



图6.9-10所示为灰铸铁的焊接热影响区。图6.9-11所示为铸铁焊接时半熔化区中Ni含量的变化。图6.9-12~图6.9-15所示为铸铁堆焊接头的硬度分布。图6.9-16所示为铸铁与碳素钢冷却时的自由线收缩率。图6.9-17所示为Mo对铸铁连续冷却曲线(CCT)的影响。
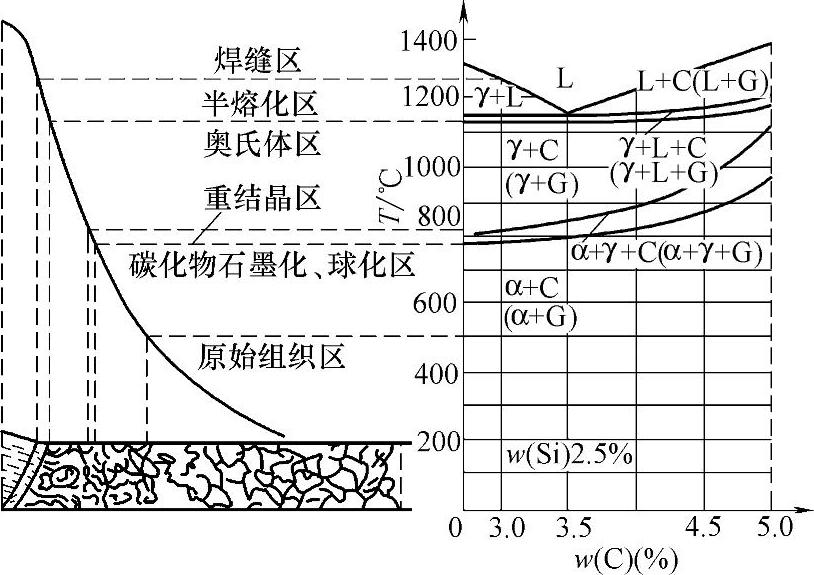
图6.9-10 灰铸铁焊接热影响区的示意图
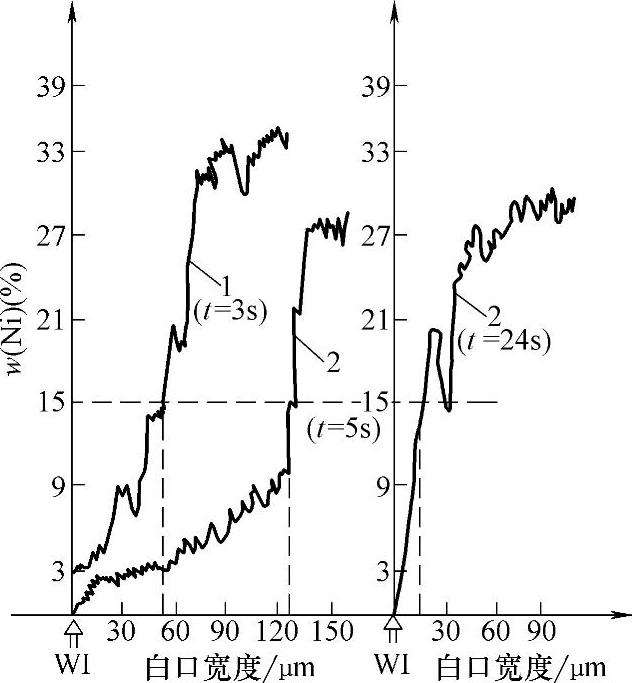
图6.9-11 铸铁焊接时半熔化区中Ni含量的变化
