



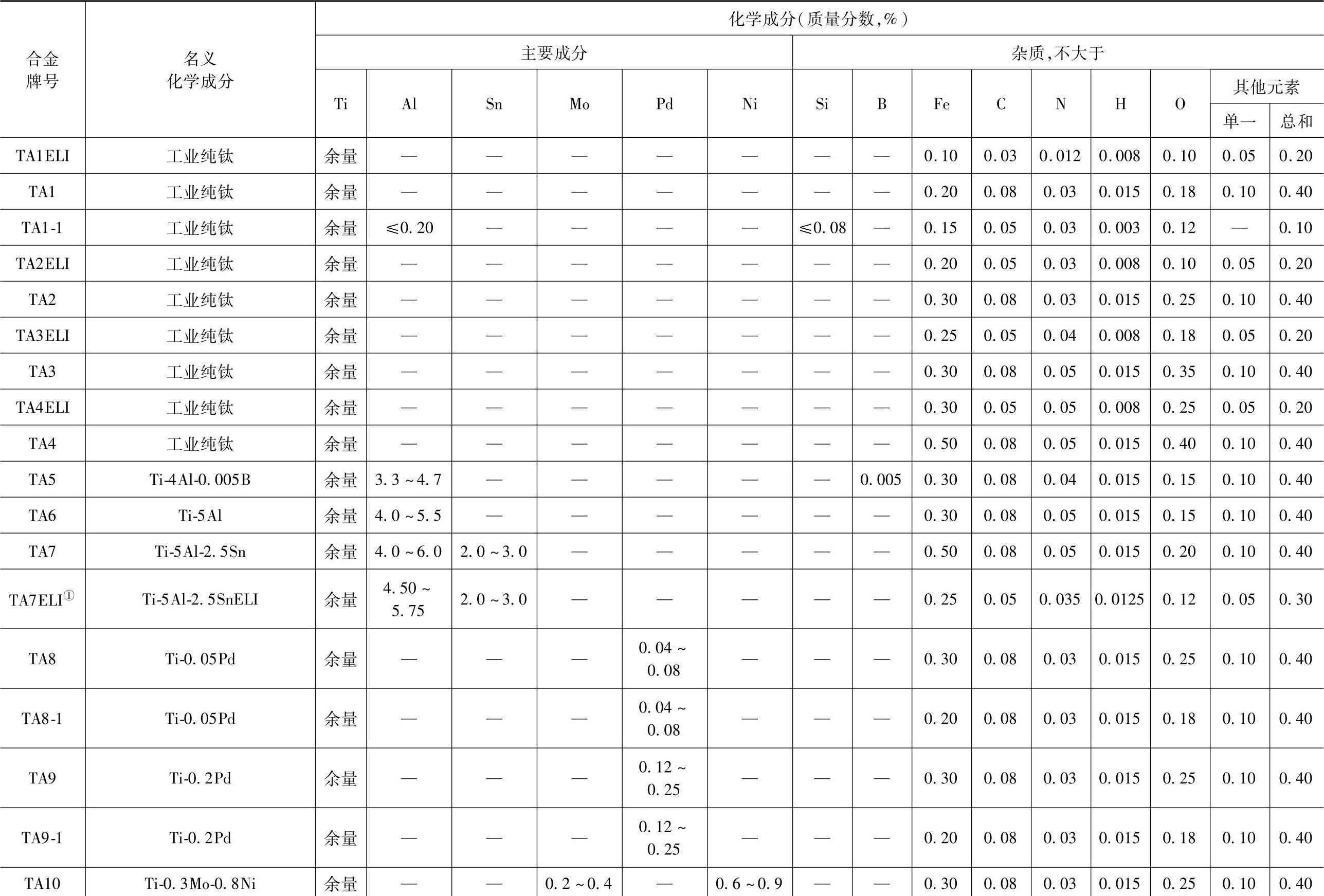
根据退火组织,可分为α钛合金、β钛合金和α+β钛合金三大类,牌号分别以TA、TB、TC和顺序数字表示。表6.6-53~表6.6-57为钛及钛合金的牌号、化学成分、物理性能及力学性能。
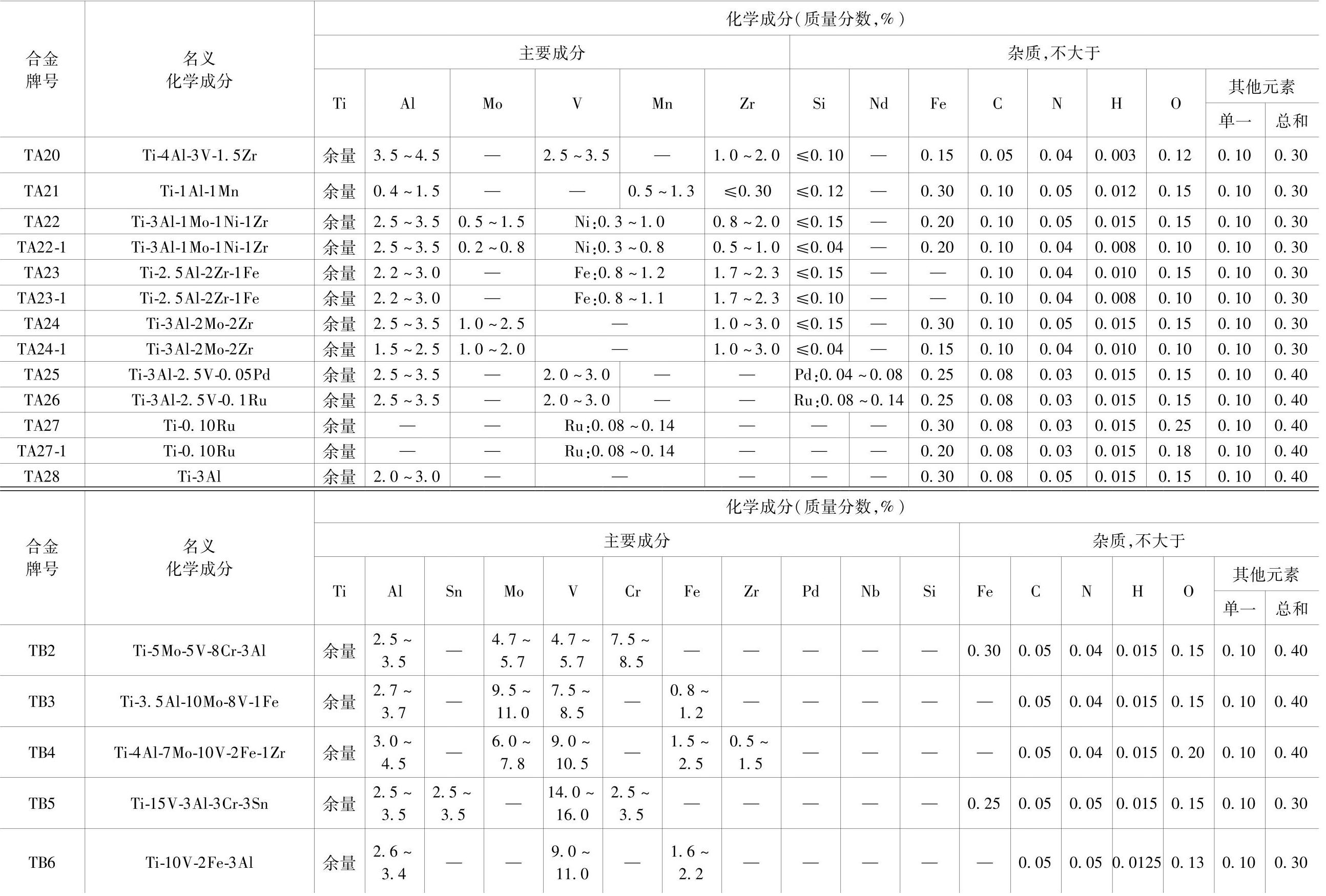
表6.6-53 钛及钛合金牌号和化学成分
(续)

