



【摘要】:表6.10-45为不锈钢复合钢板的种类和力学性能。表6.10-52~表6.10-56为渗铝钢的焊接工艺及渗层的性能。表6.10-46 不锈复合钢板加热成形的温度范围表6.10-47 不锈复合钢焊接材料的选用①为旧牌号,新标准中没有对应新牌号。表6.10-51 铜-钢复合板过渡层的焊接材料注:括号内为焊条牌号或焊丝代号。表6.10-56 渗铝钢管焊接接头常温H2S腐蚀试验结果注:表中“+”表示渗层完好;“-”表示渗层开始腐蚀。
表6.10-45为不锈钢复合钢板的种类和力学性能。表6.10-46~表6.10-51为复合钢板的焊接材料与焊接工艺。表6.10-52~表6.10-56为渗铝钢的焊接工艺及渗层的性能。
表6.10-45 不锈钢复合钢板的种类和力学性能
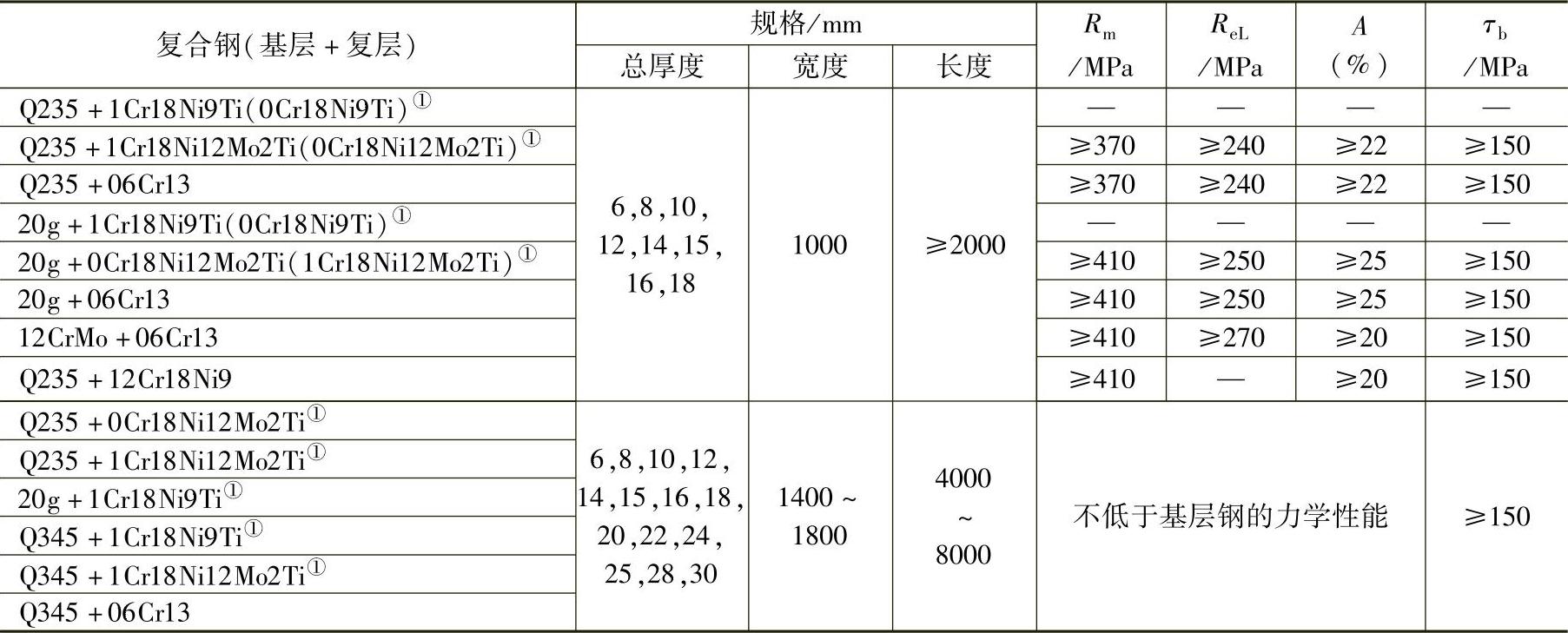
①为旧牌号,新标准中没有对应新牌号。
表6.10-46 不锈复合钢板加热成形的温度范围

表6.10-47 不锈复合钢焊接材料的选用
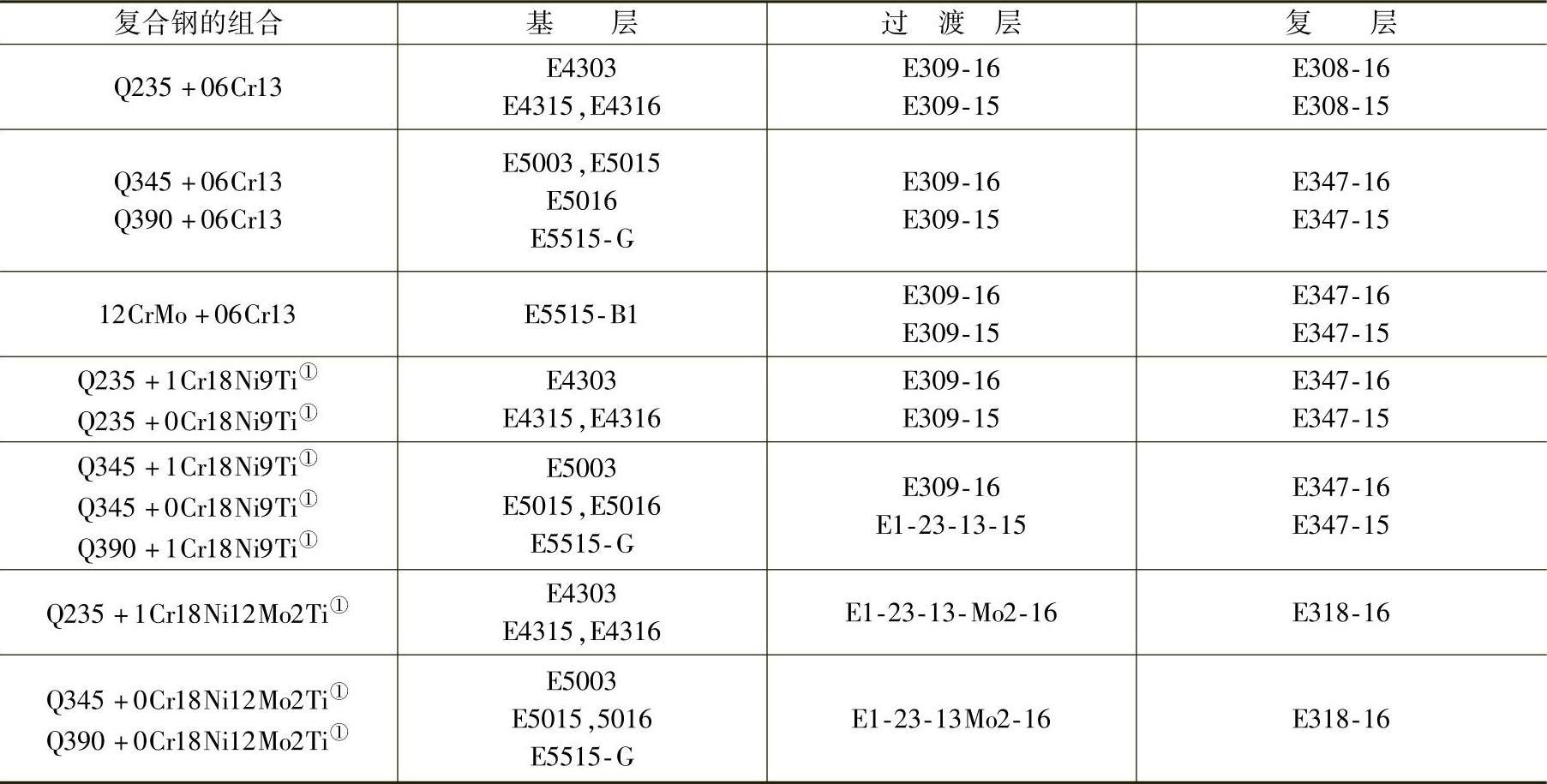
