



现有的摩擦焊设备可分为摩擦对焊设备、搅拌摩擦焊设备与线性摩擦焊设备三大类。
7.7.3.1 摩擦对焊设备
摩擦对焊机可分为连续驱动摩擦焊机和惯性摩擦焊机两种。连续驱动摩擦焊机是由电动机带动一个焊件旋转,同时把另一焊件压向旋转焊件,使其接触面相互摩擦产生热量和一定塑性变形,然后停止旋转,同时施加顶锻压力完成焊接。惯性摩擦焊机是由电动机驱动飞轮达到要求的转速,然后把一个焊件压向夹持在飞轮轴上的转动焊件,焊件间的摩擦阻力使飞轮减速,并将飞轮的动能转换成焊接所需的热能。
摩擦对焊机包括驱动系统(惯性摩擦焊机还包括飞轮)和加压装置。全自动焊机还有上、下料装置、去飞边装置和参数自动监控系统,焊接质量与转速、摩擦时间、摩擦压力、顶锻压力和焊件顶锻变形量有关。摩擦对焊机按其功率可分为重型与中小型,图7.7-9所示为小功率与大功率摩擦对焊设备典型产品。
国内外部分摩擦焊设备的技术数据和性能特点见表7.7-27~表7.7-34。
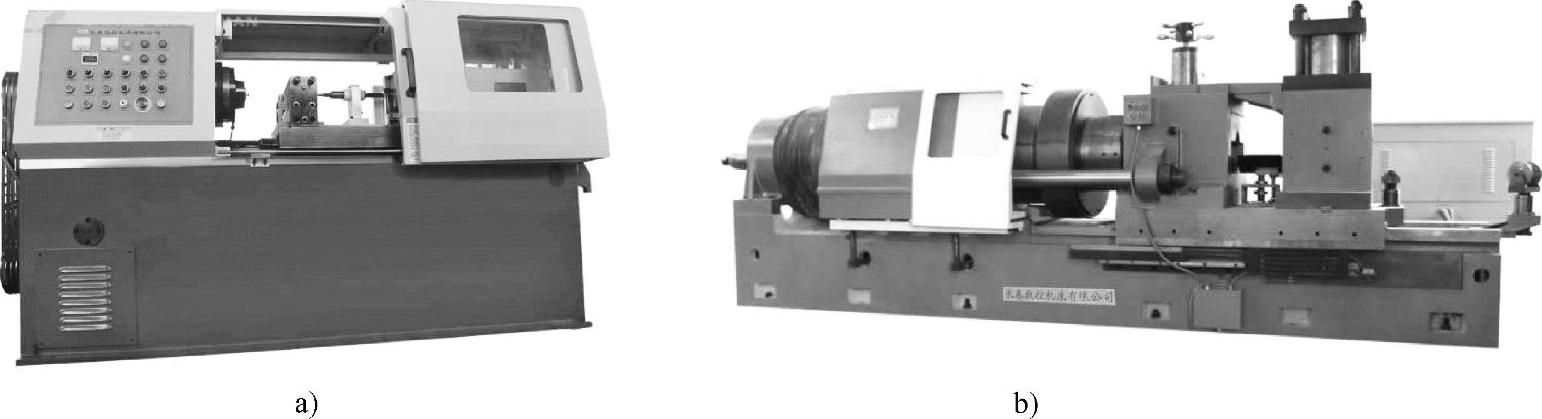
图7.7-9 摩擦对焊设备
a)小功率摩擦焊机 b)大功率摩擦焊机
表7.7-27 国内MCH系列中小功率摩擦焊设备的技术数据和性能特点
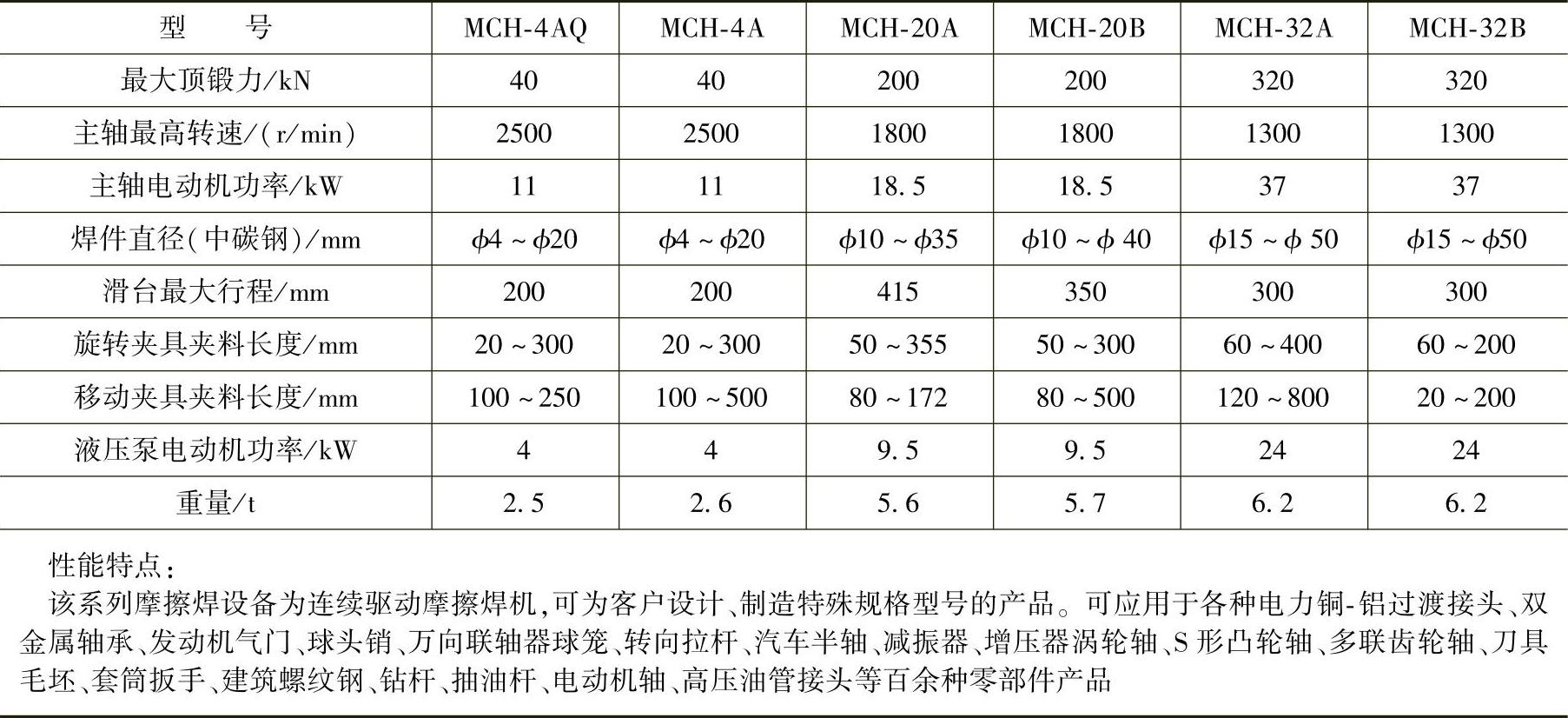
表7.7-28 国内Y系列中小功率摩擦焊设备的技术数据和性能特点
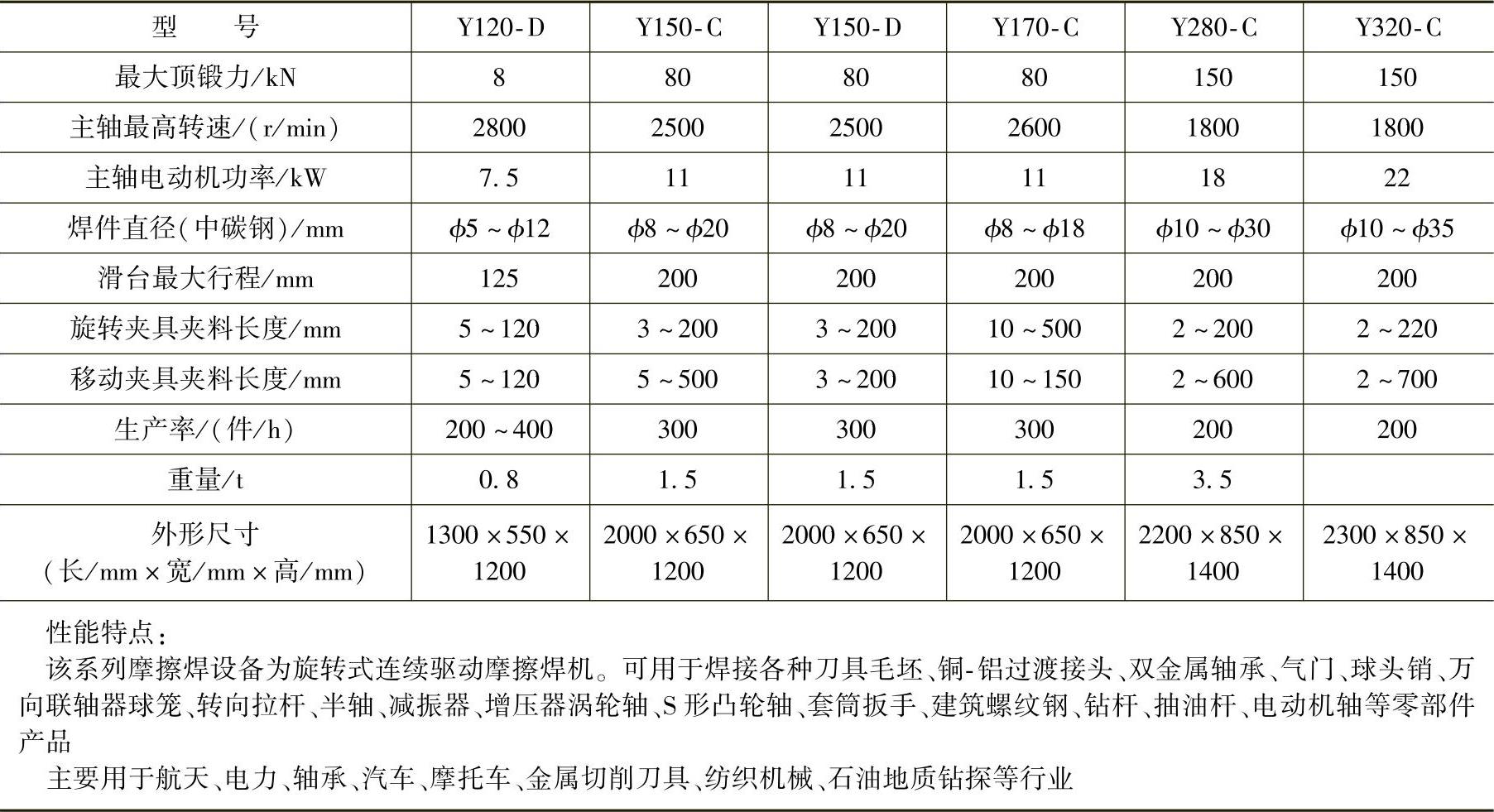
