



等离子弧焊(Plasma Arc Welding)是利用等离子弧作为热源的焊接方法。等离子弧是利用等离子枪将阴极(如钨极)和阳极之间的自由电弧压缩成高温、高电离度、高能量密度及高焰流速度的电弧,如图7.3-31所示。等离子弧可用于焊接、堆焊、切割及喷涂。

图7.3-30 一种国外CV500 CO2气体保护焊机
等离子弧焊一般分为六种:穿透型等离子弧焊、熔透型等离子弧焊、微束等离子弧焊、熔化极等离子
表7.3-33 国外典型的CO2/MAG气体保护弧焊机型号及技术数据(一)
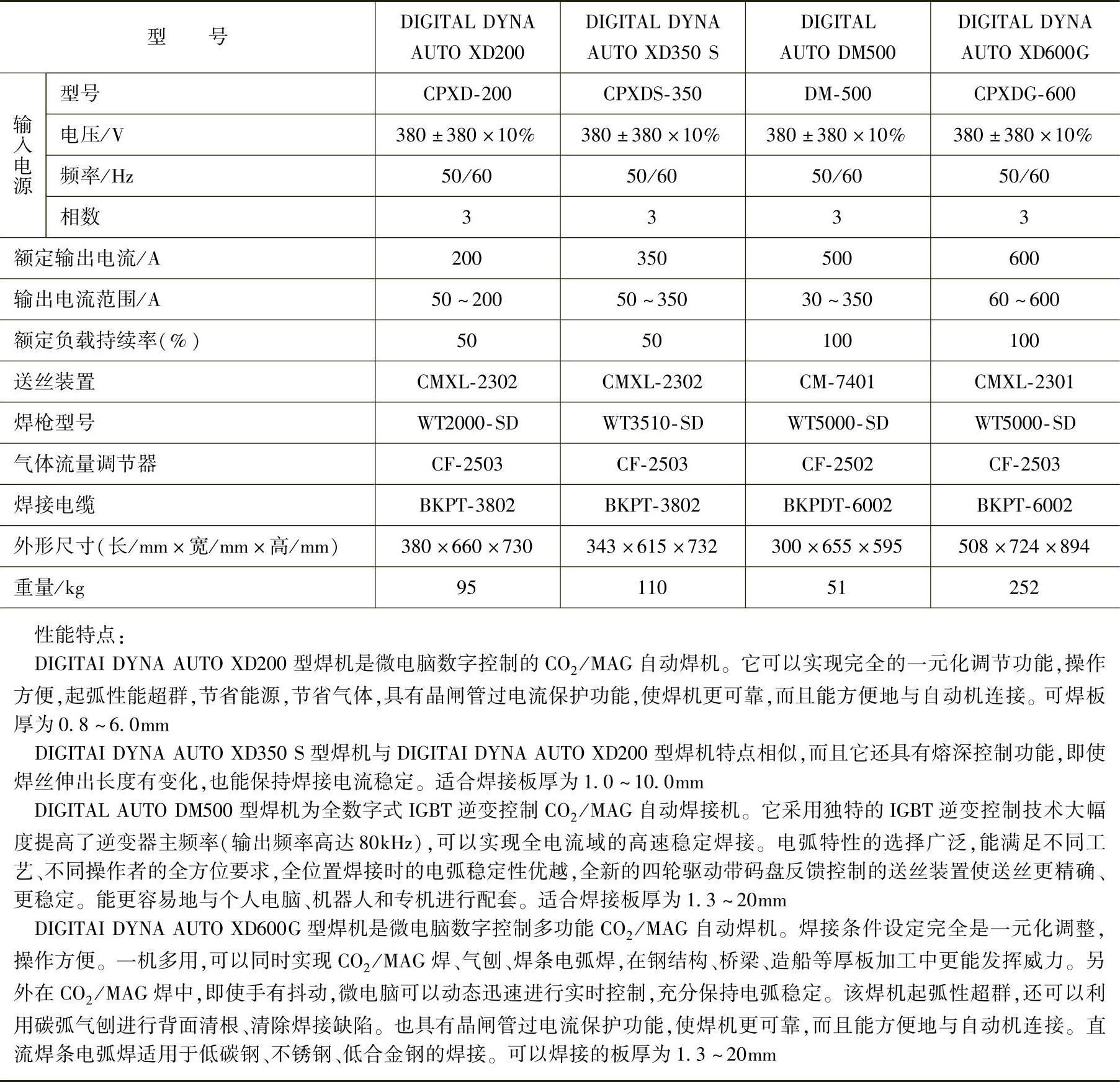
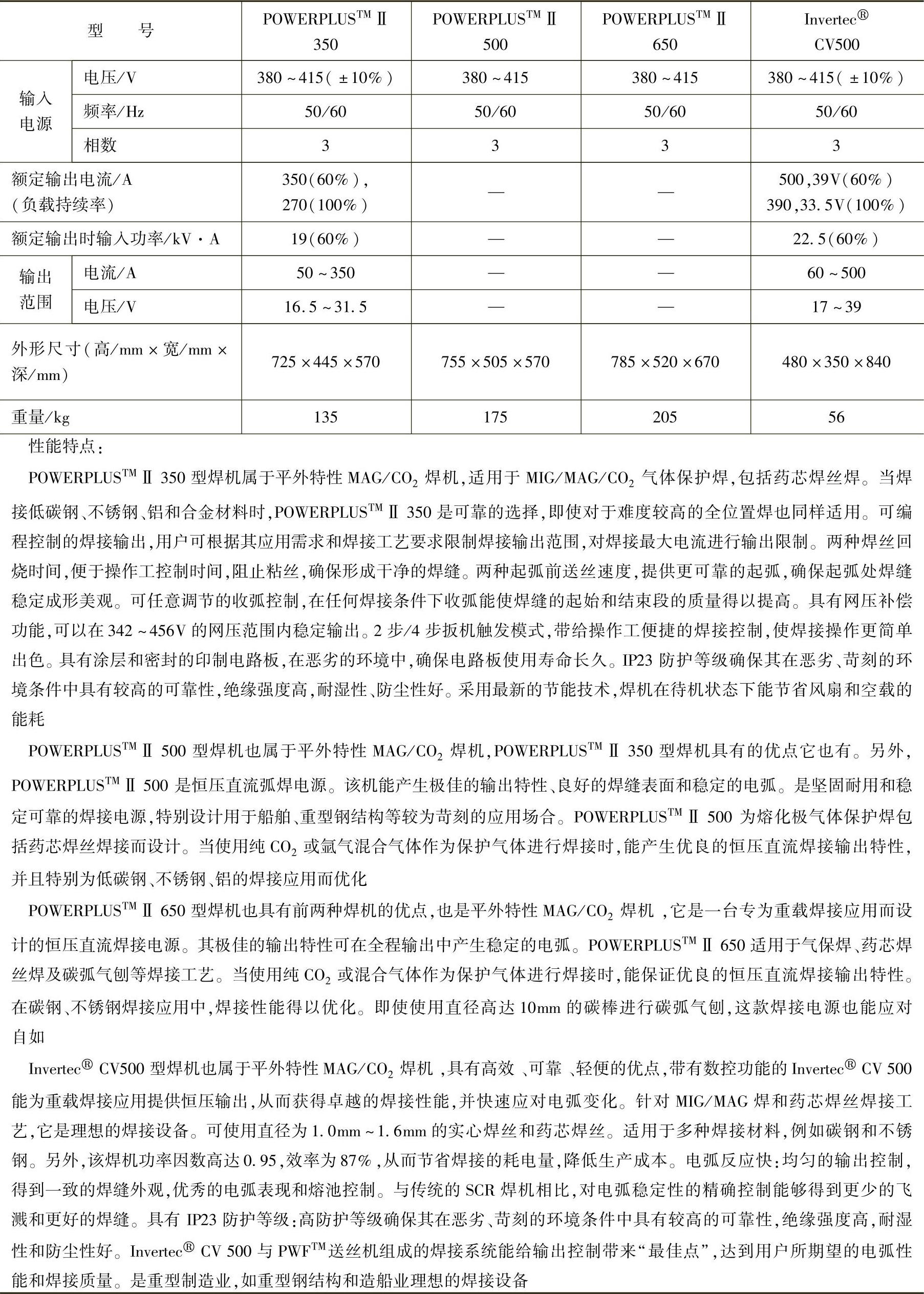
表7.3-34 国外典型的CO2/MAG气体保护弧焊机型号及技术数据(二)
弧焊、热丝等离子弧焊和脉冲等离子弧焊。
根据GB/T 10249—2010《电焊机型号编制方法》规定的等离子弧焊机的型号编制方法见表7.1-1。
7.3.3.1 等离子弧焊设备组成
