



7.4.4.1 工频交流点焊机
图7.4-10与图7.4-11所示为较典型的交流点焊机。常用的工频交流点焊机、气压传动式点焊机的主要技术参数见表7.4-3和表7.4-4。
7.4.4.2 二次整流点焊机
常用的二次整流点焊机的技术参数见表7.4-5。
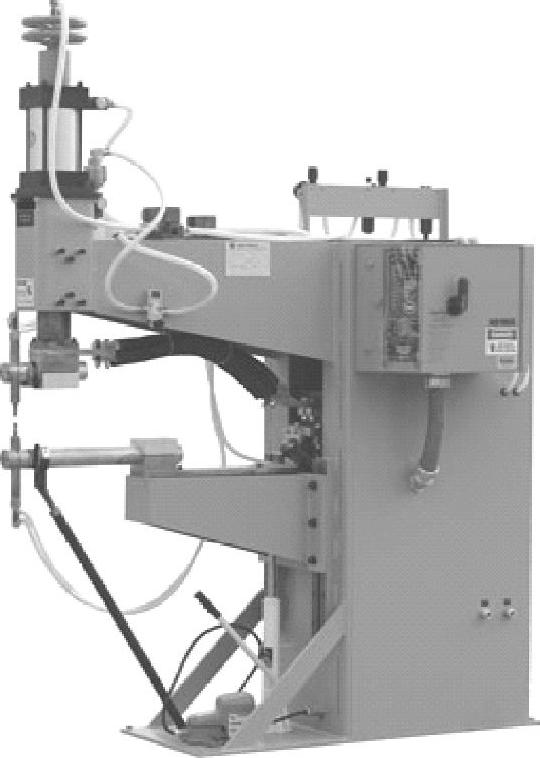
图7.4-10 一种国产交流点焊机照片
