



7.1.3.1 弧焊变压器
交流弧焊变压器又称为交流弧焊机,是一种单相工频交流弧焊电源。与普通变压器不同,交流弧焊变压器具有下降外特性,主要用于焊条电弧焊、埋弧焊和钨极氩弧焊三种焊接工艺。
弧焊变压器主要分为增强漏磁式和串联电抗器式两种类型。
(1)增强漏磁式 增强漏磁式弧焊变压器包括动铁心式、动线圈式和抽头式,分别为BX1、BX3和BX6系列,通用弧焊变压器大都属于该类型。
(2)串联电抗器式 串联电抗器式弧焊变压器包括分体式和同体式。
1)分体式弧焊变压器用作多站式弧焊电源,由一台具有正常漏磁的三相降压变压器和12个调节空气隙式电抗器组成,各站同时利用率一般取60%,其国内产品有BP-3X500型焊机,用于造船、锅炉等焊接车间。
2)同体式弧焊变压器有BX系列与BX2系列两类。BX系列采用直流绕组控制的饱和电抗器调节;BX2系列为可调气隙电抗器,低容量产品采用手动调节,但BX2-1-1000以上则由三相电动机带动进行机动调节。
通常一台弧焊变压器就是一台焊条电弧焊设备(俗称手弧焊机);如果配上相应的控制箱(内含高频或脉冲引弧等电路)就可以供交流钨极氩弧焊使用;电流达到300A以上的弧焊变压器产品还可以作为电弧切割电源;1000A以上大容量弧焊变压器产品通常作为交流埋弧焊的电源。
7.1.3.2 硅弧焊整流器
目前,硅弧焊整流器主要有抽头式和交直流式两种。
1.抽头式硅整流弧焊电源
抽头式硅整流电源电路原理如图7.1-3a所示,它由一台正常漏磁的三相变压器与硅整流电路组成,为平外特性电源。在输出回路中设置直流电抗器,输出电压通过变压器一次绕组抽头分档调节。抽头式硅整流电源主要用于CO2气体保护焊设备,是NBC系列CO2焊机中的低端弧焊电源产品。
