



表6.8-9~表6.8-12为陶瓷与金属的连接方法、分类及适用的材料。图6.8-1所示为陶瓷和金属的线胀系数。图6.8-2所示为中间层厚度对Al2O3-不锈钢接头残余应力的影响。
表6.8-9 陶瓷与金属的连接方法
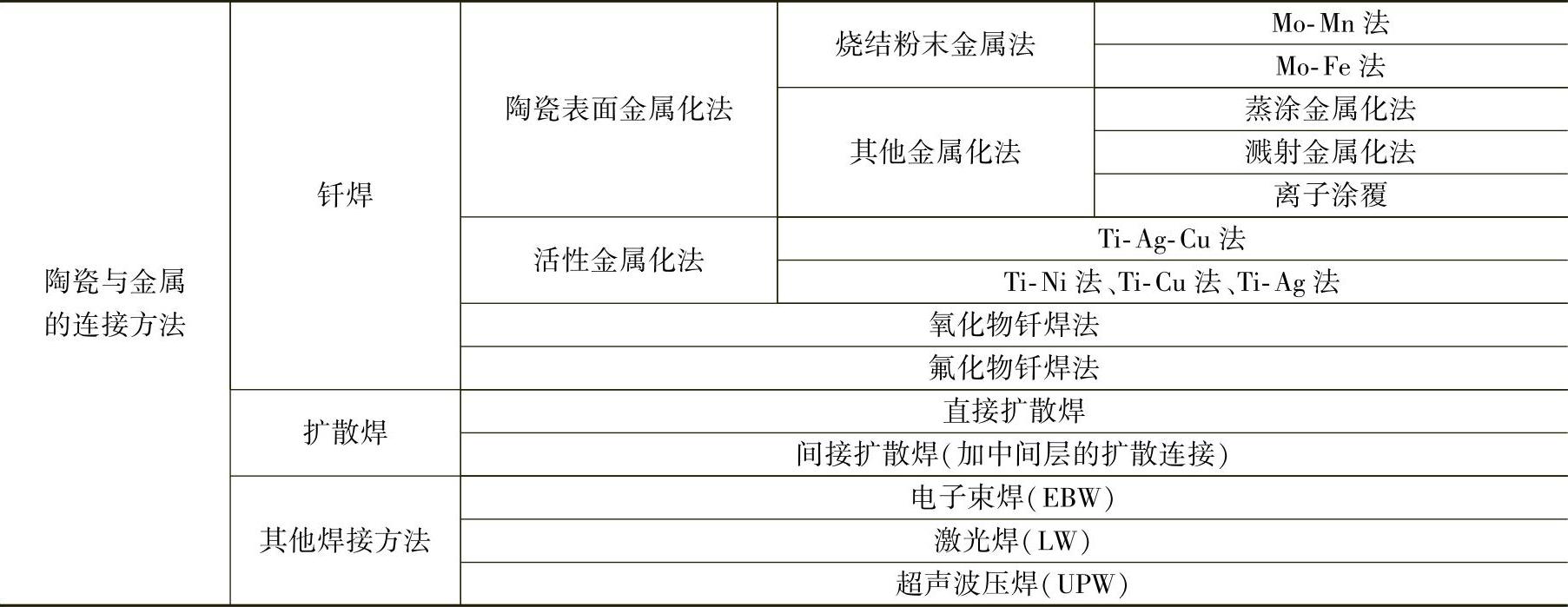
表6.8-10 陶瓷-金属固相连接方法的分类、原理及适用材料
