



图6.6-27所示为镁合金的分类。表6.6-27~表6.6-33所列为常用镁合金牌号、化学成分、物理性能及力学性能。
表6.6-27 中国与美国常用镁合金牌号对照
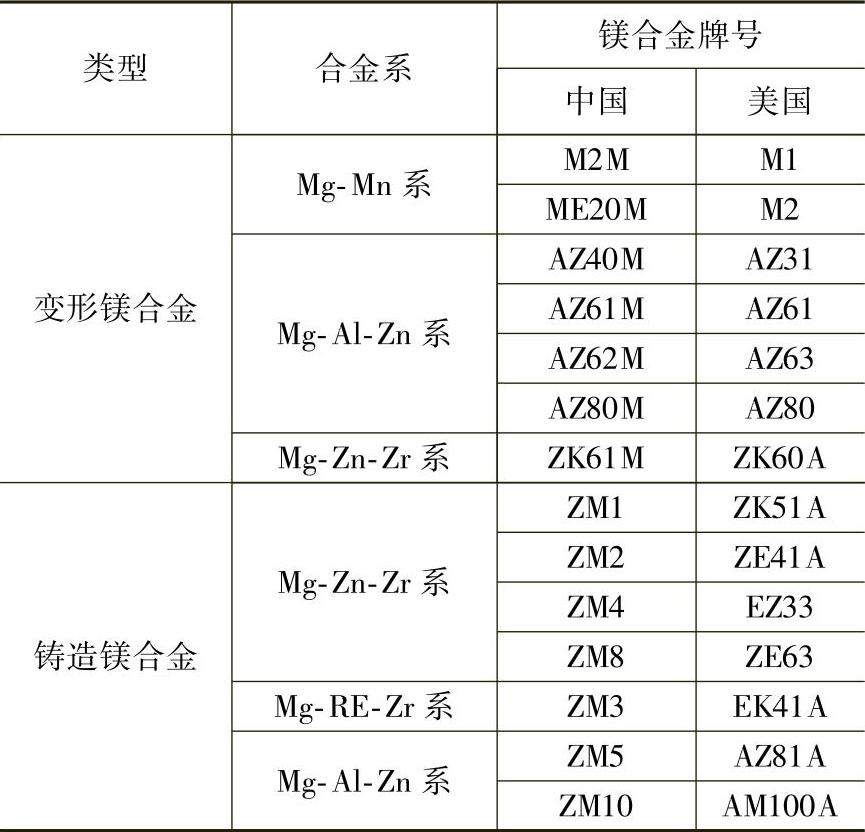
表6.6-28 常见铸造镁合金的化学成分
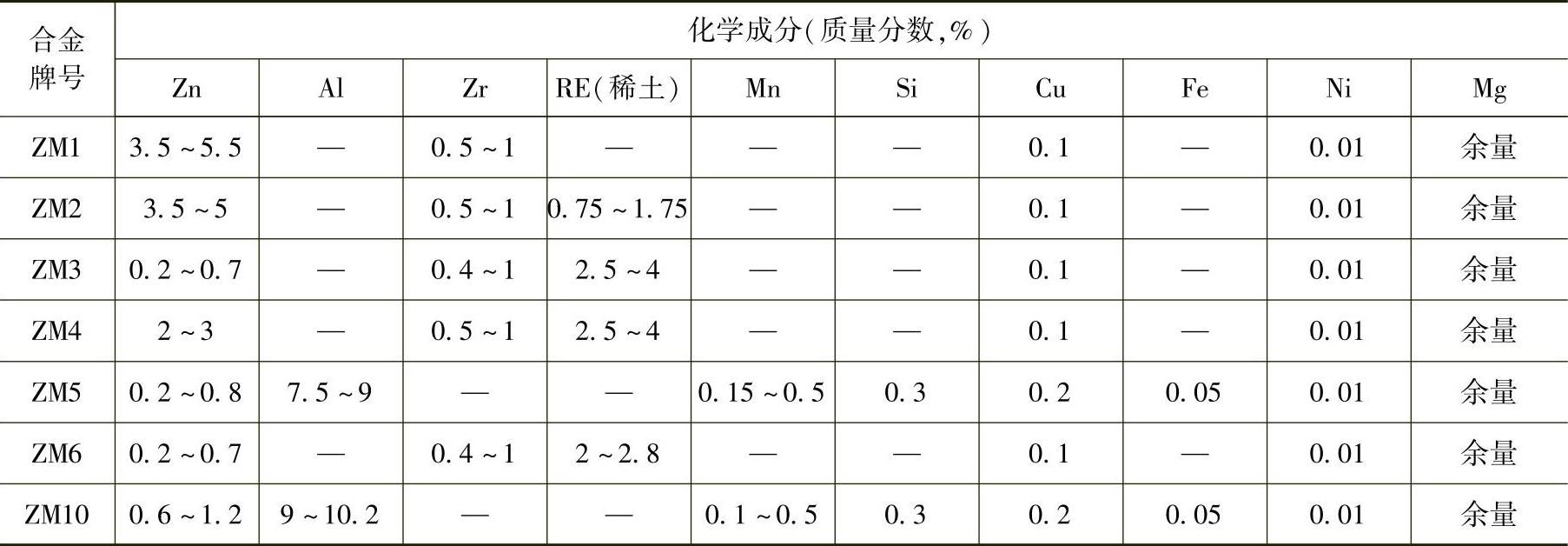
表6.6-29 变形镁及镁合金化学成分
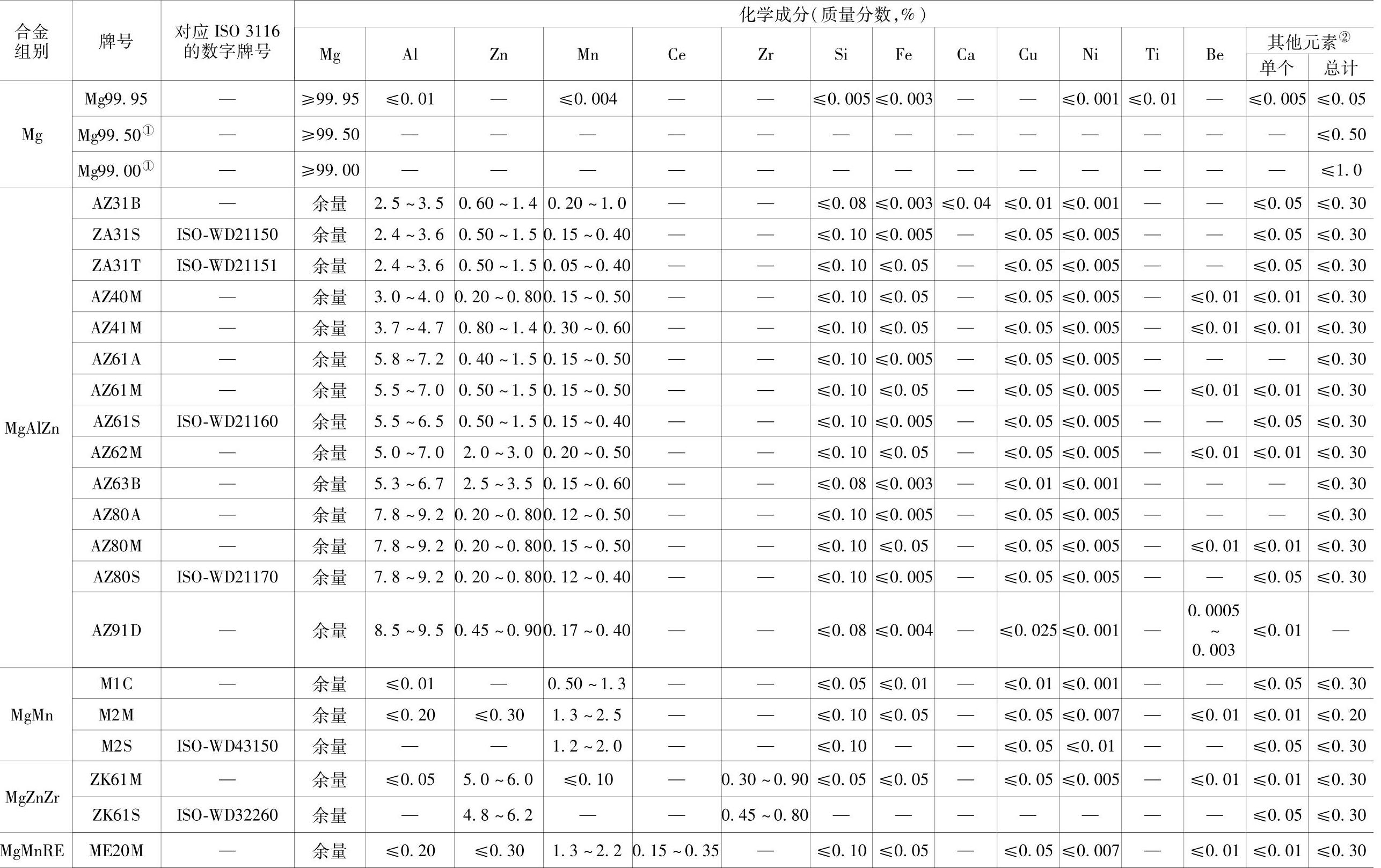
