



钨极惰性气体保护焊(Gas Tungsten Arc Weld-ing,GTAW或Tungsten Inert Gas Welding,TIG)是以钨或者钨的合金作为电极材料,在惰性气体的保护下,利用电极与母材金属之间产生的电弧热熔化母材和填充焊丝的焊接方法。TIG焊的保护气体大致分为三种,使用最广泛的是氩气,其次是氦气,最后一种是混合气体。TIG焊的焊接过程如图7.3-1所示。
钨极惰性气体保护焊设备通常简称为TIG焊机、钨极氩弧焊设备或钨极氩弧焊机。
根据GB/T 10249—2010《电焊机型号编制方法》规定的钨极氩弧焊设备的型号编制方法见表7.1-1。型号中的第1、2、3字位用汉语拼音字母表示;第4字位用阿拉伯数字表示。
钨极氩弧焊设备通常由焊接电源、引弧和稳弧装置、焊枪、供气系统、水冷系统和焊接程序控制装置等部分组成,对于自动氩弧焊还应包括焊接小车行走机构及送丝装置。手工TIG焊设备的组成如图7.3-2所示。
自动钨极氩弧焊设备的焊接小车如图7.3-3所示。
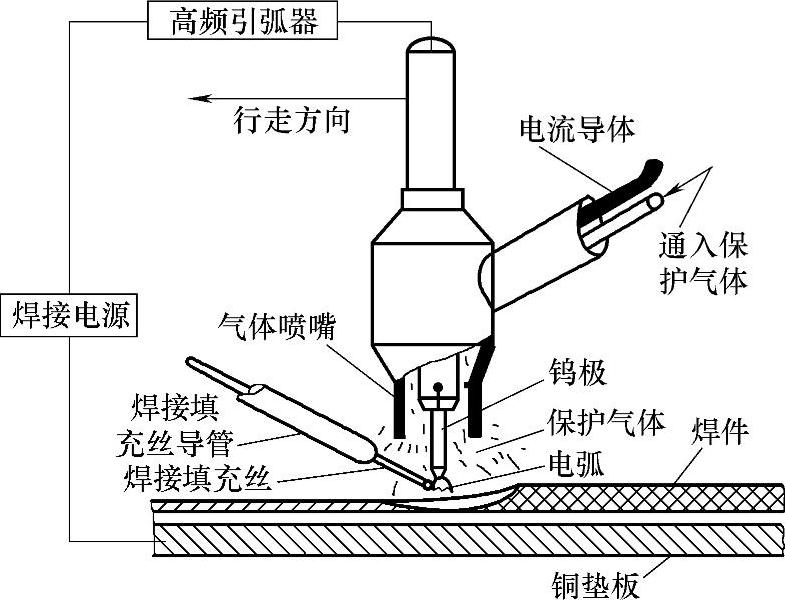
图7.3-1 TIG焊的焊接过程示意图

图7.3-2 手工TIG焊的设备组成
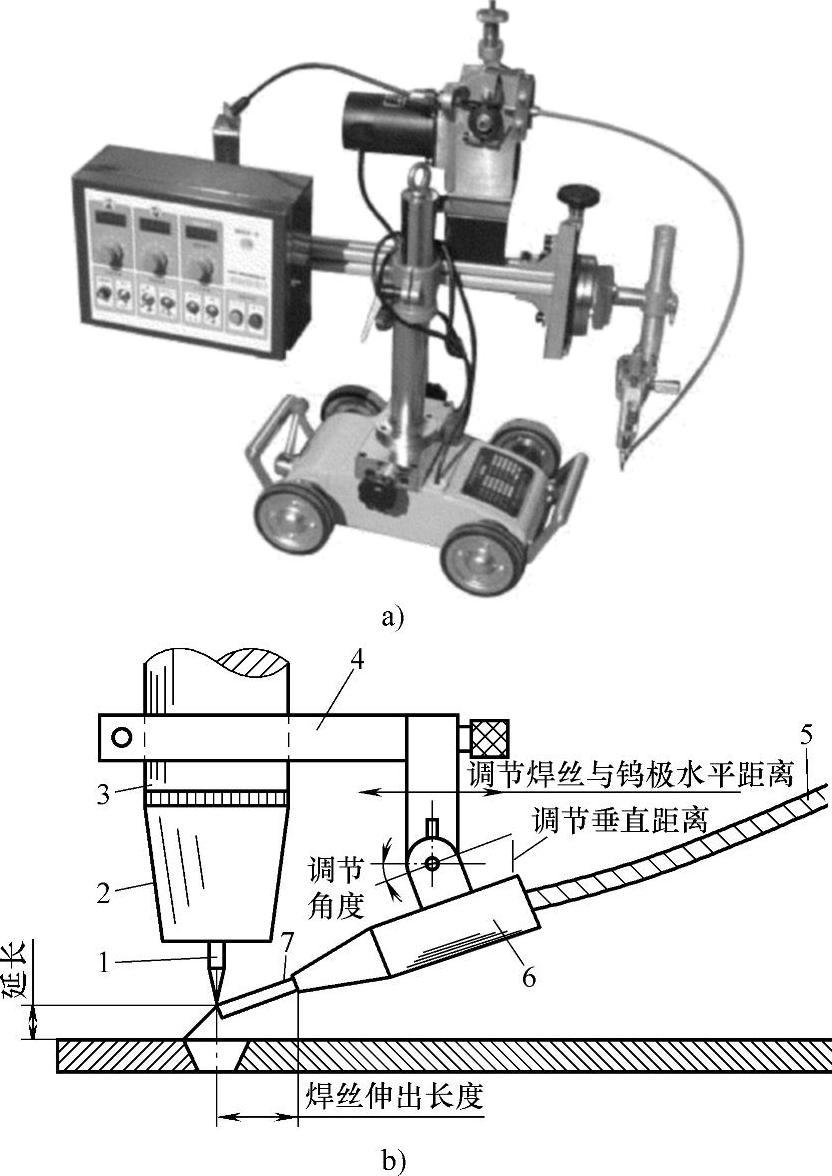
图7.3-3 自动钨极氩弧焊设备
a)自动TIG焊接小车 b)自动TIG焊接小车的焊枪与导丝机构
1—钨极 2—喷嘴 3—焊枪 4—调节机构 5—焊丝导管 6—导丝嘴 7—焊丝
7.3.1.1 钨极氩弧焊设备主要组成、特点与功能
1.焊接电源
TIG焊时,电源一般有直流电源、交流电源、交直流电源及逆变电源。但不论采用交流电源还是直流电源,都应该采用下降外特性的电源。由于TIG焊时,弧长的微小变化都会引起焊接电流发生很大的波动,所以TIG焊时最理想的是采用垂直陡降外特性的电源(比如磁放大器式硅弧焊整流器),它可以消除由弧长变化引起的电流波动。TIG焊焊接铝、镁及其合金时一般都采用交流电源。典型的TIG焊焊接电源如图7.3-4所示。

