



目前主要的直流埋弧焊电源有晶闸管式和逆变式两种类型,几乎不用硅弧焊整流器和电动机驱动直流弧焊发电机。交流埋弧焊则使用弧焊变压器、晶闸管电抗器式方波交流电源、逆变式交直流两用电源等。国内外典型的埋弧焊系列电源产品的主要技术数据见表7.1-12~表7.1-20。
表7.1-12 直流埋弧焊用ZD5系列晶闸管弧焊整流器

(续)

注:1.ZD5系列多功能弧焊整流器主电路采用晶闸管六相半波控制技术,具有多种输出特性,适用于埋弧焊、药芯焊丝、碳弧气刨、电渣焊等多种焊接工艺。
2.具有电压波动补偿电路,能有效补偿电网电压波动,对供电电网的适应能力很强。
表7.1-13 直流埋弧焊用ZD5(D)(W)系列晶闸管弧焊整流器
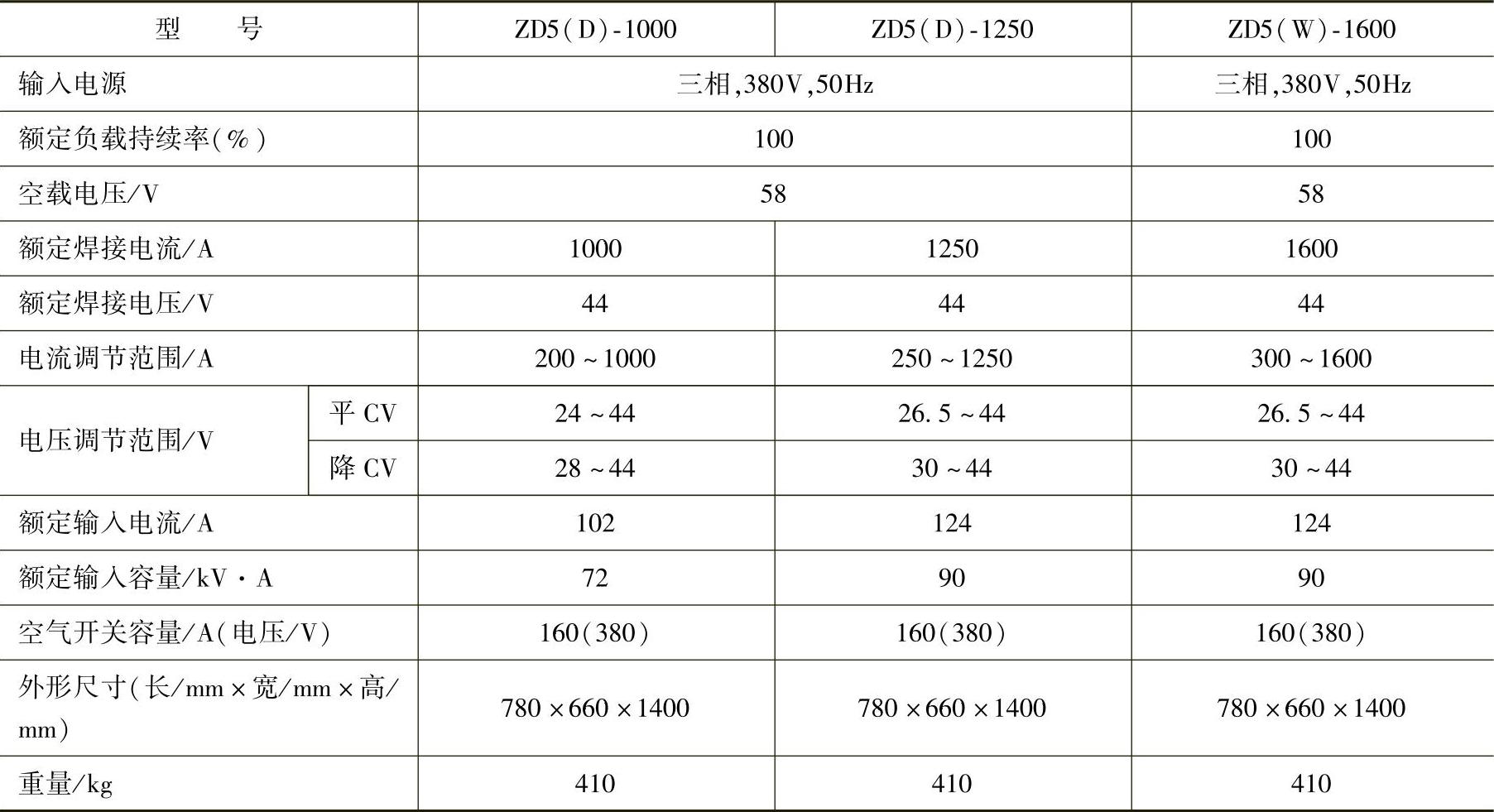
注:1.ZD5(D)系列主电路采用三相半控桥晶闸管整流技术,电路简单,维护方便。可平、降两种特性输出,分别应用于埋弧焊、碳弧气刨、电渣焊多种焊接工艺。
2.ZD5(W)-1600多功能弧焊整流器主电路采用三组半控桥晶闸管整流技术,具有电压波动补偿电路,能有效补偿电网电压波动。可平、降两种特性输出,分别应用于埋弧焊、碳弧气刨、电渣焊等多种焊接工艺。
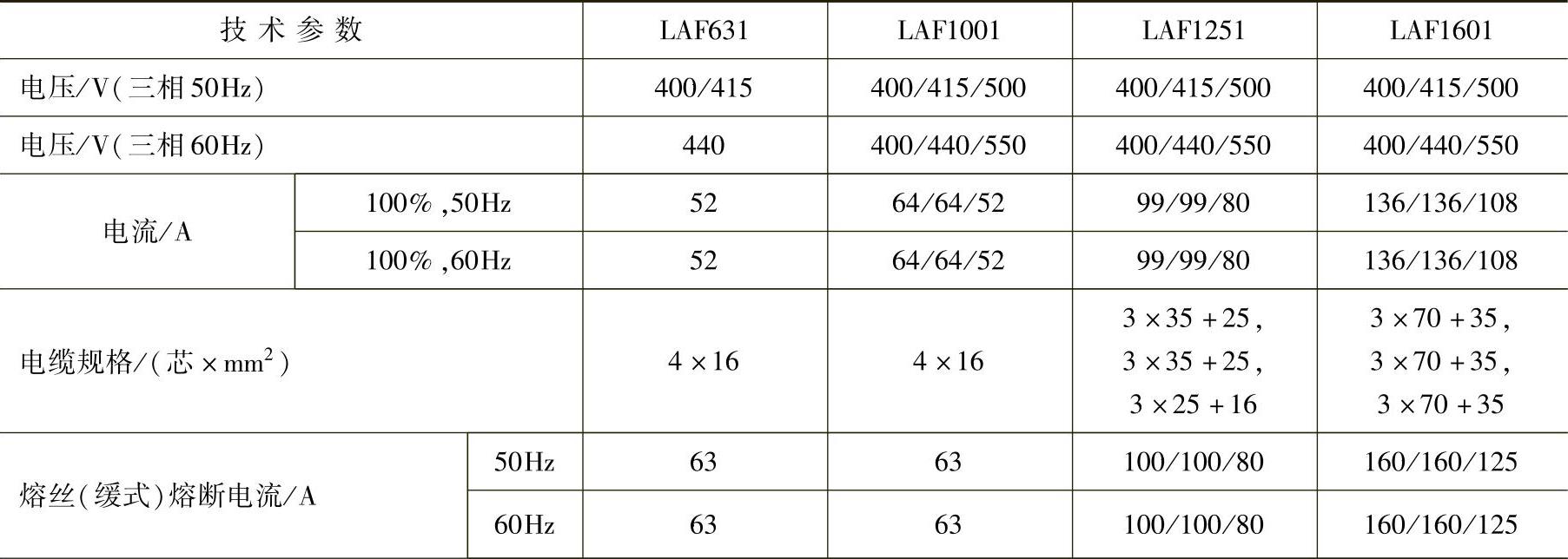
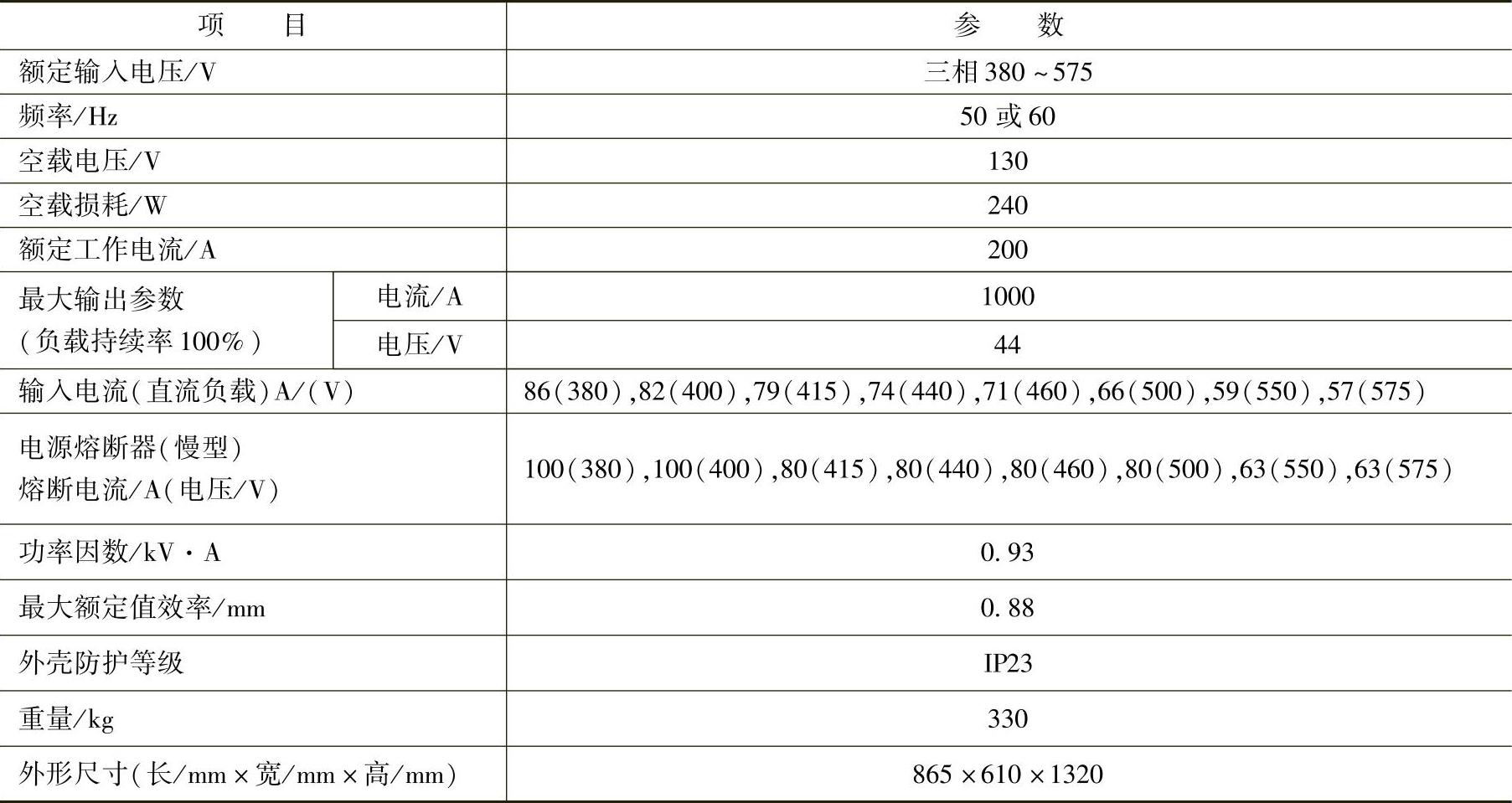
表7.1-14 LAF系列直流晶闸管式埋弧焊电源