①Mg99.50、Mg99.00中镁的质量分数=100%-w(Fe+Si)-除Fe、Si之外的所有元素的质量分数≥0.01%的杂质元素的质量分数之和。
②其他元素指在本表表头中列出了元素符号,但在本表中却未规定极限含量的元素。
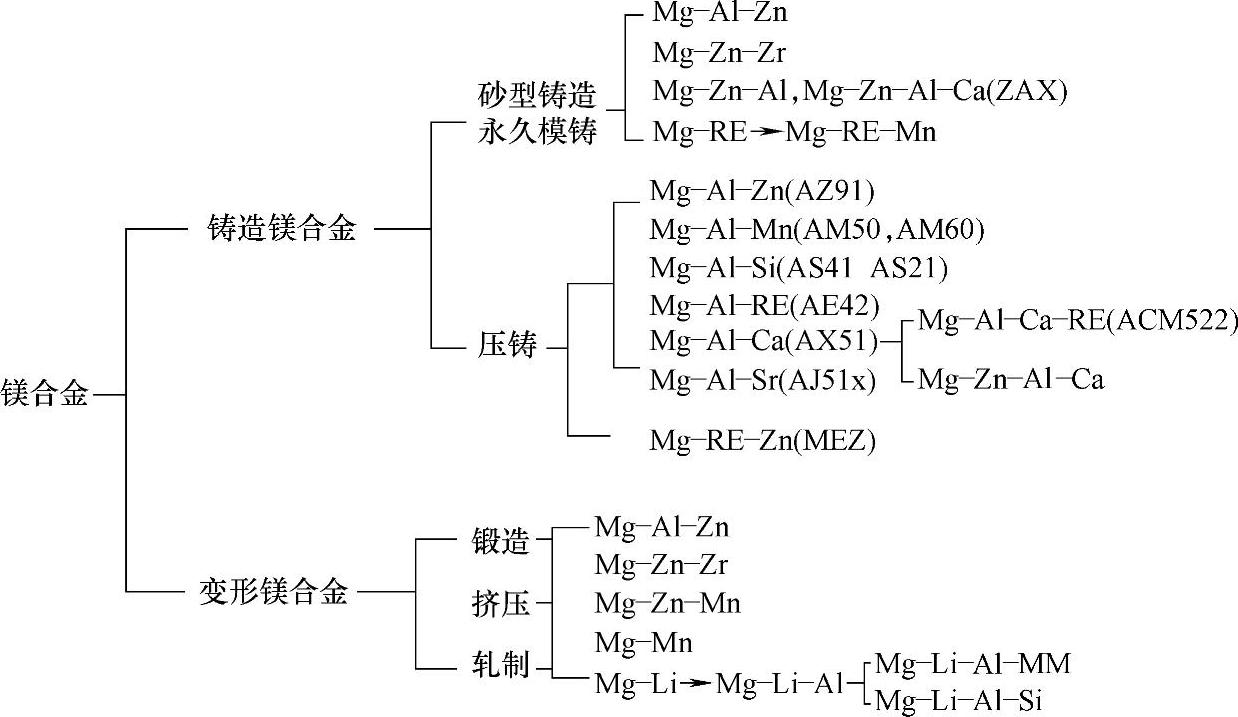
图6.6-27 镁合金的分类示意图
表6.6-30 纯镁的物理性能和力学性能
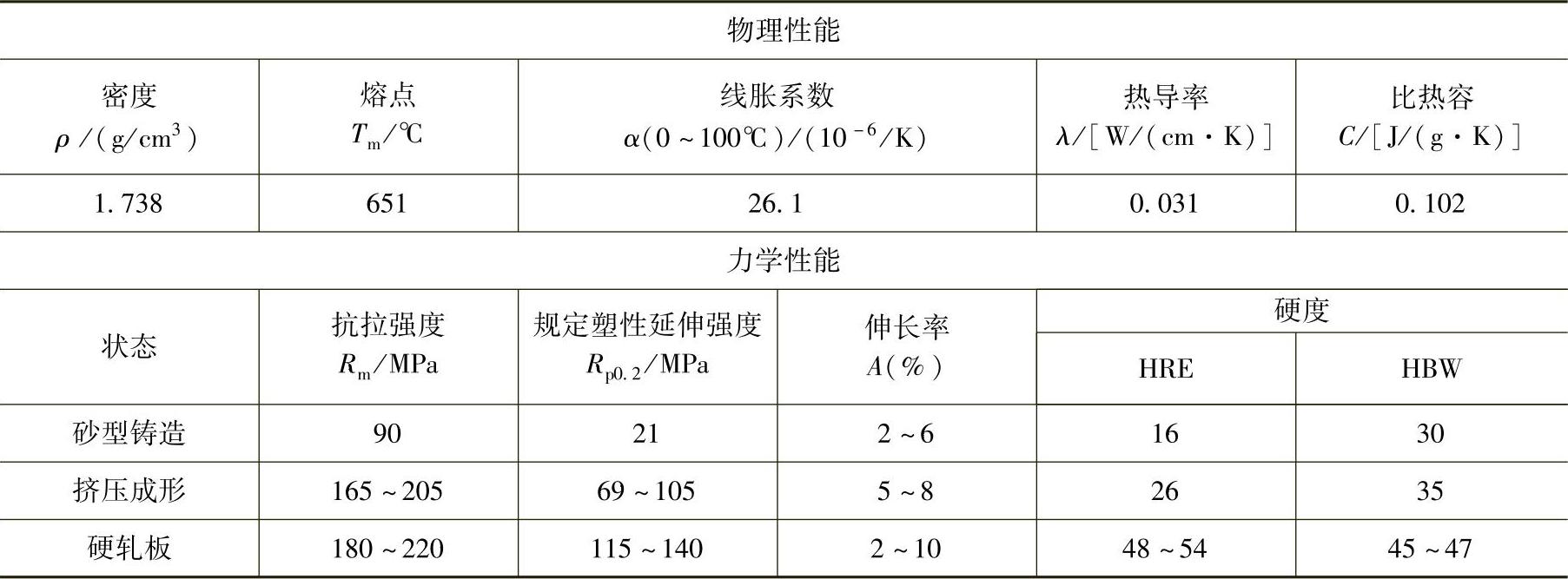
表6.6-31 铸造镁合金的力学性能
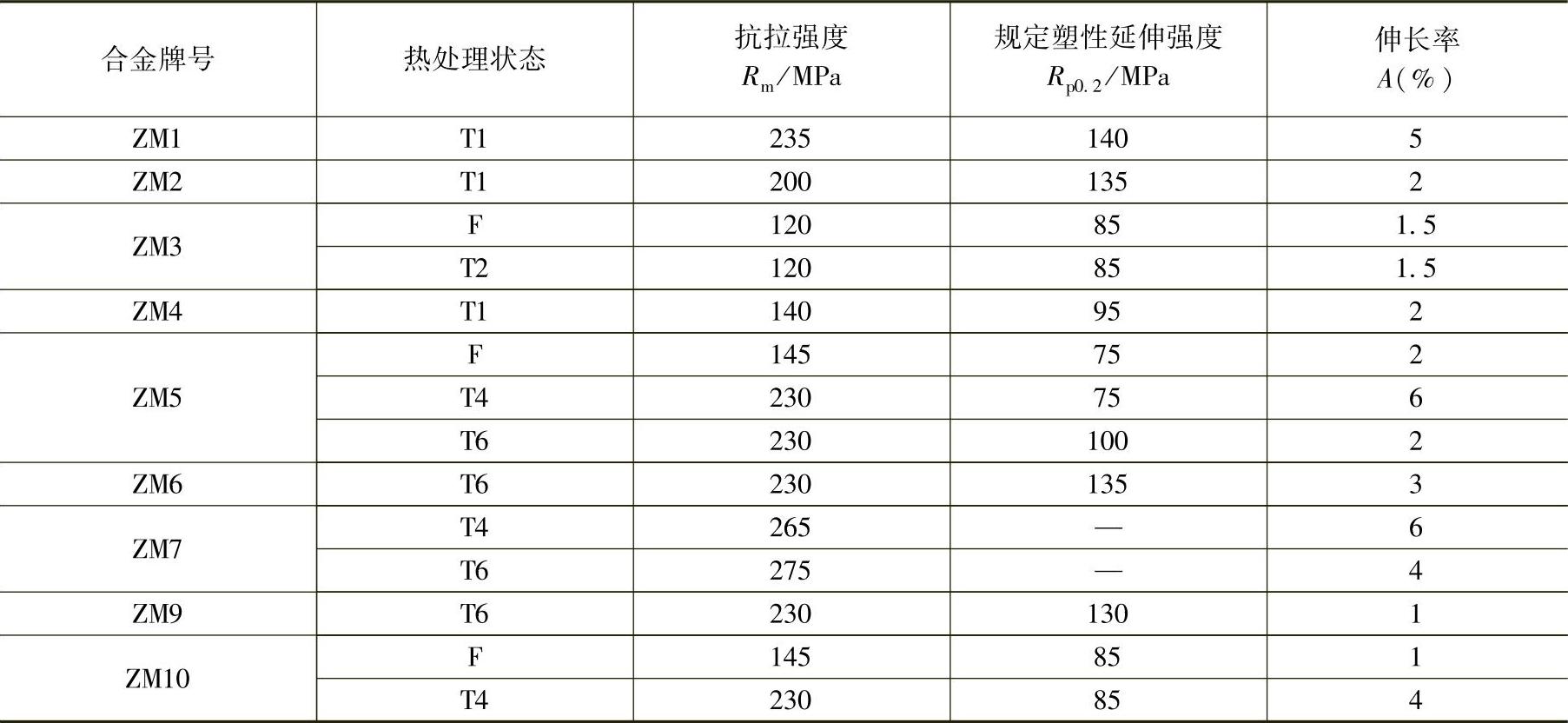
