



埋弧焊是利用在焊剂层下燃烧的电弧进行焊接的方法。焊接效率高,焊剂熔化产生的液态熔渣有保护与净化熔池、稳定电弧和渗入合金元素的作用,焊缝光洁,无飞溅,少烟尘,无电弧闪光。由于电弧不可见,接头装配要求较高。焊剂层下的电弧与焊件接口的对正和调整,需要合适的检测和跟踪方法。
图7.2-1为埋弧焊示意图。
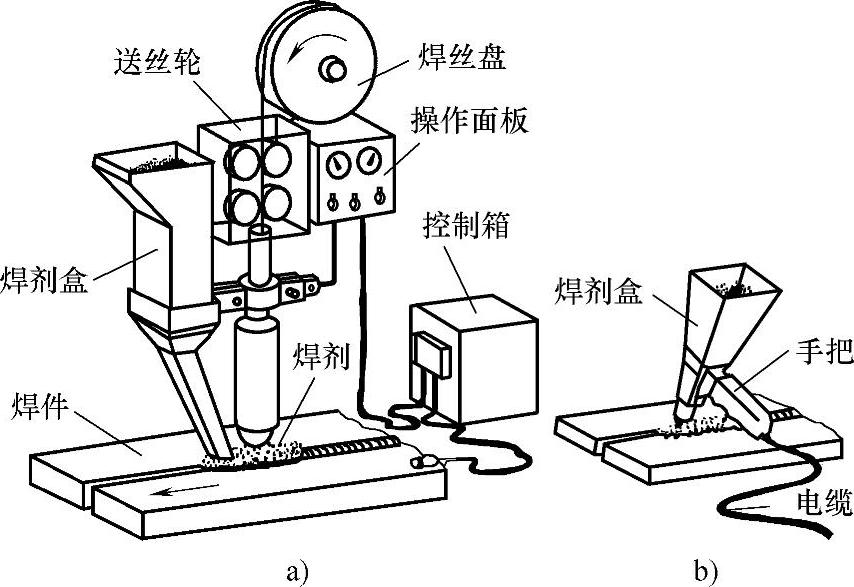
图7.2-1 埋弧焊示意图
a)自动埋弧焊 b)半自动埋弧焊
埋弧焊的电极可采用双丝、多丝、带极(多用于堆焊),还可在焊剂中添加金属粉等,具有很高的熔敷速度、小的熔深和稀释度,尤其双带极埋弧焊是表面堆焊的理想方法。图7.2-2为单丝和多丝埋弧焊组成示意图。
7.2.1.1 埋弧焊设备组成
埋弧焊机由埋弧焊电源、控制装置、焊接机头、行走机构等部分组成。其中,埋弧焊电源包括交流和直流电源;控制装置集成了对电源输出参数、送丝和行走速度等的控制和通信功能,它可以是独立的或者装在电源、行走机构上以方便操作;焊接机头包括焊丝送进装置、焊缝跟踪机构、焊剂堆放及回收装置等;行走机构则分为焊接小车、悬臂式焊接操作机、固定或可移动的龙门架自动焊机等,其中小车式为通用埋弧焊机。
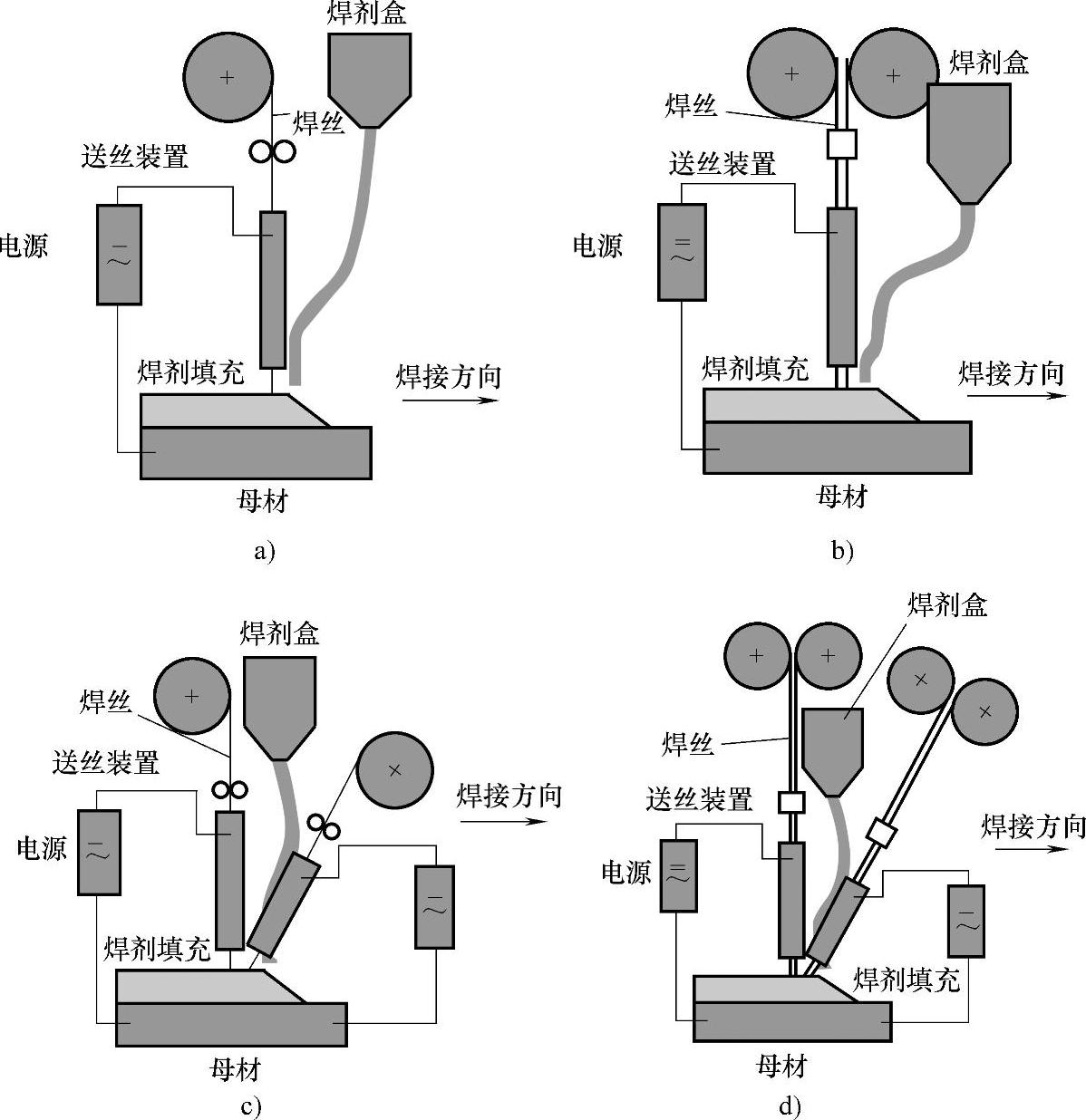
图7.2-2 单丝和多丝埋弧焊组成示意图
a)单丝 b)单弧双丝 c)双弧双丝 d)双弧四丝