(续)
(续)
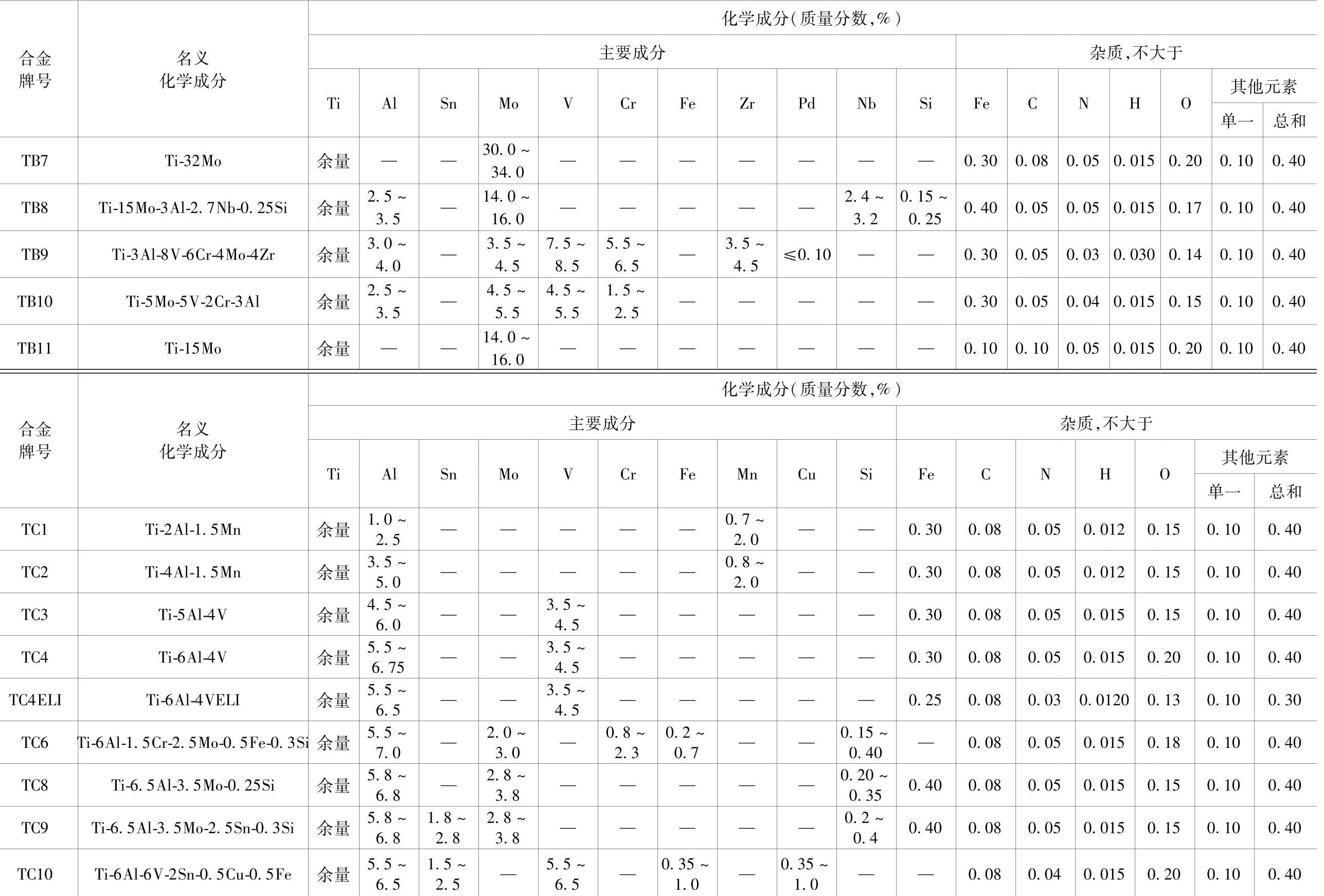
(续)

①TA7 ELI牌号的杂质“Fe+0”的总和应不大于0.32%(质量分数)。
表6.6-54 钛的主要物理性能(20℃)