表7.7-29 国内部分中小功率摩擦焊设备的技术数据和性能特点
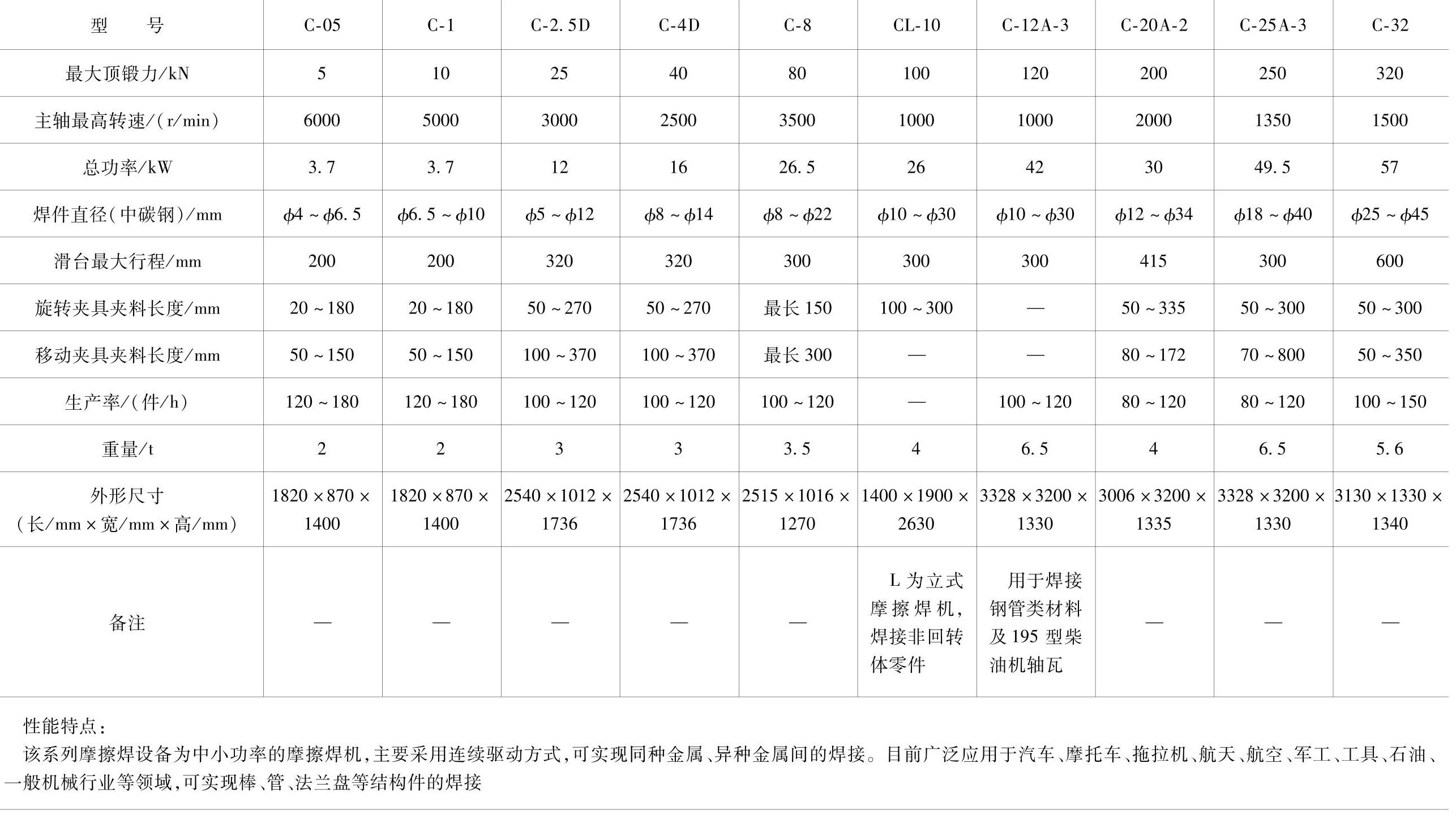
表7.7-30 国内部分大功率摩擦焊设备系列产品的技术数据和性能特点
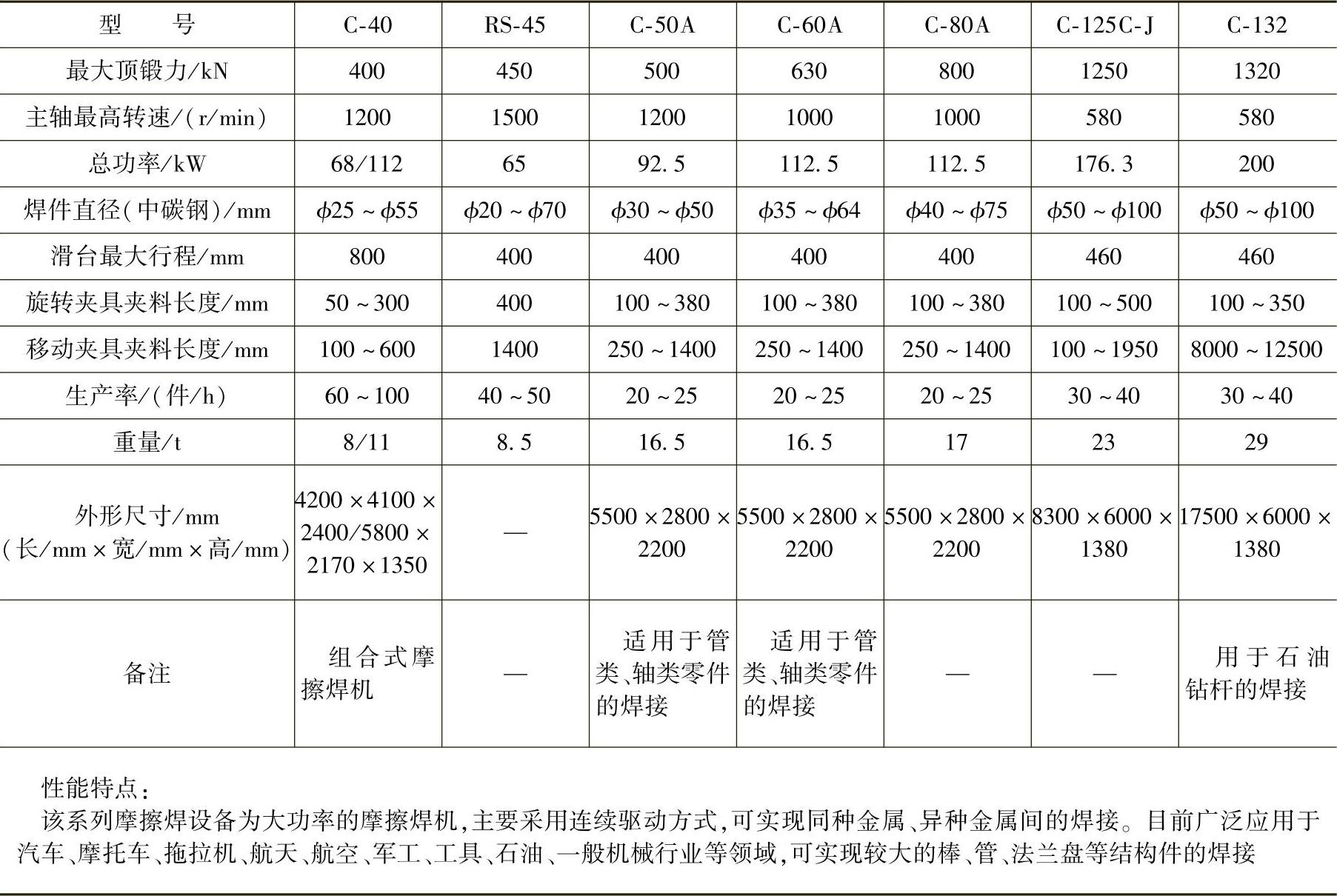
表7.7-31 国内几种大功率摩擦焊专用设备的技术数据和性能特点
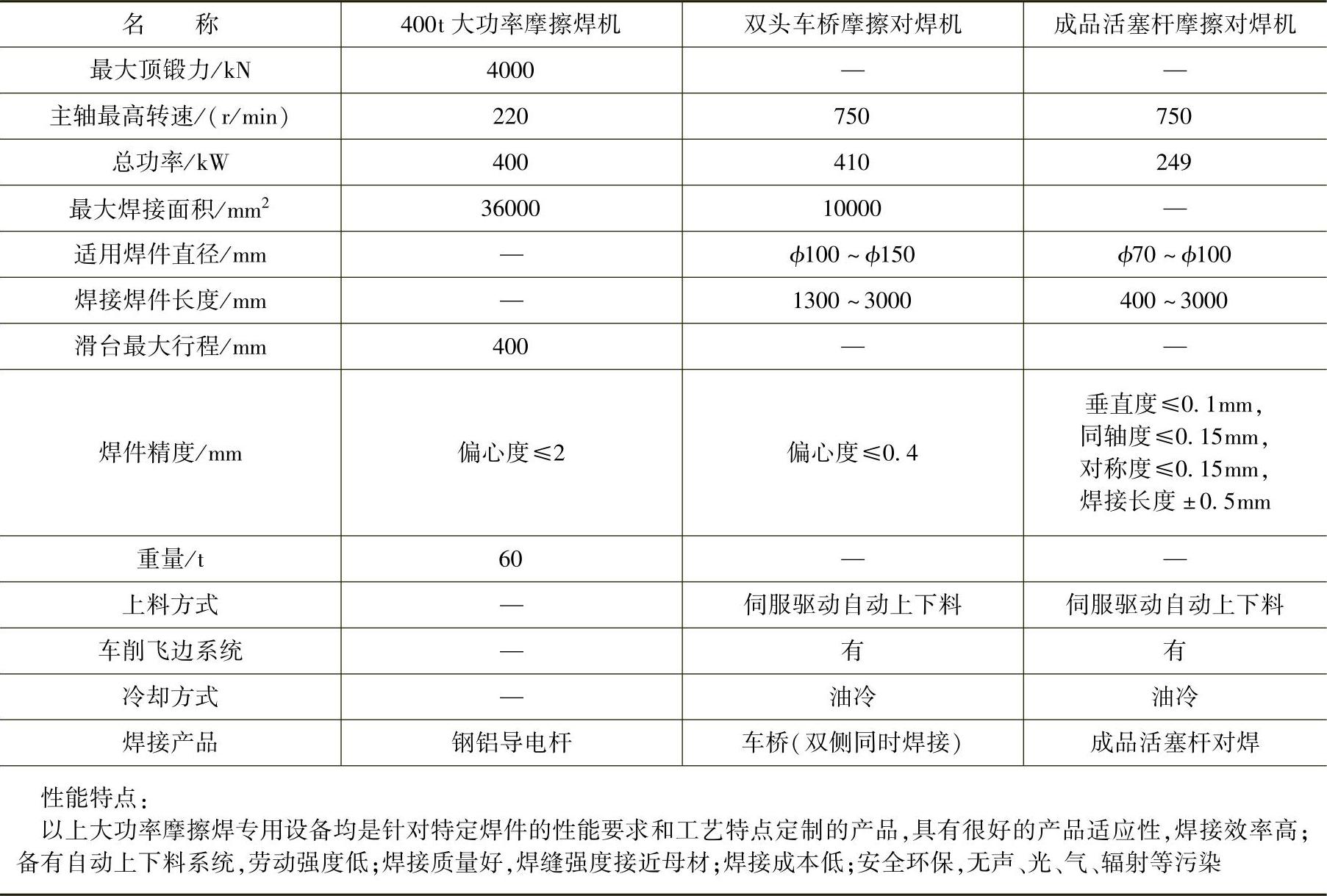
表7.7-32 国外几种摩擦焊设备的技术数据和性能特点(一)
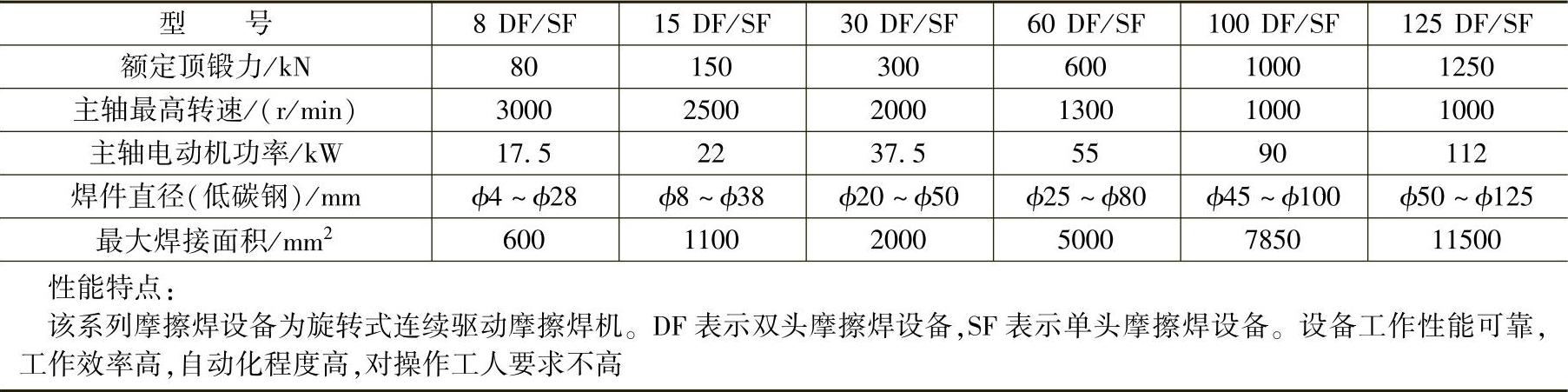
表7.7-33 国外几种摩擦焊设备的技术数据和性能特点(二)