2.交直流两用硅整流电源
交直流两用硅整流电源电路原理如图7.1-3b所示,该电源可以方便地切换为交流或直流:当开关S1连通时S2断开时,电源输出交流电;当S2连通时S1断开,即S1处输出直流电。该电源可用于焊条电弧焊、埋弧焊和钨极氩弧焊等焊接工艺。在交流焊接时,由于输出电抗器的滤波作用,可以获得近似的方波交流输出,有利于改善焊接性能。
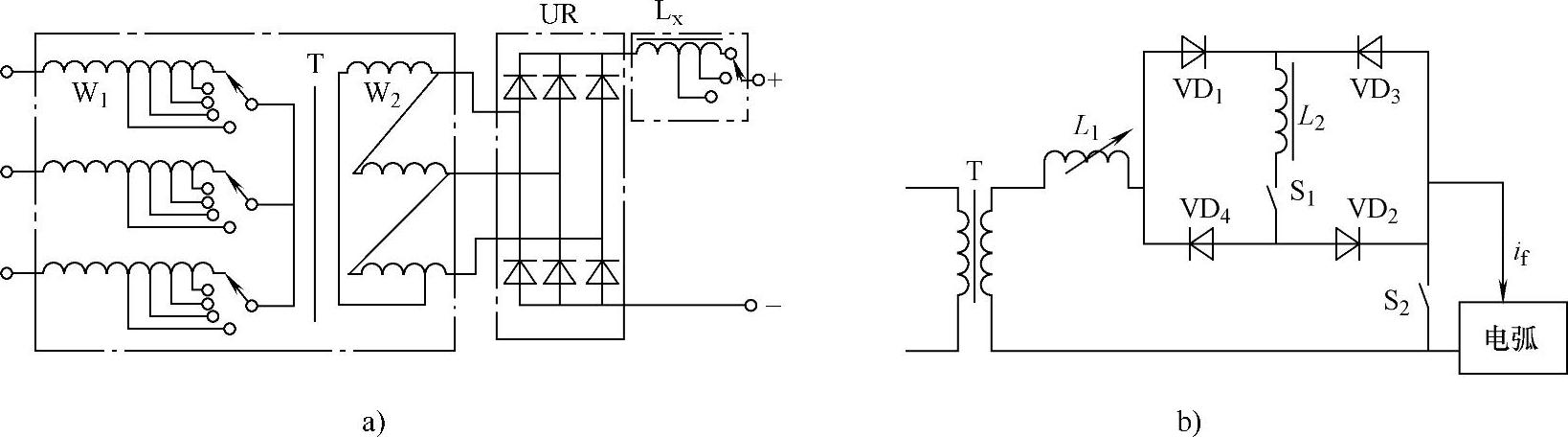
图7.1-3 常见硅整流弧焊电源电路原理
a)抽头式硅整流弧焊电源 b)交直流两用硅整流电源
7.1.3.3 晶闸管弧焊整流器
1.晶闸管直流弧焊整流电源
晶闸管式弧焊整流器的主电路主要有三相桥式半控电路、三相桥式全控电路、六相半波整流电路以及带平衡电抗器双反星形电路,如图7.1-4所示。这几种晶闸管式弧焊整流器主电路的共同特点是在三相可控整流后通过串联电抗器输出,以平滑输出电流波形。
晶闸管式弧焊整流器的控制电路主要用于实现晶闸管的同步、移相、触发等基本功能,以及反馈检测、比较控制、数据通信等功能。
晶闸管直流弧焊整流电源主要用于焊条电弧焊、埋弧焊和普通的直流气体保护焊。
2.晶闸管脉冲弧焊电源(https://www.xing528.com)
与晶闸管式弧焊整流器相比,晶闸管式脉冲弧焊电源的主电路和控制电路工作原理基本相同。所不同的是在脉冲弧焊电源控制电路中,借助电子控制使比较电路环节的给定值为脉冲电压,从而使其主电路输出电流为脉冲电流。这就是所谓的给定信号变换式的脉冲弧焊电源,是晶闸管式脉冲电源的主要形式。
晶闸管式脉冲弧焊电源可以用于脉冲TIG焊和脉冲MIG/MAG气体保护焊,但目前已经被晶体管类脉冲逆变电源所代替,逐渐退出产品市场。