图7.3-4 TIG焊焊接电源
2.引弧和稳弧装置
TIG焊机常用的引弧方法主要有:短路引弧、高频引弧、高压脉冲引弧、高频叠加辅助直流电源引弧,相应的引弧装置有高频引弧器、高压脉冲引弧器等;在焊接过程中提高电弧稳定性的过程叫做稳弧,常用稳弧方法有:高频稳弧、高压脉冲稳弧、交流矩形波稳弧,相应的稳弧装置有高频稳弧器、高压脉冲稳弧器、交流矩形波稳弧器等。
3.焊枪
焊枪的作用是装夹钨极、传导焊接电流、输出氩气流和启动或停止焊机的工作系统。焊枪实物图如图7.3-5所示。焊枪分为大、中、小三种,按冷却方式又可分为气冷式和水冷式。当所用焊接电流小于150A时,可选择气冷式焊枪,如图7.3-6所示。

图7.3-5 焊枪实物图

图7.3-6 气冷式焊枪
1—钨极 2—陶瓷喷嘴 3—枪体 4—短帽 5—手把 6—电缆 7—气体开关手轮 8—通气接头 9—通电接头
焊接电流大于150A时,必须采用水冷式焊枪,如图7.3-7所示。

图7.3-7 水冷式焊枪
1—钨极 2—陶瓷喷嘴 3—导流件 4、8—密封圈 5—枪体 6—钨极夹头 7—盖帽 9—船形开关 10—扎线 11—手把 12—插圈 13—进气胶管 14—出水胶管 15—水冷缆管 16—活动接头 17—水电接头
4.供气系统与冷却水系统
供气系统由高压气瓶、减压阀、浮子流量计和电磁气阀组成,氩气瓶规定外表涂成蓝灰色。供气系统组成如图7.3-8所示。
水冷系统:许用电流大于150A的焊枪一般为水冷式,用水冷却焊枪和钨极。冷却系统就是水路系统,通常水路中设有水压开关,当水压太低或断水时,水压开关将断开控制系统电源,使焊枪停止工作,以保护焊枪不被损坏。
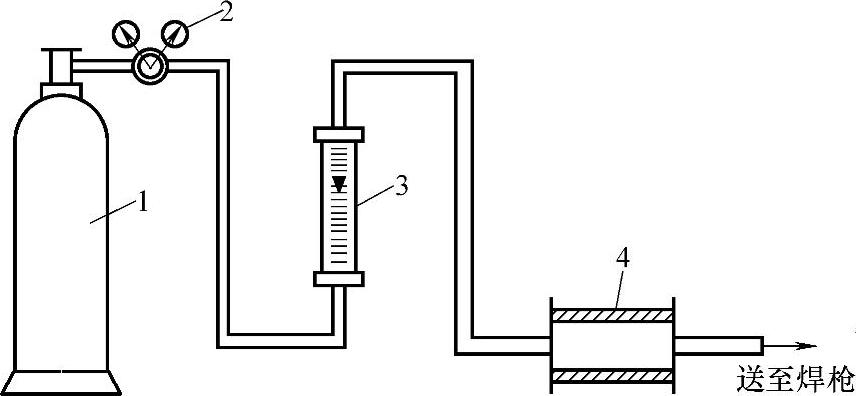
图7.3-8 供气系统组成图
1—高压气瓶 2—减压阀 3—流量计 4—电磁气阀
5.行走小车及送丝机
自动钨极氩弧焊机配有行走小车及送丝机,以实现电弧的自动移动及焊丝的自动送进。如图7.3-3a所示。
6.钨极
钨极氩弧焊电极的作用是导通电流、引燃电弧并维持电弧稳定燃烧。由于钨材料具有很高的熔点,能够承受很高的温度,在很广泛的电流范围内充分具备发射电子的能力,所以选择钨材料作为电极。钨极氩弧焊使用的电极有:纯钨极、钍钨极、铈钨极等。钨极实物和端部形状分别如图7.3-9和图7.3-10所示。