(续)
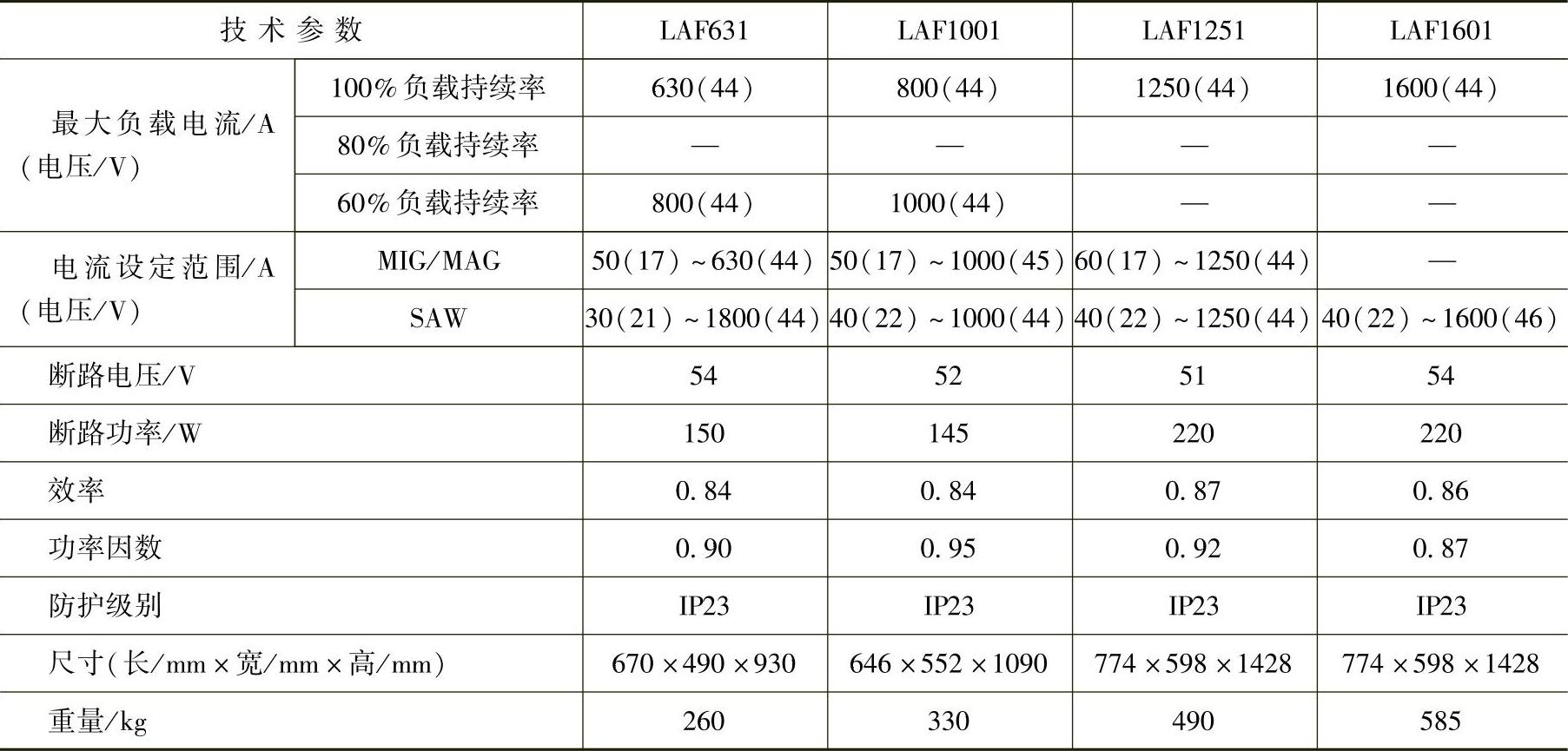
注:1.适用于埋弧焊和MIG/MAG焊,设计为高负载持续率,均达到100%。
2.焊接电源能与PEI系列控制器配合,具备各项基本功能,满足简单的焊接要求。如与全数字PEK系列控制器配合,能实现功能的最大化。
3.通信是自动化应用中的关键,电源设计可以适用于TCP/IP、LAN、Anybus、Profibus、CAN和PLC等各种通信标准。
表7.1-15 MZ系列直流逆变式埋弧焊电源
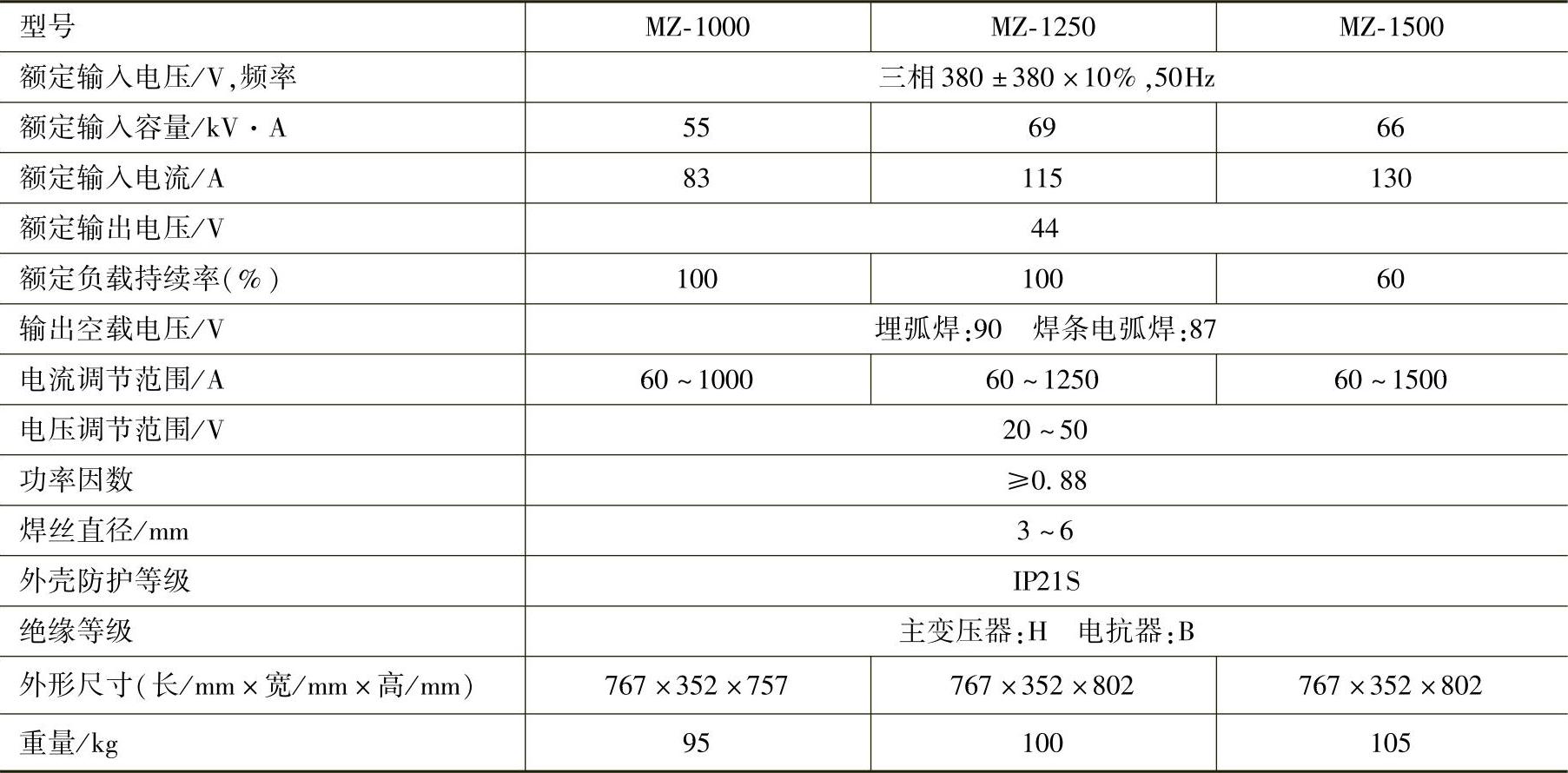
注:1.功能:埋弧焊、碳弧气刨、焊条电弧焊;应用行业:造船、锅炉、桥梁、冶金、风塔等。