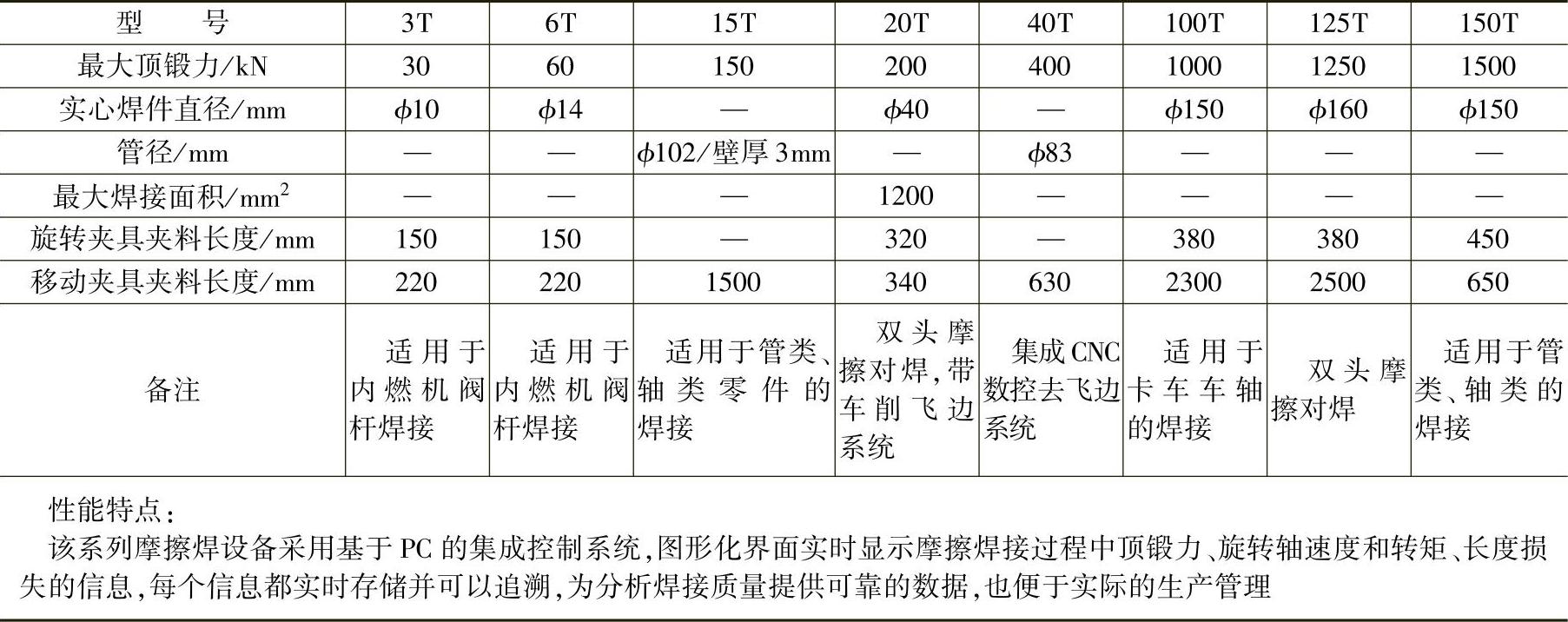
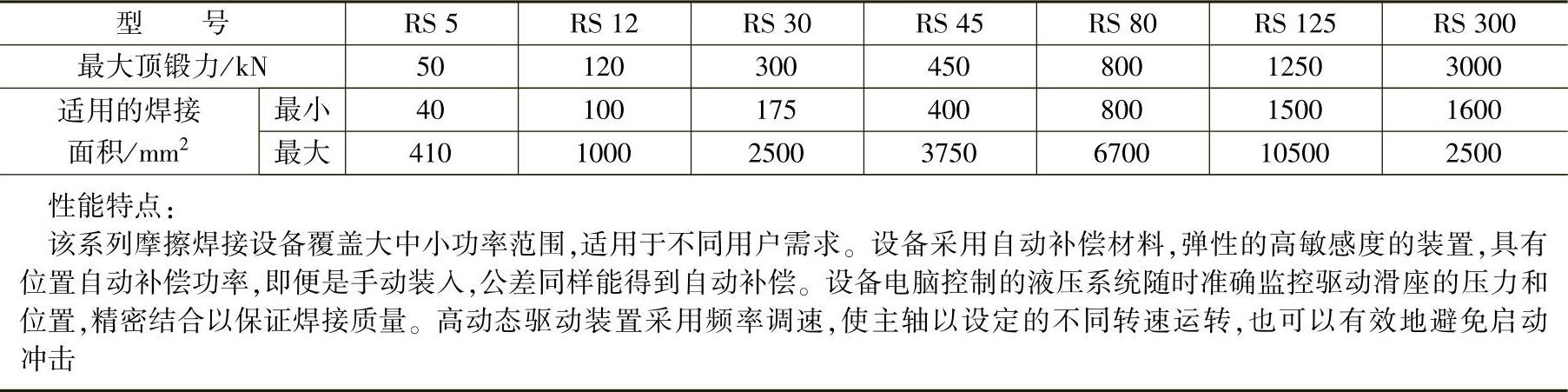
表7.7-34 国外RS系列摩擦焊设备的技术数据和性能特点
7.7.3.2 搅拌摩擦焊设备
搅拌摩擦焊(FSW)是由1991年英国焊接研究所(TWI)提出的新方法,可以对多种熔化焊接性差的有色金属等材料进行可靠的连接,其连接工艺简单、并有较好的工艺适应性。现已开始应用在航空航天与交通运输等领域的结构制造,有良好的工程应用前景。(https://www.xing528.com)
搅拌摩擦焊是用一个带有轴肩和搅拌针的搅拌工具旋转着插入焊件,通过搅拌工具与焊件的摩擦产生热量,把焊件