①为旧牌号,新标准中没有对应新牌号。
表6.10-48 不锈钢复合钢双面焊和埋弧焊时焊接材料的选用
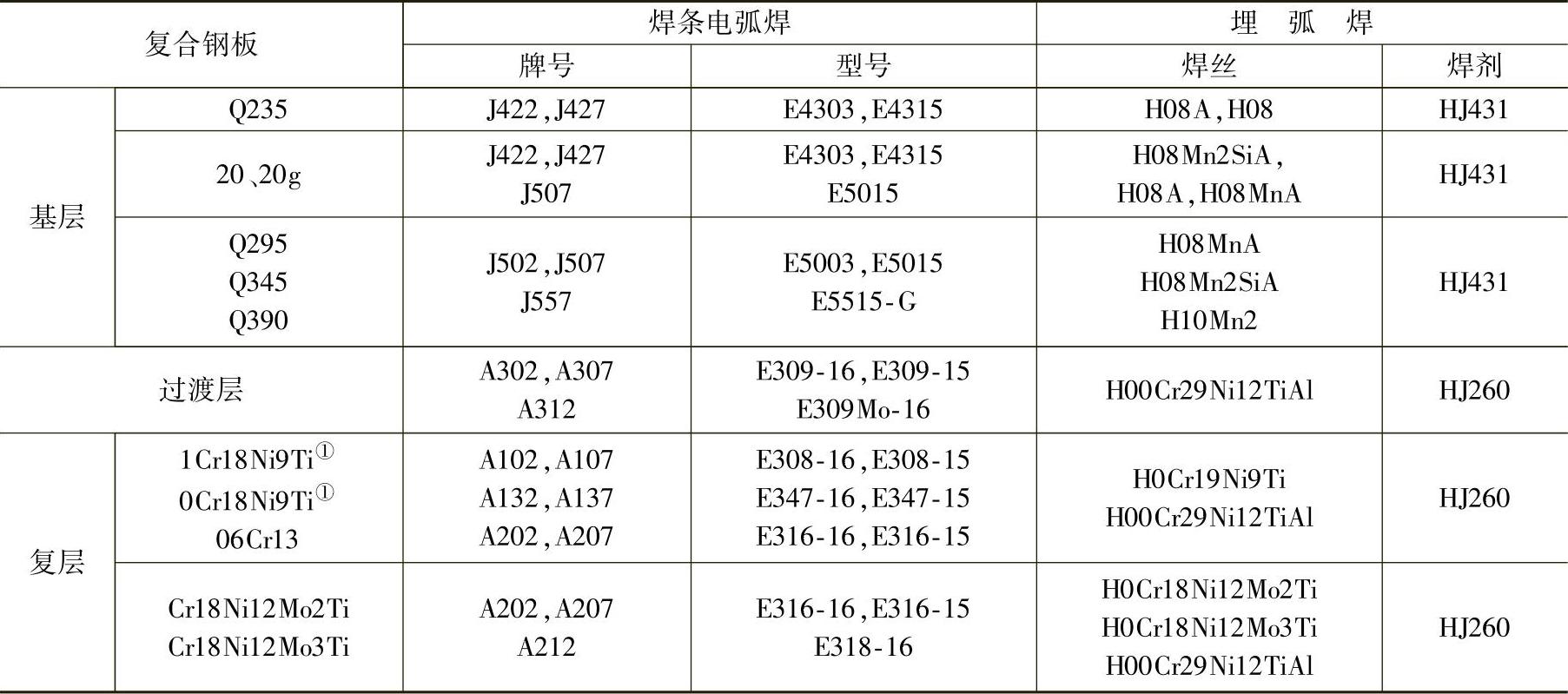
①为旧牌号,新标准中没有对应新牌号。
表6.10-49 不锈复合钢单面焊焊接材料的选用

(续)
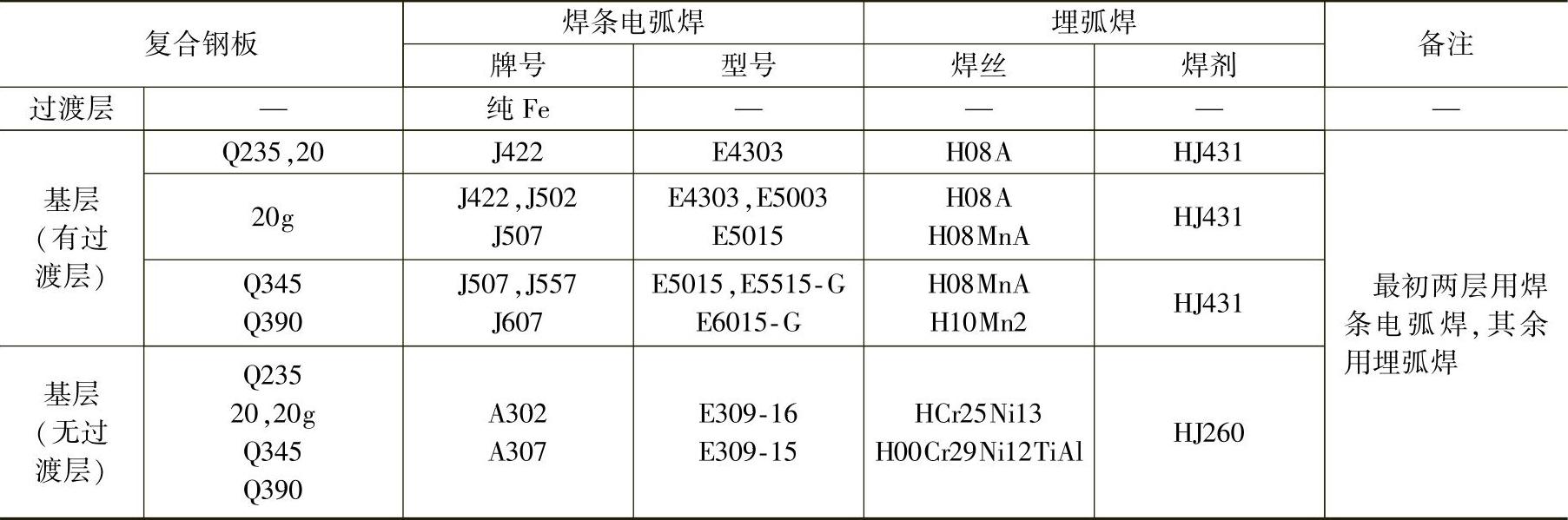
①为旧牌号,新标准中没有对应新牌号。
表6.10-50 Q235+1Cr18Ni9Ti①复合钢板焊接的焊接参数