图7.3-9 钨极实物图
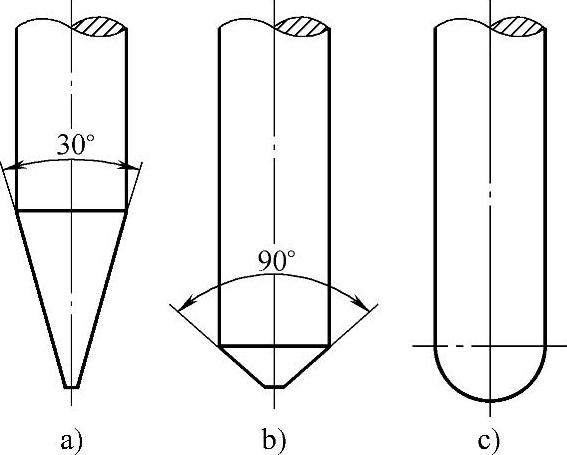
图7.3-10 钨极端部形状
a)圆锥形 b)圆台形 c)球形
7.3.1.2 钨极氩弧焊(TIG)设备产品(https://www.xing528.com)
1.国产钨极氩弧焊机
目前,国内TIG焊机产品种类很多,有全数字交、直流TIG焊机、IGBT控制交、直流TIG焊机,晶闸管控制交、直流TIG焊机等。其中,IGBT控制交、直流TIG焊机广泛应用了软开关逆变焊机技术,降低了开关损耗,提高了整机效率与焊机可靠性,并具有很强的过载能力;全数字控制的TIG焊机,能对外特性进行任意的控制,满足各种弧焊方法的需要,输出电压、电流稳定性好,抗干扰能力强,不易受网路电压波动和温度变化的影响。
图7.3-11为一种国产的WSM-400焊机照片。