表6.6-55 钛及钛合金的室温力学性能
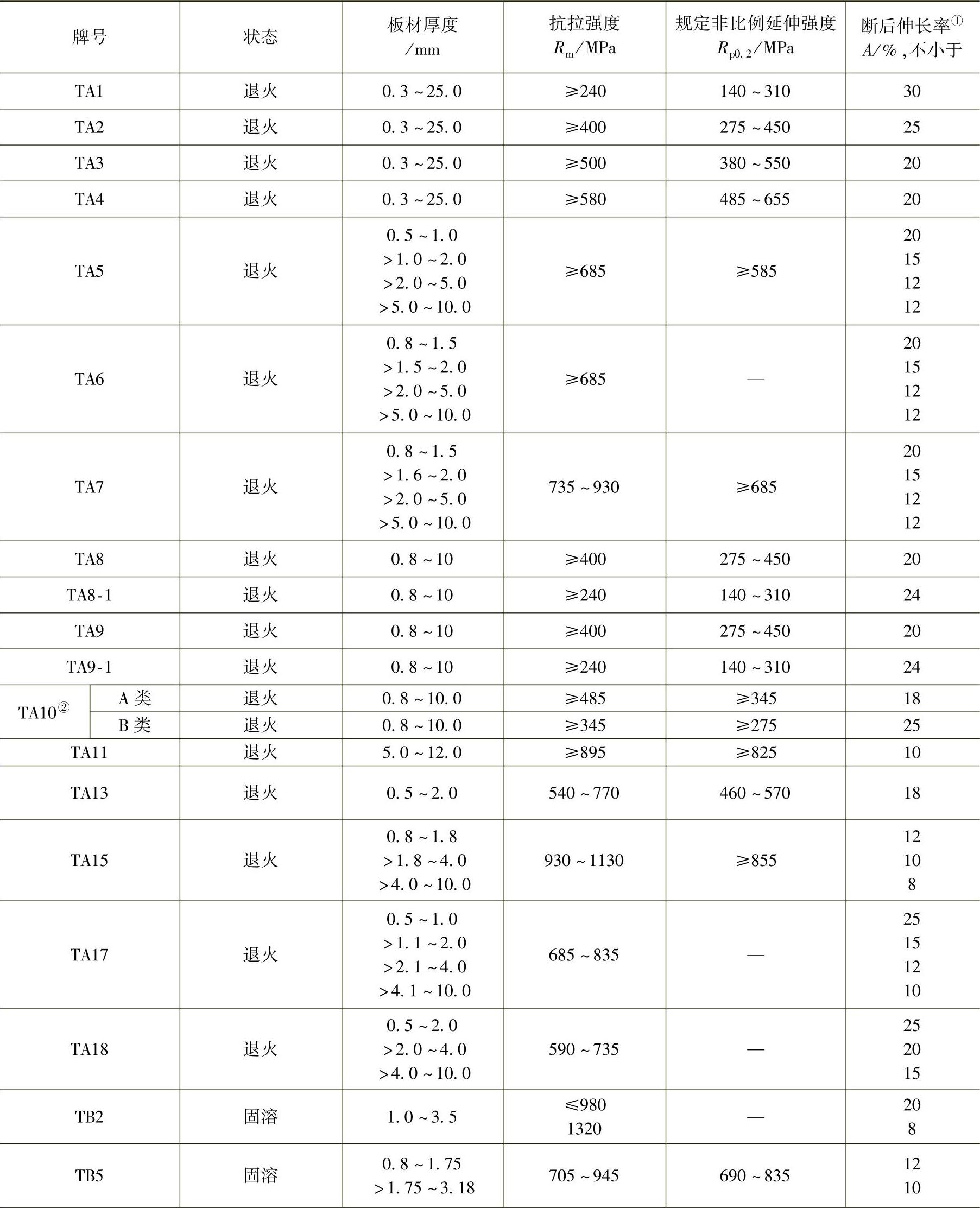
(续)

①厚度不大于0.64mm的板材,伸长率报实测值。
②正常供货按A类,B类适应于复合板复材,当需方要求并在合同中注明时,按B类供货。
表6.6-56 钛合金板材的高温力学性能