2.软开关逆变技术,节能可靠,重量轻,体积小,便于移动。送丝装置为双轮驱动,弹性压丝,保证送丝平稳可靠。
表7.1-16 BXL-1200交流变压器埋弧焊电源

(续)(https://www.xing528.com)

注:1.输出端子采用大、中、小档,可根据实际需要选择。电流调节采用磁控方式,调节范围宽,无机械噪声。焊接输出调节方便,稳弧性能好。
2.能自动补偿电网电压波动。主交流接触器在无负载电流的情况下切换,可大大提高主变压器的使用寿命,减少对电网的冲击。绝缘等级F。
表7.1-17 TAF系列方波交流晶闸管电抗器式埋弧焊电源
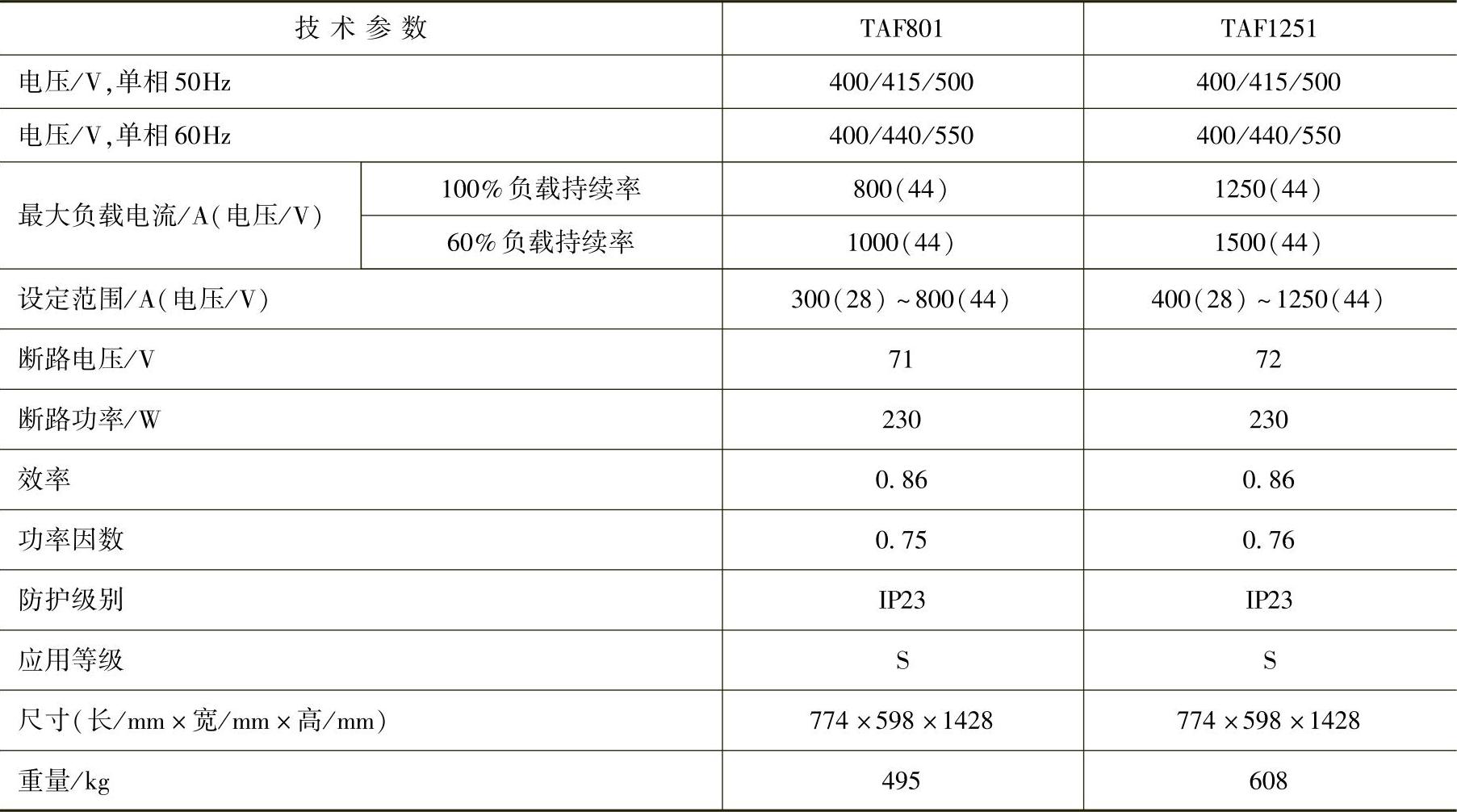