图7.3-11 一种国产WSM-400焊机照片
常用的国产TIG焊机型号与数据如下:
1)常用钨极直流氩弧焊机的型号及技术数据见表7.3-2。
2)常用钨极交流氩弧焊机的型号及技术数据见表7.3-3。
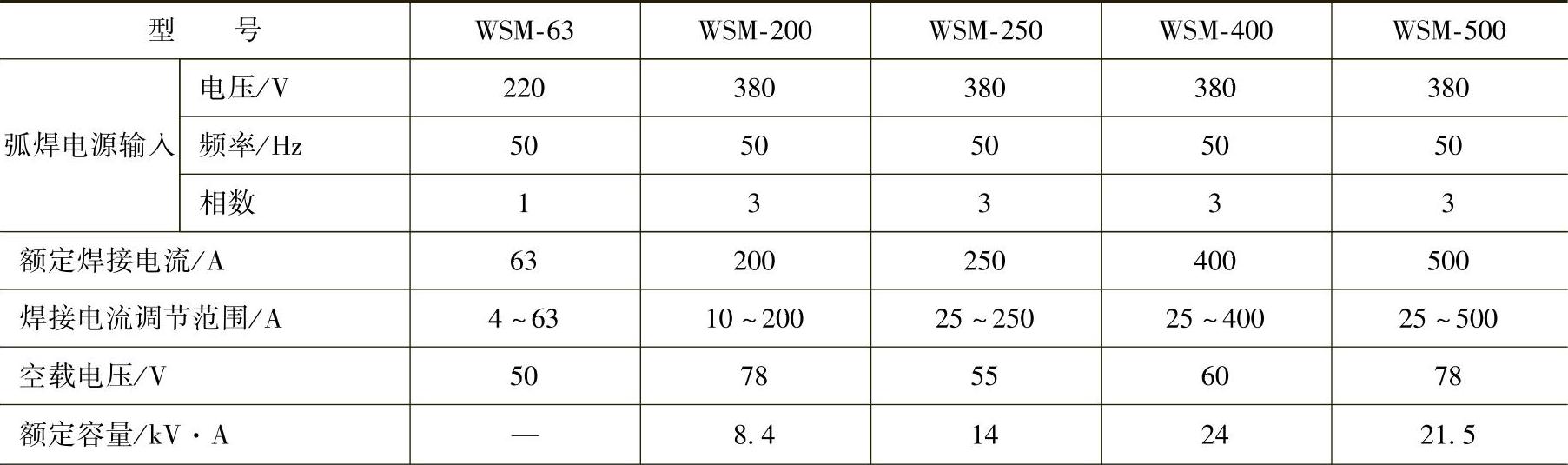
3)常用交、直流手工钨极氩弧焊机的型号及技术数据见表7.3-4。
4)典型IGBT逆变式直流手工TIG焊设备型号及技术数据见表7.3-5。