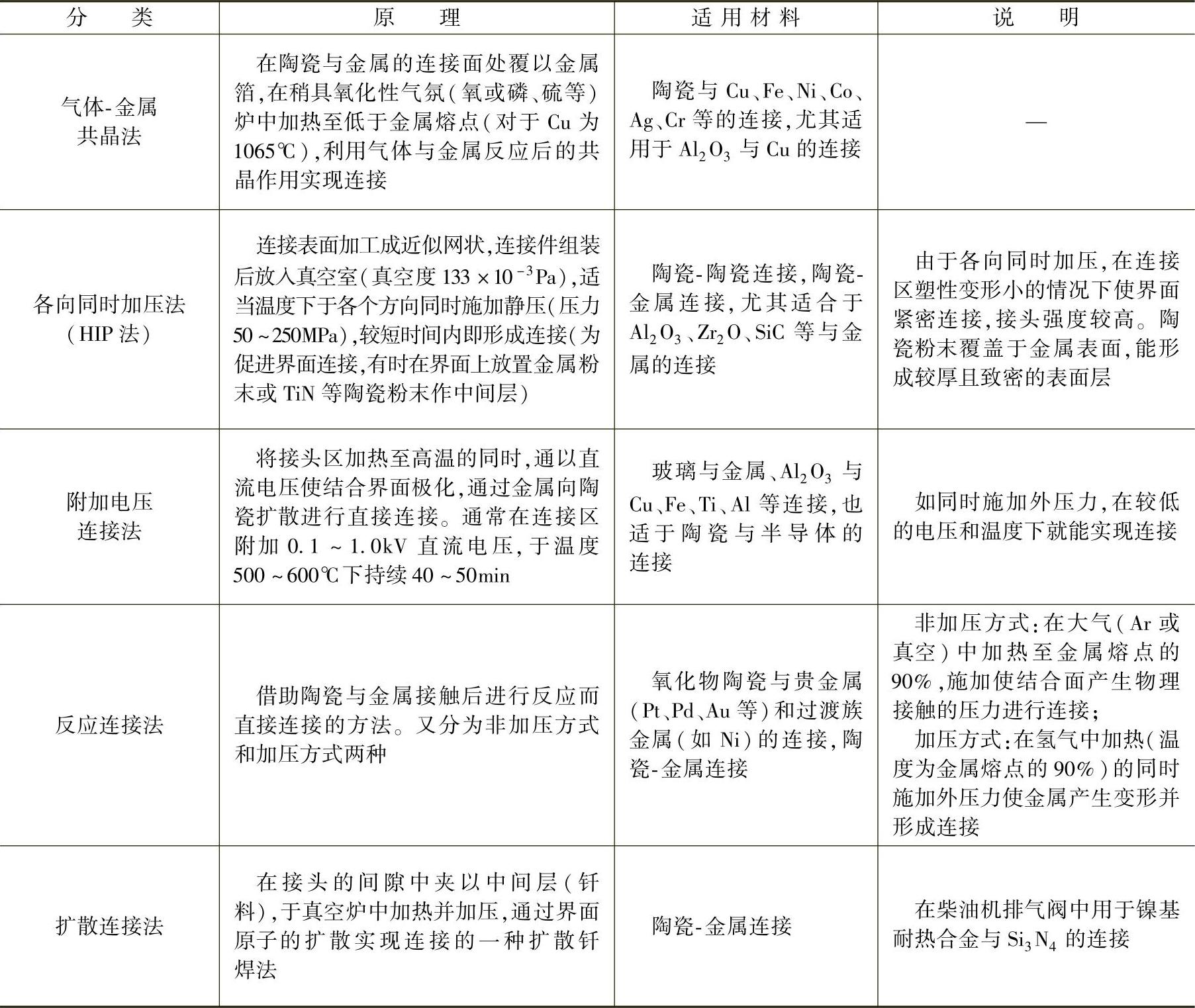
表6.8-11 陶瓷-金属钎焊方法的分类、原理及适用材料
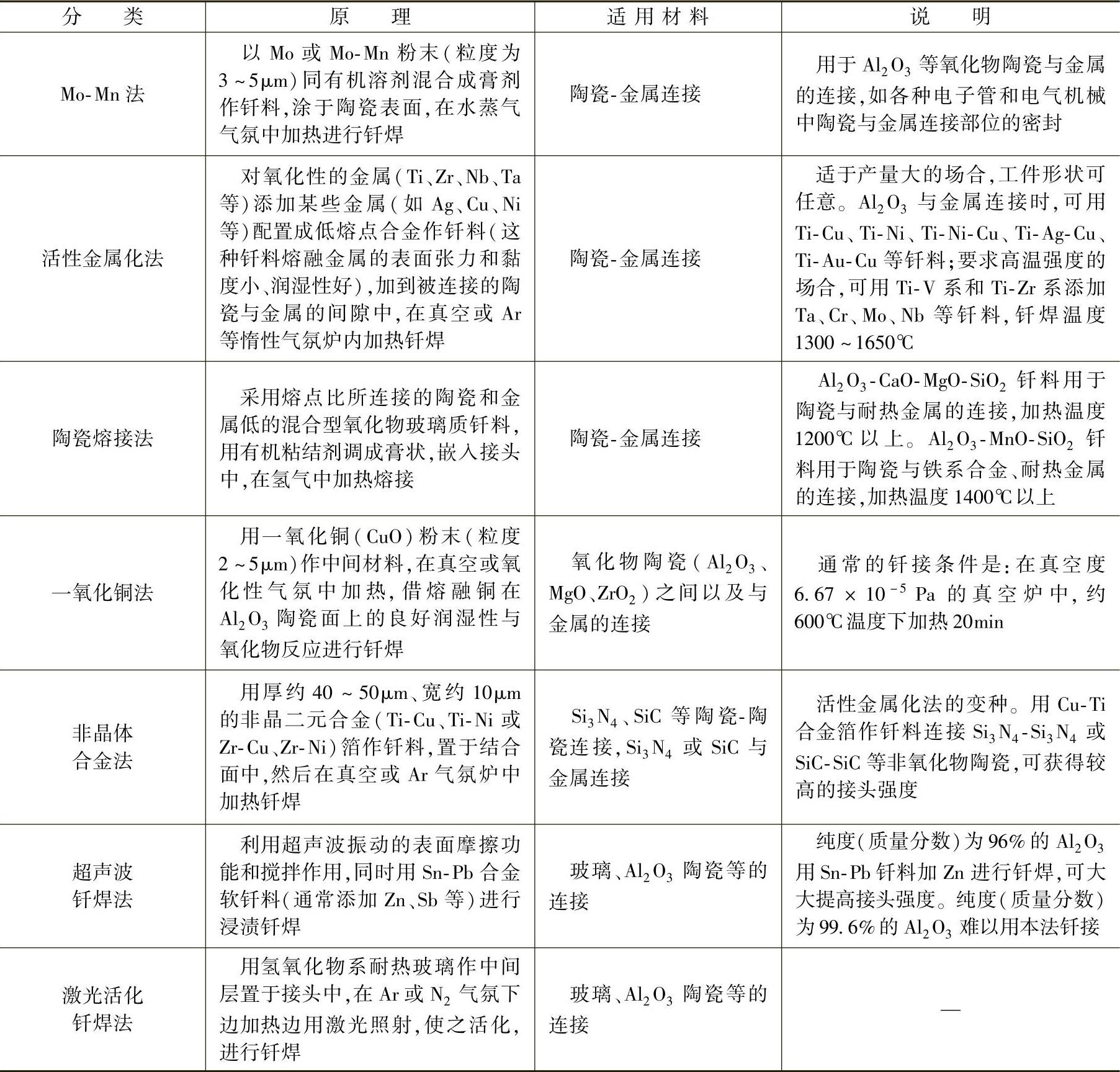
表6.8-12 陶瓷-金属熔化焊方法及适用材料
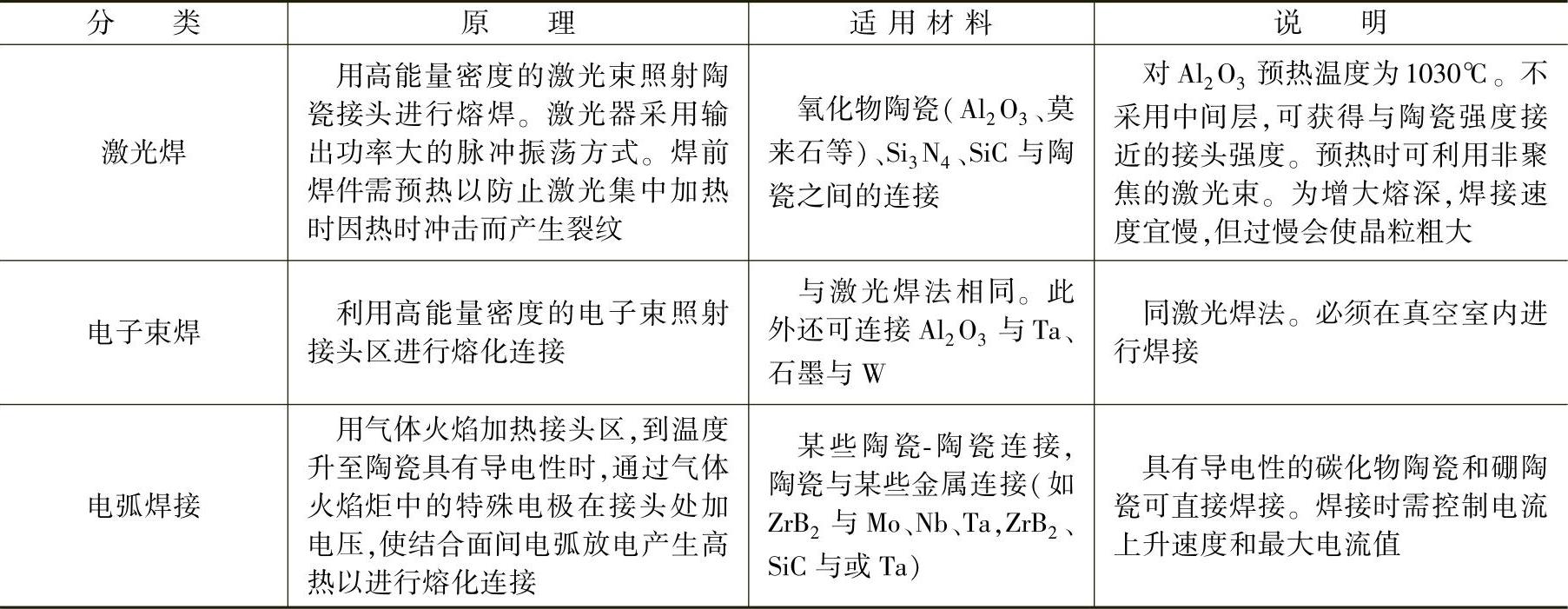

图6.8-1 陶瓷和金属的线胀系数

