



【摘要】:表6.10-1~表6.10-3为常见金属的物理性能、化学性能与力学性能。表6.10-4~表6.10-6为异种金属焊接时存在的问题及可能产生的缺陷。相对熔合比k可以根据焊接热源的不同位置或金属的热物理性能变化确定。多层焊时,打底焊缝成分仍按式计算,其他各层焊缝成分计算公式变为:Cnw+1=(1-θ)Cd+kθCb1+(1-k)θCnw 式中 Cn+1w——第n+1层焊缝中合金元素的质量分数(%);Cnw——第n层焊缝中合金元素的质量分数(%)。
表6.10-1~表6.10-3为常见金属的物理性能、化学性能与力学性能。表6.10-4~表6.10-6为异种金属焊接时存在的问题及可能产生的缺陷。
表6.10-1 常见金属的物理性能

(续)
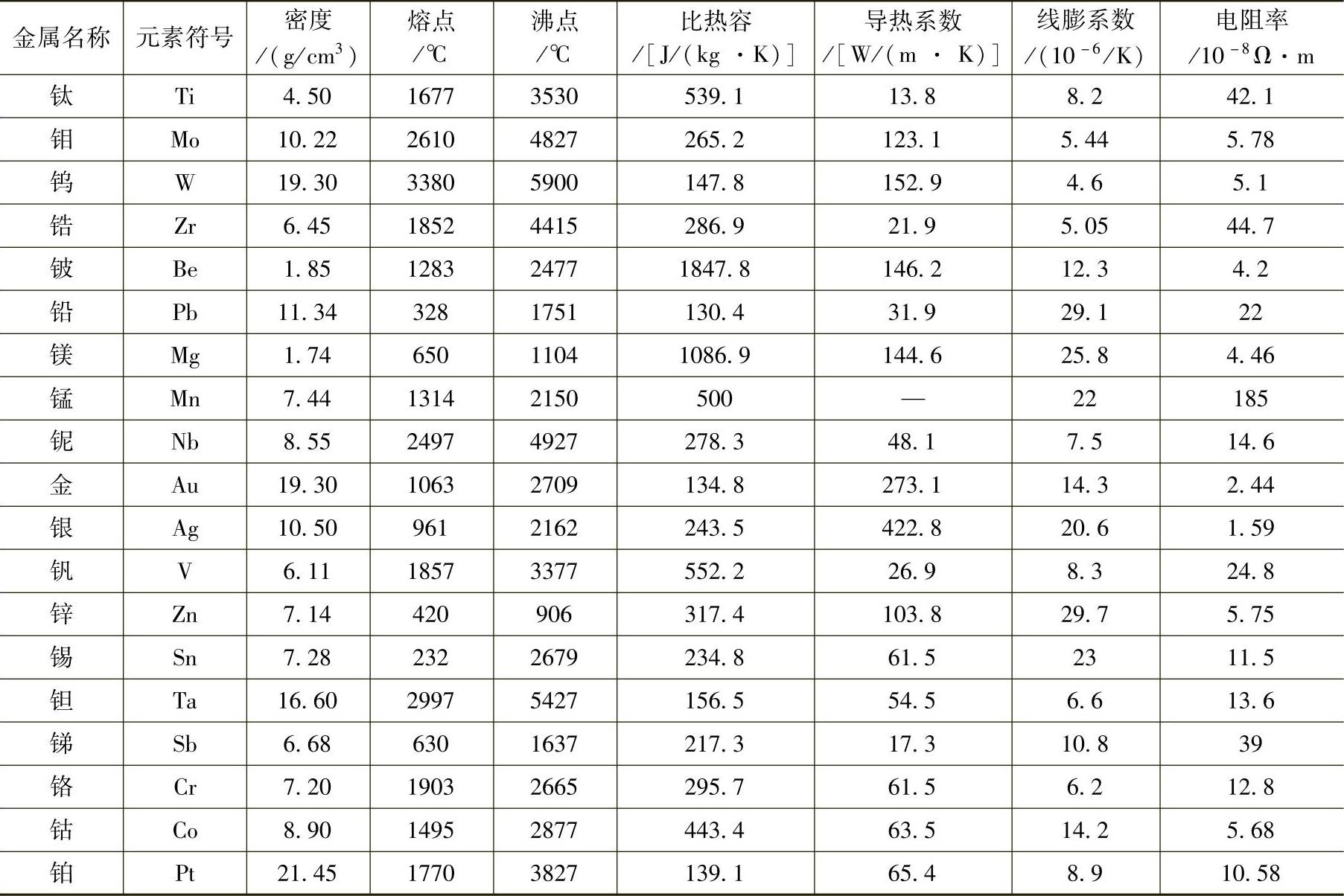
表6.10-2 常见金属元素的化学性能

(续)
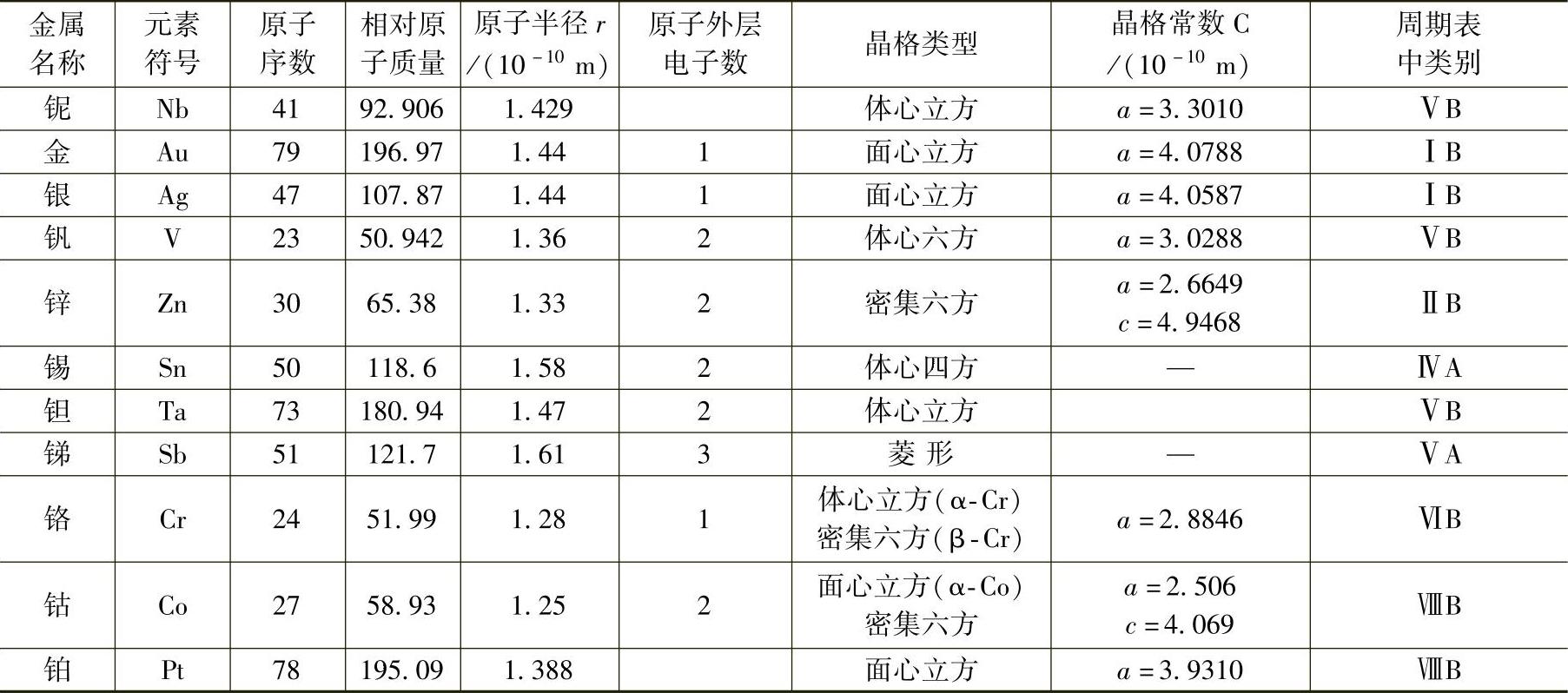
表6.10-3 常见金属的力学性能

异种材料两侧母材都熔化时,焊缝金属中某元素的质量分数Cw计算式为:
Cw=(1-θ)Cd+kθCb1+(1-k)θCb2 (6.10-1)
式中 Cw——某元素在焊缝金属中的质量分数(%);
Cd——某元素在熔敷金属中的质量分数(%);
Cb1——某元素在母材1中的质量分数(%);(https://www.xing528.com)
Cb2——某元素在母材2中的质量分数(%);
k——两种母材的相对熔合比,k=F1/F2
(%);F1、F2分别为熔化的两种母材在焊缝截面中所占的面积;
θ——熔合比(%)。
相对熔合比k可以根据焊接热源的不同位置或金属的热物理性能变化确定。多层焊时,打底焊缝成分仍按式(6.10-1)计算,其他各层焊缝成分计算公式变为(以母材1一侧焊缝为例):
Cnw+1=(1-θ)Cd+kθCb1+(1-k)θCnw (6.10-2)
式中 Cn+1w——第n+1层焊缝中合金元素的质量分数(%);
Cnw——第n层焊缝中合金元素的质量分数(%)。
表6.10-4 常用异种金属组合及焊接时存在的主要问题

表6.10-5 常见异种金属的组合及焊缝中的形成物

表6.10-6 异种材料焊接缺陷的产生原因及防止措施

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。