等离子弧焊可分为手工焊和自动焊两类。手工焊设备由焊接电源、焊枪、控制电路、气路和水路等部分组成。自动焊设备则由焊接电源、焊枪、焊接小车(或转动夹具)、控制电路、气路及水路等部分组成,如图7.3-32所示。
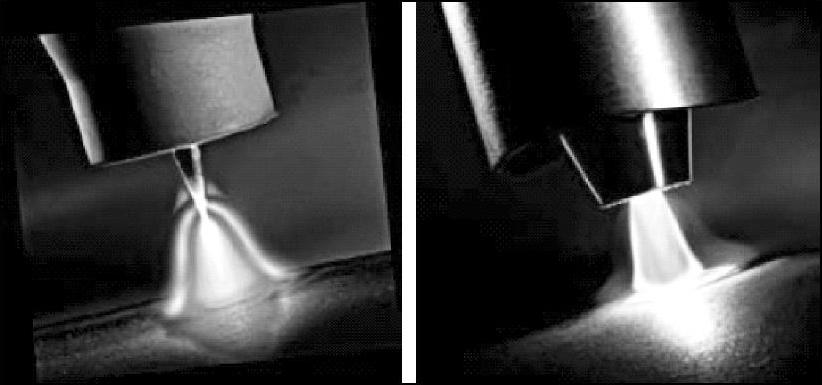
图7.3-31 钨极氩弧焊电弧(左)和等离子电弧(右)
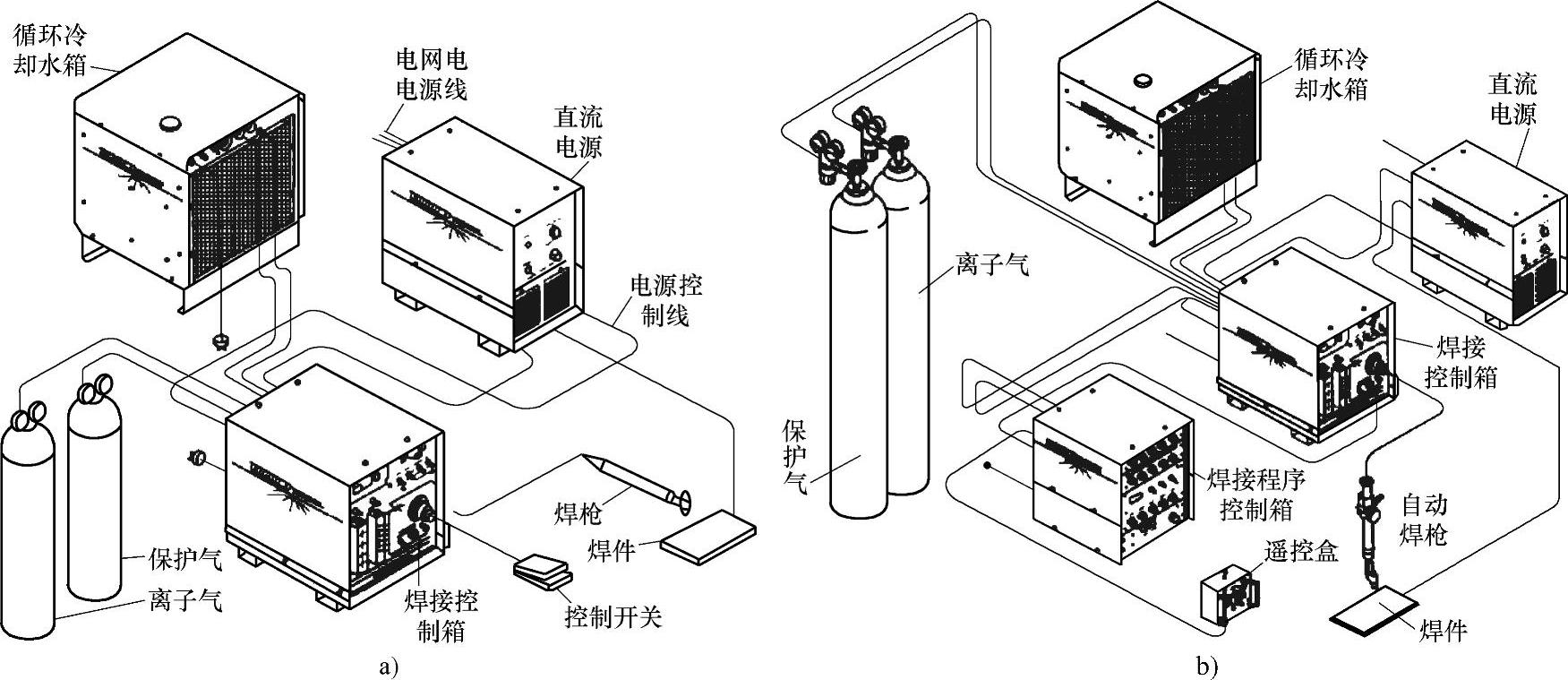
图7.3-32 等离子弧焊设备组成图
a)手工焊设备 b)自动焊设备
等离子弧焊设备各主要组成的特点与功能如下:
1.等离子弧焊枪
等离子弧焊枪按用途可分为焊枪和割枪,等离子弧焊枪的主要组成如图7.3-33所示,等离子弧焊枪实物如图7.3-34所示。
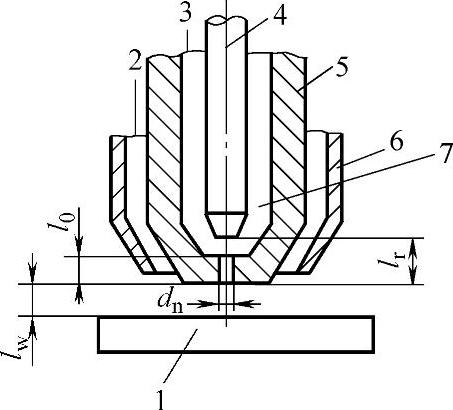
图7.3-33 等离子弧焊枪结构示意图
1—焊件 2—保护气体 3—等离子气 4—电极 5—压缩喷嘴 6—保护气罩 7—增压室 dn—喷嘴孔径 l0—喷嘴孔道长度 lr—钨极内长缩长度 lw—喷嘴至焊件距离