1—EZNi铸铁焊条 2—EZNiFe铸铁焊条 WI—实际熔合线
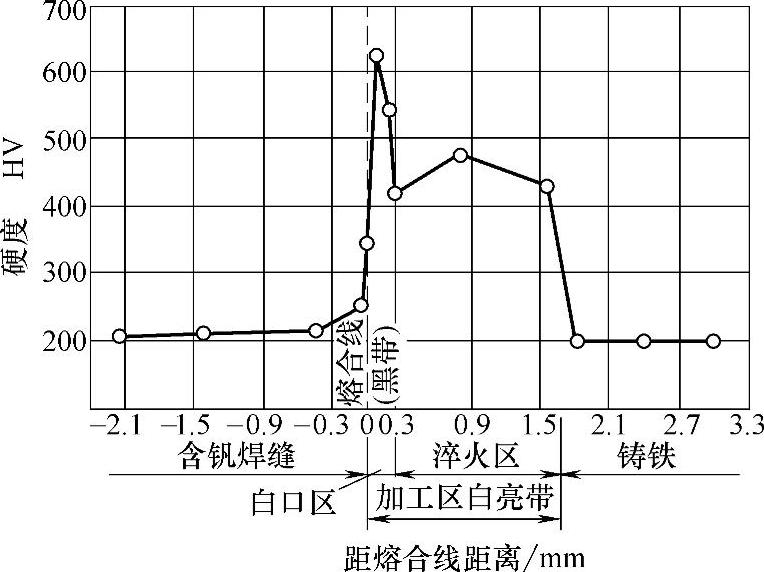
图6.9-12 在灰铸铁板上单道堆焊的硬度分布
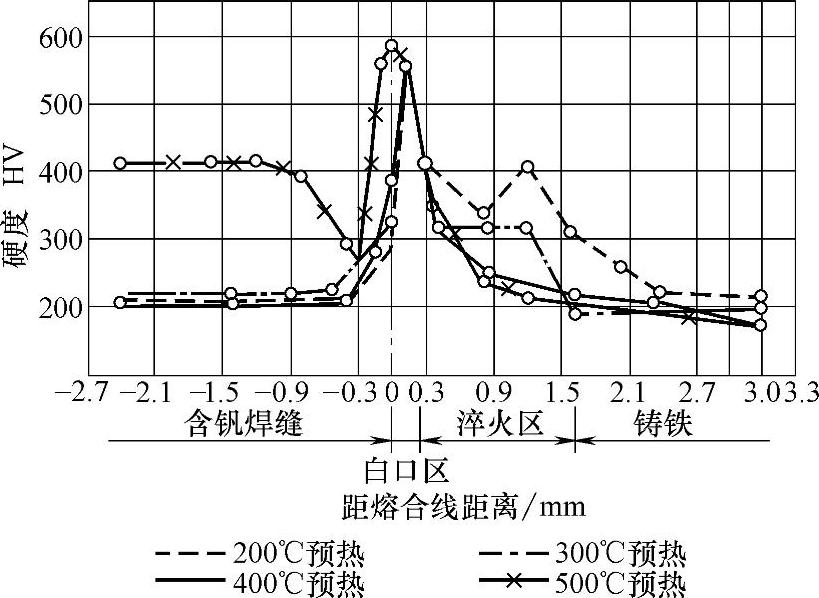
图6.9-13 预热温度对灰铸铁焊接热影响区硬度的影响
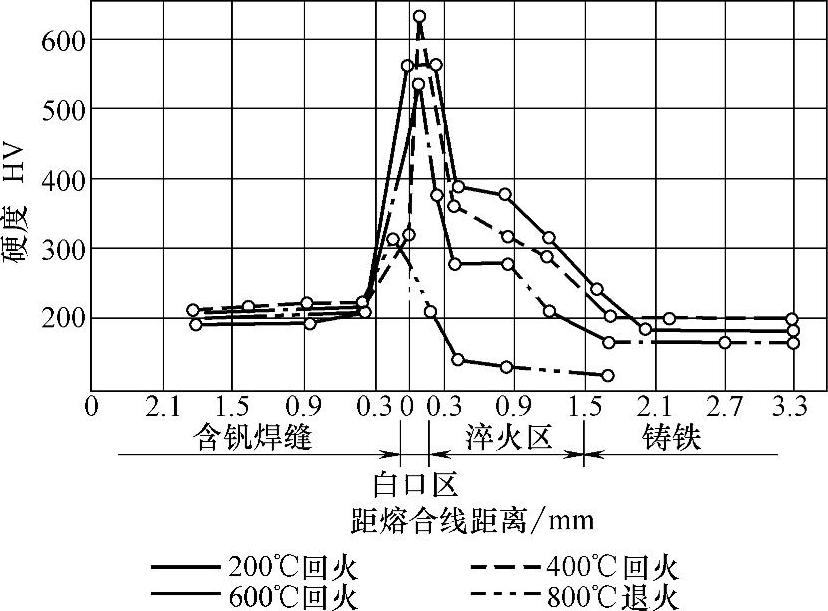
图6.9-14 回火及退火温度对灰铸铁焊接热影响区硬度的影响
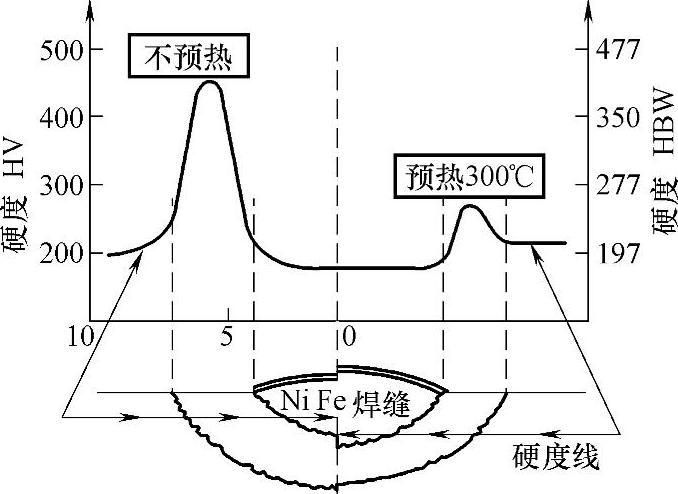