注:T1—人工时效 T2—退火 T4—固溶处理 T6—固溶处理加完全人工时效 F—自由加工状态。
表6.6-32 部分Mg-Al-Zn系镁合金的力学性能和疲劳性能

注:T4—固溶处理;T6—固溶处理加完全人工时效;F—自由加工状态。
表6.6-33 各种变形镁合金的力学性能示例
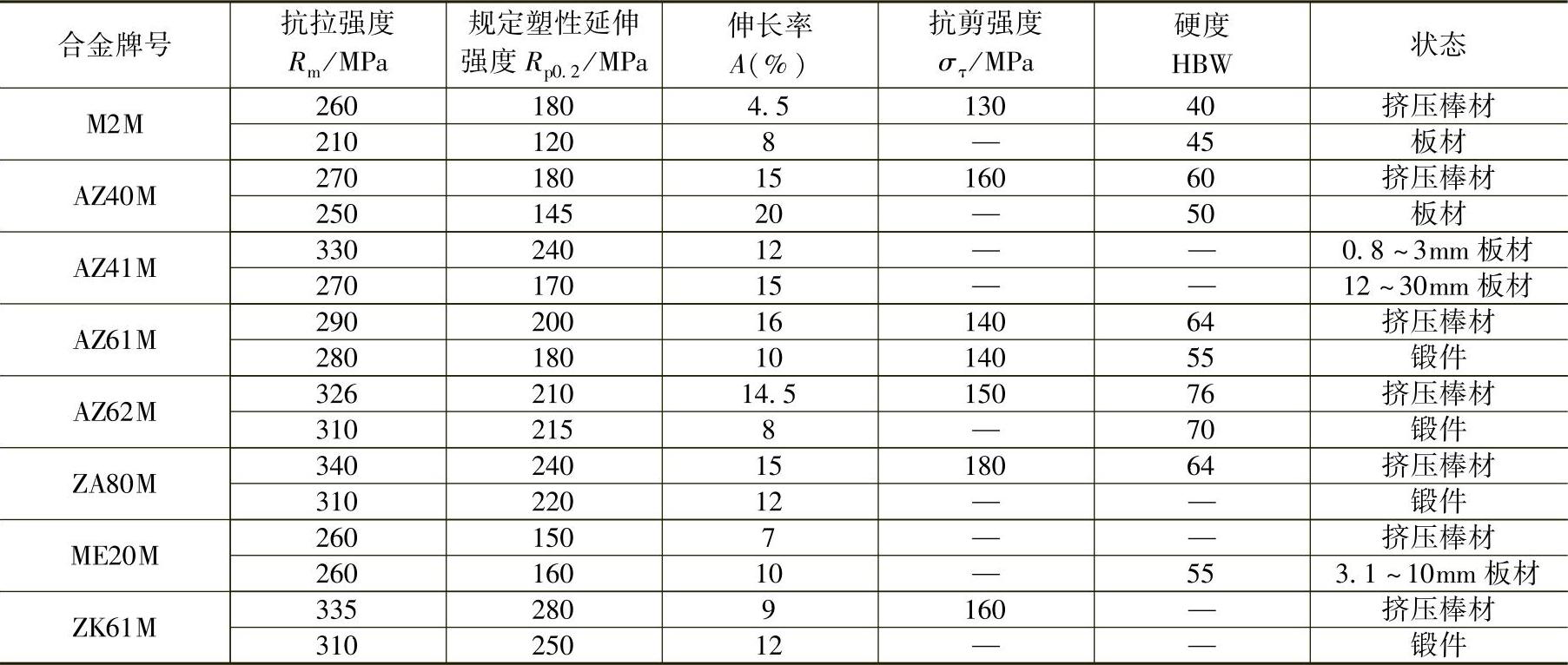
图6.6-28所示为Mg-Al-Mn三元合金相图。表6.6-34所列为合金元素对镁合金性能的影响。表6.6-35所列为镁合金中可能出现的沉淀过程。表6.6-36所列为镁合金化合物的熔点。