目前埋弧焊电源以晶闸管直流电源、逆变式直流电源为主流产品,直流电源的电弧稳定性和对焊剂的适应性均优于交流,尤其小电流场合。交流埋弧焊电源的优点是设备简单,缺点是电弧稳定性稍差。在双丝焊中,交流埋弧焊电源可以避免电弧间干扰而得到应用。国内外多个厂家有变压器、晶闸管电抗器式和逆变式方波交流埋弧焊电源,既能有效避免磁偏吹,又改善了电弧稳定性。图7.2-3为双丝埋弧焊组成示意图。(https://www.xing528.com)
对通用埋弧焊设备,焊接小车集成了控制装置、焊接机头、行走机构等部分。埋弧焊机头实际上是一个相对独立的部件,可以分为多种类型,用于实现焊丝送进、焊缝跟踪、焊剂堆放及回收等功能。
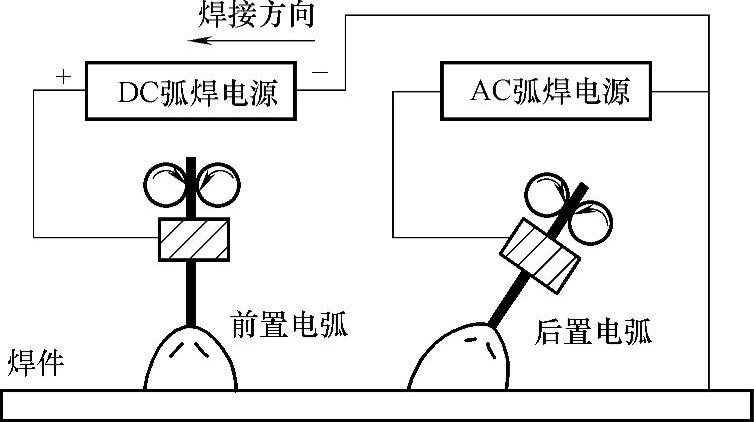
图7.2-3 双丝埋弧焊组成示意图
7.2.1.2 埋弧焊设备分类
(1)按送丝方式分 可分为等速送进配合平特性电源(细丝适用)、变速送进配合下降特性电源(粗丝适用)两种工作组合方式。
(2)按电源输出波形分 可分为交流、直流和交直流两用等类型。一般应用中也是以直流为多,但双丝焊时一般还要采用交流焊电源。
(3)按自动化程度分 可分为半自动埋弧焊机、全自动单丝埋弧焊机、全自动双丝(或多丝)埋弧焊机等。
(4)按电极数量和形状分 按电极形可状分为丝极和带极两类;按电极数量可分为单丝(单带)、双丝(双带)和多丝等。多丝埋弧焊主要用于厚板,带极埋弧焊主要用于堆焊。
(5)按行走机构形式分 可分为小车式、悬臂式和门架式三类。其中小车式为通用埋弧焊机。
(6)按用途分 可分为通用和专用两类。通用焊机广泛用于焊接结构的对接、角接等纵、环缝焊接,专用焊机则适用于特定焊缝和构件,如自动角焊机、T形梁焊机、埋弧堆焊机等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。