图6.9-15 珠光体球墨铸铁焊前不预热及预热300℃焊接接头硬度比较

图6.9-16 铸铁与碳素钢冷却时的自由线收缩率
1—球墨铸铁 2—灰铸铁 3—白口铸铁 4—碳素钢
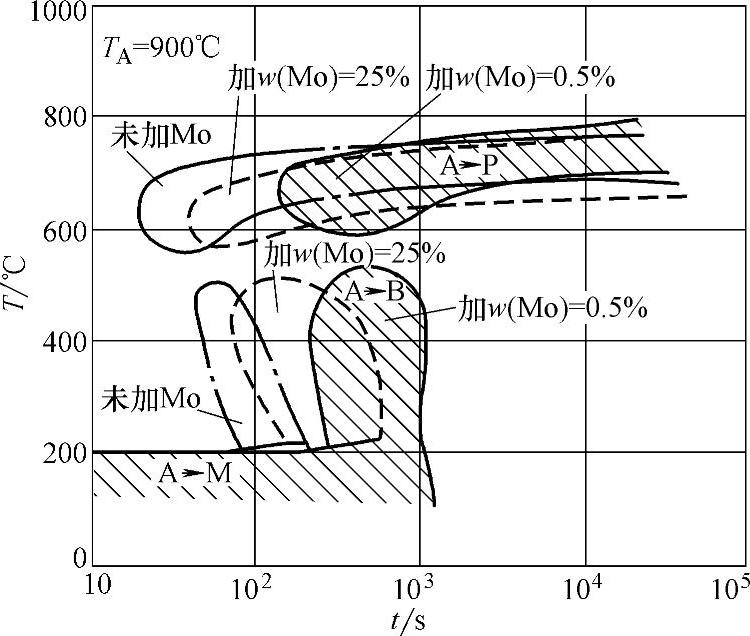
图6.9-17 Mo对铸铁连续冷却曲线(CCT)的影响
表6.9-6~表6.9-8、图6.9-18~图6.9-24所示为铸铁焊补工艺要点。
表6.9-6 常用灰铸铁电弧焊的焊接电流 (单位:A)
 (https://www.xing528.com)