图6.8-2 中间层厚度对Al2O3-不锈钢接头残余应力的影响
注:加热温度1300℃,保温时间30min,压力100MPa。
为避免陶瓷与金属接头出现焊接裂纹,除添加中间层或合理选用钎料外,还可采用以下工艺措施:①合理选择被焊陶瓷与金属,在不影响接头使用性能的条件下,尽可能使两者的线胀系数相差最小。②应尽可能地减小焊接部位及其附近的温度梯度,控制加热速度,降低冷却速度,有利于应力松弛而使焊接应力减小。③采取缺口、突起和端部变薄等措施合理设计陶瓷与金属的接头结构。
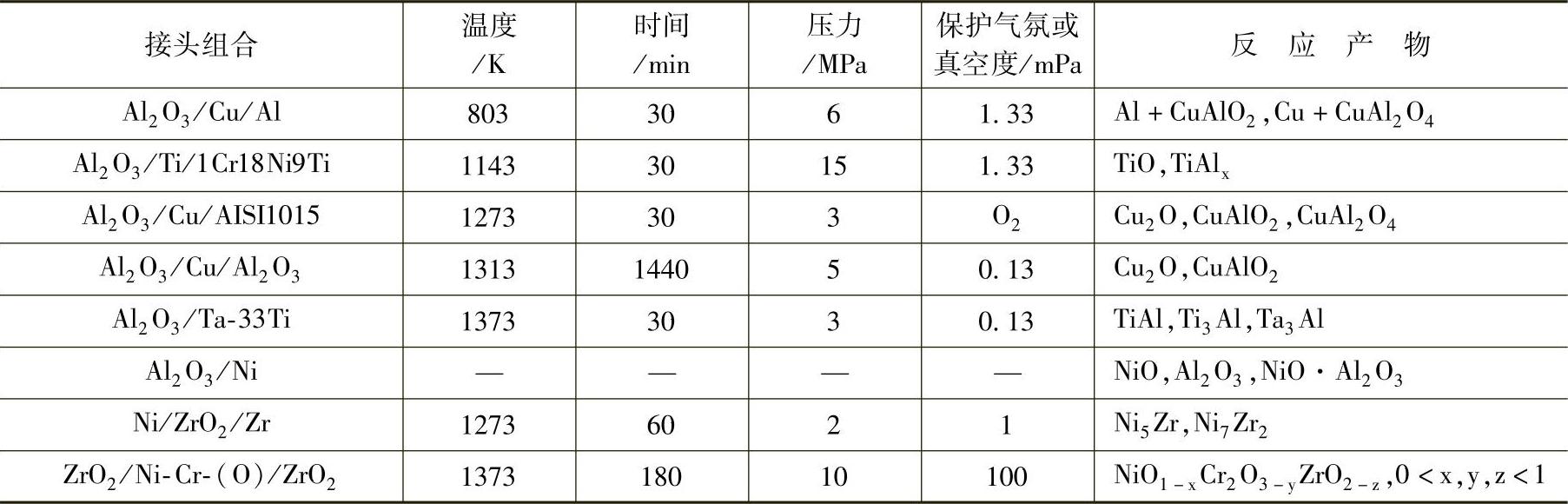
表6.8-13~表6.8-16为陶瓷与金属连接接头的界面反应产物。图6.8-3、图6.8-4和表6.8-17为Al2O3-TiC/W18Cr4V界面过渡区的相结构及扩散焊的界面抗剪强度。图6.8-5~图6.8-10所示为焊接参数对接头强度的影响。