表6.6-57 钛合金板材弯芯直径和弯曲角

(续)
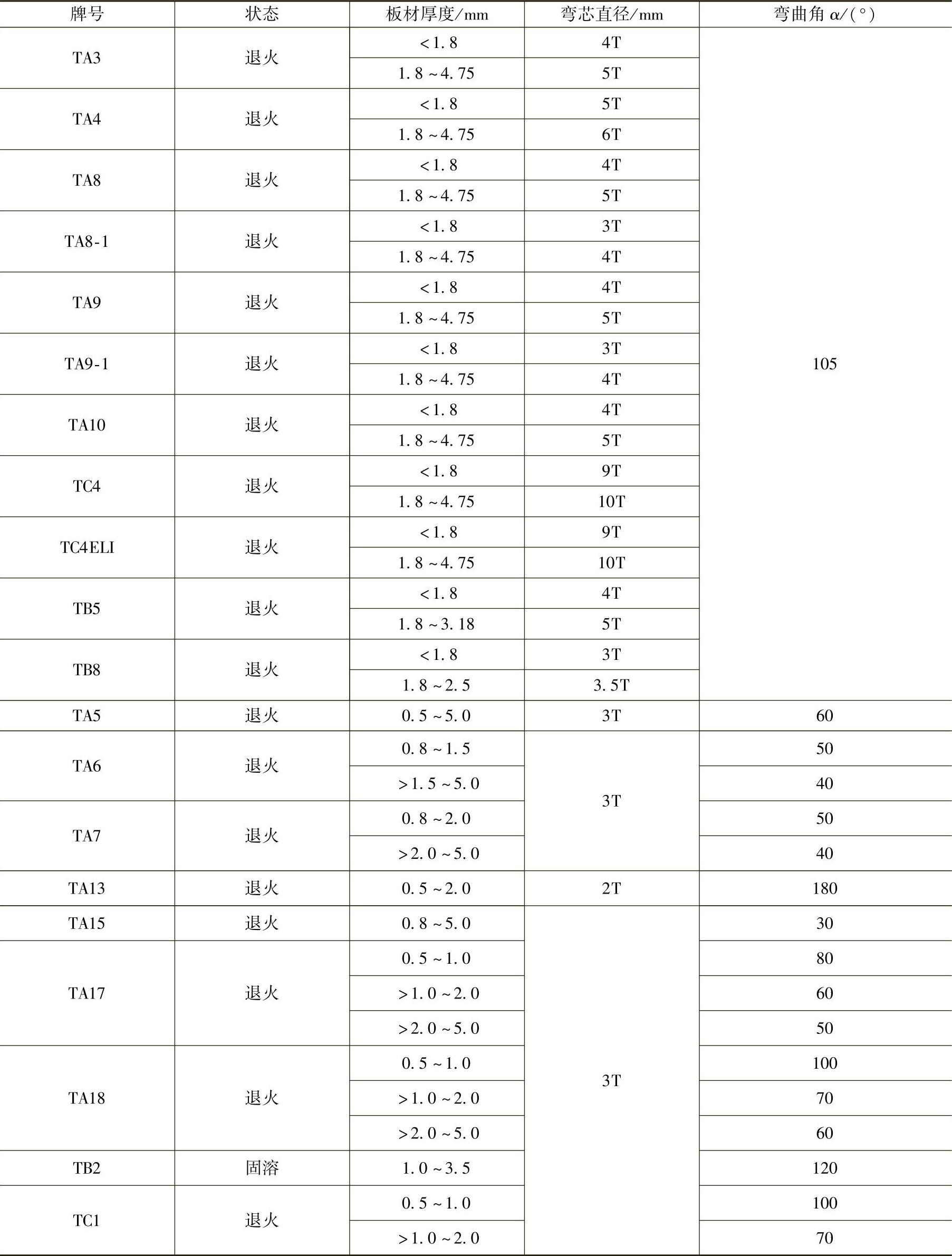
图6.6-30~图6.6-41为钛及钛合金中的杂质及对焊接接头力学性能的影响。表6.6-58为钛及钛合金焊缝形成气孔的影响因素。
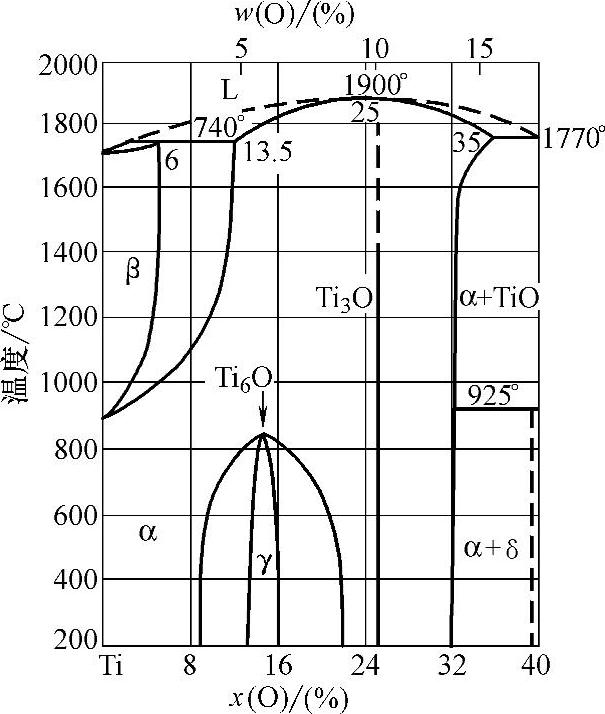
图6.6-30 钛-氧二元相图

图6.6-31 杂质元素(O、N、C)对纯钛力学性能的影响

图6.6-32 氢在α钛中的溶解度曲线
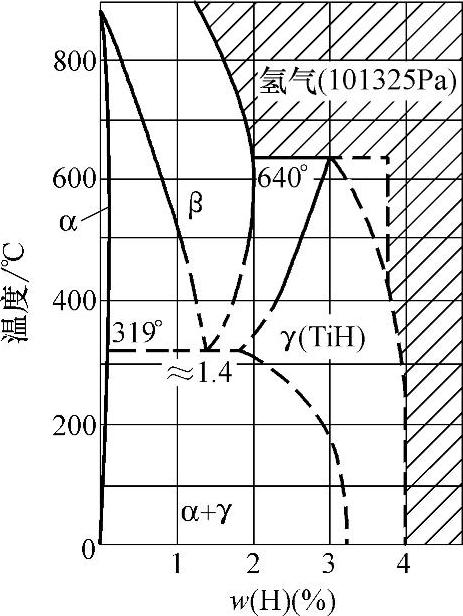
图6.6-33 钛-氢二元相图

图6.6-34 温度和时间对钛吸氧、氮、氢的影响
注:质量增加是用试件单位面积上增加的毫克表示。
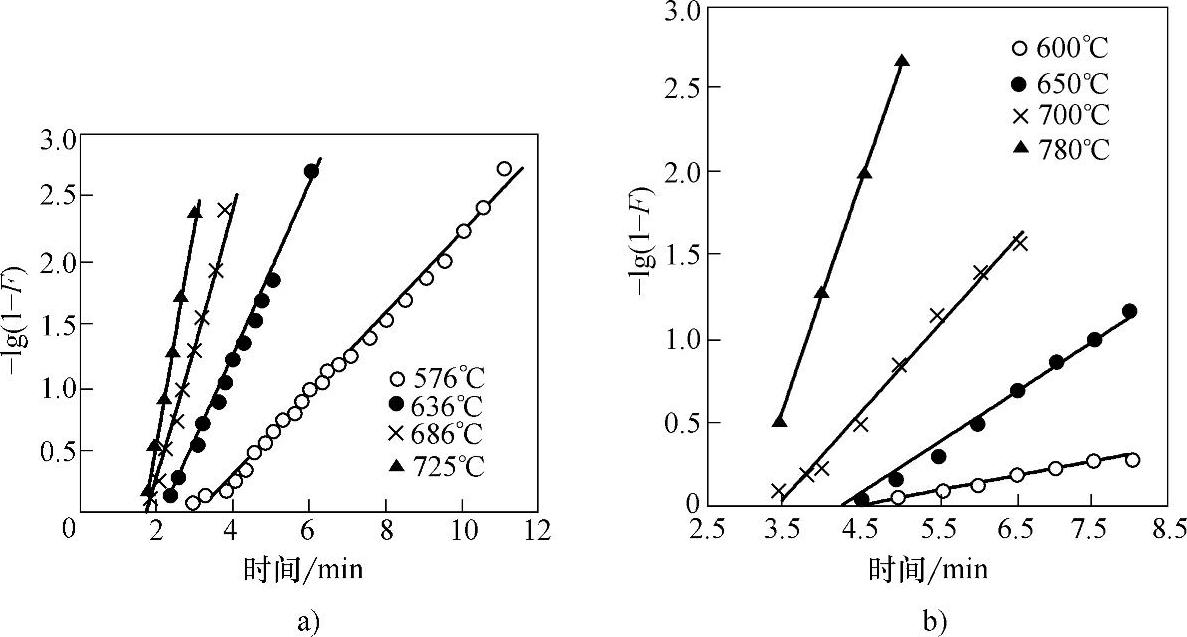
图6.6-35 纯钛定容变压条件下的吸、放氢曲线
a)吸氢曲线 b)放氢曲线
注:F为定容变压条件下的反应分数。