加热到塑性状态,然后搅拌工具带动塑化材料沿着焊缝运动,在搅拌工具高速旋转摩擦和挤压作用下形成固相连接的接头。
图7.7-10是几种搅拌摩擦焊设备,表7.7-35~表7.7-39列出了国内部分搅拌摩擦焊设备的技术数据和性能特点。
7.7.3.3 线性摩擦焊设备
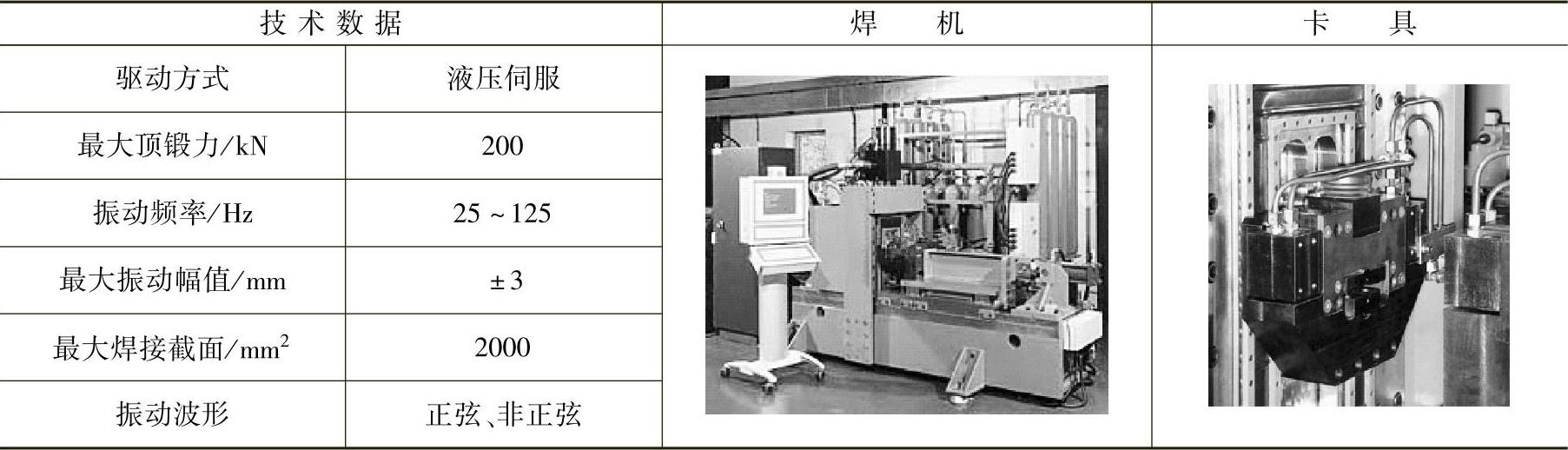
线性摩擦焊(Linear Friction Welding,简称LFW)最早于1959年提出,至上世纪80年代发展日趋成熟,在航空航天业中得到较广的应用。线性摩擦焊也是一种固相连接方法,与旋转摩擦焊机理类似,都是通过两个连接部分的相对运动,在较高的顶锻力下,产生的摩擦热进行焊接的。