表6.8-13 SiC陶瓷与金属连接接头的界面反应产物
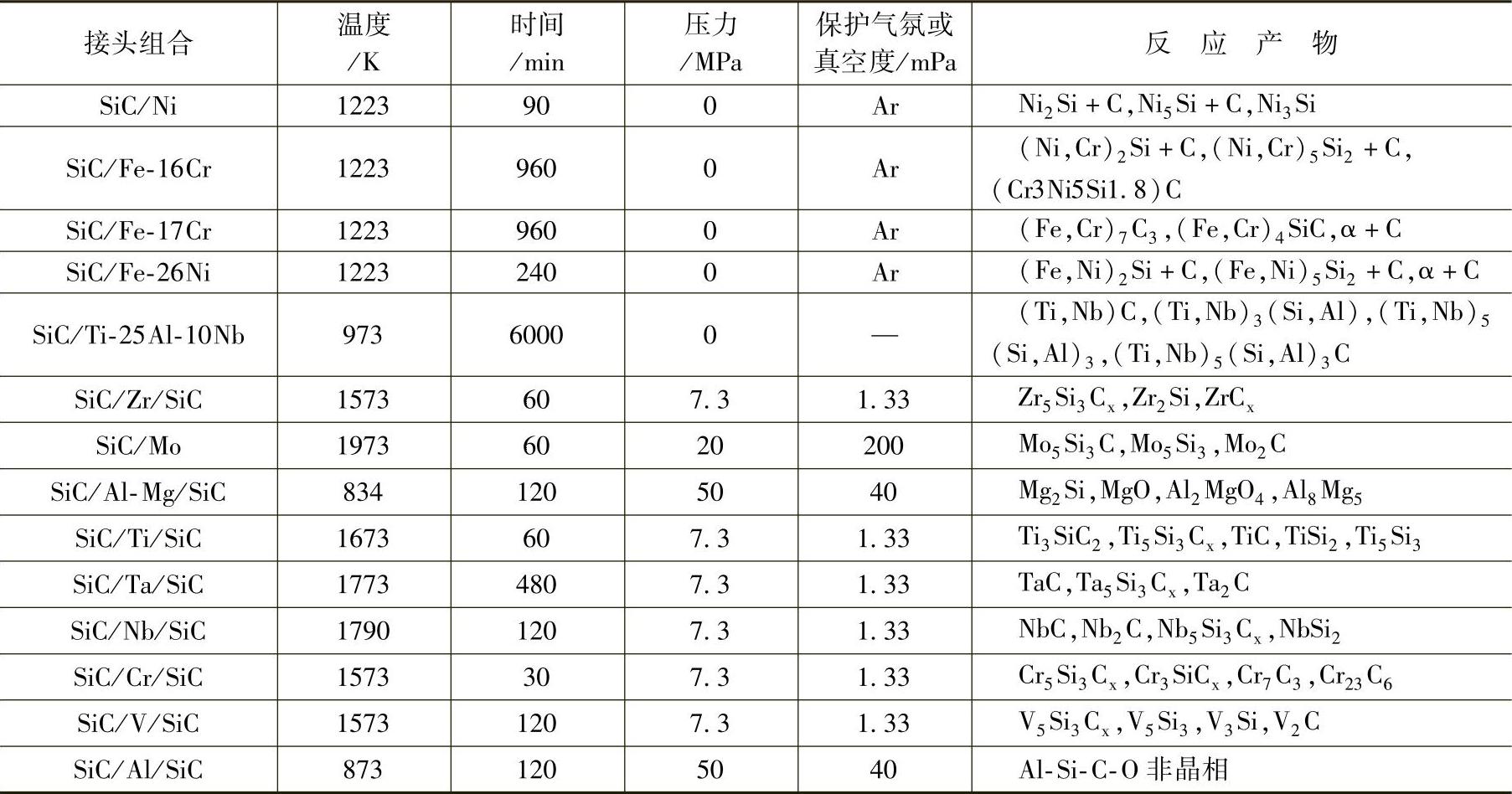
表6.8-14 Si3N4陶瓷与金属连接接头的界面反应产物

(续)
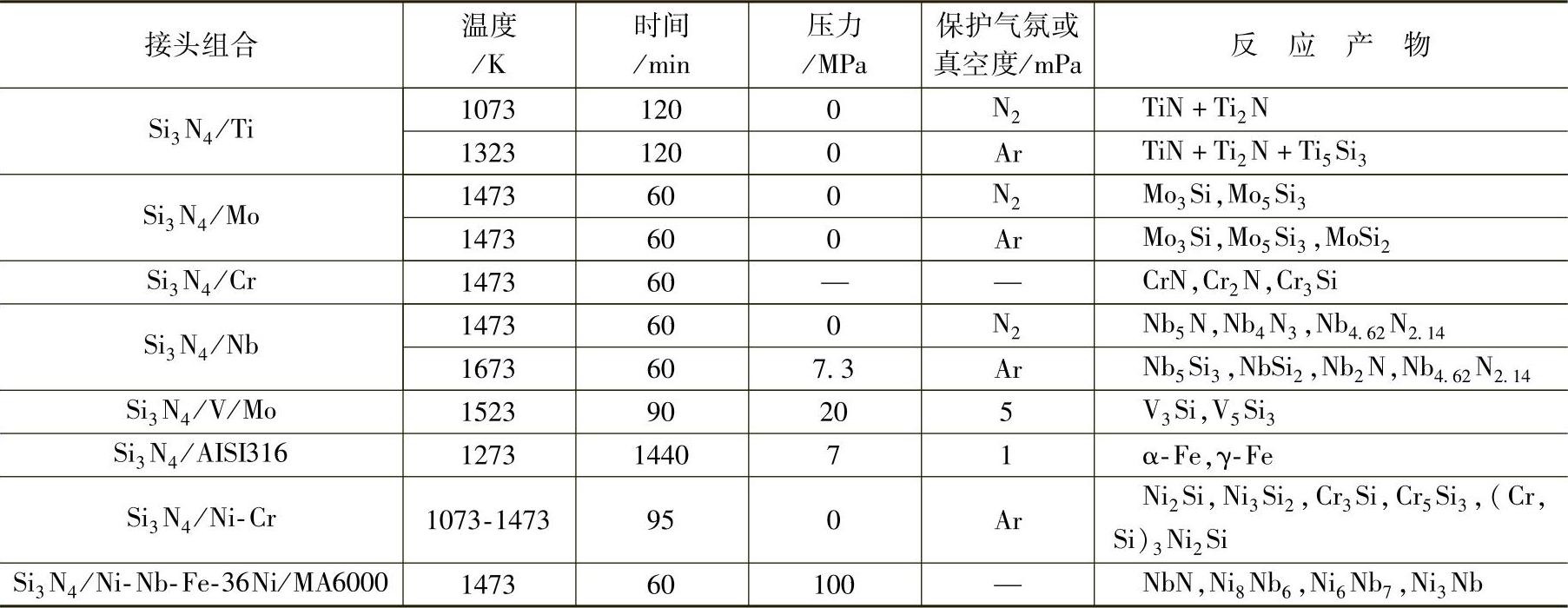
表6.8-15 Al2O3陶瓷与金属连接接头的界面反应产物
 (https://www.xing528.com)