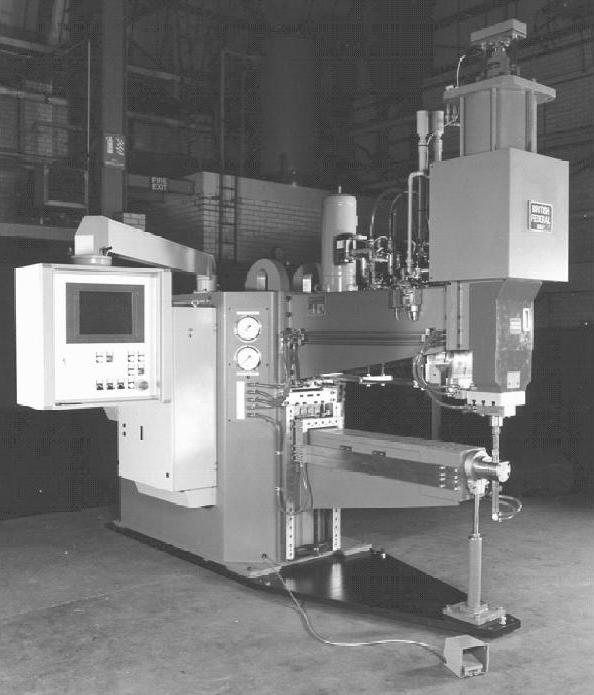
图7.4-11 一种国外交流点焊机产品照片
表7.4-3 工频交流点焊机的主要技术参数

(续)
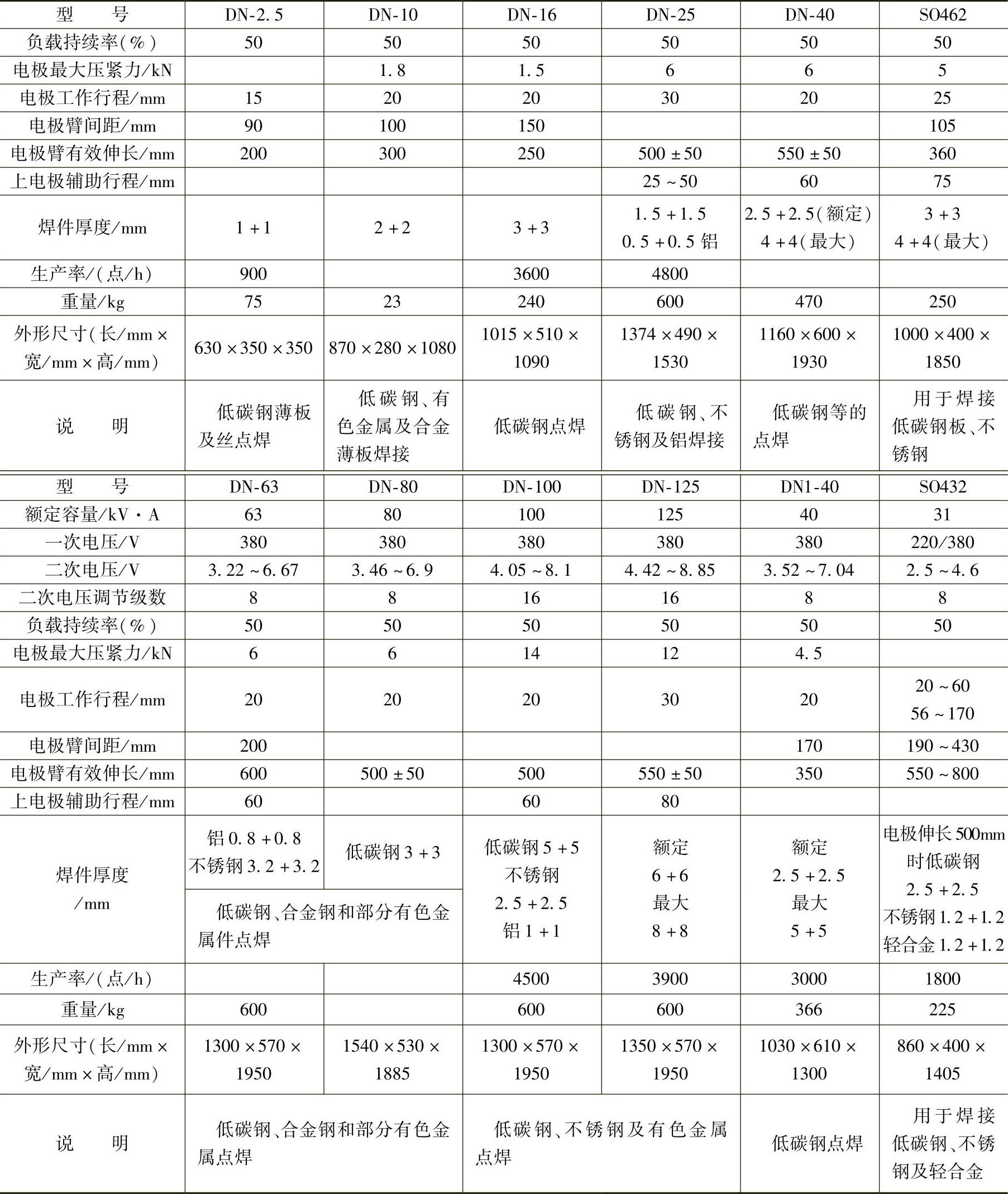
注:表中型号为垂直加压式通用点焊机的型号,S系列为小型通用式点焊机。上述点焊机广泛用于冲压焊结构。
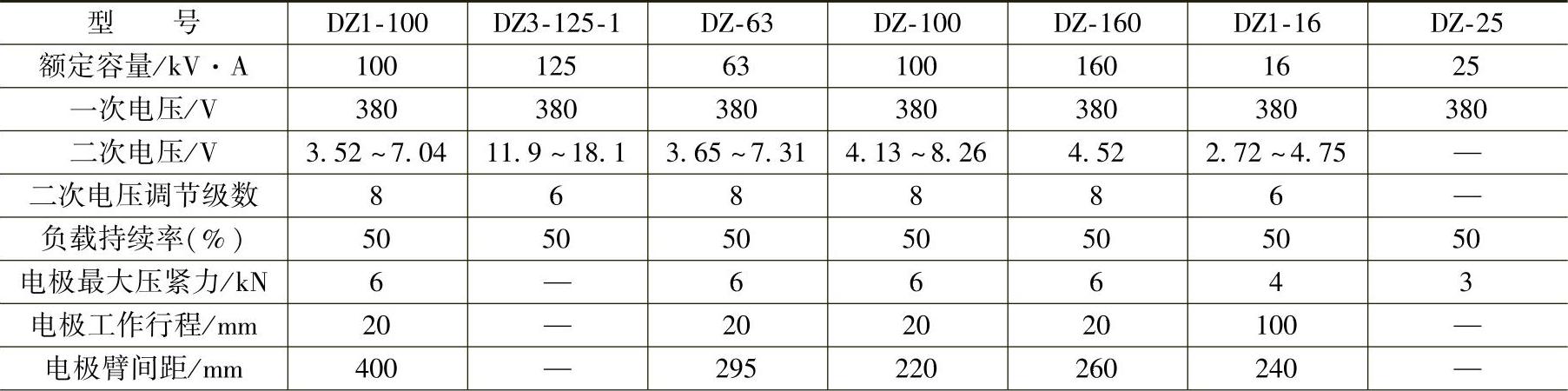