3.晶闸管交直流两用弧焊电源
晶闸管交直流两用弧焊电源由变压器、晶闸管桥及直流电抗器组成主电路,如图7.1-5所示。此电源通过晶闸管桥的开关和直流电抗器的储能作用,把正弦波交流电流转变成近似矩形波交流电流,因此又可称之为晶闸管桥直流电感式方波交流弧焊电源。
晶闸管式交直流两用弧焊电源可以用于交流双丝埋弧焊和铝及铝合金的交流TIG焊工艺中,但目前也已经被交直流两用双逆变电源所代替,逐渐退出产品市场。
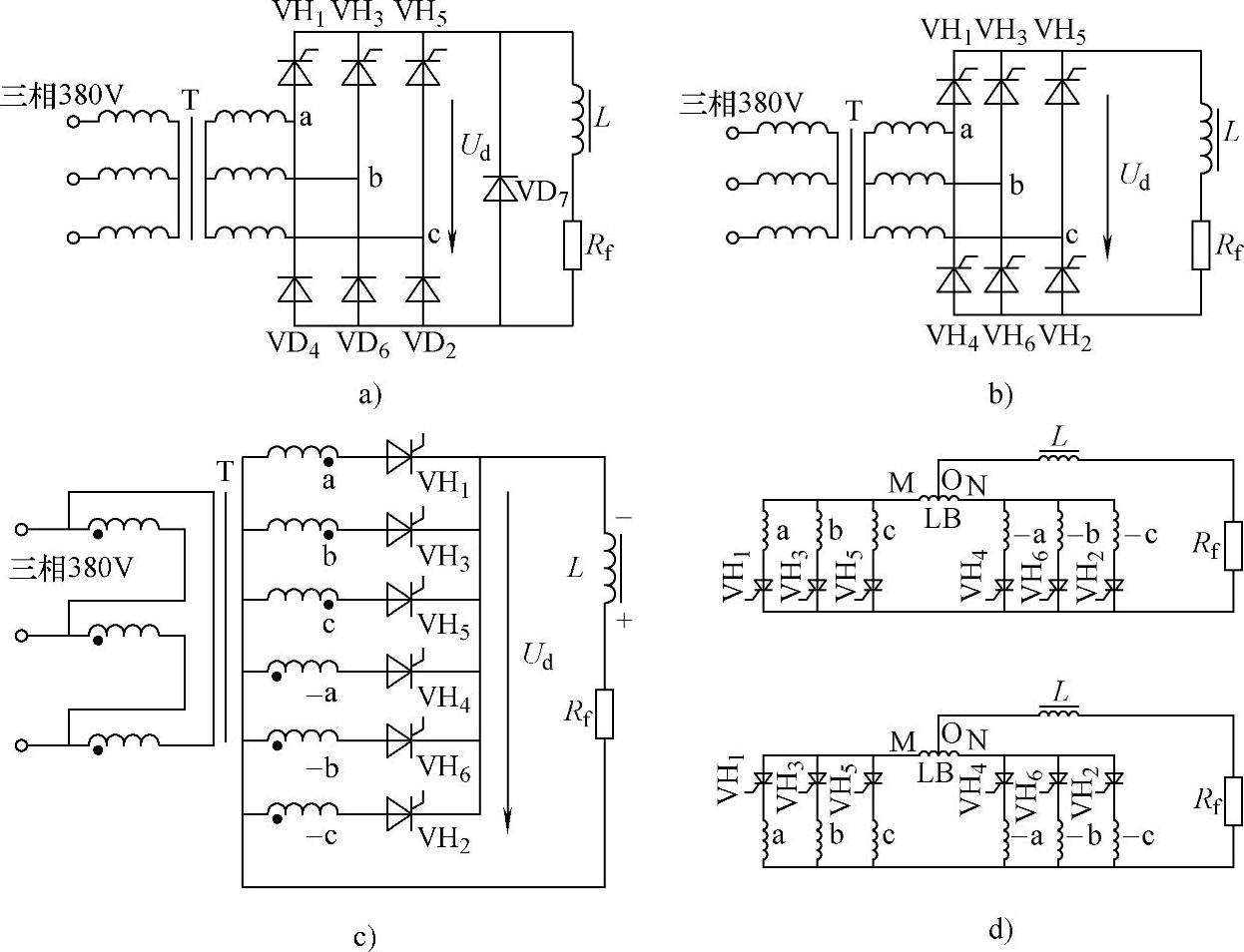
图7.1-4 晶闸管式弧焊整流器主电路原理
a)三相半控电路 b)三相全控电路 c)六相半波电路 d)带平衡电抗器的双反星形电路
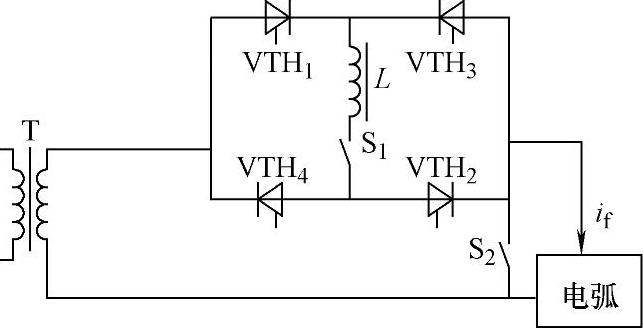
图7.1-5 晶闸管交直流两用弧焊电源主电路原理
7.1.3.4 晶体管类弧焊逆变电源
弧焊逆变电源具有更新换代的意义,目前IGBT弧焊逆变电源已经成为弧焊电源的主流产品,其主要优点是:①体积小、重量轻、节能节材,重量只是传统焊接电源的1/3~1/10,比传统焊机节能20%~30%;②由于逆变焊接电源的工作频率提高,使焊机的响应速度大为提高,动特性优良,可以对焊接电弧负载进行精确控制,改善焊接的工艺性能,降低飞溅,改善焊缝成形,进行熔滴过渡控制;③弧焊逆变器可以获得各种外特性和实现实时的电流电压控制,方便地输出直流、脉冲(采用输出调制)、方波交流(采用双逆变)等焊接电流波形,能满足不同应用要求;④可用于焊条电弧焊、各种气体保护焊(包括脉冲弧焊、半自动焊)、等离子弧焊、埋弧焊、药芯焊丝电弧焊等多种弧焊方法;⑤在用作机器人弧焊电源时,由于焊接飞溅少,因而有利于提高机器人焊接的生产率。