图6.6-36 焊缝中氮或氧的含量对接头强度(Rm)、塑性(R/δ)的影响
R—板材弯曲半径 δ—板材厚度

图6.6-37 氩气中氧、氮和空气含量对工业纯钛焊缝硬度的影响

图6.6-38 合金元素对钛合金接头强度的影响

图6.6-39 氢对工业纯钛焊缝金属力学性能的影响
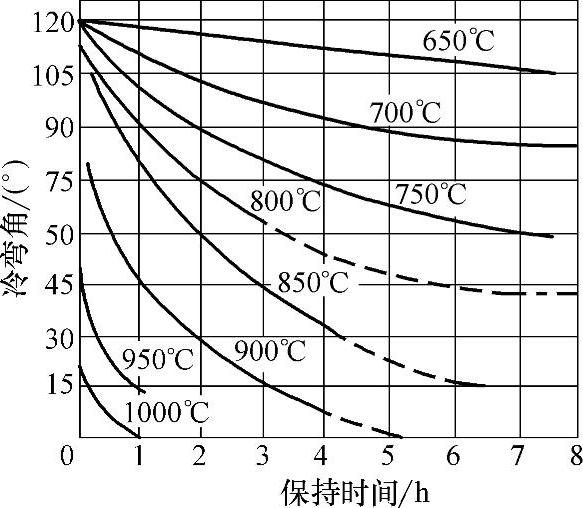
图6.6-40 保温时间对焊接接头弯曲性能的影响