与旋转摩擦所不同的是,线性摩擦焊的相对运动是运动部件产生的直线运动或振动(如典型的正弦波),振动频率和幅值是线性摩擦焊的两个重要参数,轴向力(顶锻力)则作用于与线性振动垂直的方向。从某种意义上来说,此种焊接方法与超声波焊接方法有类似之处,只是振动的频率和幅值有较大的差异。图7.7-11所示为线性摩擦焊设备和其实际工作时顶锻焊接的瞬间。表7.7-40列出了英国Tompson摩擦焊公司部分线性摩擦焊设备的技术数据和性能特点。表7.7-41为英国焊接研究所的LinFric线性摩擦焊机及主要技术数据。
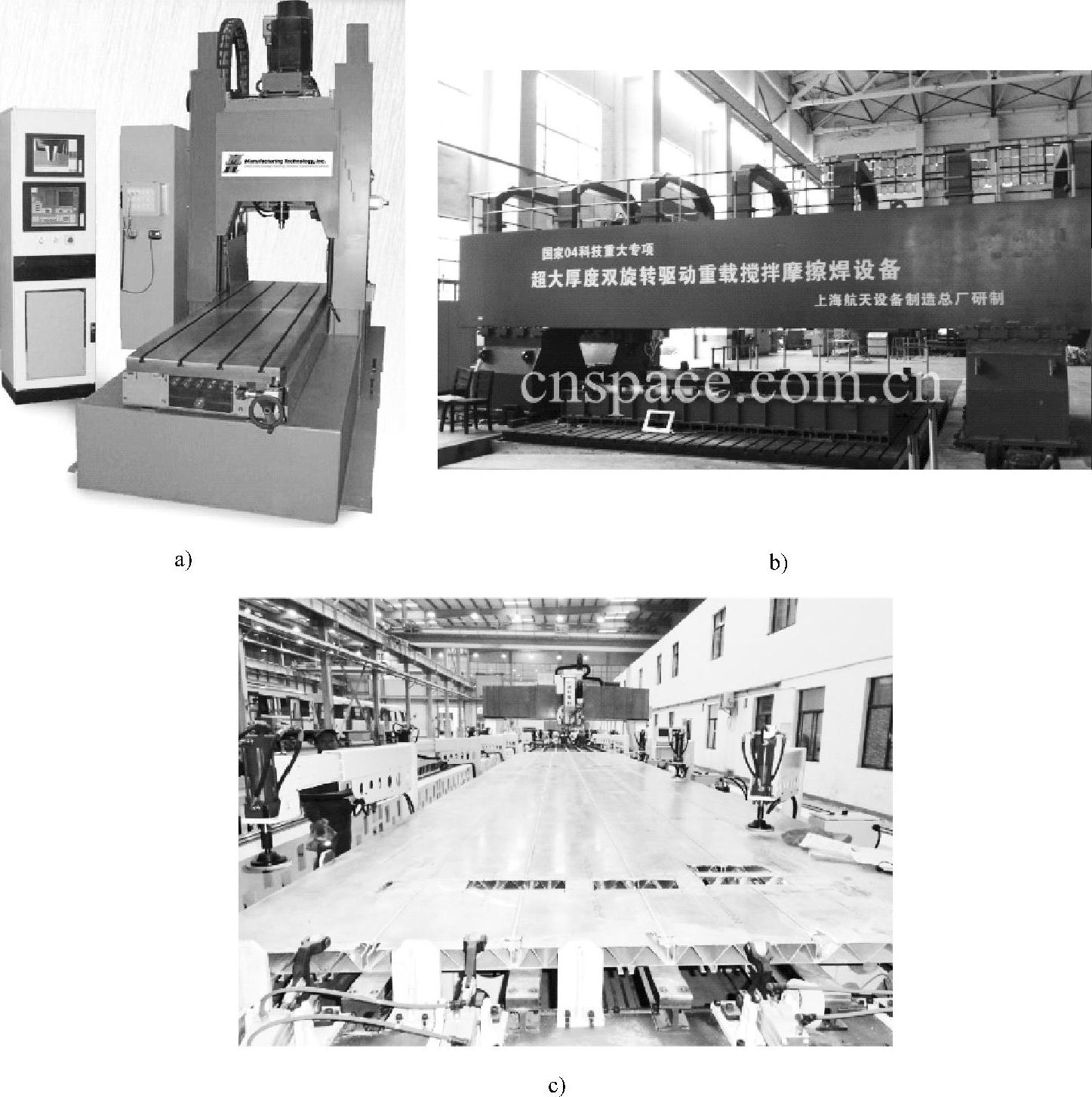
图7.7-10 搅拌摩擦焊设备
a)中小功率搅拌摩擦焊设备 b)重型搅拌摩擦焊设备 c)列车48m长地板动龙门搅拌摩擦焊接设备