5)常用脉冲钨极氩弧焊机的型号及技术数据见表7.3-6。
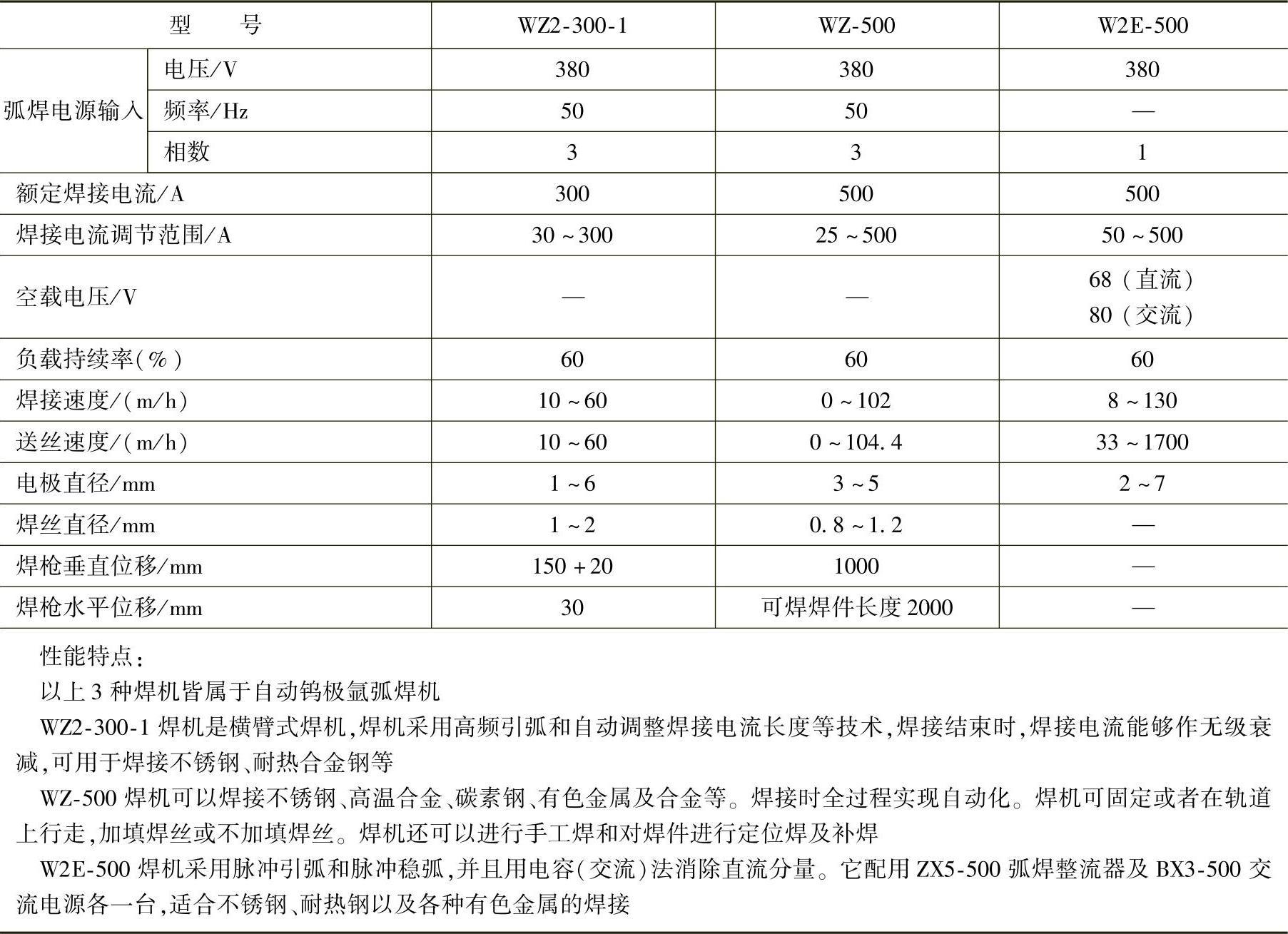
6)常用自动钨极氩弧焊机的型号及技术数据见表7.3-7。
表7.3-2 常用钨极直流氩弧焊机的型号及技术数据
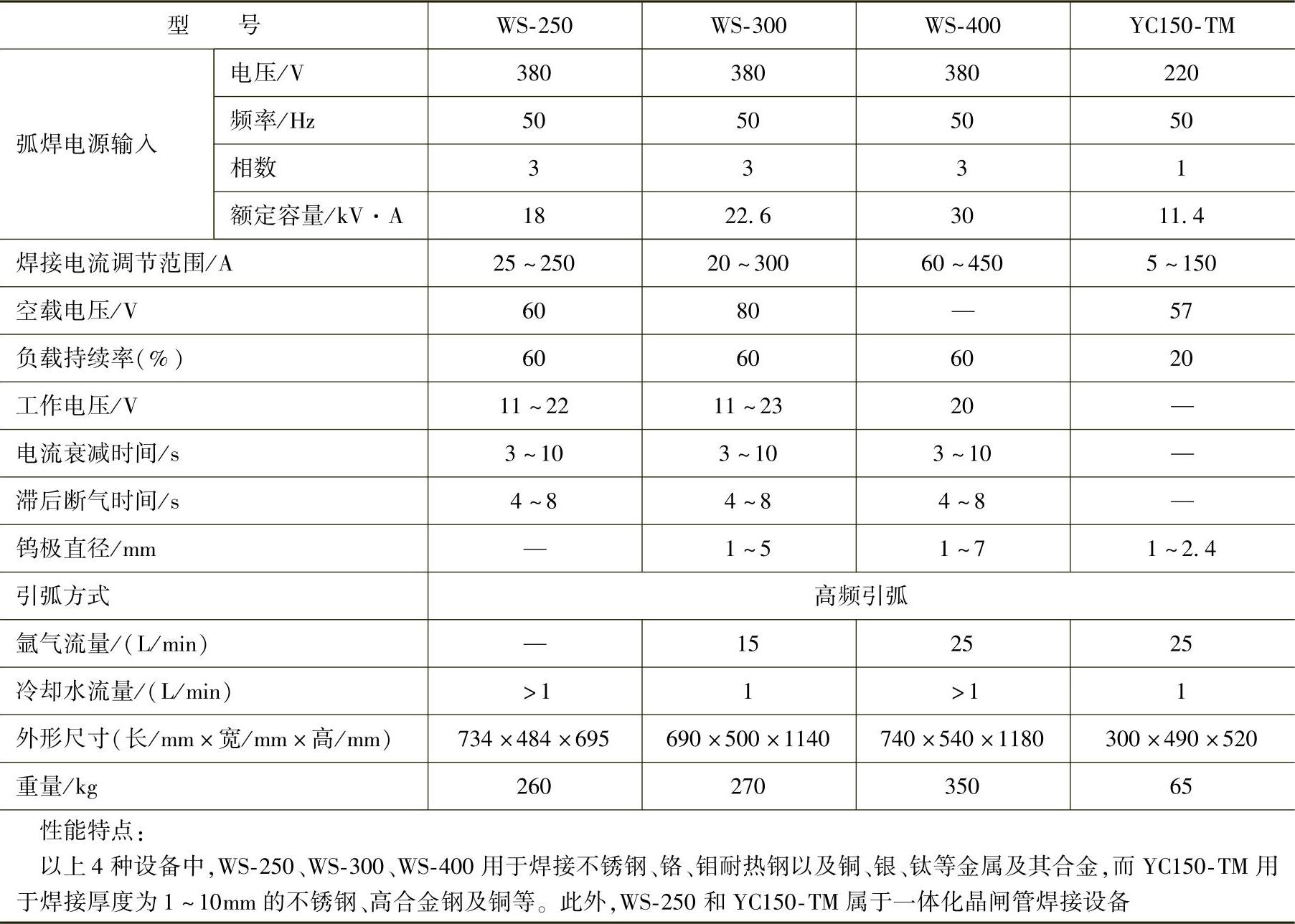
表7.3-3 常用钨极交流氩弧焊机的型号及技术数据