图6.6-41 氢在高温钛中的溶解度
表6.6-58 钛及钛合金焊缝形成气孔的影响因素

表6.6-59为钛及钛合金的主要焊接方法及特点。表6.6-60为钨极氩弧焊焊接钛及钛合金的保护措施。图6.6-42~图6.6-45所示为钛合金焊接工装卡具。表6.6-61为垫板成形槽尺寸及压板间距。表6.6-62为工业纯钛焊缝表面颜色与接头冷弯角的关系。表6.6-63~表6.6-79为钛及钛合金各种焊接方法的焊接参数及接头力学性能。
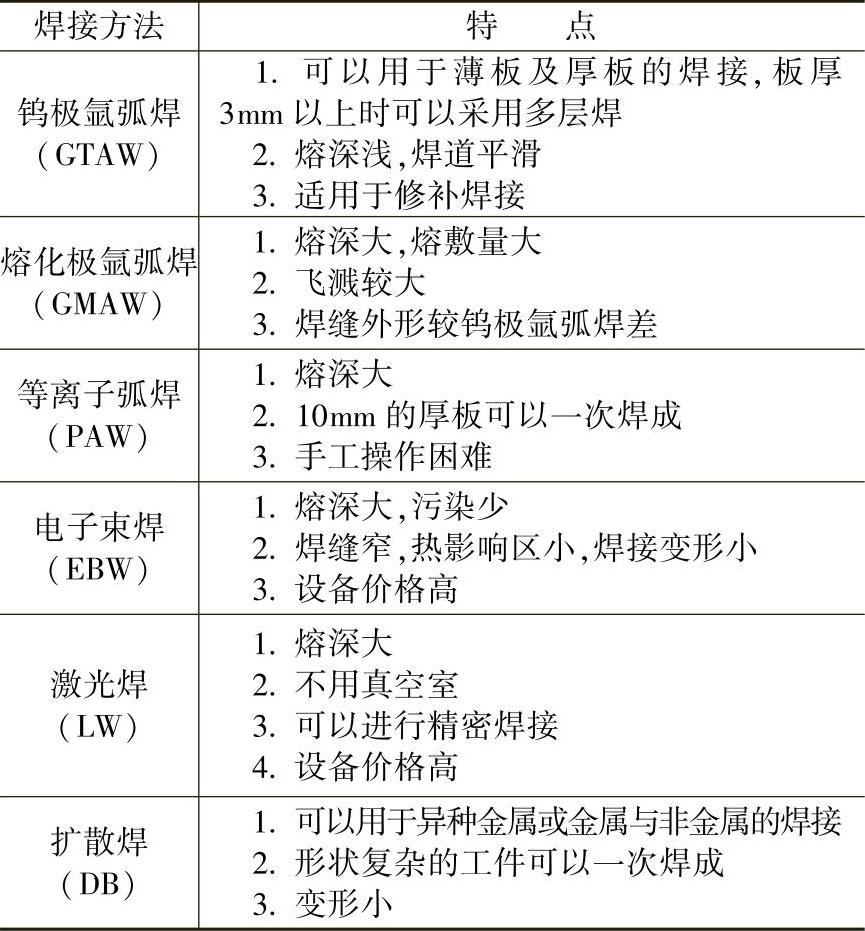
表6.6-59 钛及钛合金的主要焊接方法及特点
 (https://www.xing528.com)
(https://www.xing528.com)
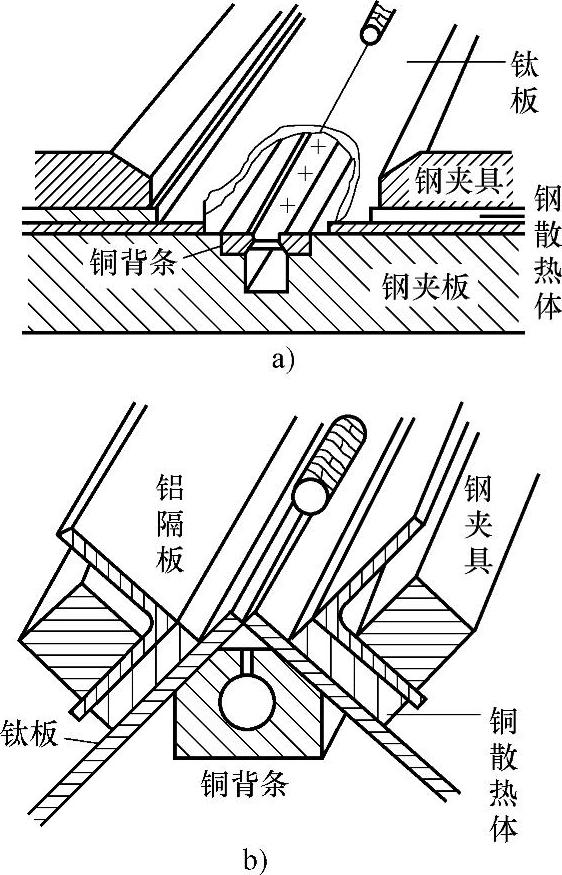
图6.6-42 钛合金焊接卡具和工装示意图
a)对接焊缝排置 b)角焊缝排置
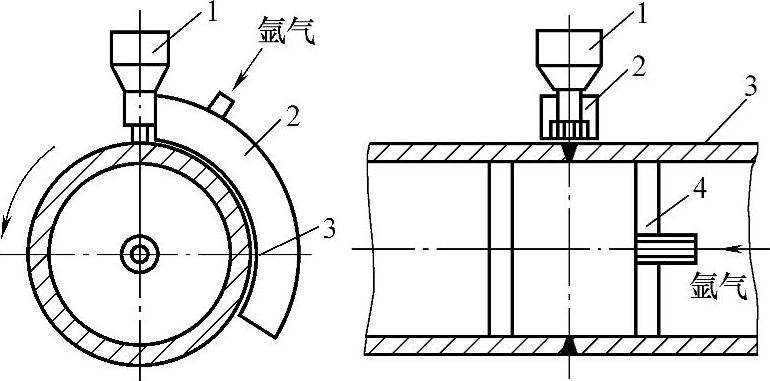
图6.6-43 钛合金管子对接环缝焊时的拖罩
1—焊炬 2—环形拖动 3—管子 4—金属或纸质挡板
表6.6-60 钨极氩弧焊焊接钛及钛合金的保护措施
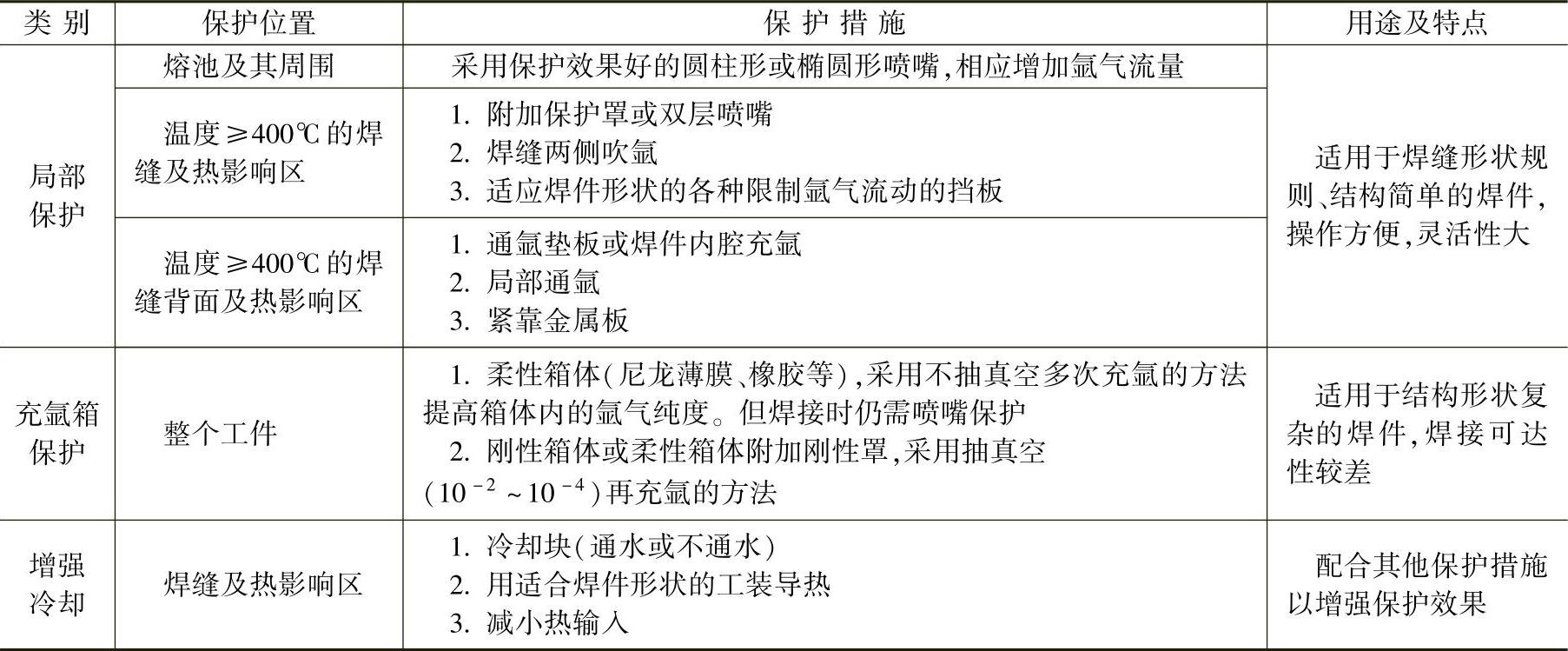

图6.6-44 钛合金板氩弧焊用的焊炬及拖罩
1—绝缘帽 2—压紧螺母 3—钨极夹头 4—进气管 5—进水管 6—喷嘴 7—气体透镜 8—进气管 9—气体分布管 10—拖罩外壳 11—铜丝网 12—帽檐