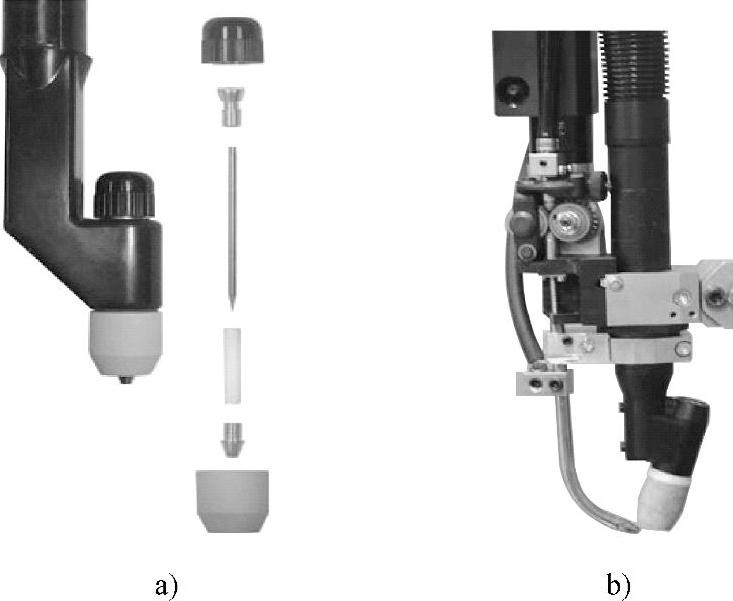
图7.3-34 等离子弧焊枪实物图
a)微束等离子焊枪 b)机器人专用等离子焊枪
2.等离子弧焊电源
等离子弧焊设备一般采用具有垂直下降外特性或陡降外特性的电源,以防止焊接电流因弧长的变化而变化,获得均匀稳定的熔深及焊缝外形尺寸。一般不采用交流电源,只采用直流电源,并采用正极性接法。纯氩做等离子气时,电源空载电压65~80V,氢、氩混合做等离子气时,空载电压110~120V。典型的等离子弧焊电源如图7.3-35所示。

图7.3-35 典型的等离子弧焊电源
3.控制系统
手工等离子弧焊机的控制系统比较简单,只要能保证先通等离子气和保护气,然后引弧即可。自动化等离子弧焊机控制系统通常由高频发生器、行走小车、填充坡口逆进拖动电路及程控电路组成。程控电路应能满足提前送气、高频引弧和转弧、离子气递增、延迟行走、电流和气流衰减熄弧、延迟停气等控制要求。典型的控制箱如图7.3-36所示。