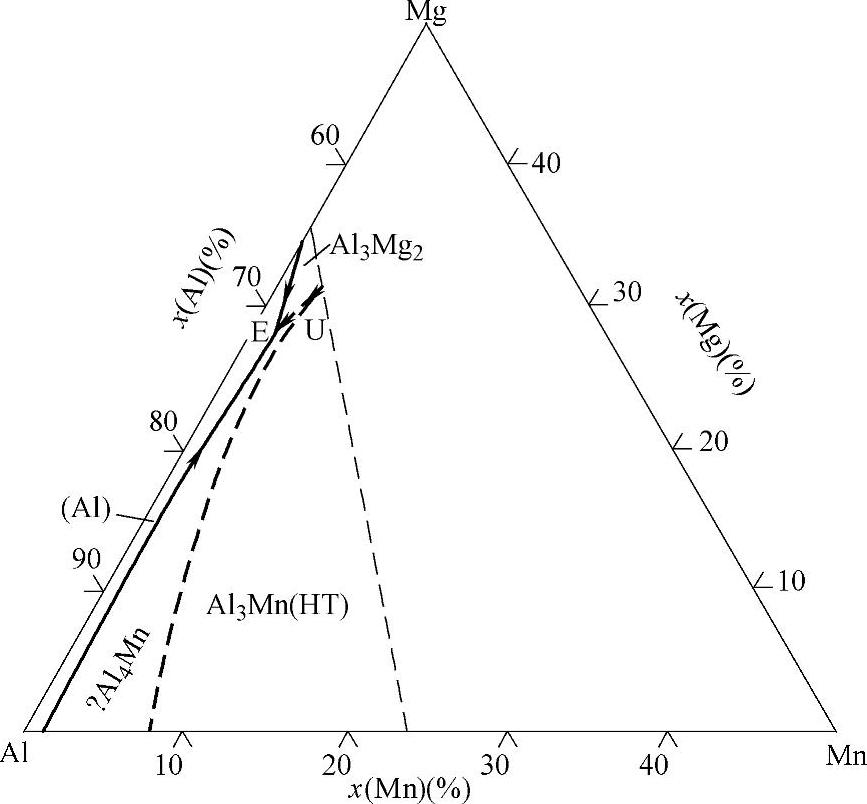
图6.6-28 Mg-Al-Mn三元合金相图
注:图中“?”表示目前仍未确定。
表6.6-34 合金元素对镁合金性能的影响
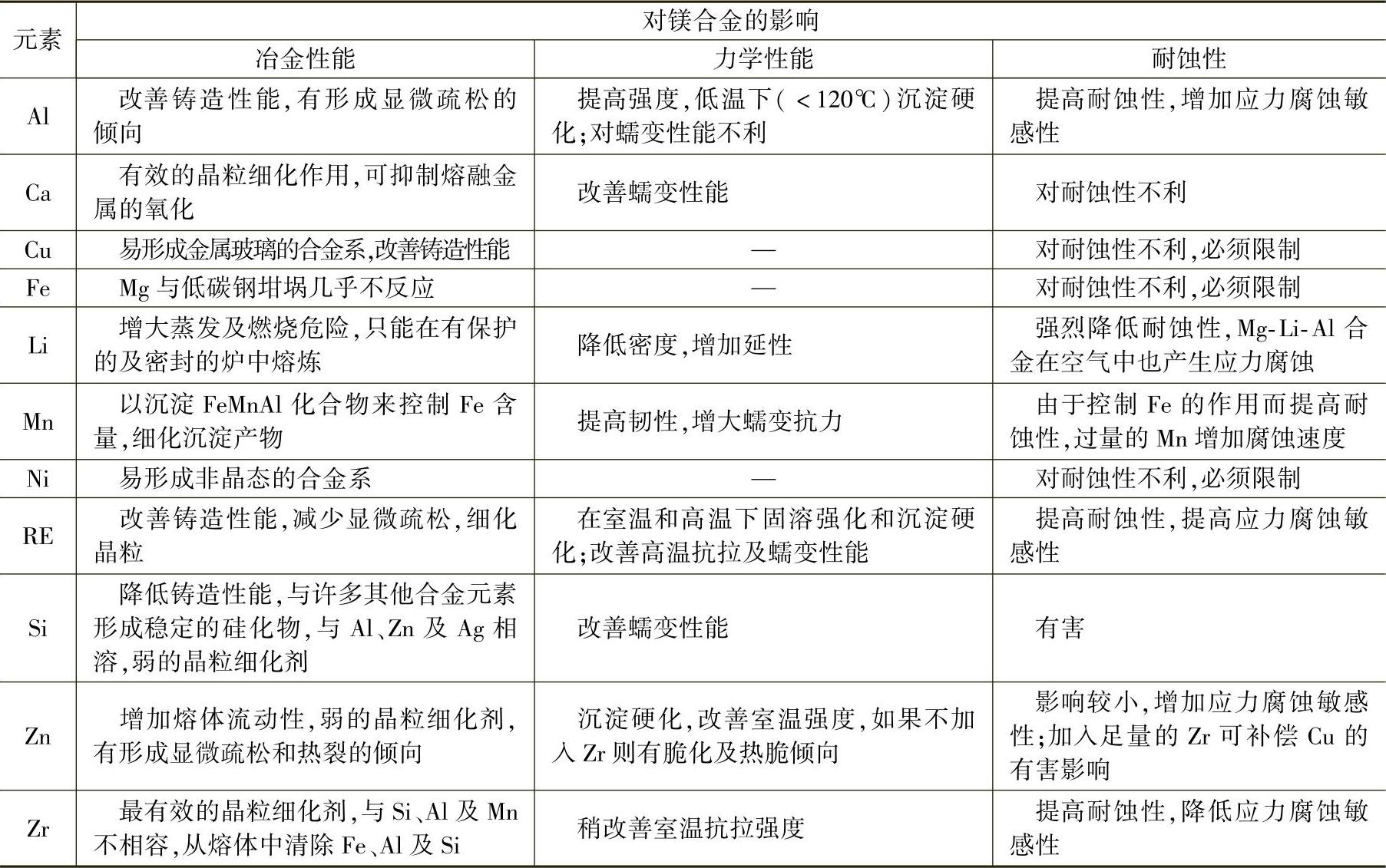
表6.6-35 镁合金中可能出现的沉淀过程
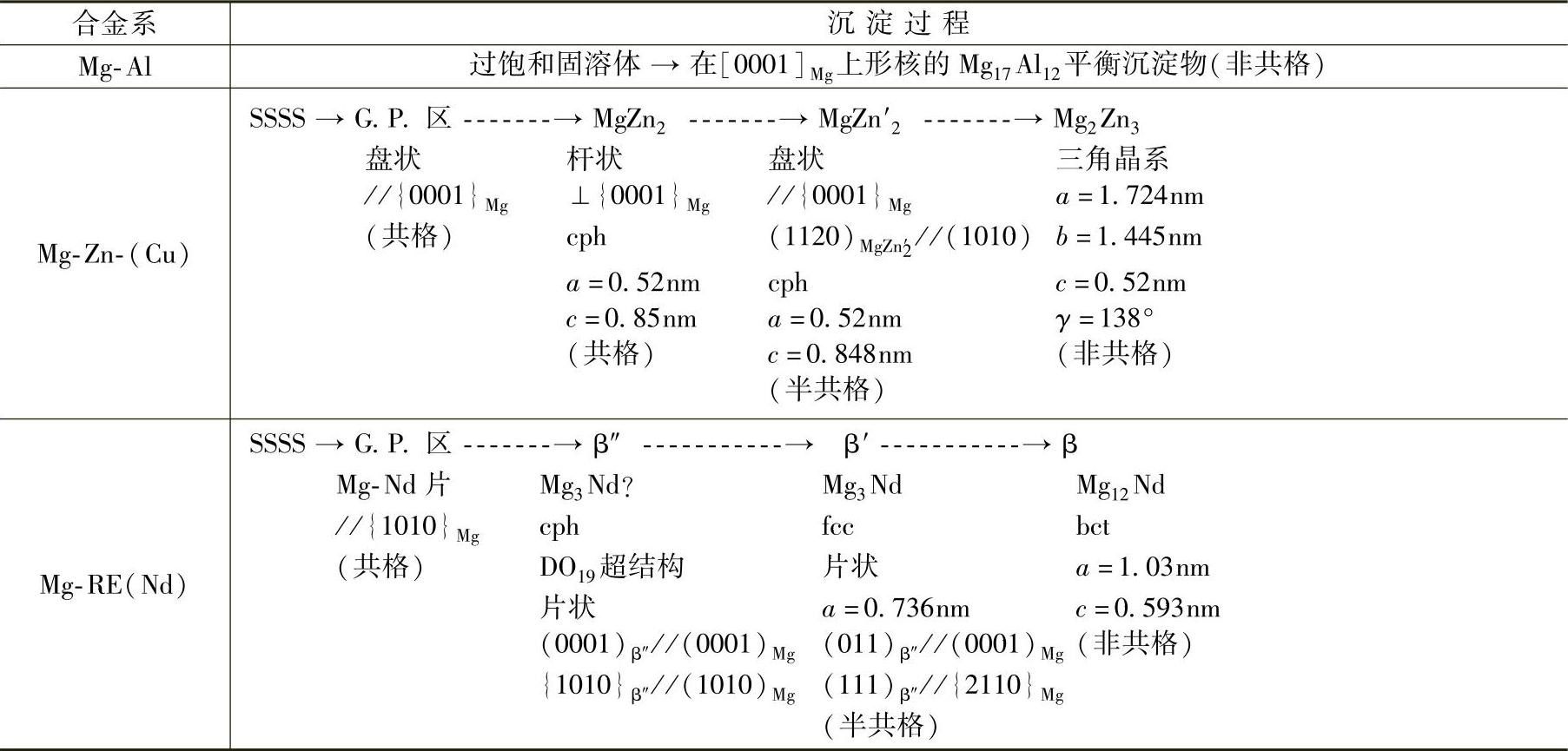
注:SSSS—过饱和固溶体;G.P.区—溶质原子偏聚区。
表6.6-36 镁合金化合物的熔点比较