(https://www.xing528.com)
表6.9-7 三种镍基铸铁焊条焊接的铸铁接头的力学性能比较

表6.9-8 灰铸铁气焊焊补工艺要点
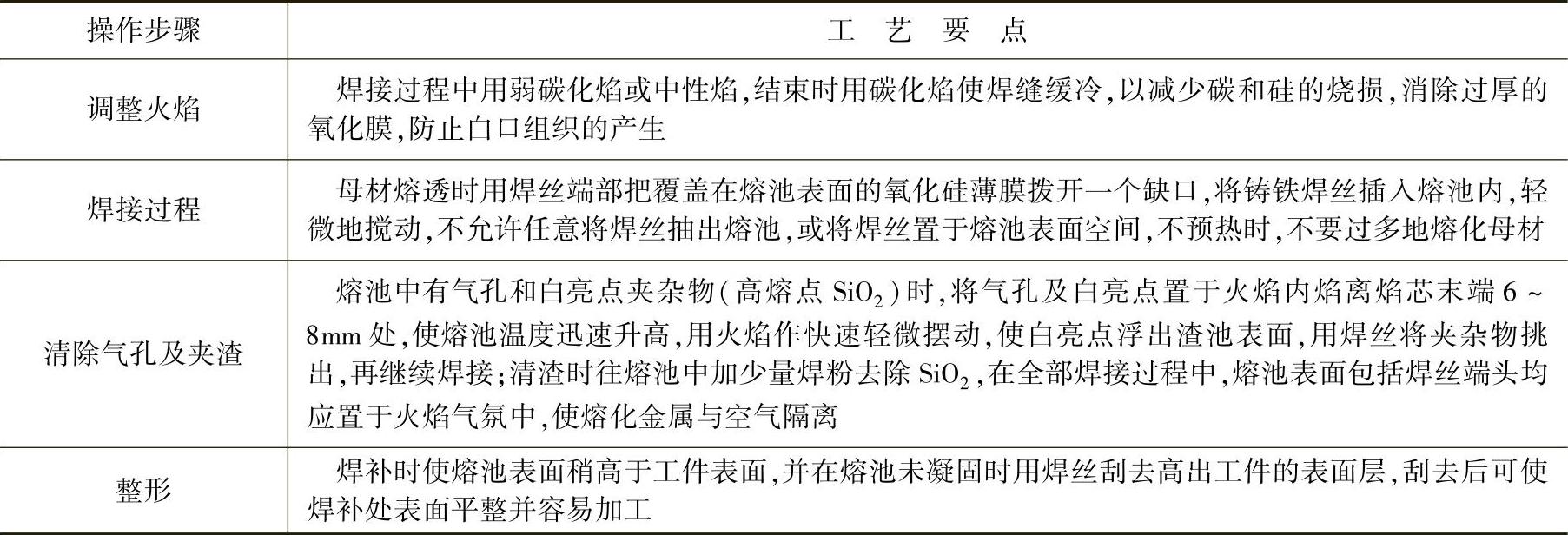
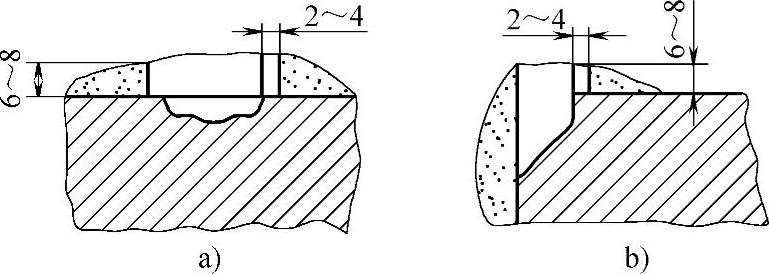
图6.9-18 铸铁焊补缺陷造型示意图
a)较大缺陷 b)边角缺陷

图6.9-19 加热减应区气焊法修复缸盖裂
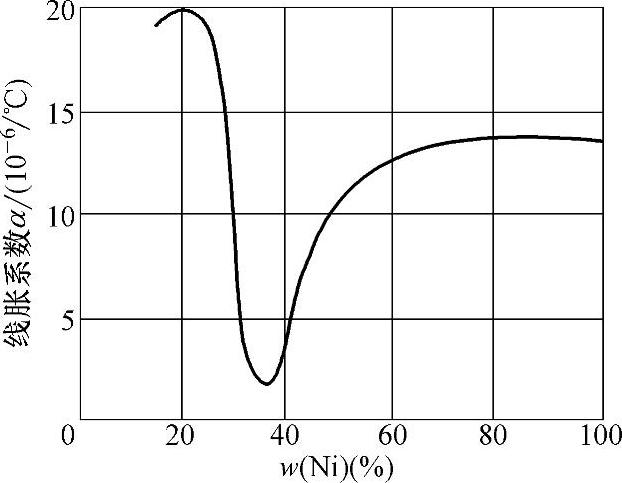
图6.9-20 镍铁合金的线胀系数