图7.3-36 典型的等离子弧焊控制箱
注:图中是自动焊枪。
4.电极
等离子弧焊一般采用钍钨极或铈钨极,有时也采用锆钨极或锆电极。钨极一般需要进行水冷,小电流时采用间接水冷方式,钨极为棒状电极;大电流时,采用直接水冷,钨极为镶嵌式结构。棒状电极端头一般磨成尖锥形或锥台形,电流较大时还可磨成球形,以减少烧损。电极端部形状如图7.3-37所示。
5.供气系统
等离子弧焊接设备的气路系统较复杂。等离子弧焊机供气系统应能分别供给可调节等离子气路、正面保护气路、背面保护气路。为保证引弧和熄弧处的焊接质量,等离子气可分两路供给,其中一路可经气阀放空,以实现离子气流衰减控制。
6.水路系统
由于等离子弧的温度在10000℃以上,为了防止烧坏喷嘴并增加对电弧的压缩作用,必须对电极及喷嘴进行有效的水冷却。冷却水的流量不得小于3L/min,水压不小于0.15~0.2MPa。水路中应设有水压开关,在水压达不到要求时,切断供电回路。典型的等离子系统专用冷却水箱如图7.3-38所示。
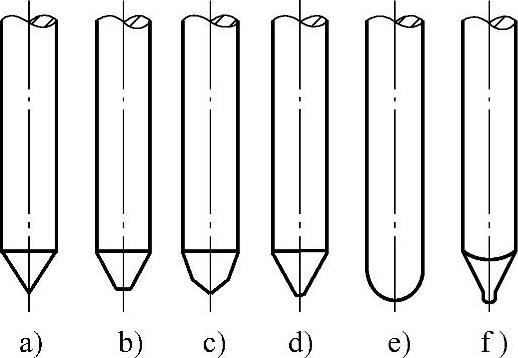
图7.3-37 电极端部形状
a)尖锥形 b)锥台形 c)圆台尖锥形 d)锥球形 e)球形 f)尖锥球形

图7.3-38 典型的等离子系统专用冷却水箱(https://www.xing528.com)

图7.3-39 LHM8系列微束脉冲等离子弧焊机
7.3.3.2 常用等离子弧焊设备产品
1.国产典型等离子弧焊焊机的型号及技术数据
图7.3-39所示为一种LHM8系列微束脉冲等离子弧焊机,是薄板焊接专用设备,使用氩气和氢气保护。此焊机可以精确控制熔池热量,焊接板厚0.05~10mm,并可以配备焊接专机实现焊接自动化,适用于波纹管、传感器膜片、钛合金和铜的焊接。

图7.3-40 一种DG-500自动等离子弧焊接系统
图7.3-40所示为一种DG-500自动等离子弧焊接系统。此系统由DG-500等离子电源、智能冷却水箱、ZFJ2500A纵缝焊机、WF-1一体式自动焊接填丝机及专用等离子弧焊枪集成。
1)常用国产典型强流等离子弧焊机的型号及技术数据见表7.3-35。