表6.6-37~表6.6-39所列为镁合金的焊接性及裂纹敏感性,表6.6-40所列为镁及镁合金气体保护焊填充金属的化学成分,表6.6-41所列为镁合金焊丝使用前化学处理方法,表6.6-42所列为镁合金接头清除和光亮处理的方法。
表6.6-37 变形镁合金的相对焊接性比较
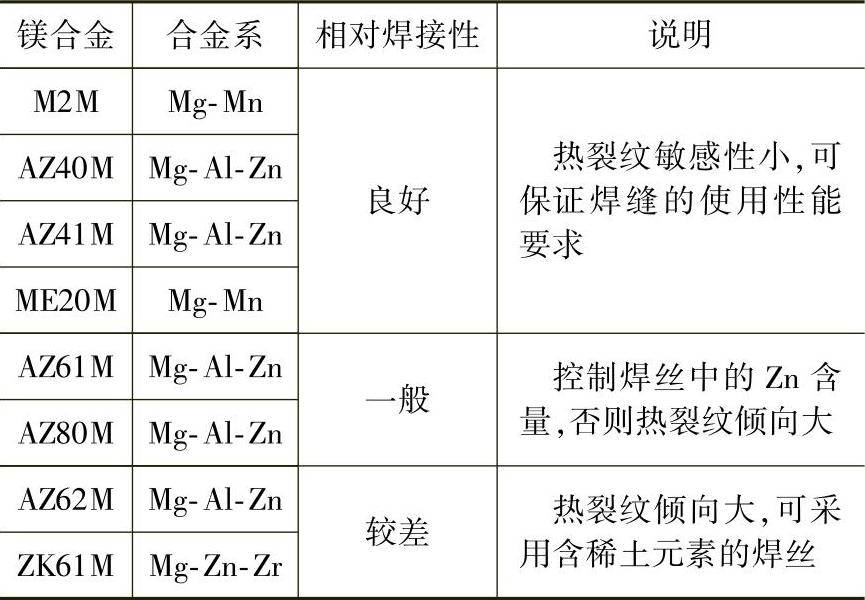
表6.6-38 各种镁合金的热裂倾向及解决措施
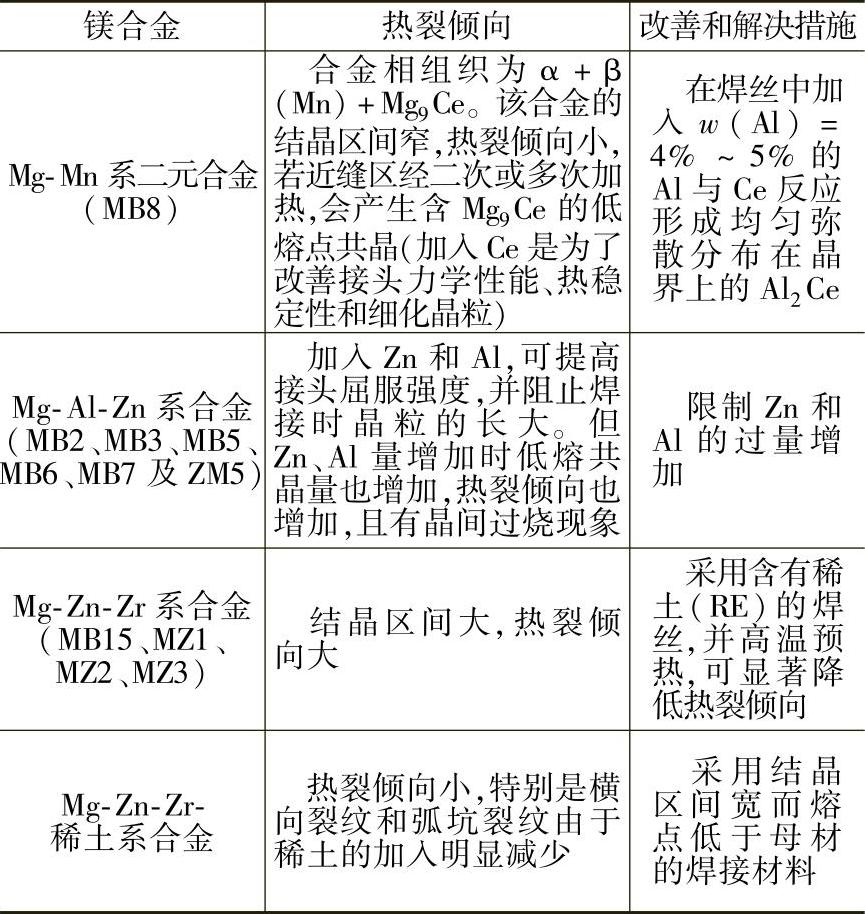
表6.6-39 常用镁合金的焊接性比较及适用焊丝
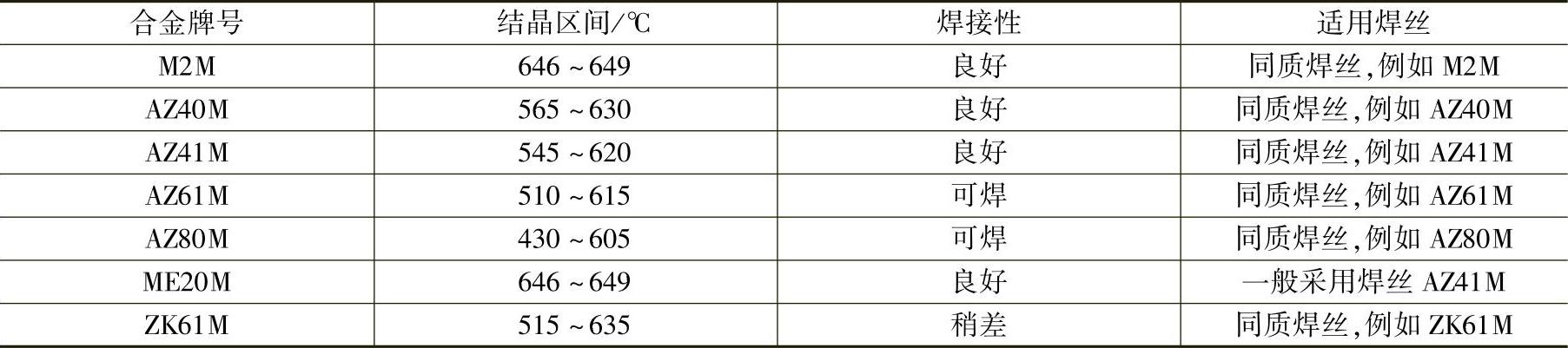