弧焊逆变电源根据其拓扑结构的不同,可分为推挽式、单端正励、单端反励、半桥式、全桥式等几类,目前弧焊逆变电源中主要采用单端正励式、半桥式和全桥式逆变电路,如图7.1-6所示。根据电子开关元件的工作状态,又可以分为硬开关式和软开关式,前者由于功率器件运行在强制开关状态而容易导致电应力失效,后者则实现了零电压或零电流开关而提高了电源可靠性。
弧焊逆变器的焊接参数调节方法大致有以下三种。
1)定脉宽调频率:脉冲电流宽度不变,通过改变逆变器的开关频率来调节焊接参数。频率越高,工作电流就越大。通常,晶闸管类弧焊逆变器就采用这种调节焊接参数的方法。
2)定频率调脉宽:脉冲电流频率不变,通过改变逆变器开关脉冲的脉宽比(占空比)来调节焊接参数,脉宽比越大,则工作电流也越大。晶体管类弧焊逆变器都适于采用这种焊接参数调节方法。
3)混合调节:调频率和调脉宽相结合。
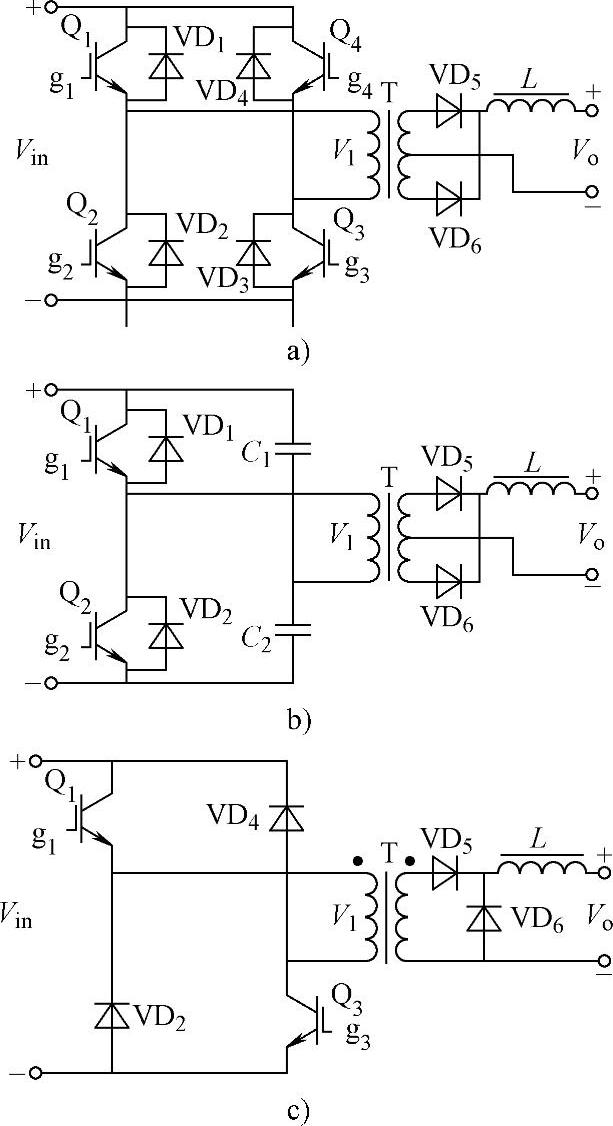
图7.1-6 弧焊逆变器主电路形式
a)串联全桥式电路 b)串联半桥式电路 c)单端正激式电路
7.1.3. 5内燃驱动弧焊发电机
内燃驱动弧焊发电机属于特殊用途,主要是为了满足无电力供应的野外施工作业的需要。目前,新型内燃驱动发电机已经采用了逆变电源输出控制技术,显著提高了性能,可适用于焊条电弧焊和气体保护焊等工艺,需要时还可以作为发电照明等供电电源。内燃驱动弧焊发电机的生产厂家相对较少,国内外都有一些品牌产品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。