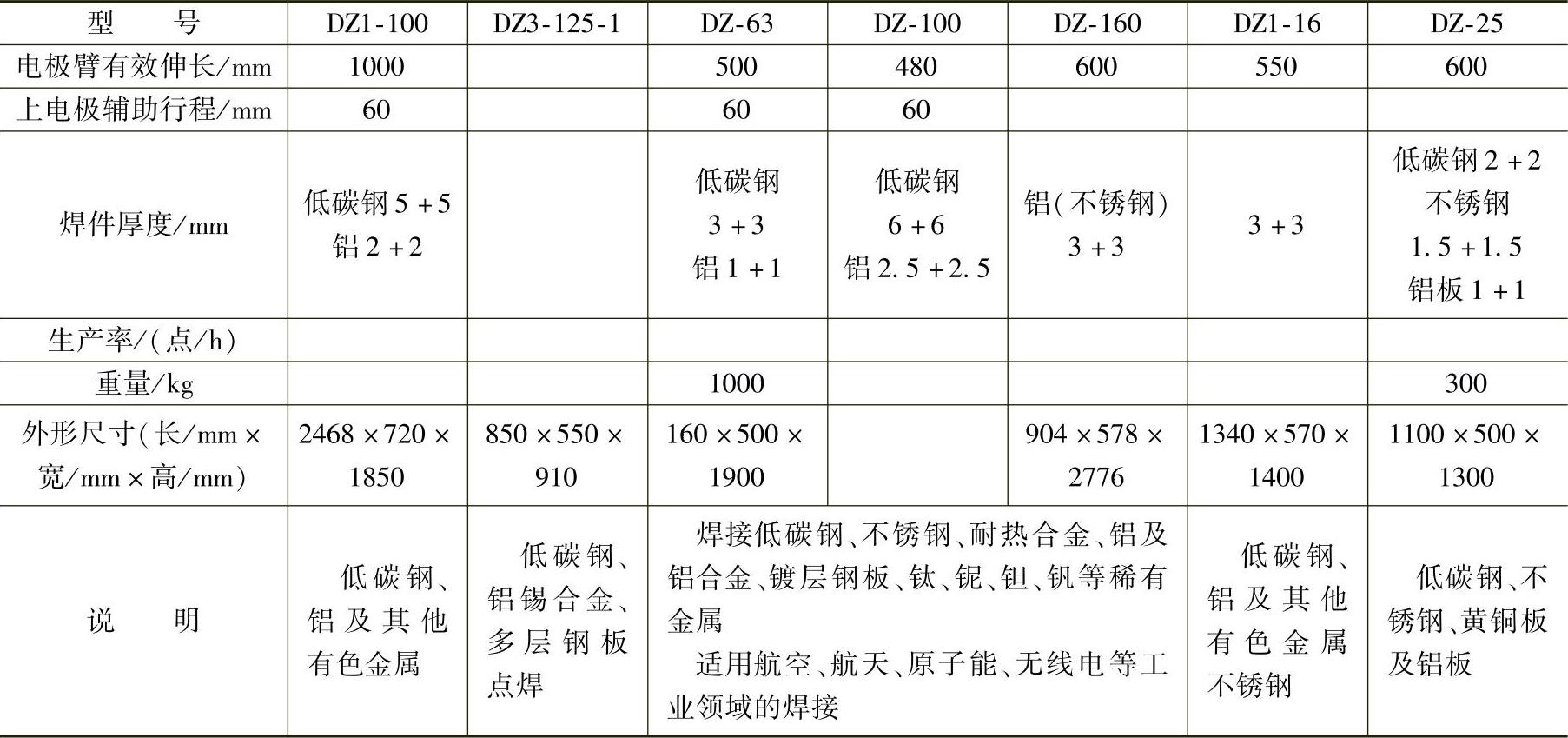
表7.4-4 气压传动式点焊机的技术参数

(续)
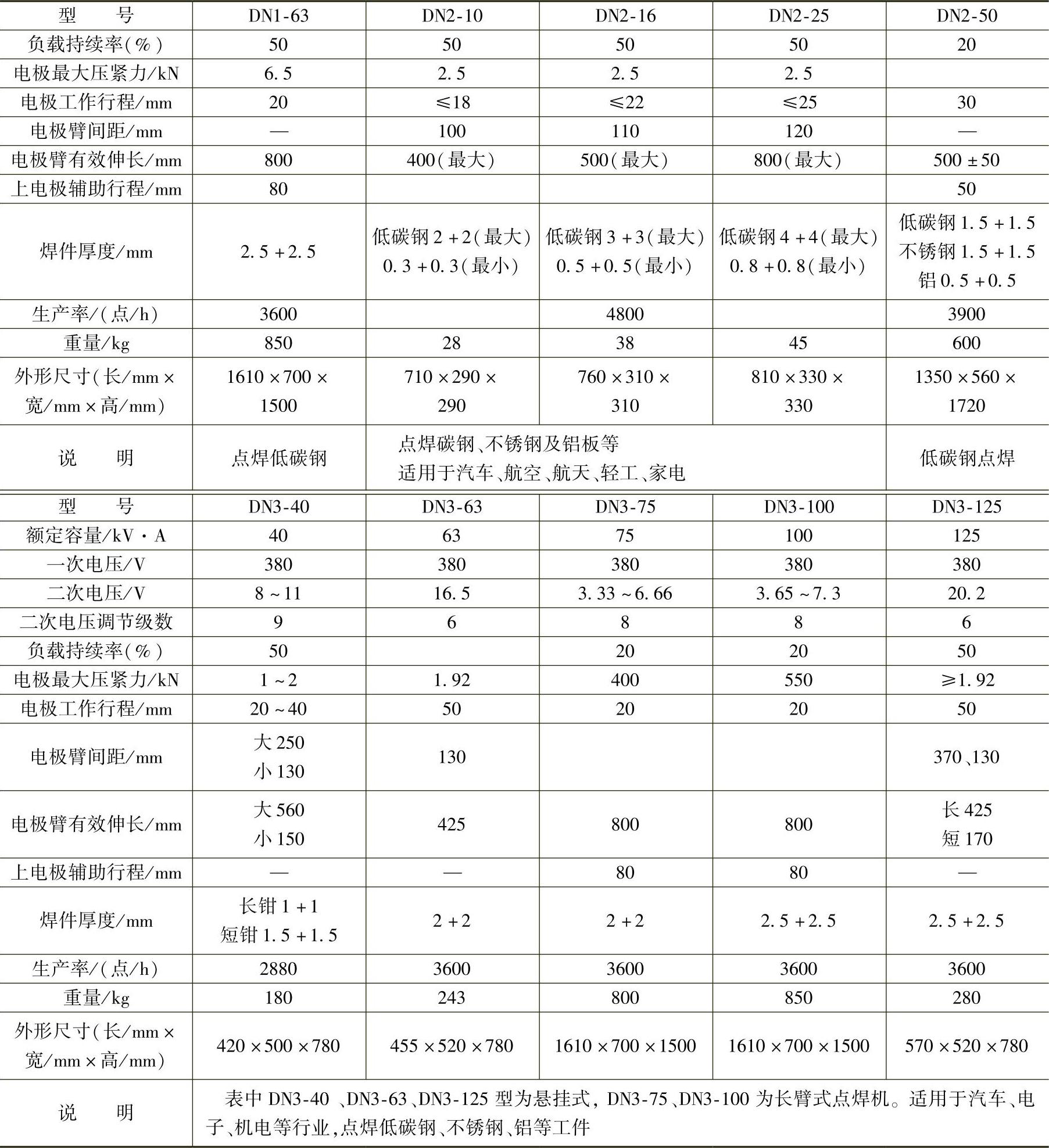
表7.4-5 二次整流点焊机的技术参数
(续)
7.4.4.3 专用点焊机
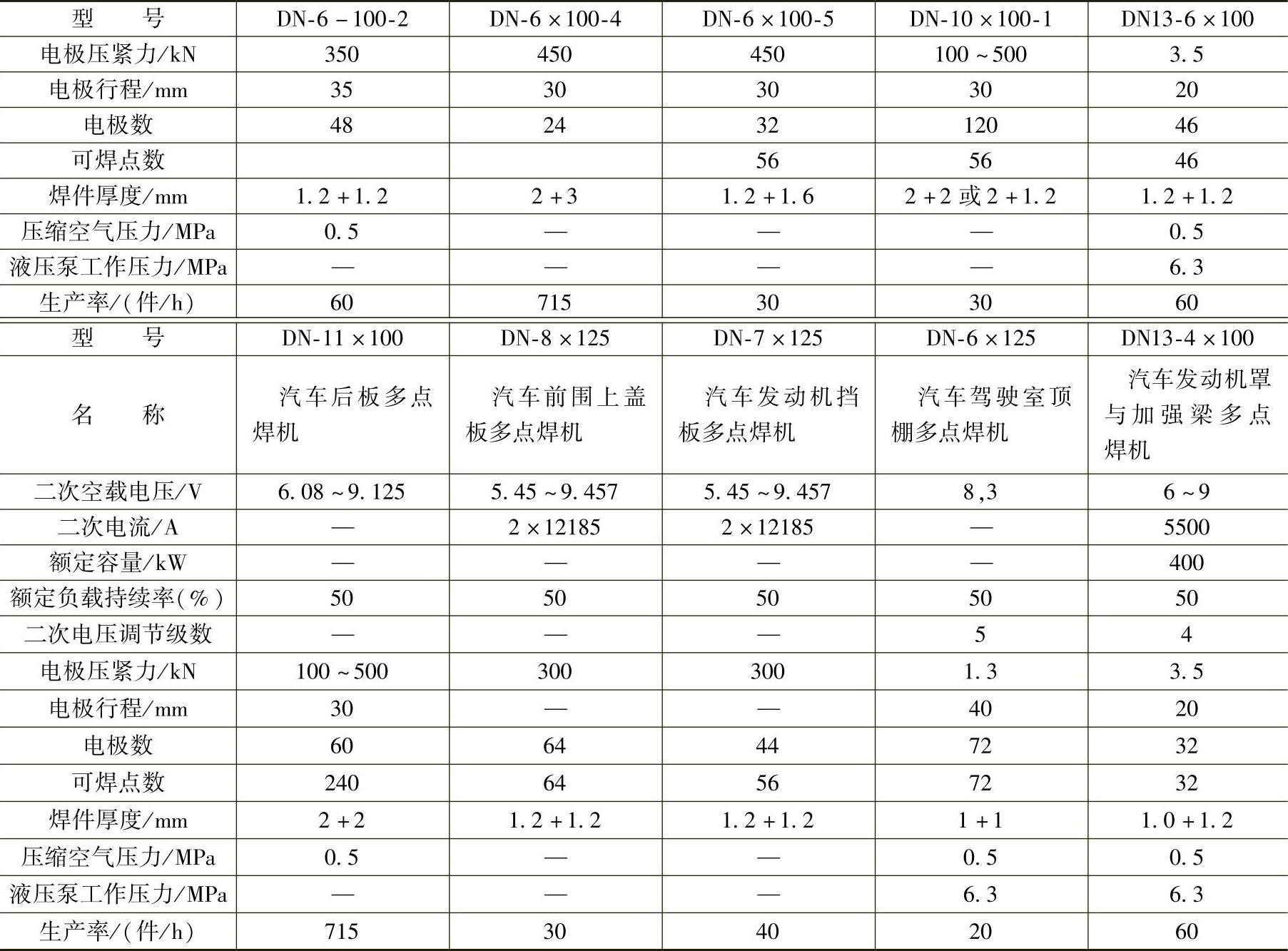
1.汽车专用多点焊机的主要技术参数(表7.4-6)