表6.6-40 镁及镁合金气体保护焊填充金属的化学成分
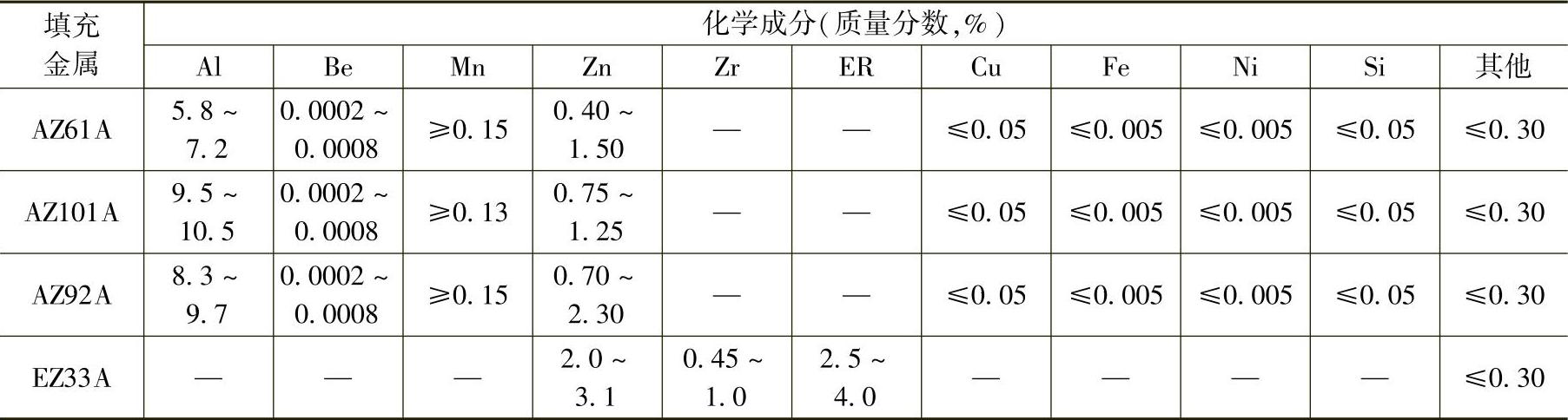
注:余量为Mg。
表6.6-41 镁合金焊丝使用前的化学清理方法(https://www.xing528.com)
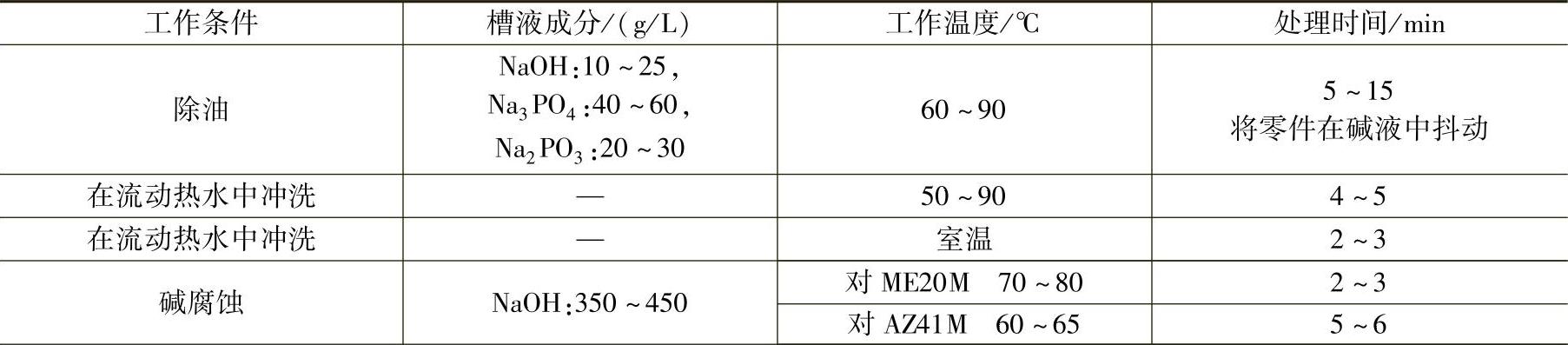
(续)
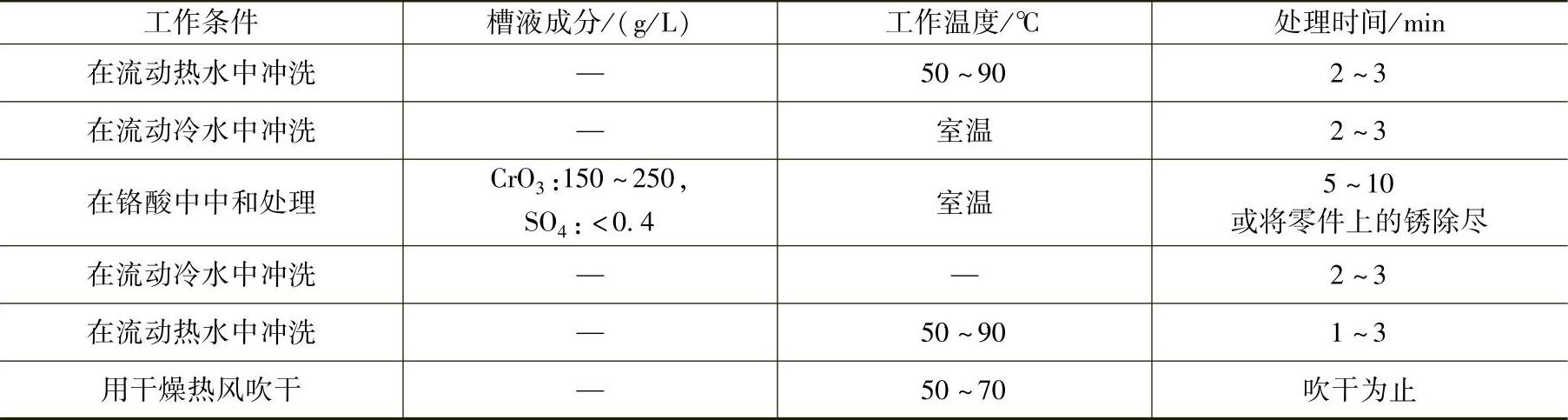
表6.6-42 镁合金接头清除和光亮处理的方法
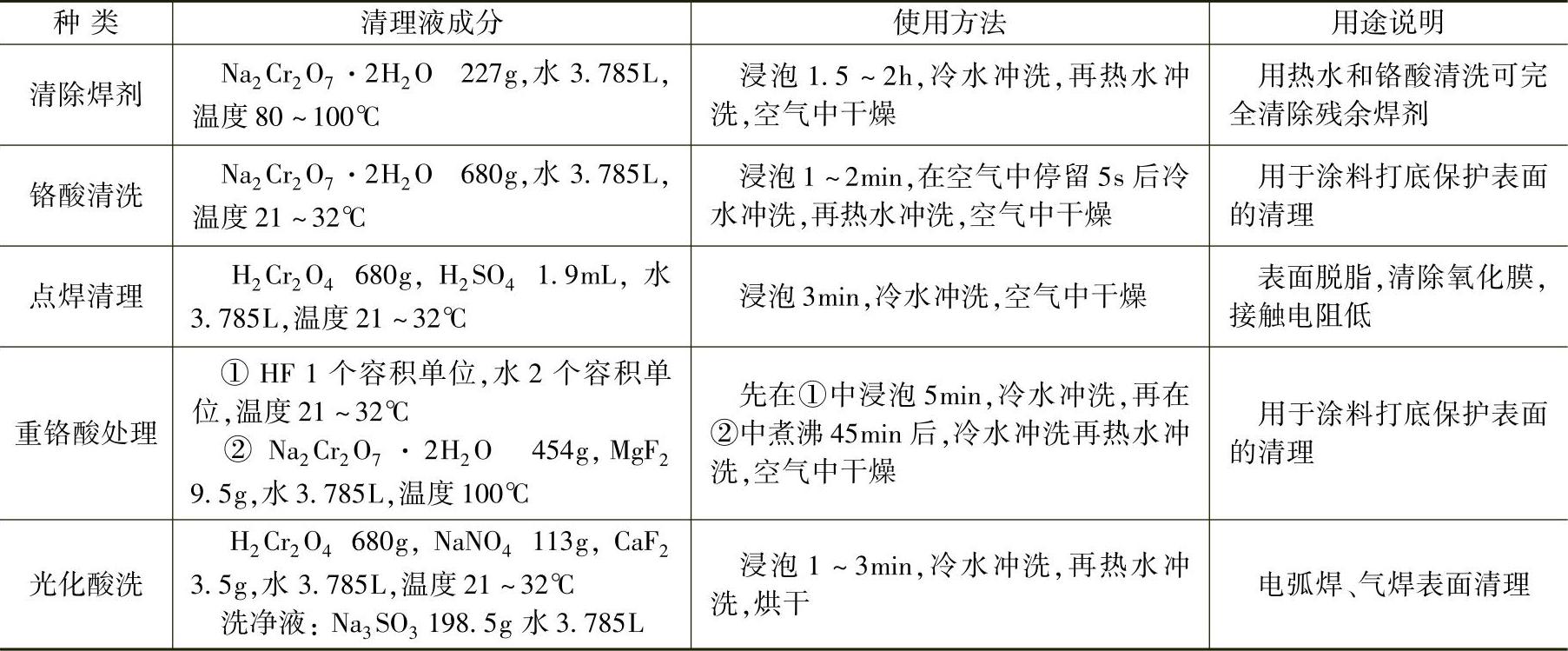
