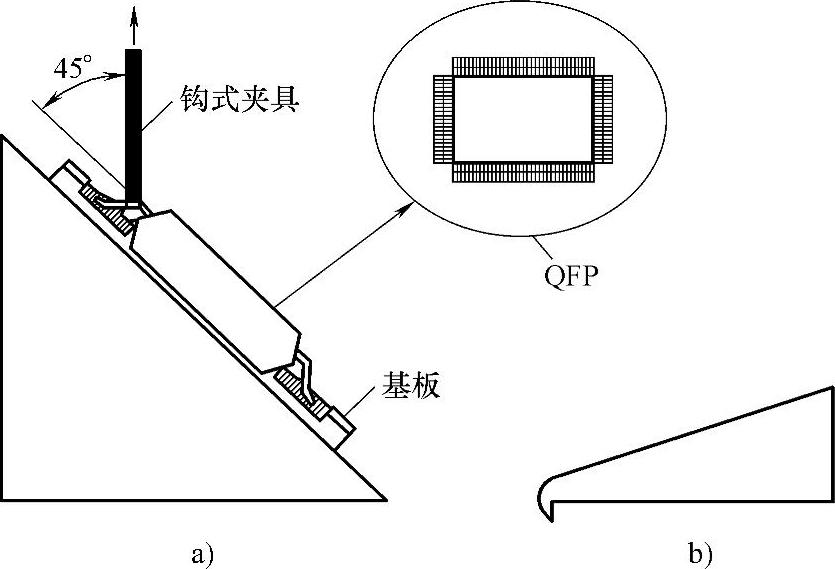
图8.5-23 QFP引线焊点45°拉拖强度试验方法
a)引线焊点强度试验 b)钩子式夹具形状
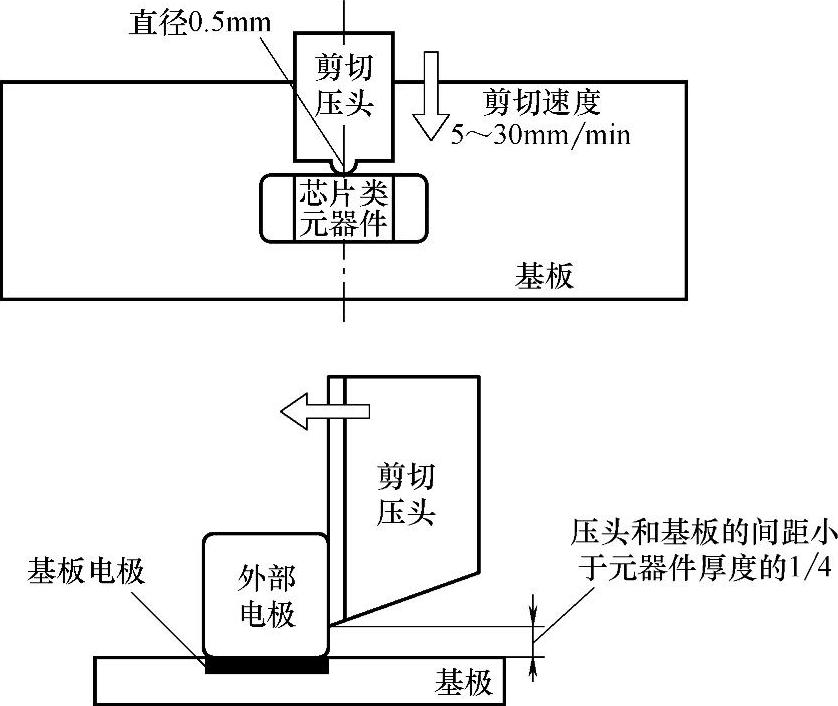
图8.5-24 芯片类元器件焊点抗剪强度试验
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。