(https://www.xing528.com)
表6.8-16 不同类型陶瓷与金属接头中的界面反应产物
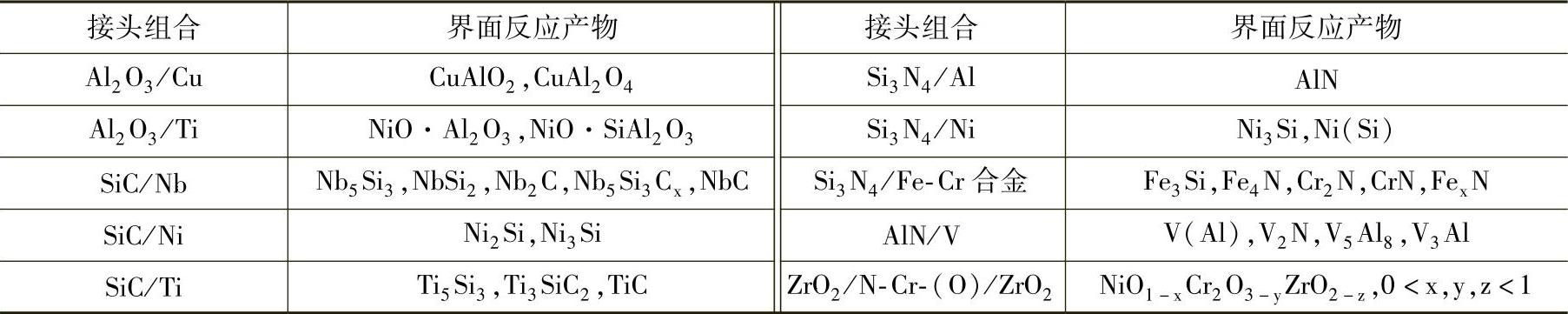

图6.8-3 Al2O3-TiC/W18Cr4V扩散连接界面过渡区组织结构
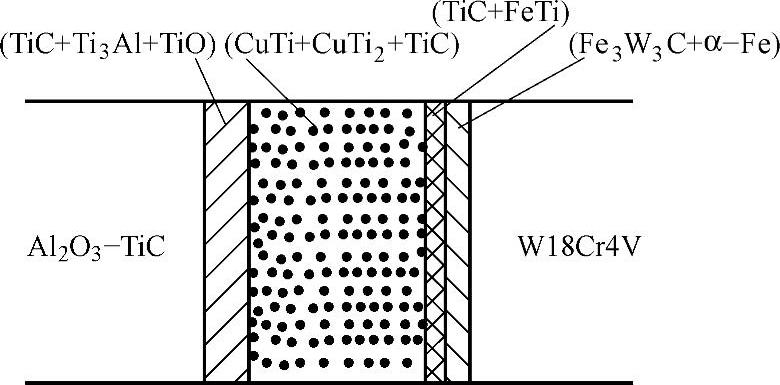