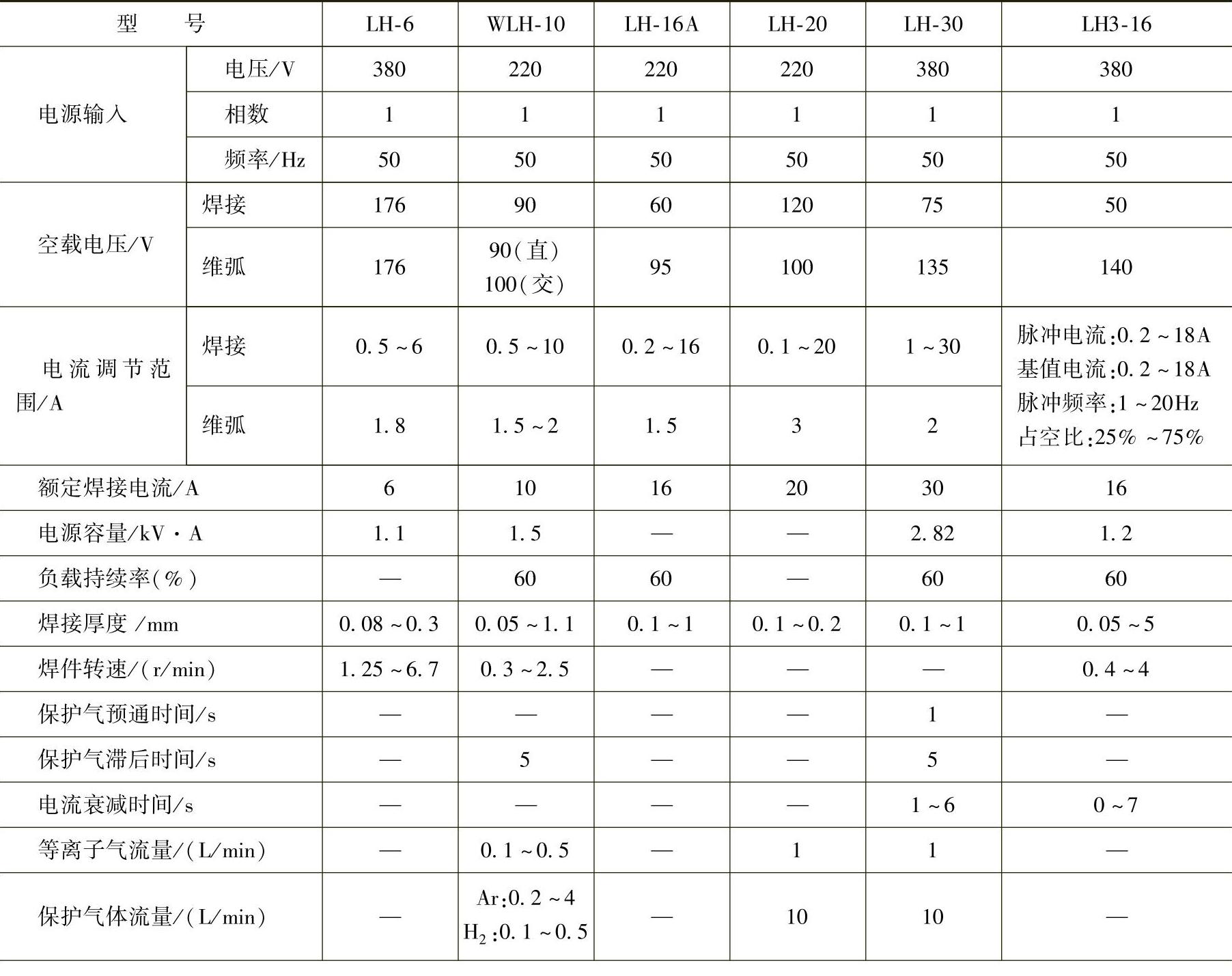
2)典型的国产微束等离子弧焊机型号及技术数据见表7.3-36。
3)常用国产脉冲等离子弧焊机的型号及技术数据见表7.3-37。
4)国产等离子弧粉末堆焊机的型号及技术数据见表7.3-38。
5)国产LS-500-2双热丝等离子弧堆焊机的技术数据见表7.3-39。
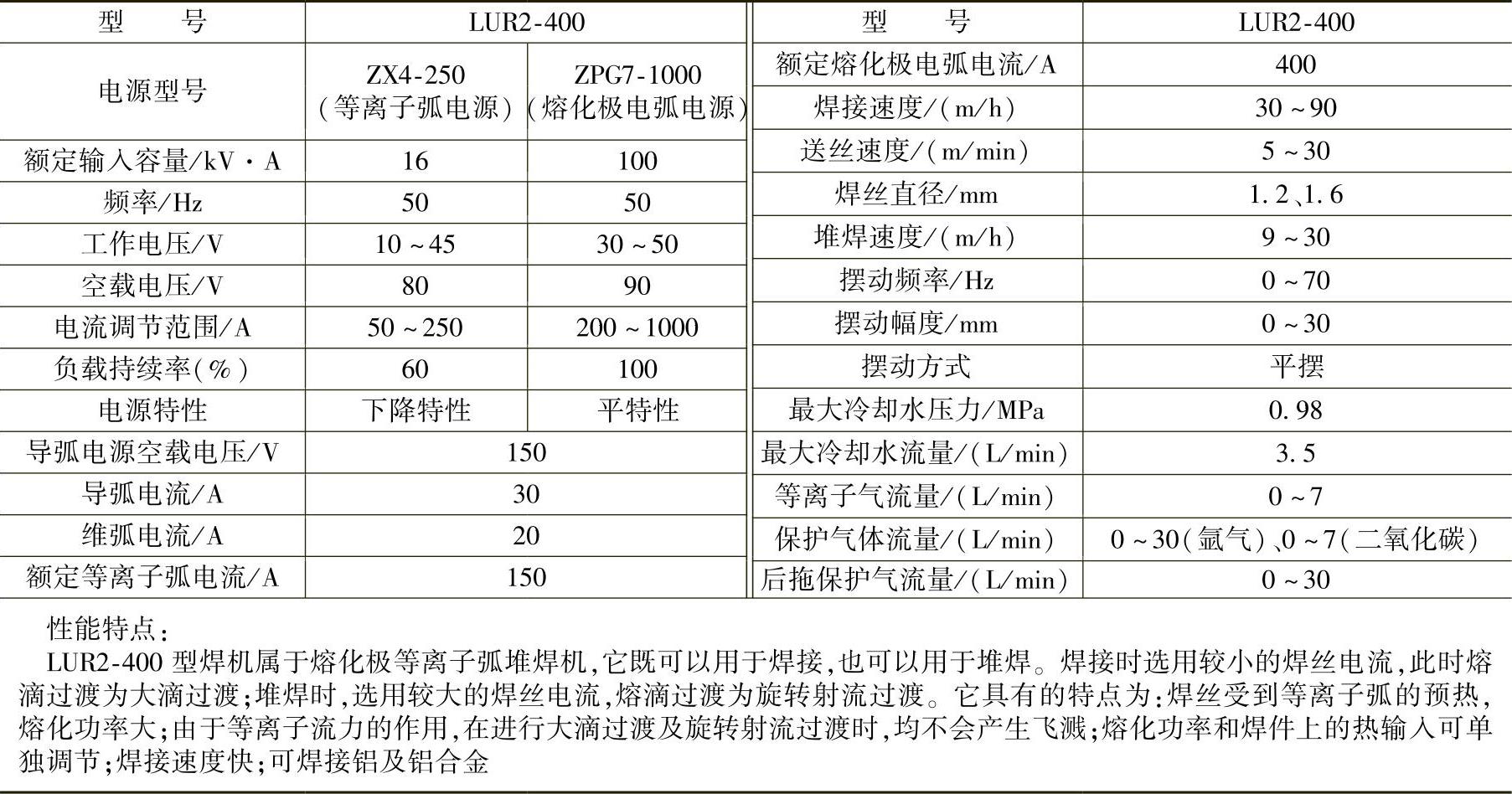
6)国产熔化极等离子弧堆焊机的技术数据见表7.3-40。
表7.3-35 常用国产典型强流等离子弧焊机的型号及技术数据
(续)
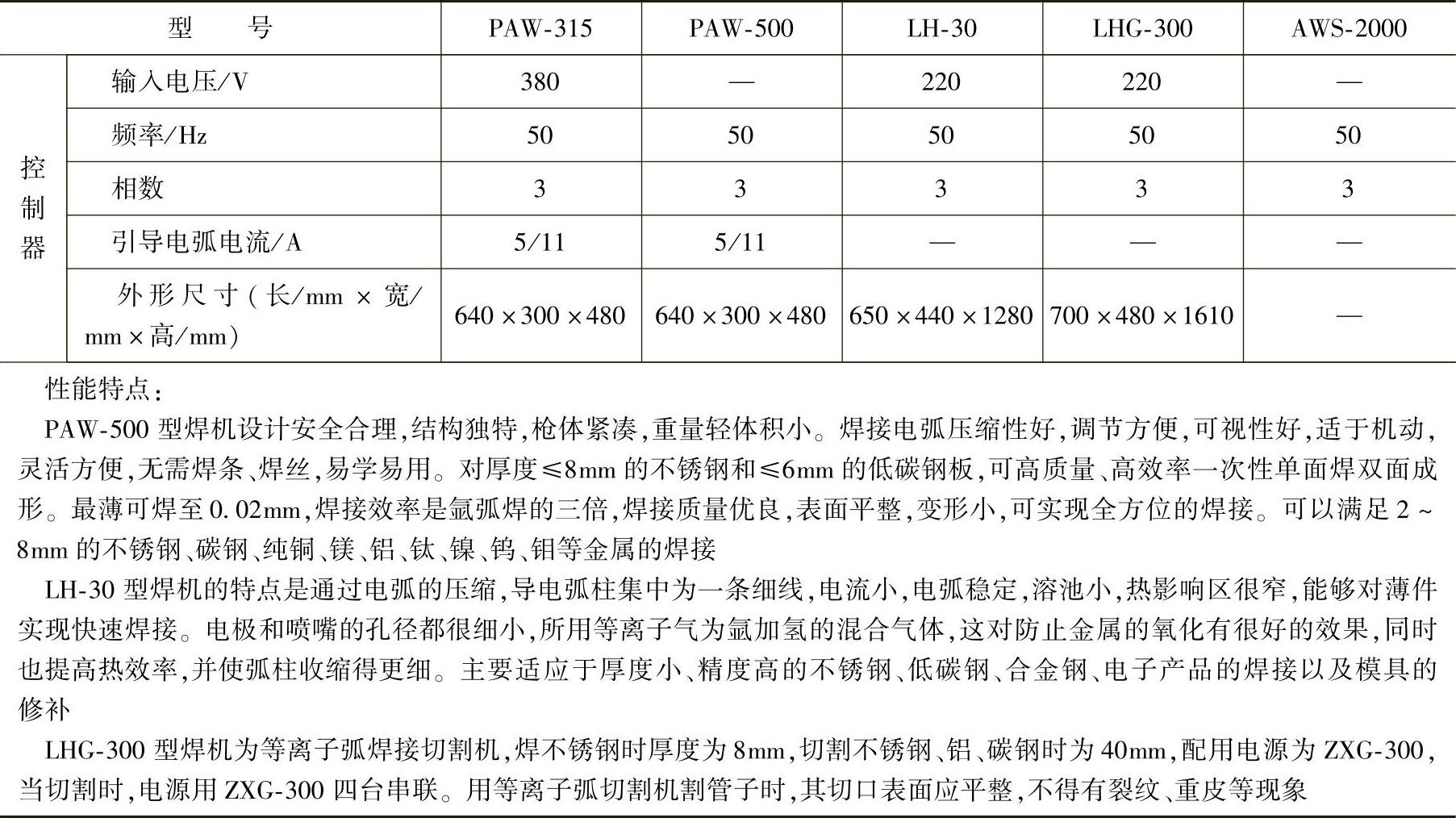
表7.3-36 典型的国产微束等离子弧焊机型号及技术数据
(续)
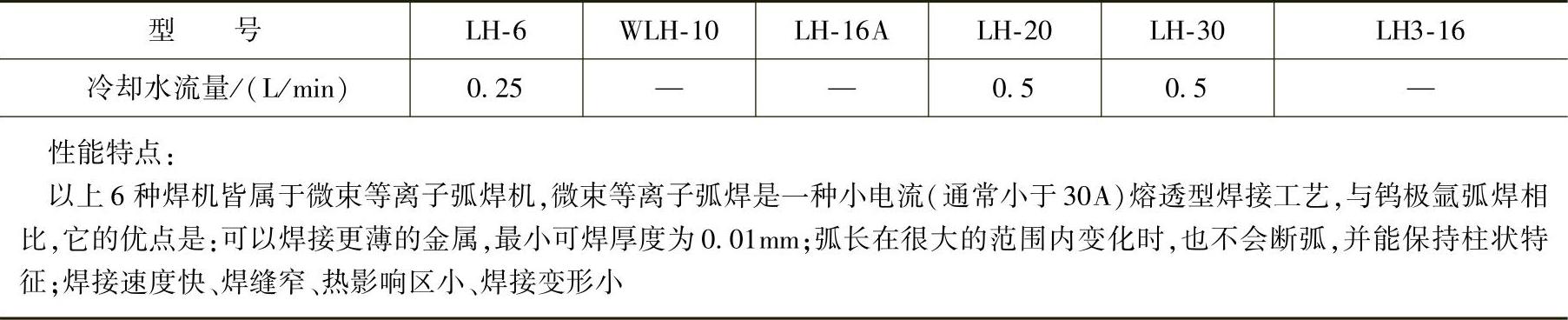
表7.3-37 常用国产脉冲等离子弧焊机的型号及技术数据