图6.6-45 钛合金焊缝反面通氩气保护用垫板
1—铜垫板 2—压板 3—纯铜冷却板 4—钛板 5—出水管 6—进水管
表6.6-61 垫板成形槽尺寸及压板间距

表6.6-62 工业纯钛焊缝表面颜色与接头冷弯角的关系

表6.6-63 钛及钛合金手工钨极氩弧焊的焊接参数
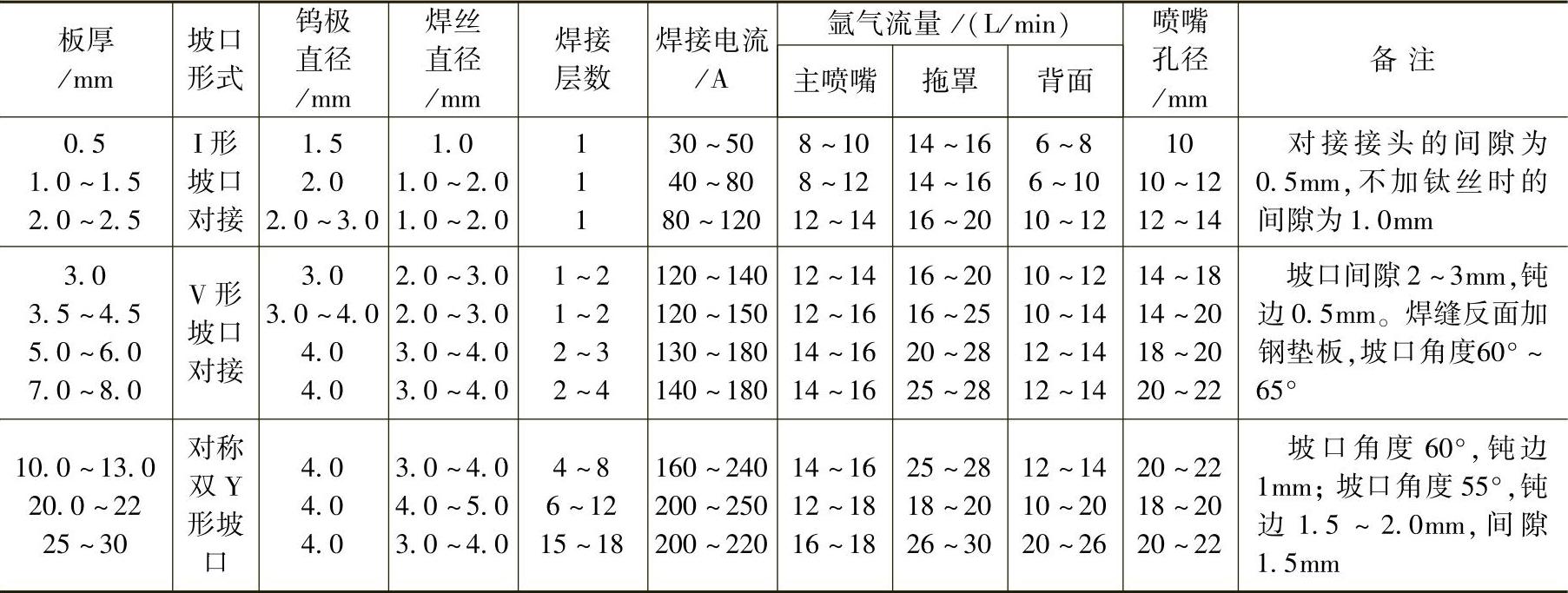
表6.6-64 钛及钛合金自动钨极氩弧焊的焊接参数

表6.6-65 TC4钛合金自动GMAW焊接的焊接参数

表6.6-66 钛管手工钨极氩弧焊的焊接参数

表6.6-67 钛及钛合金脉冲自动钨极氩弧焊的焊接参数

表6.6-68 钛及钛合金焊后消除应力热处理的参数

表6.6-69 厚度2.5mm的Ti-6Al-4V合金的焊接参数

表6.6-70 Ti-6Al-4V合金A-GTAW焊缝的化学成分

表6.6-71 Ti-6Al-4V钛合金GTAW和A-GTAW焊接接头的化学成分

表6.6-72 钛及钛合金等离子弧焊(PAW)的焊接参数
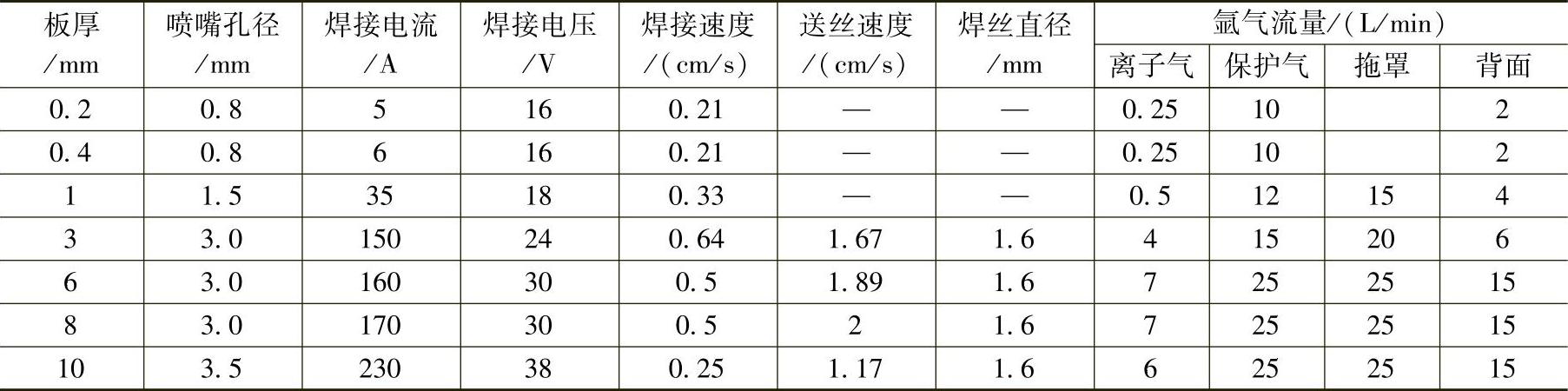
注:电源极性为直流正接,不开坡口。厚度0.2mm、0.4mm的板采用熔透法焊接,其余采用穿透法。
表6.6-73 钛合金真空电子束焊的焊接参数