图6.8-4 Al2O3-TiC/W18Cr4V界面过渡区的相结构
表6.8-17 Al2O3-TiC/W18Cr4V扩散连接界面抗剪强度


图6.8-5 加热温度对扩散焊接头强度的影响
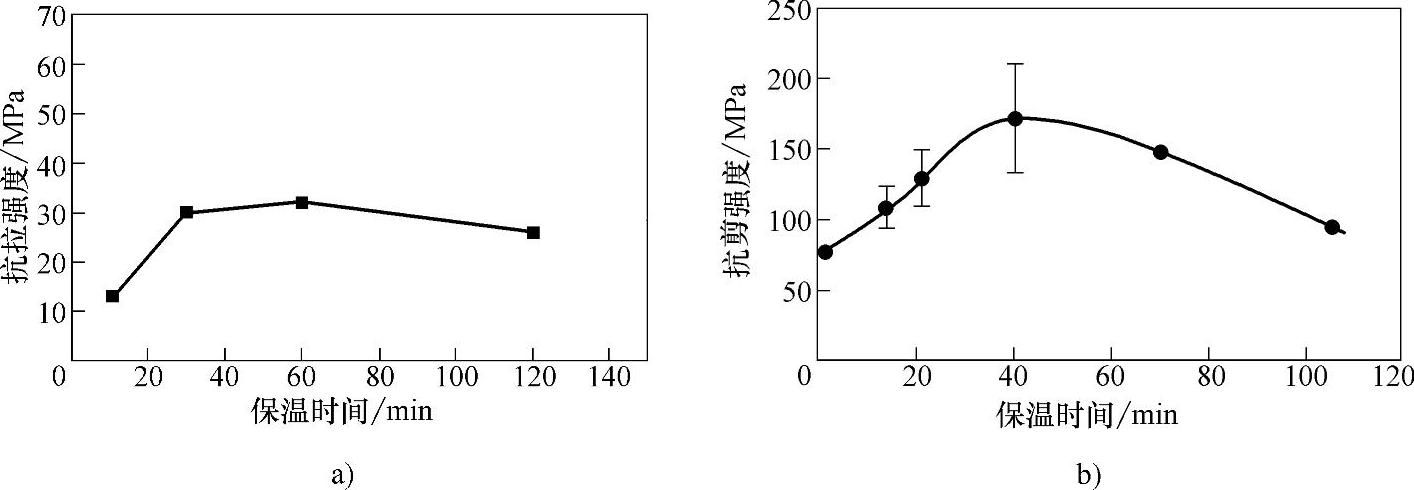
图6.8-6 保温时间对接头强度的影响
a)对抗拉强度的影响 b)对抗剪强度的影响

图6.8-7 压力对扩散焊接头强度的影响
a)对抗剪强度的影响 b)对抗弯强度的影响

图6.8-8 表面粗糙度对接头抗弯强度的影响

图6.8-9 环境条件对接头抗弯强度的影响
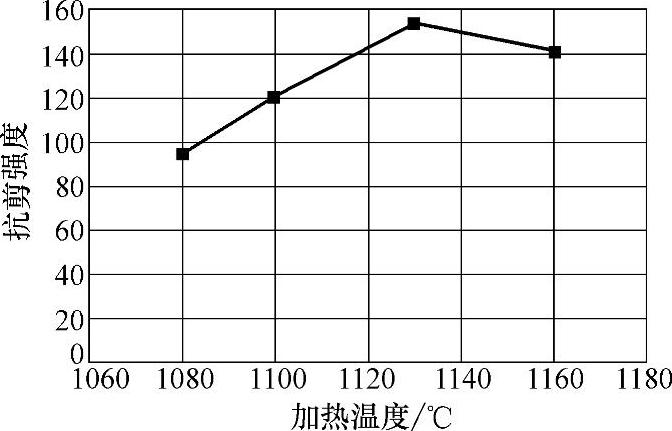
图6.8-10 加热温度对Al2O3-TiC/W18Cr4V扩散界面抗剪强度的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。