(续)
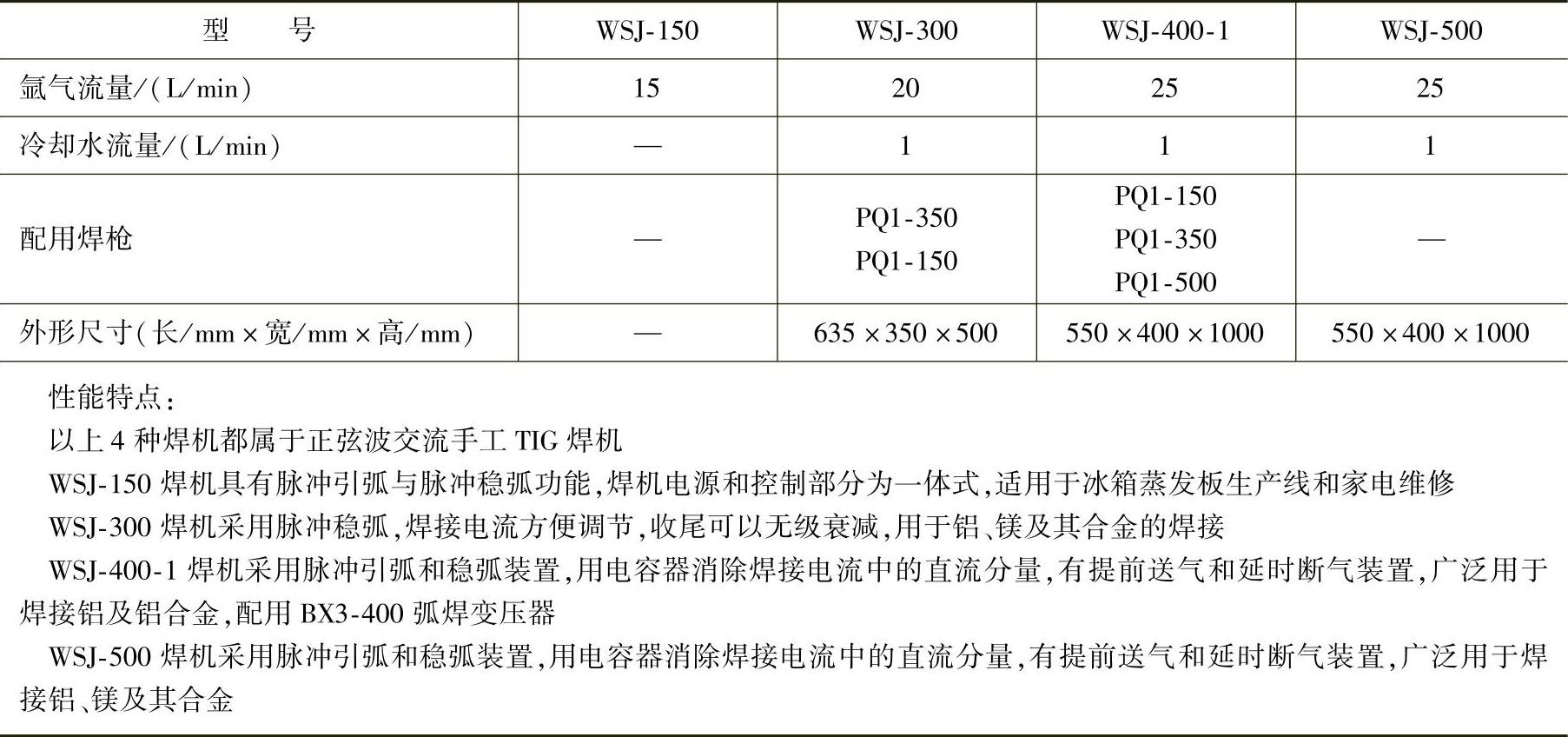
表7.3-4 常用交、直流手工钨极氩弧焊机的型号及技术数据

表7.3-5 典型IGBT逆变式直流手工TIG焊设备型号及技术数据
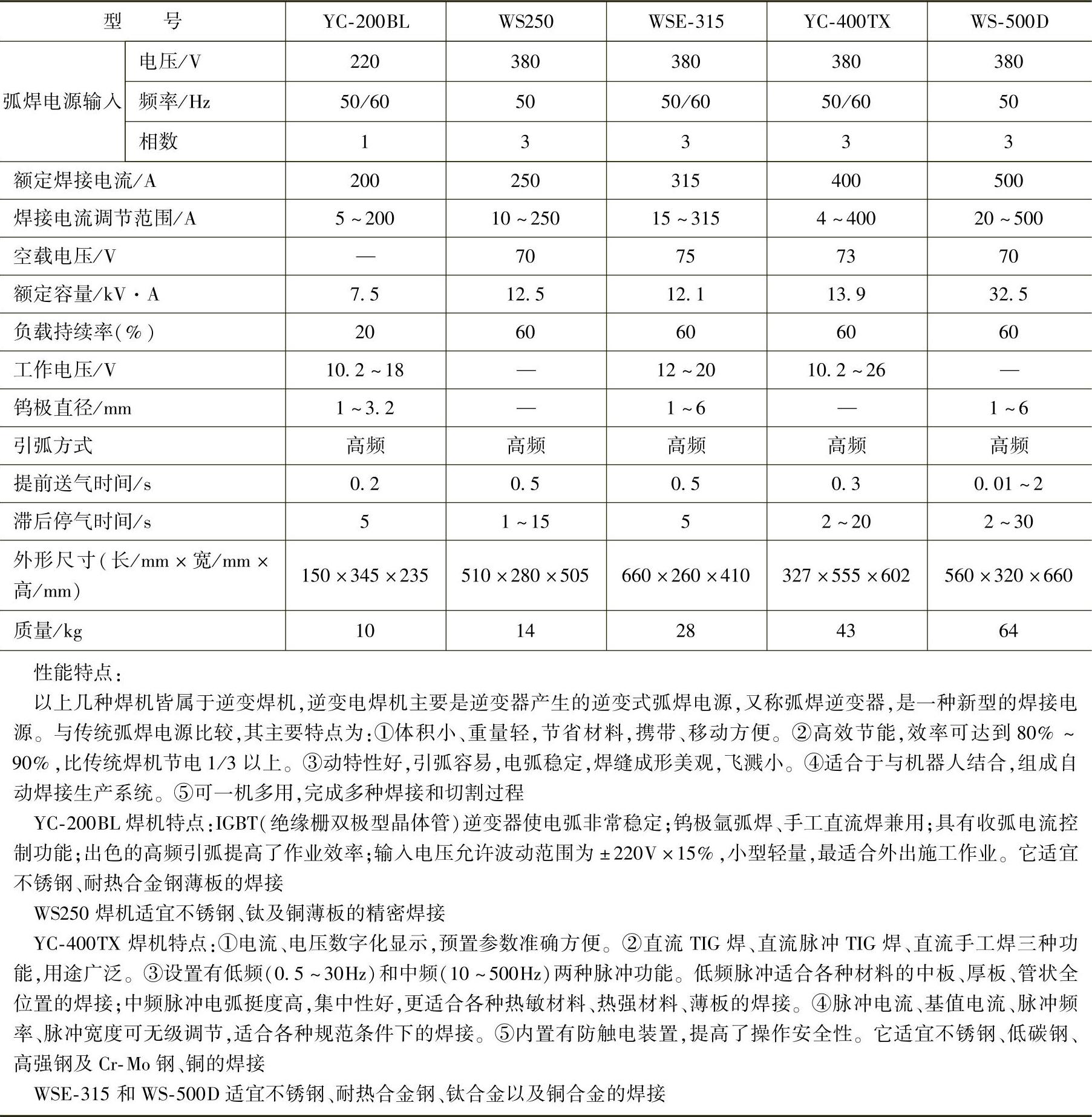
表7.3-6 常用脉冲钨极氩弧焊机的型号及技术数据
(续)