 (https://www.xing528.com)
(https://www.xing528.com)
①为旧牌号,新标准中没有对应新牌号。
表6.10-51 铜-钢复合板过渡层的焊接材料

注:括号内为焊条牌号或焊丝代号。
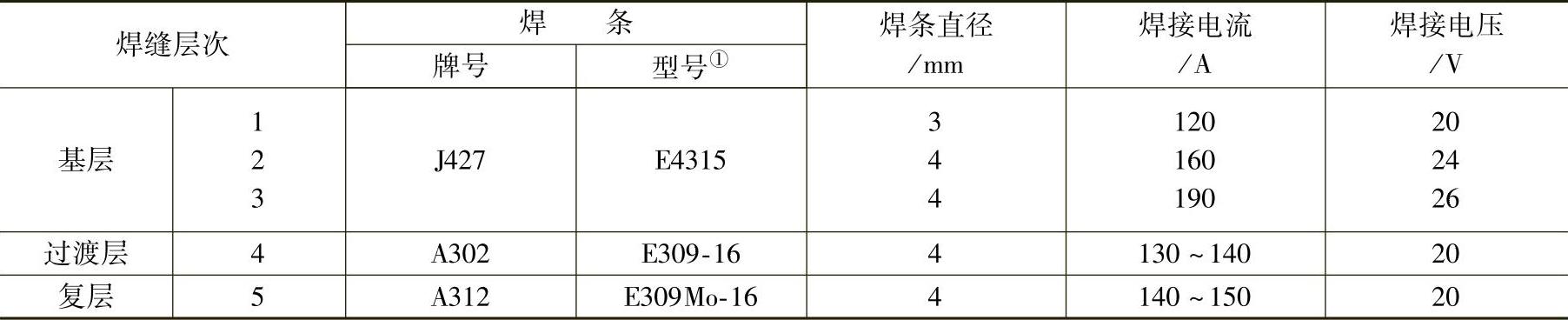
表6.10-52 渗铝钢管焊条电弧焊的焊接参数

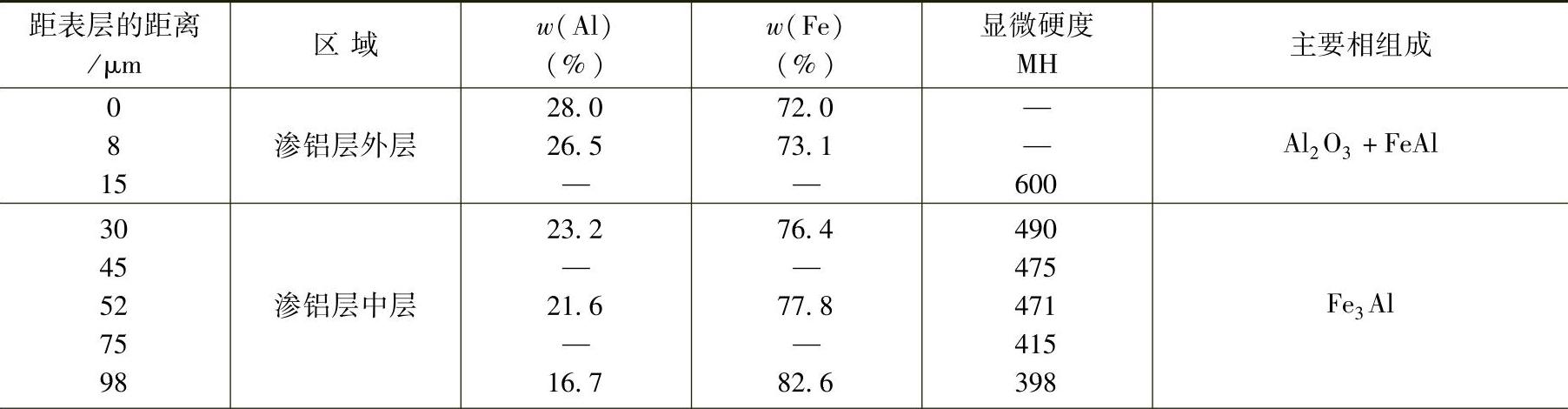
表6.10-53 碳素渗铝钢渗层中Al、Fe含量和显微硬度