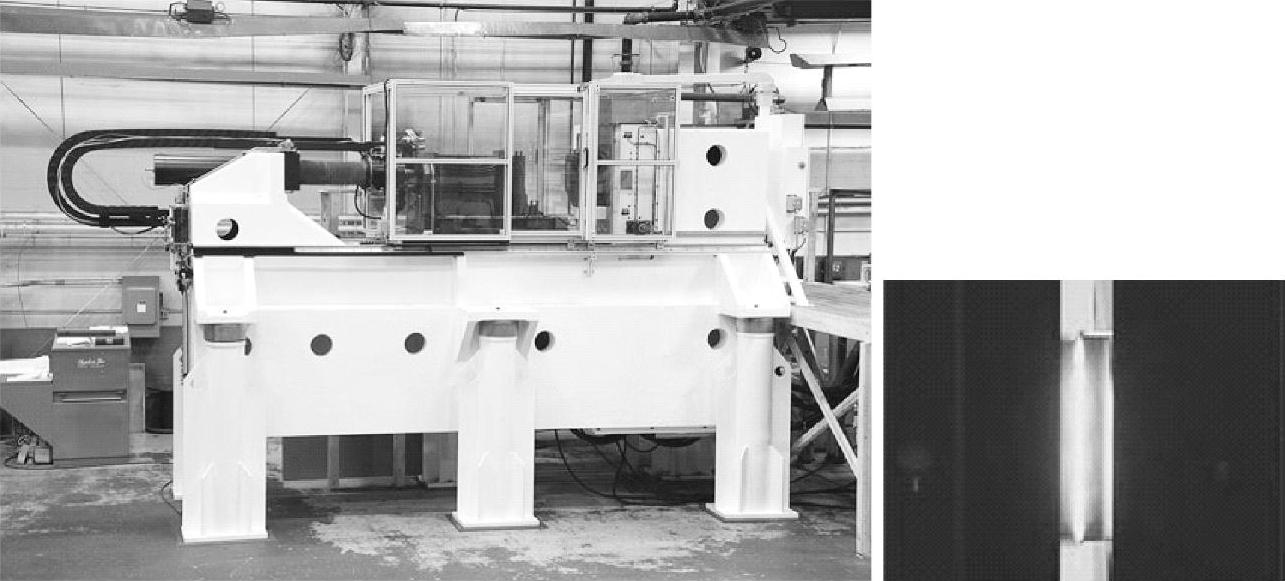
图7.7-11 线性摩擦焊设备
表7.7-35 国内FSW系列平板直缝搅拌摩擦焊专用设备的技术数据和性能特点
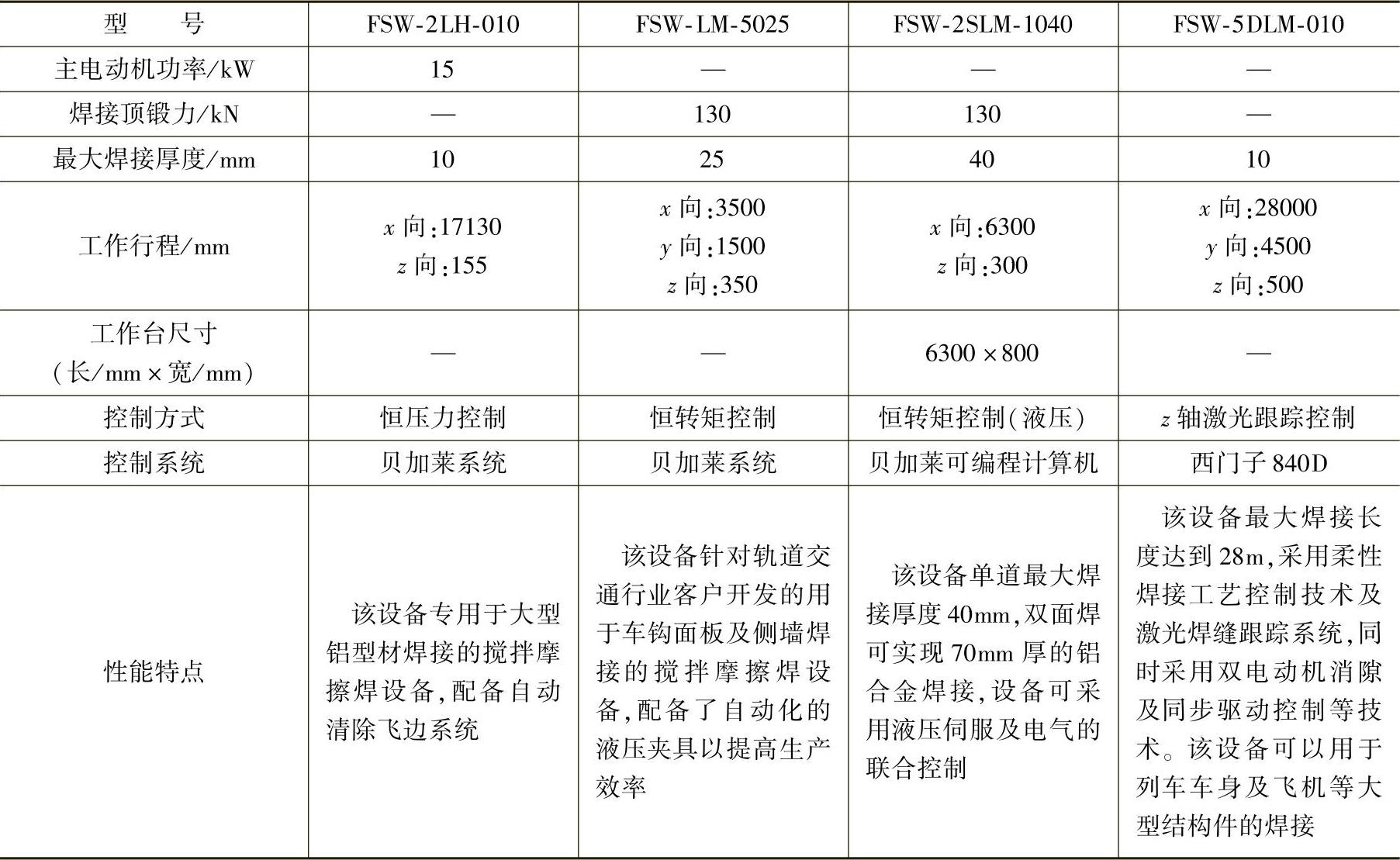
表7.7-36 国内FSW系列空间曲线搅拌摩擦焊专用设备的技术数据和性能特点
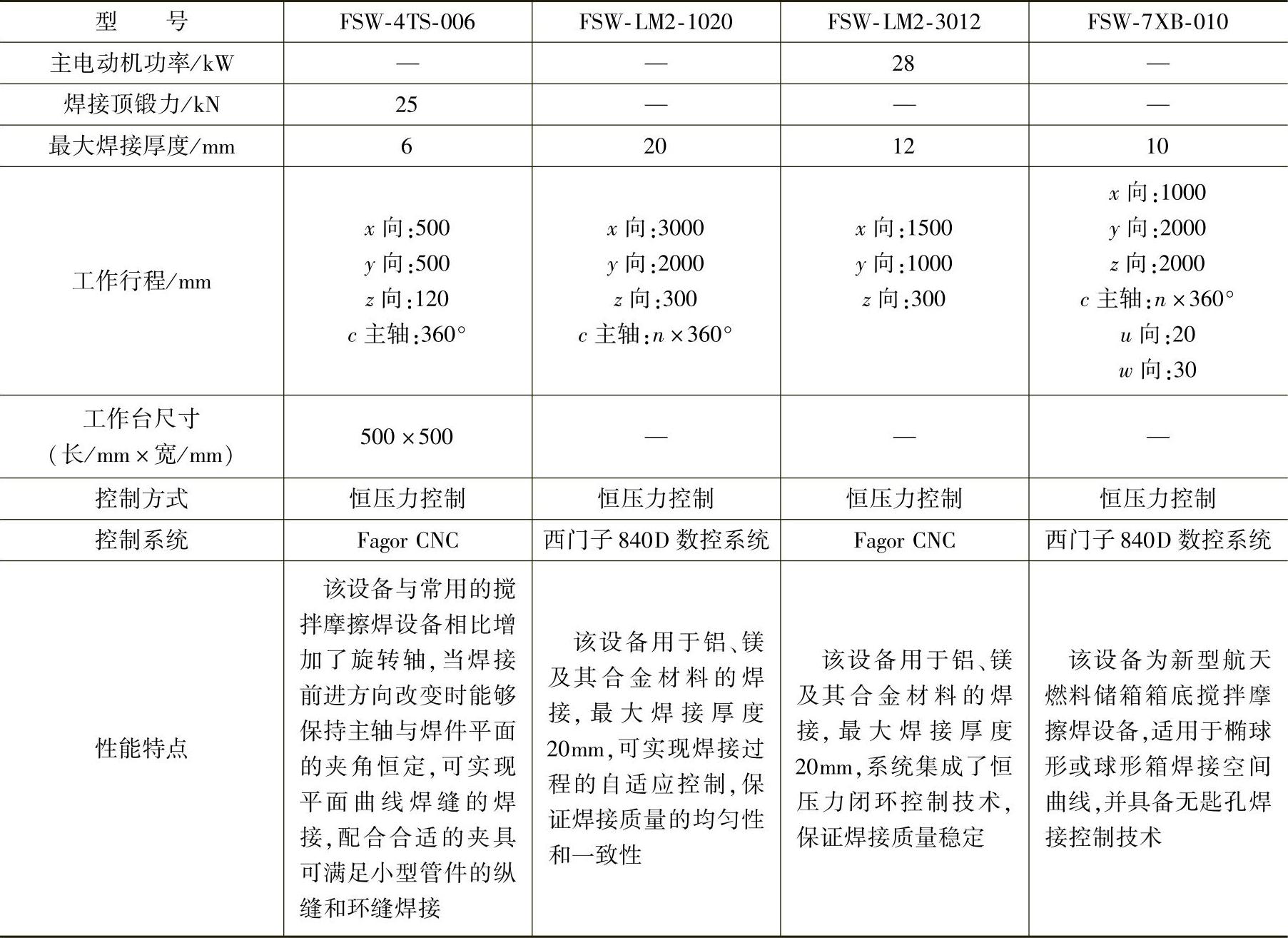
表7.7-37 国内FSW系列简体搅拌摩擦焊专用设备的技术数据和性能特点
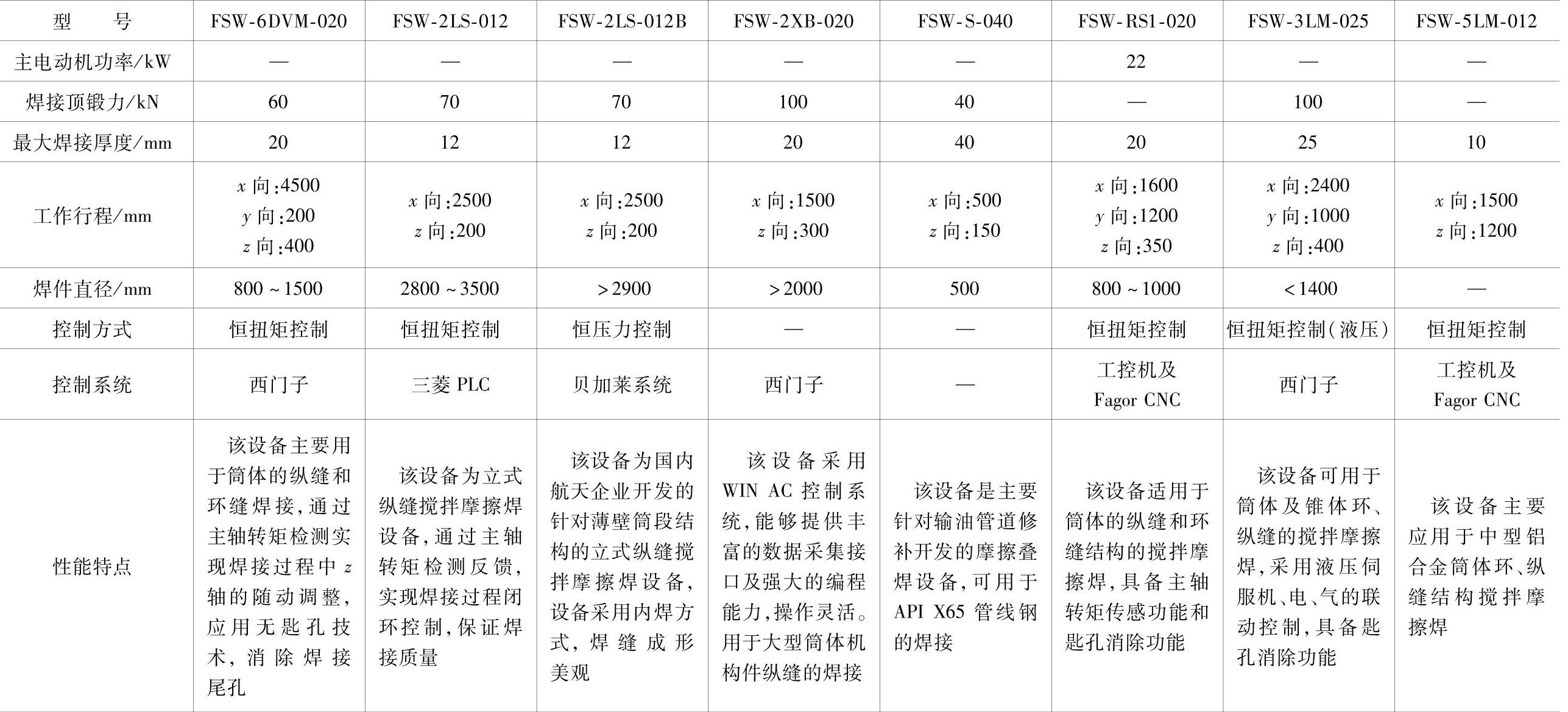