表7.4-6 汽车专用多点焊机的主要技术参数(https://www.xing528.com)
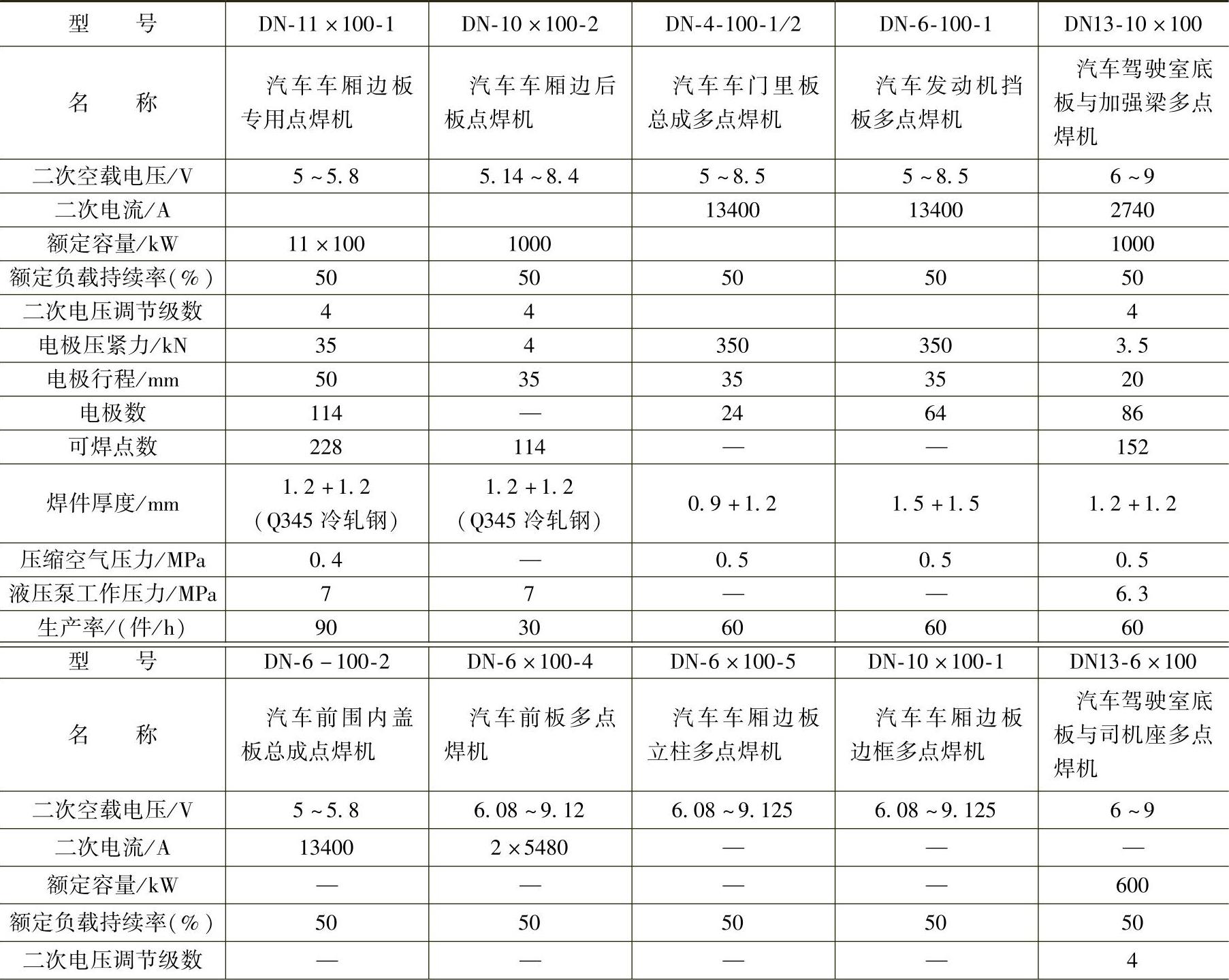
(续)
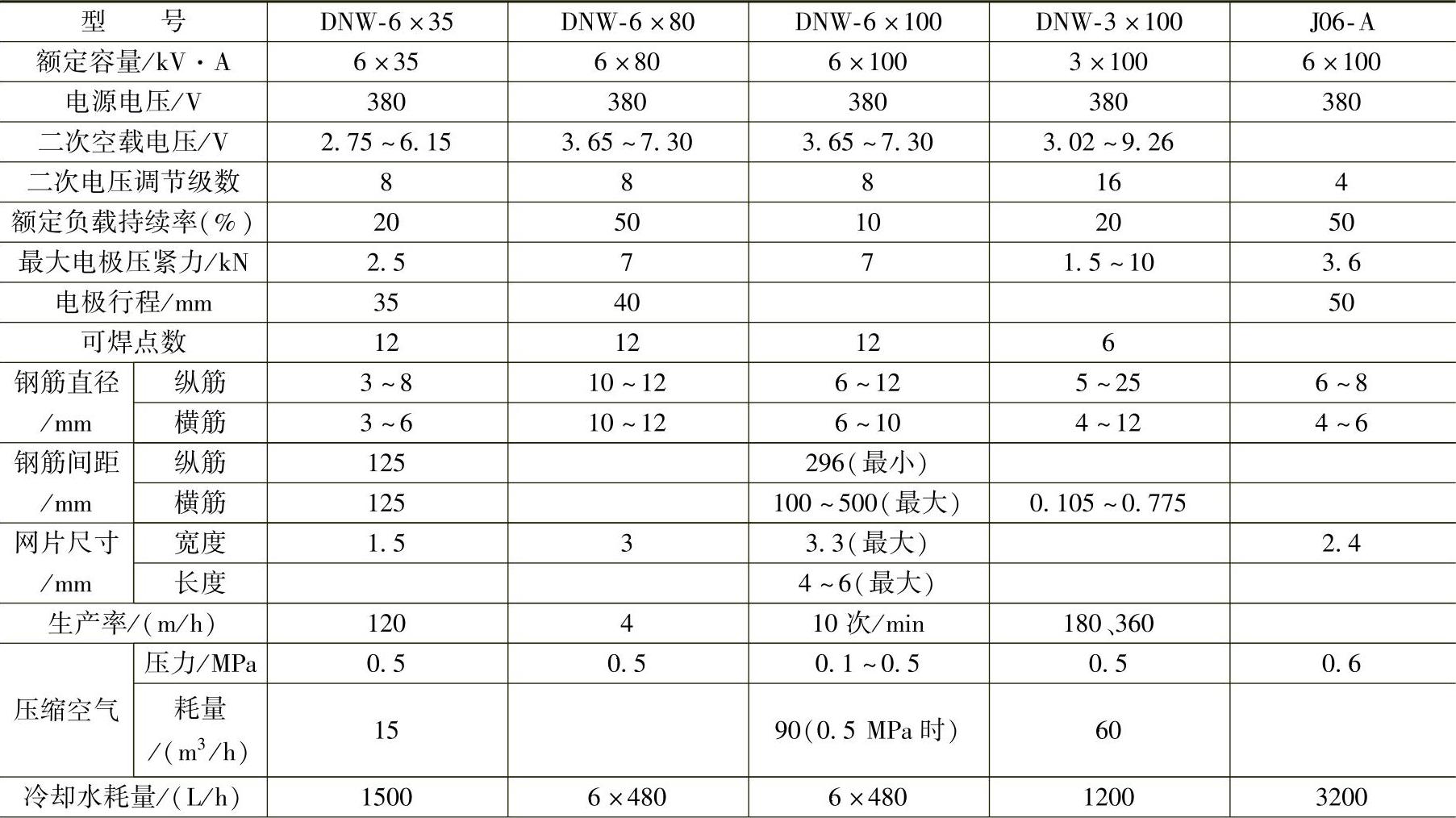
2.钢筋网多点焊机的主要技术参数(见表7.4-7)
表7.4-7 钢筋网多点焊机的主要技术参数
(续)