表6.6-43~表6.6-48所列为镁合金常用焊丝、焊接工艺及接头力学性能。
表6.6-43 镁合金氩弧焊(GTAW、GMAW)常用焊丝的化学成分
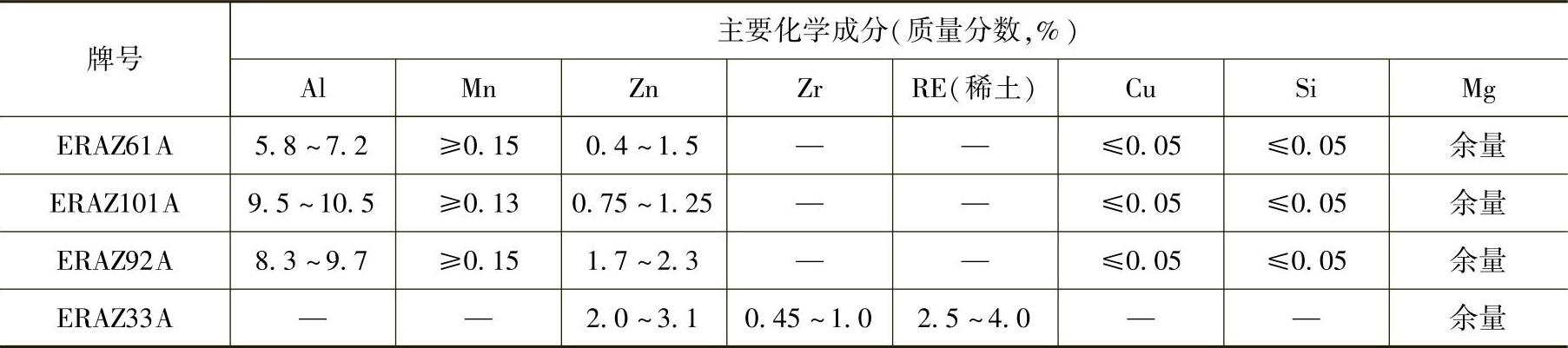
表6.6-44 变形镁合金手工和自动GTAW的焊接参数

(续)
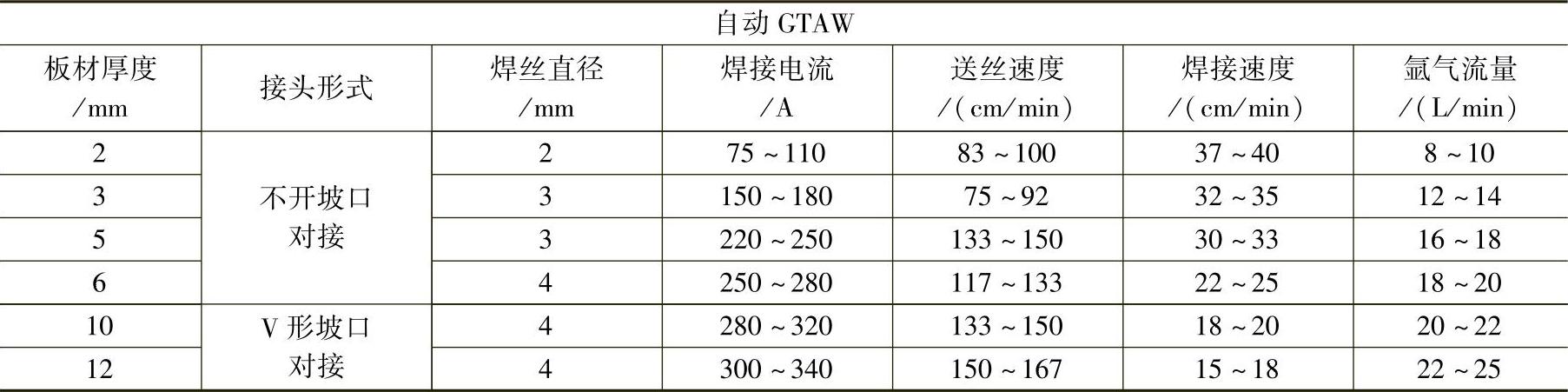
注:焊接时反面用垫板,进行单面单层焊接。
表6.6-45 镁合金铸件氩弧焊焊补的焊接参数
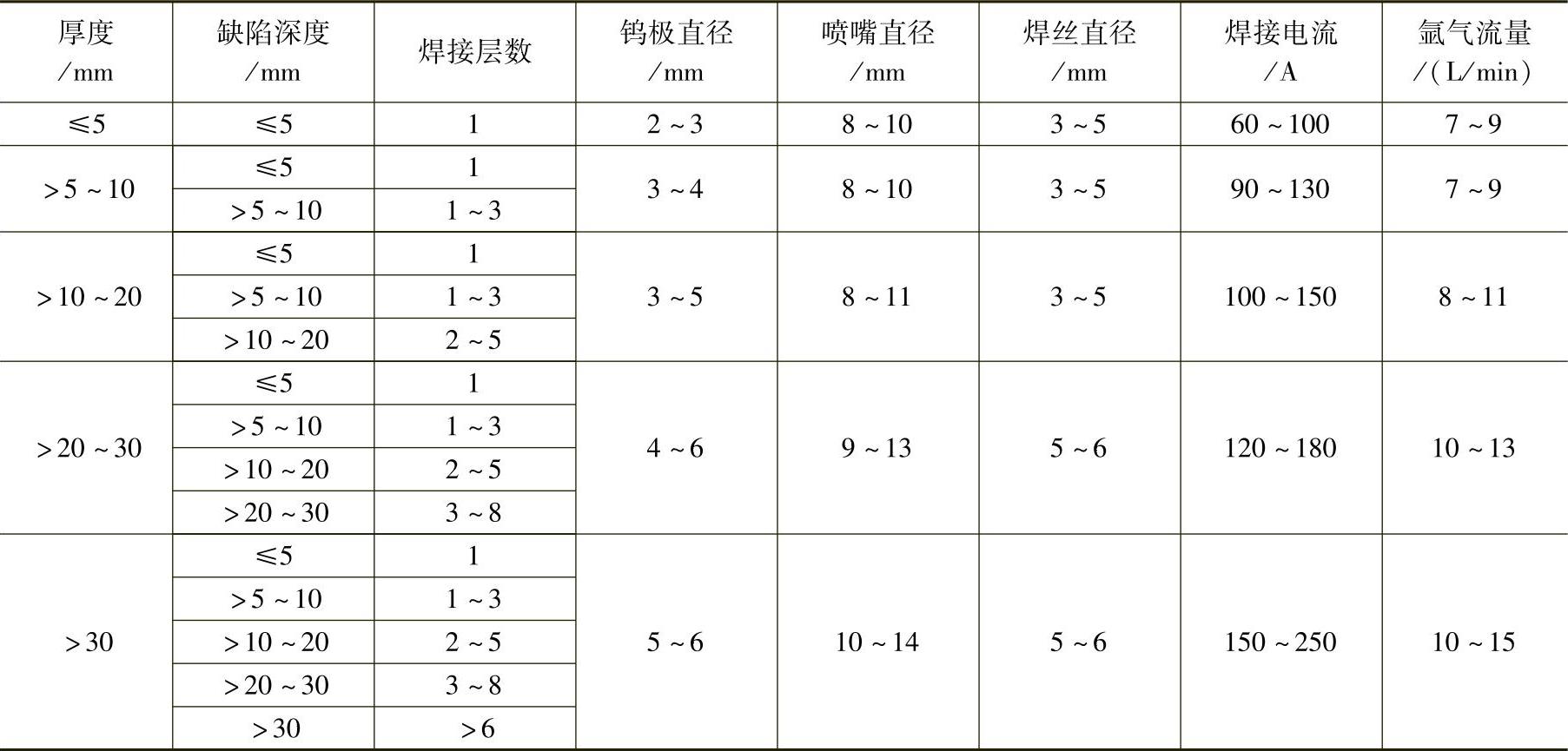