表7.7-38 国内部分搅拌摩擦焊专用设备的技术数据和性能特点

(续)
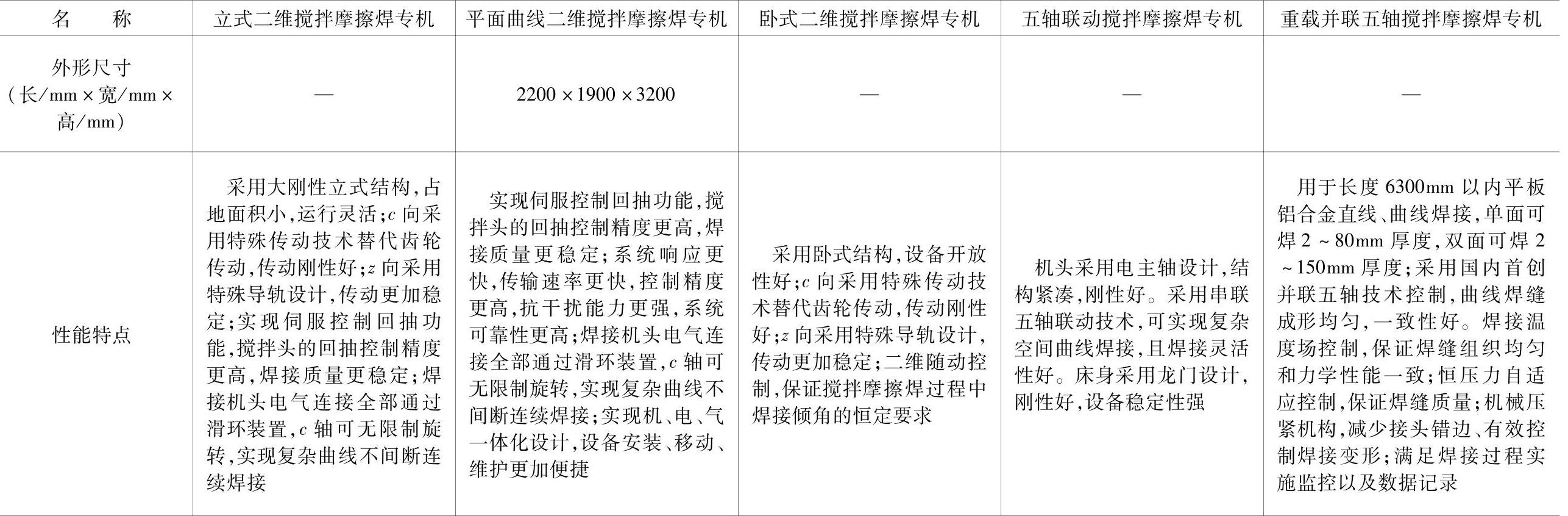
表7.7-39 国外部分搅拌摩擦焊专用设备的技术数据和性能特点
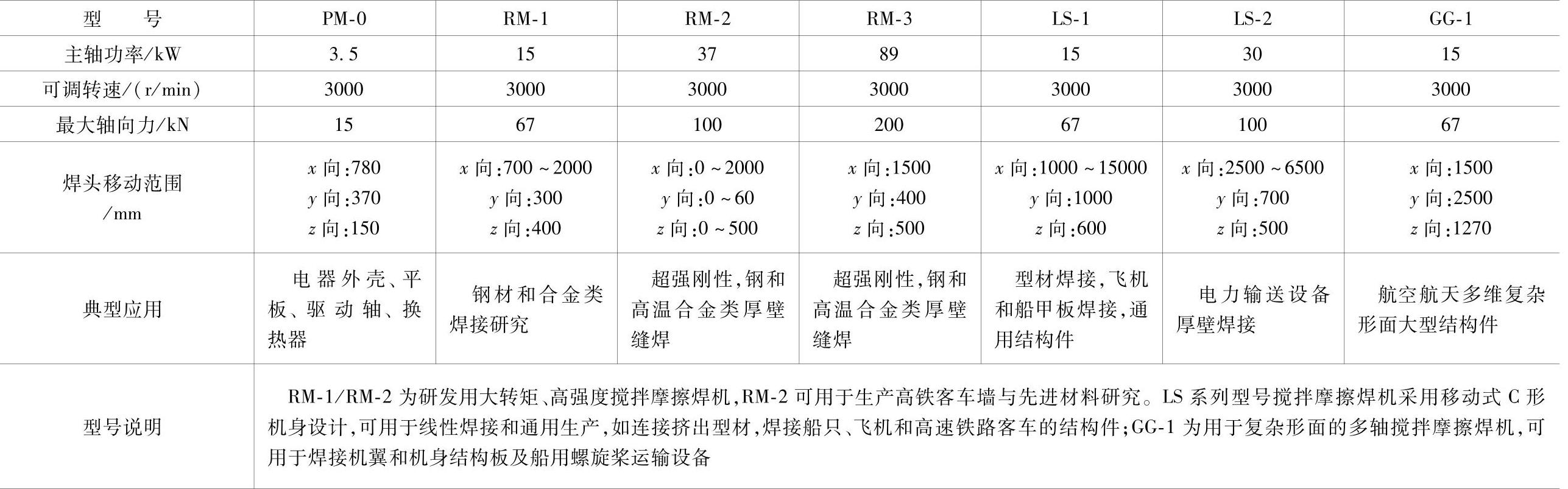
表7.7-40 英国Tompson摩擦焊公司部分线性摩擦焊设备的技术数据和性能特点
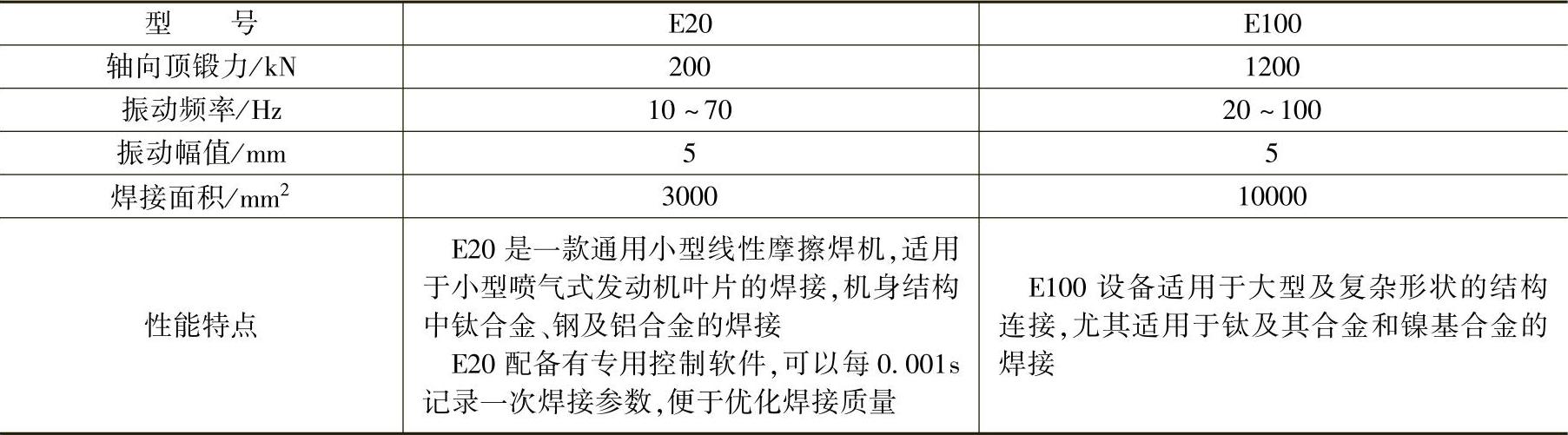
表7.7-41 英国焊接研究所的LinFric线性摩擦焊机及主要技术数据
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。