注:专门用来焊接钢筋网,代替人工铁丝绑扎钢筋的方式,大大提高生产率,节约原材料,运料、电极加压、拉网等工序均采用压缩空气操纵。
7.4.4.4 伺服加压电阻点焊机
近年来国外开发出一种用伺服电动机驱动机构对电极加压的新型点焊机,简称为伺服加压点焊机。
这种新型点焊机的主要创新处是采用了伺服焊头,电极压力由伺服焊头中的伺服电动机驱动机构产生,替代了传统的气缸加压方式,使焊机具有很高的电极压力调节响应速度,能在点焊时瞬间调节电极的压力与焊接电流进行最佳配合,从而大幅度减少焊接飞溅,提高焊点质量。这种伺服焊头还能实时调节电极与焊件软接触位置,提高焊点定位精度。
这种伺服加压点焊机已大量应用在美国通用、日本三菱等汽车公司的轿车点焊机器人柔性生产线中。
图7.4-12所示为日本的MFP系列伺服加压点焊机,其技术数据见表7.4-8。
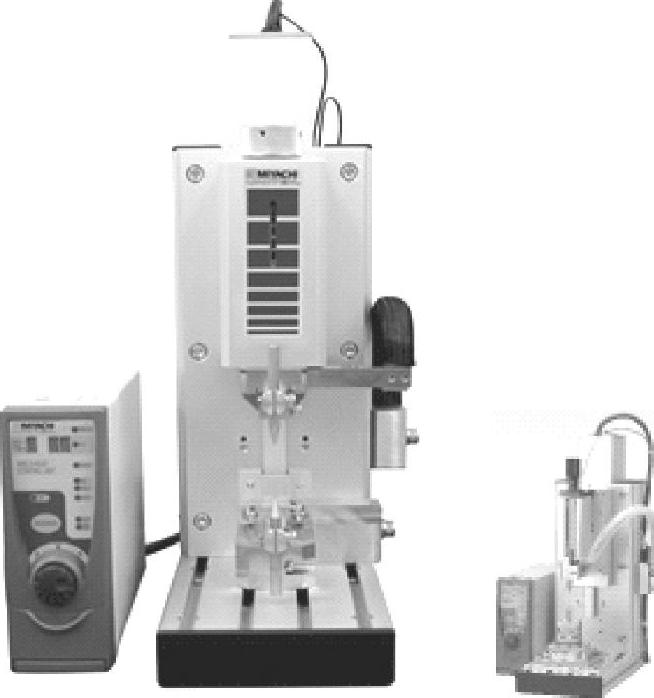