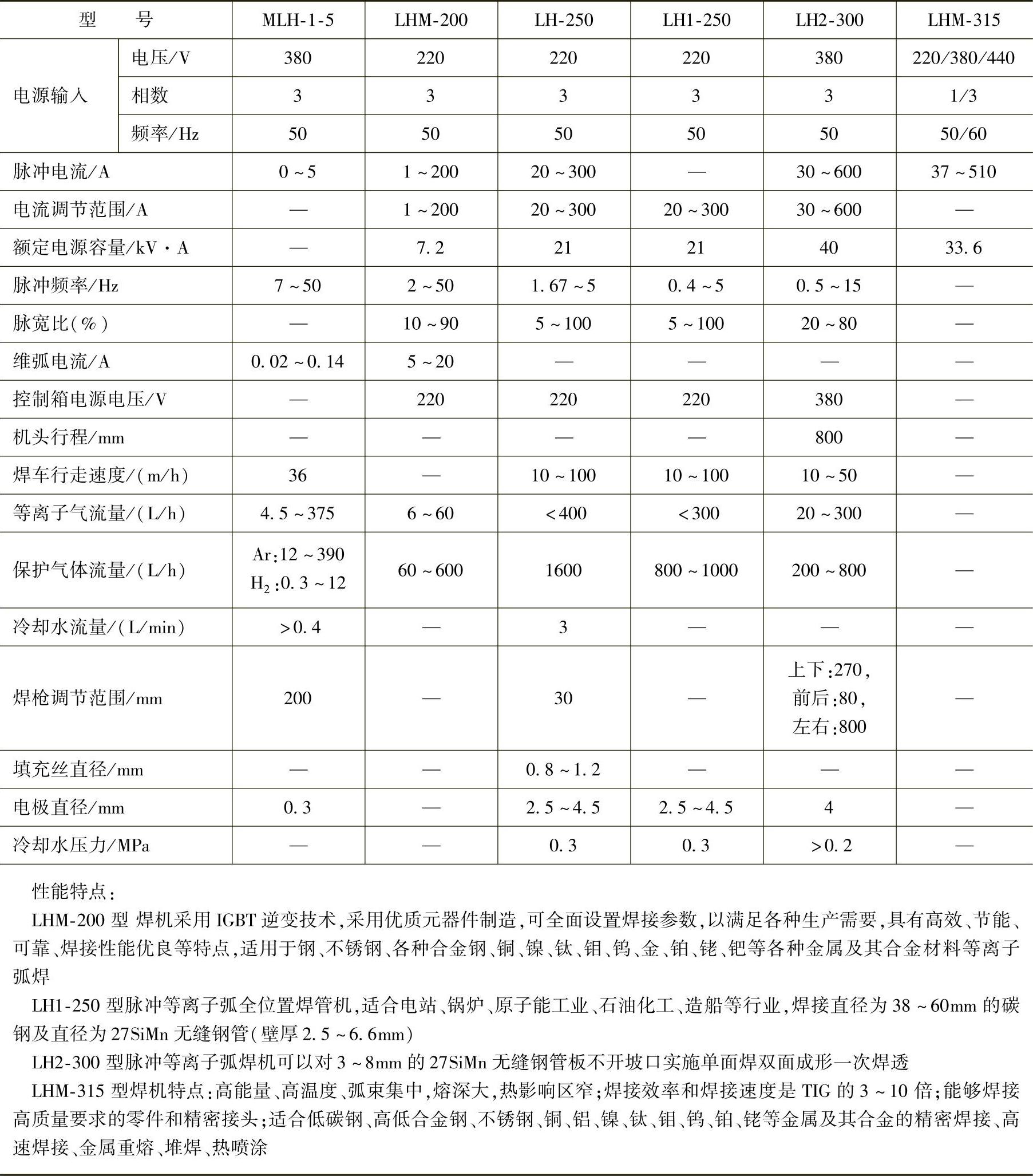
表7.3-38 国产等离子弧粉末堆焊机的型号及技术数据

表7.3-39 国产LS-500-2双热丝等离子弧堆焊机的技术数据
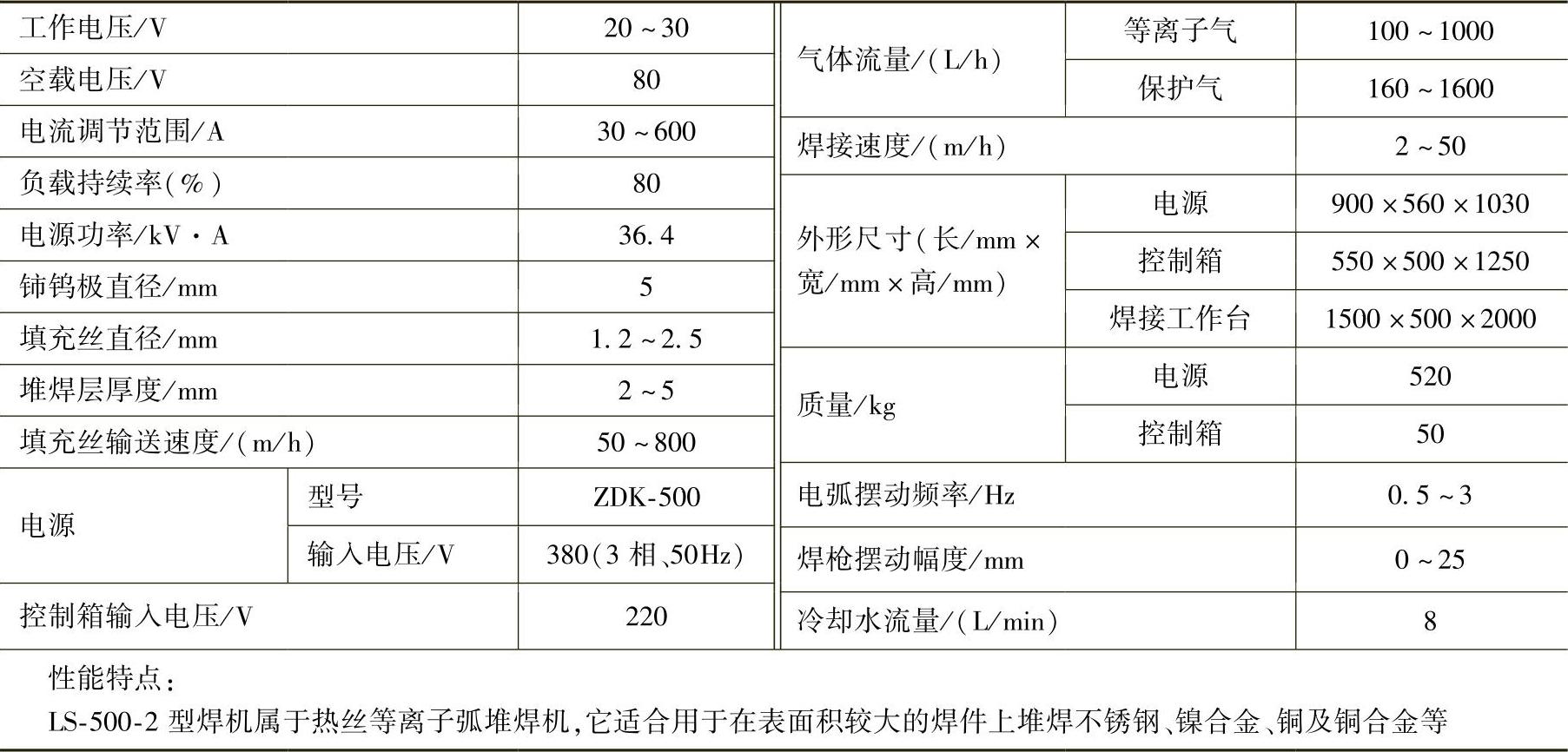
表7.3-40 国产熔化极等离子弧堆焊机的技术数据
2.国外典型等离子弧焊机的型号及技术数据
图7.3-41所示为一种国外的Tetrix系列等离子弧焊机和一种微束等离子弧焊机的照片。
Tetrix系列焊机的输入电压为3相380V,最小焊接电流为5A,最大焊接电流可到400A;微束等离子弧系列焊机,为直流等离子弧焊机,输入电压为单相220V,最小焊接电流为0.1A,适合焊非常薄的焊件。
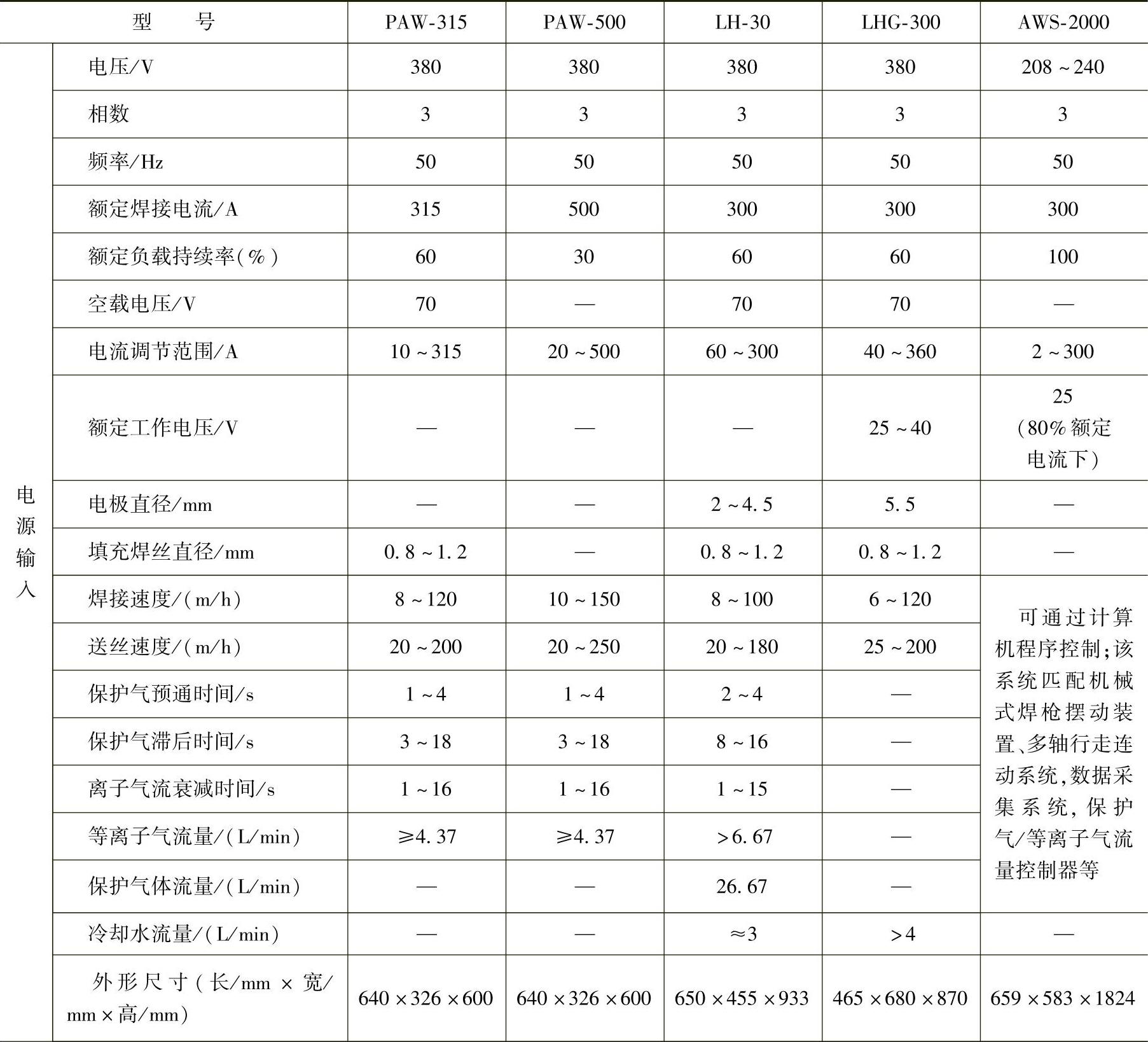
1)国外典型强流等离子弧焊焊机的型号及技术数据见表7.3-41。
2)国外典型脉冲等离子弧焊机的型号及技术数据见表7.3-42。
图7.3-41 国外的两种等离子焊机照片