注:1.该产品为直流/方波交流电源(晶闸管电抗器式)。
2.适用于满负载连续焊接,有长距离焊接电缆压降补偿,电弧电压及电流反馈,优化的断路电压控制等功能。安全应用等级S表示设备可用于潮湿或电气安全事故高发环境条件。
3.两台电源可以采用Scott方式并联连接。焊接电源能与全数字PEK系列控制器配合,通信设计可以适用于TCP/IP(LAN)协议、Anybus、Profibus、CAN总线以及PLC直接通信方式。Scott方式是指将两个单相变压器的一次侧接成三相供电形式,这样有利于电网负载均衡。
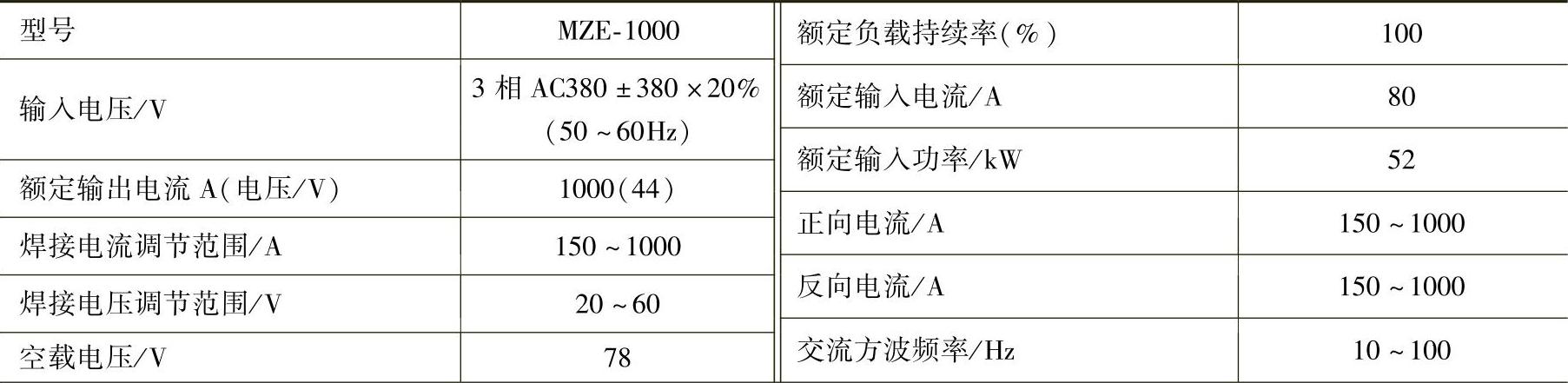