表7.3-7 常用自动钨极氩弧焊机的型号及技术数据
2.国外TIG焊机的典型产品
目前,国外TIG焊机种类繁多,广泛采用了数字逆变技术。有的产品采用了CAN-Bus技术减少了内部接线,提高了焊机的可靠性;有的焊机具有灰尘过滤网,可以在非常恶劣的环境下工作,防止各类粉尘和金属碎屑进入焊机内部;有的产品为晶闸管控制直流脉冲TIG焊、手工焊两用焊机,双重逆变控制高级交、直流脉冲TIG焊机,晶闸管控制高性能交、直流两用TIG脉冲焊机等,其应用范围比较宽广,可靠性较高、控制简单。
图7.3-12所示为一种国外AC/DC TIG焊机照片。这种TIG焊机的主要特色是,结构紧凑、便于携带、可以选配遥控装置,适用于各种复杂的工作环境。国外常用TIG焊机技术数据见表7.3-8~表7.3-11。

图7.3-12 一种国外AC/DC TIG焊机
表7.3-8 国外典型TIG焊机型号及技术数据(一)

(续)

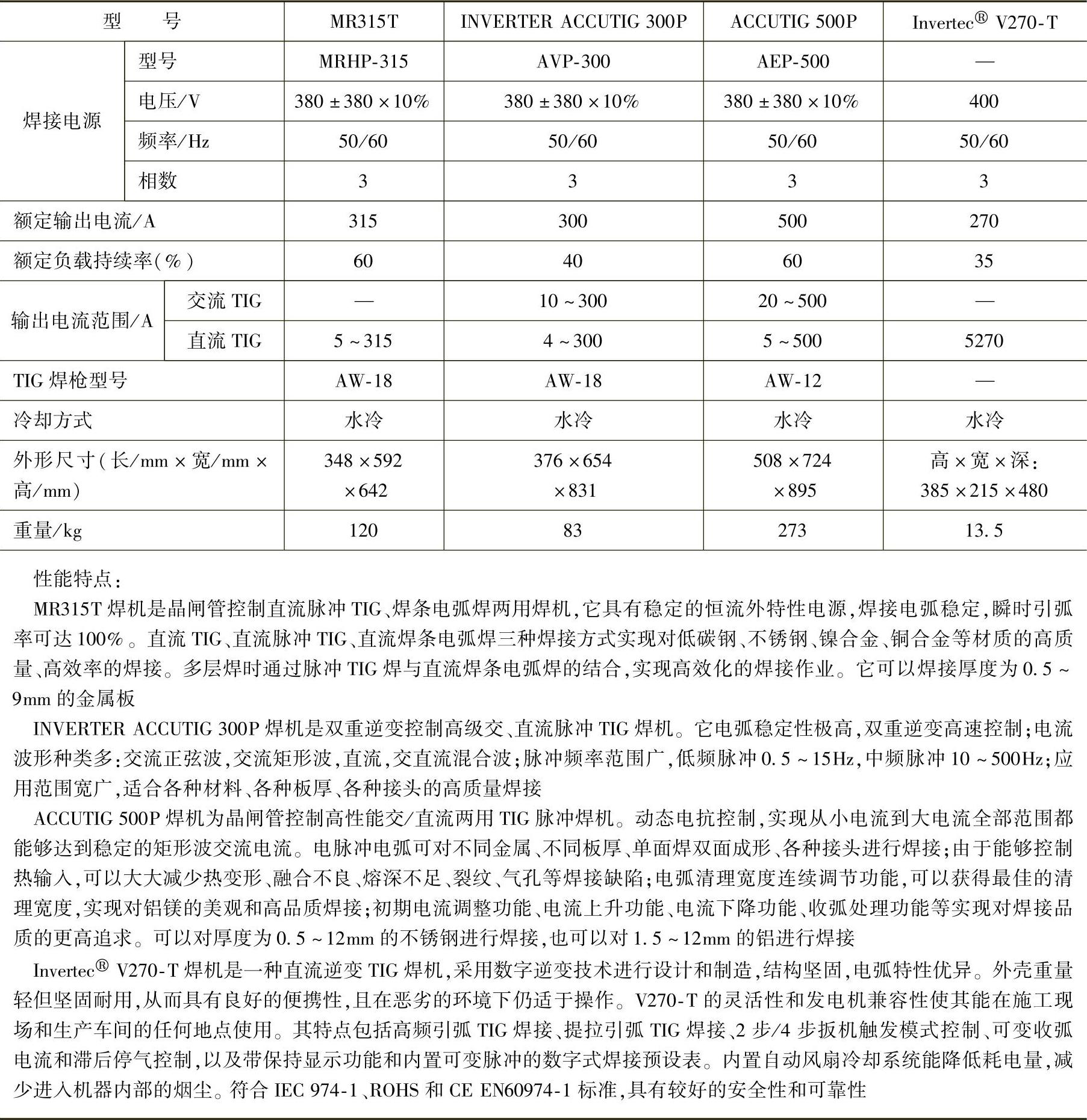
表7.3-9 国外典型TIG焊机型号及技术数据(二)