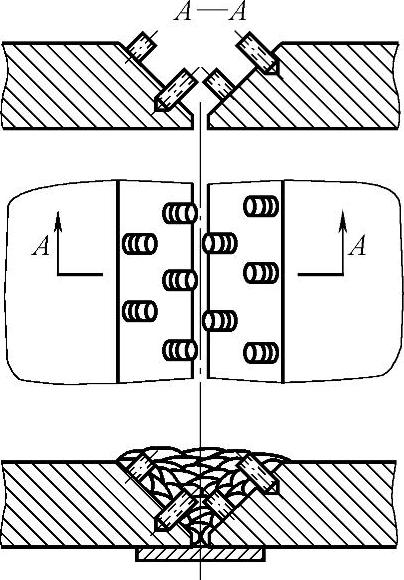
图6.9-21 铸铁的栽丝焊补法

图6.9-22 灰铸铁缸体侧壁裂纹的焊补
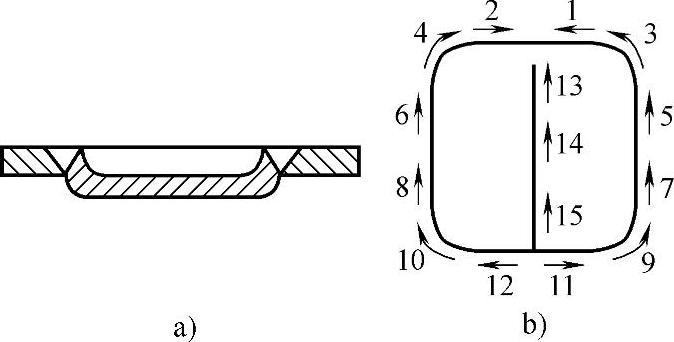
图6.9-23 铸铁的镶块焊补法
a)凹形低碳钢板镶块 b)平板低碳钢板镶块
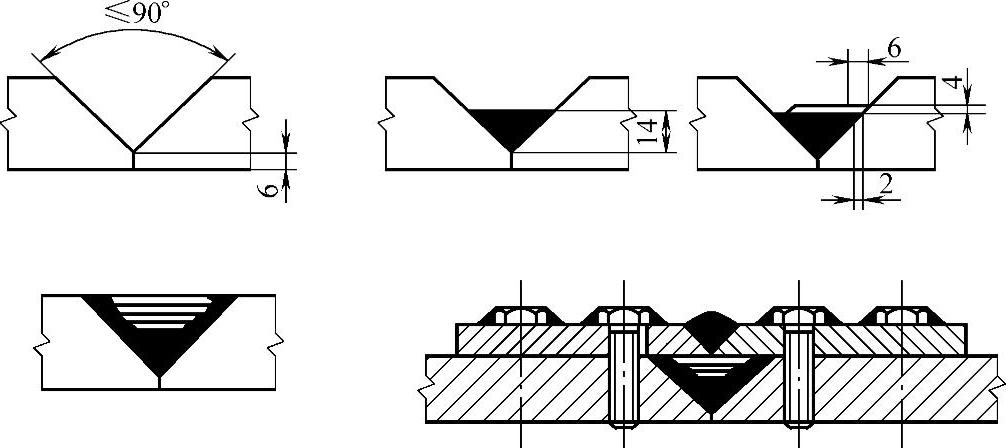
图6.9-24 灰铸铁厚大件的V形坡口垫板焊补法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。