表7.1-18 MZE-1000直流/方波交流两用逆变埋弧焊电源
(续)

注:1.采用IGBT逆变技术,使用一台A311-1000型大功率直流电源和一台MZE-1000的交流方波电源组合。该交流埋弧电源具有手工、明弧焊、气刨、直流埋弧、交流方波五种操作方式。
2.直流在前、交流在后同时工作。也可以单丝独立使用。交/直流电源参数调节相对独立,调节范围广。
3.适用于粗丝焊接,如φ3mm、φ4mm、φ5mm和φ6mm,速度和效率比单丝埋弧焊提高两倍以上。
表7.1-19 Aristo1000-AC/DC交直流两用逆变式埋弧焊电源
注:1.Aristo1000AC/DC电源适应于MIG/MAG焊和埋弧焊,能与数字式PEK控制器和A2/A6送丝装置配合,用于从小车到操作机等类型的自动化设备上。
2.输入电源范围适应世界各地标准。如有必要,两台Aristo1000AC/DC电源能够并联运行,输出更大的电流。
表7.1-20 Power Wave AC/DC 1000 SD交直流两用逆变式埋弧焊电源

注:1.输入电源范围适应世界各地标准。数字化波形控制埋弧焊电源,通过软件选择交流、直流正接、直流反接,设定输出恒流或恒压特性、频率和幅值,易于并联和用于多丝系统。可以调节熔敷率和熔深,提高单丝或多丝焊接速度、质量和效率。
2.可在多种数码终端上进行远程监控故障诊断,更新程序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。