(续)

表6.6-74 钛合金电子束焊缝的力学性能示例

表6.6-75 TC4合金焊接接头的力学性能

注:钨极氩弧焊(GTAW)采用TC3填充焊丝,而等离子弧焊(PAW)不填充焊丝。
表6.6-76 钛及钛合金闪光电阻对焊的焊接参数
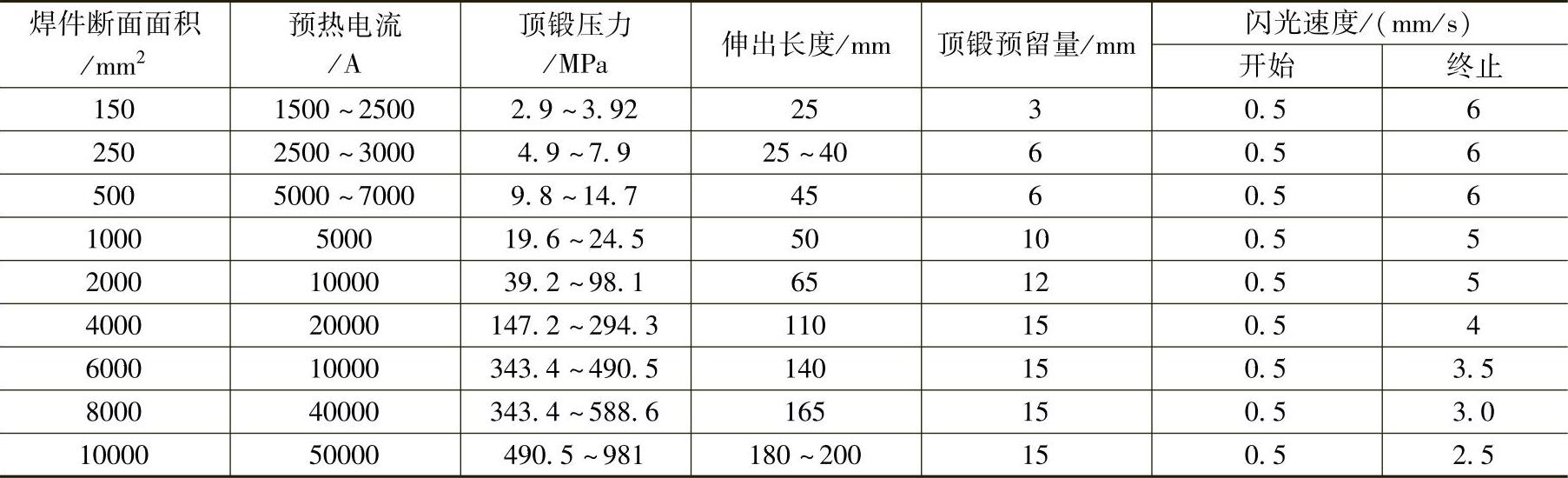
表6.6-77 钛及钛合金电阻点焊的焊接参数

(续)

表6.6-78 工业纯钛电阻缝焊的焊接参数

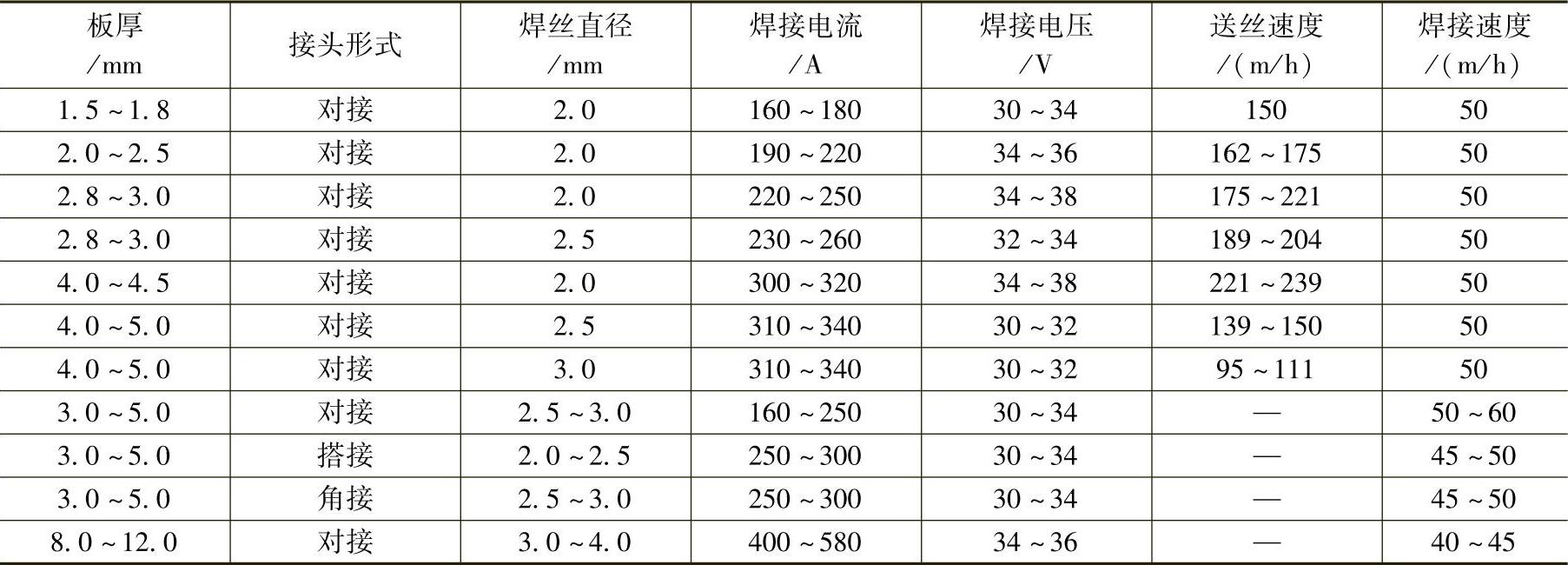
表6.6-79 钛合金板埋弧焊的焊接参数(采用无氧焊剂)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。