(续)

表6.10-54 铬钼渗铝钢渗层中Al、Fe、Cr含量的分布

表6.10-55 渗铝钢焊接接头高温抗氧化试验结果
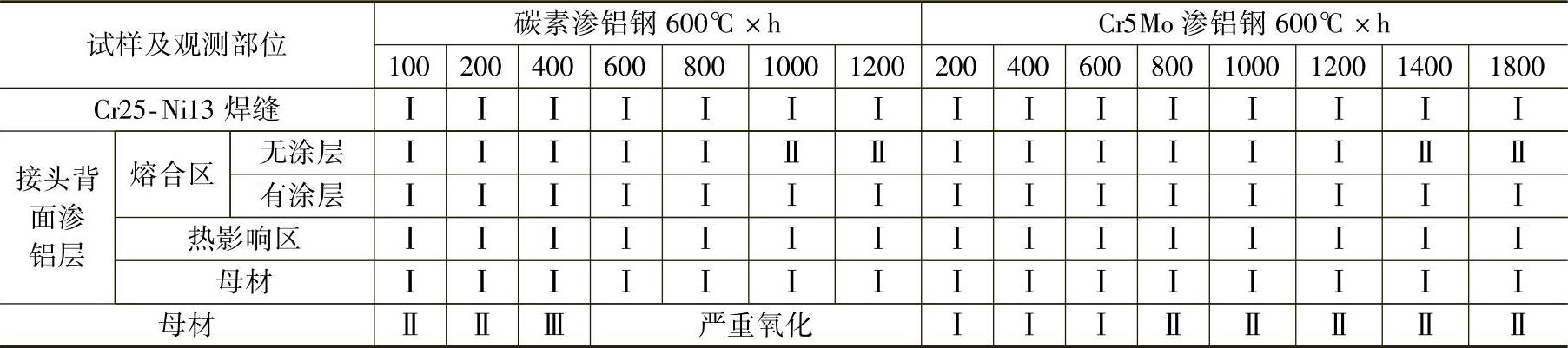
注:Ⅰ—几乎未氧化;Ⅱ—已经氧化;Ⅲ—氧化加剧。
表6.10-56 渗铝钢管焊接接头常温H2S腐蚀试验结果

注:表中“+”表示渗层完好;“-”表示渗层开始腐蚀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。