图7.4-12 日本伺服加压点焊机产品与伺服焊头照片
表7.4-8 日本MFP系列伺服加压点焊机的技术数据
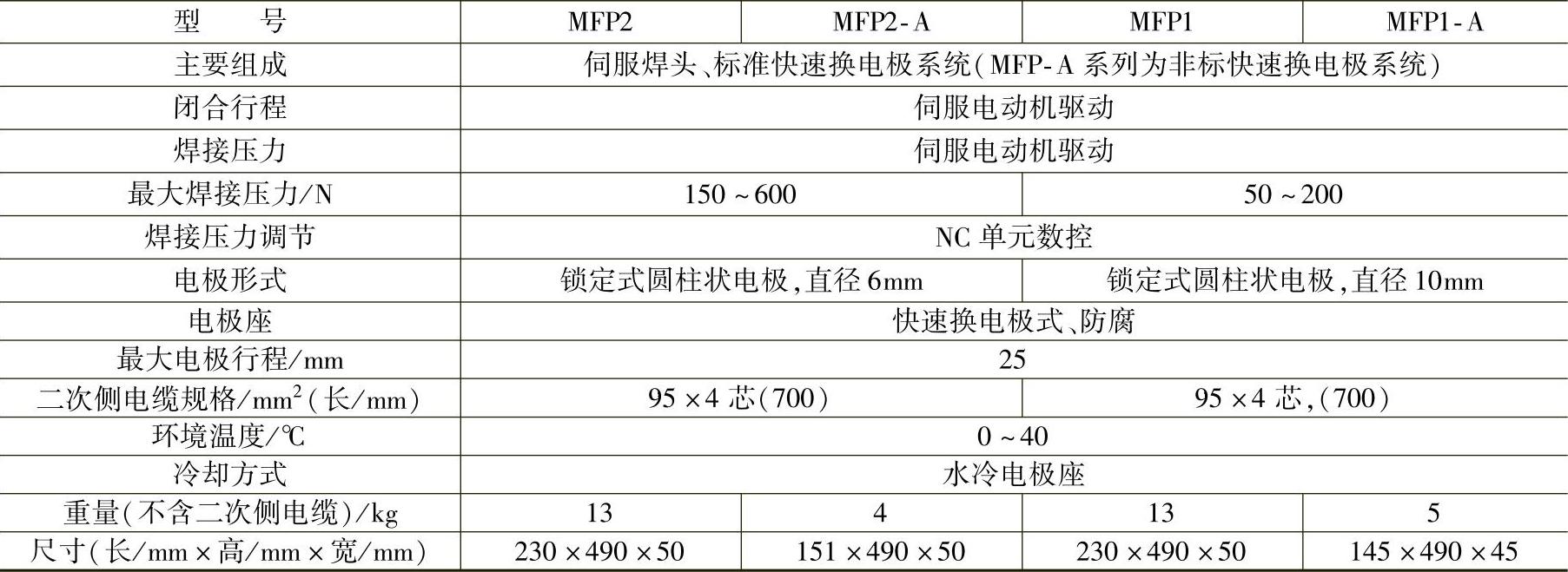
图7.4-13所示为一种国产SDZ-15/2532ZS型伺服电动机加压二次整流点焊机,是为电动机换向器与电枢绕组焊接而设计的一种专用焊机。其特点是:采用伺服电动机力矩控制方式,用同步带轮、丝杆加压替代气缸加压,在单个焊点可分别设定预压压力、焊接压力的维持力,不受气源波动影响,加压稳定,分度准确,焊接电流闭环控制,有焊接电流过小(虚焊)时停机报警设置功能。
SDZ-15/2532ZS型伺服电动机加压次级整流点焊机的主要技术参数见表7.4-9。
表7.4-9 国产SDZ-15/2532ZS型伺服电动机加压二次整流点焊机的主要技术参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。