(续)
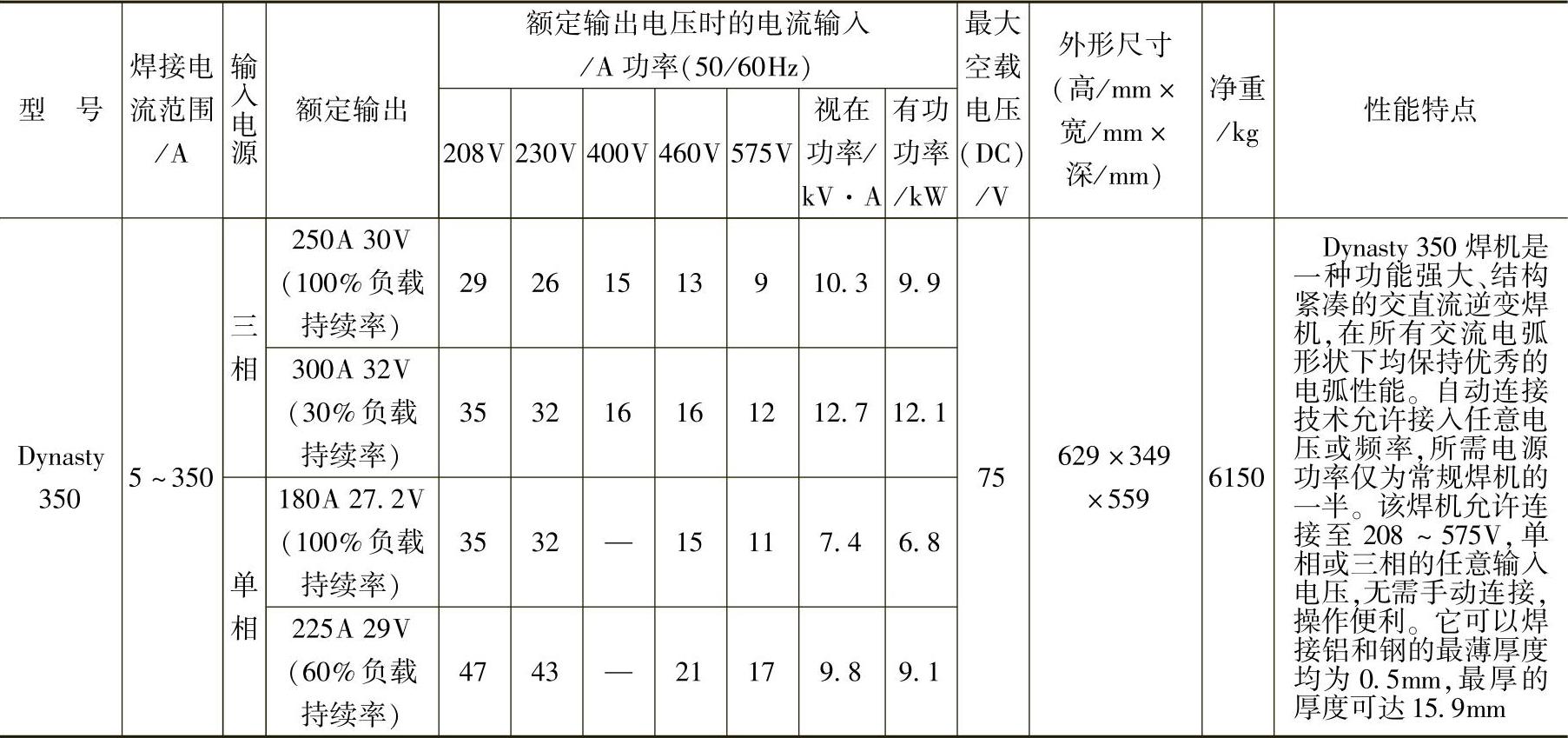
表7.3-10 国外典型TIG焊机型号及技术数据(三)

表7.3-11 国外典型TIG焊机型号及技术数据(四)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。