a)Tetrix系列等离子弧焊机 b)微束等离子弧焊机
表7.3-41 国外典型强流等离子弧焊焊机的型号及技术参数
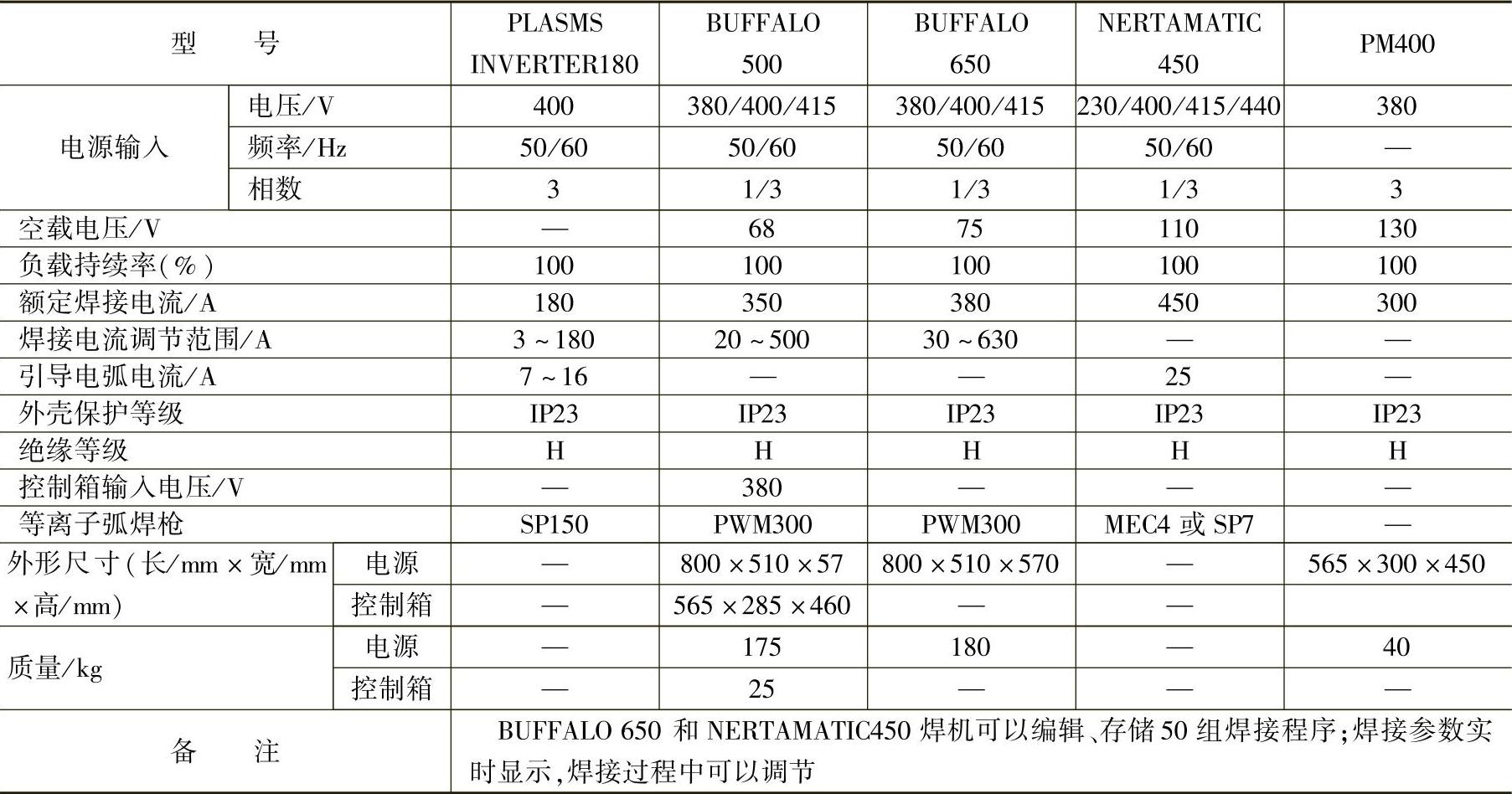
表7.3-42 国外典型脉冲等离子弧焊机的型号及技术数据

7.3.3.3 变极性等离子弧焊机
变极性等离子弧焊机采用先进的IGBT双重逆变技术,产生可变极性方波交-直流脉冲弧焊电源,焊机输出极性有DC+、DC-、AC三种方式选择、交流阴极清扫比选择,可以提供变时间比、变幅度比多种输出电流,适合手工焊、自动焊、高速焊。可用于熔透型和穿透型两类等离子弧焊(PAW),是一种焊接铝和铝合金、镁和镁合金的新型等离子弧焊设备,焊接效率是TIG焊的2~8倍,适用于航空、航天、军工、高速车船、化工设备等领域。图7.3-42所示为国产VPC450变极性等离子弧焊设备。
一种LHME-200型变极性等离子弧焊机技术数据见表7.3-43。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。