表6.6-46 几种镁合金钨极氩弧焊(GTAW)接头的力学性能

注:伸长率标距50mm,强度系数为焊缝与母材抗拉强度的百分比。
表6.6-47 镁合金对接接头GMAW的焊接参数
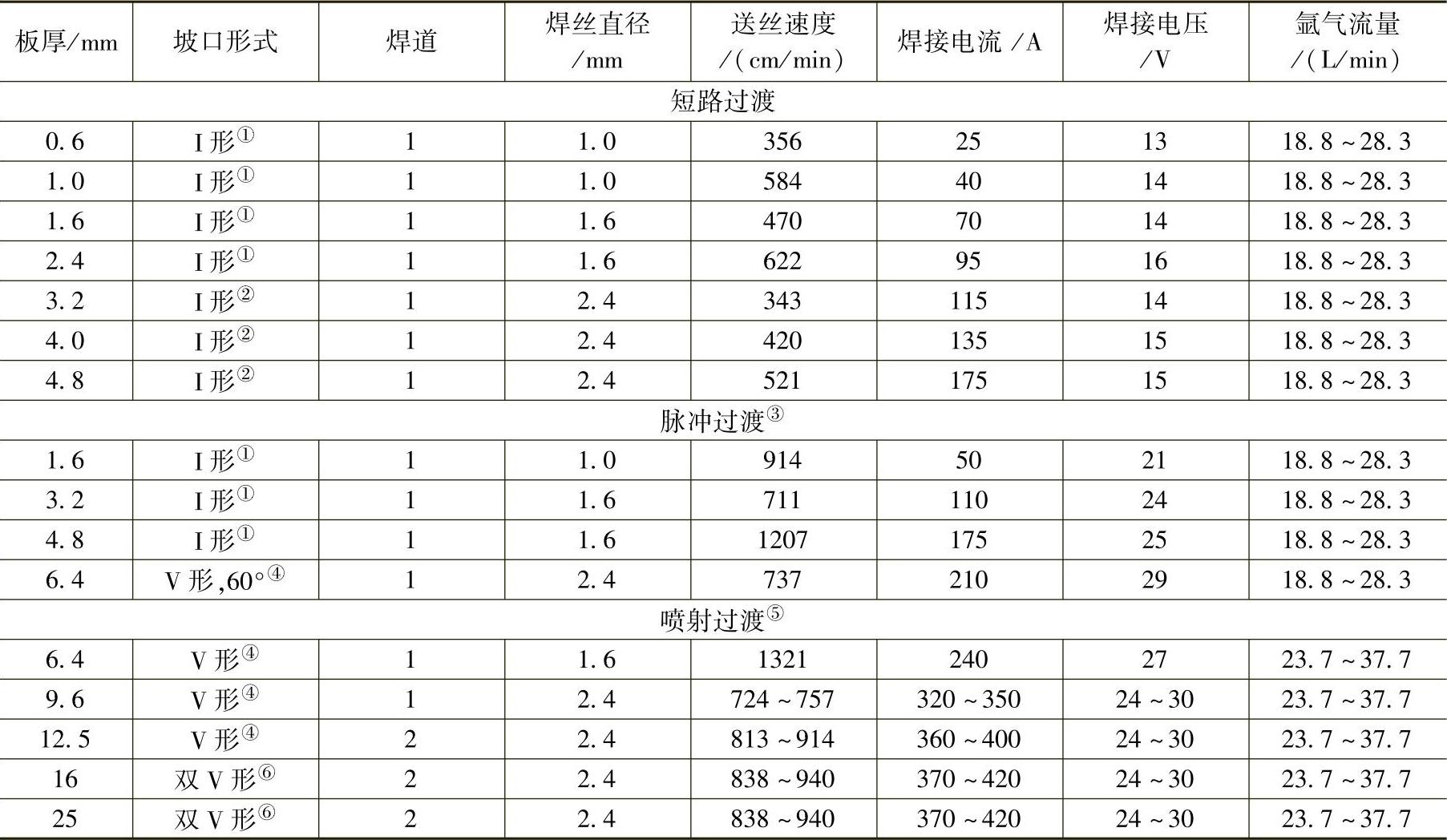
注:焊接速度61~66cm/min。
①不留间隙。
②间隙2.3mm。
③除板厚4.8mm的脉冲电压为52V外,其他脉冲电压均为55V。
④钝边1.6mm,不留间隙。
⑤也可用于等厚的角焊缝。
⑥钝边3.2mm,不留间隙。
表6.6-48 不同板厚镁合金电阻点焊的焊接参数
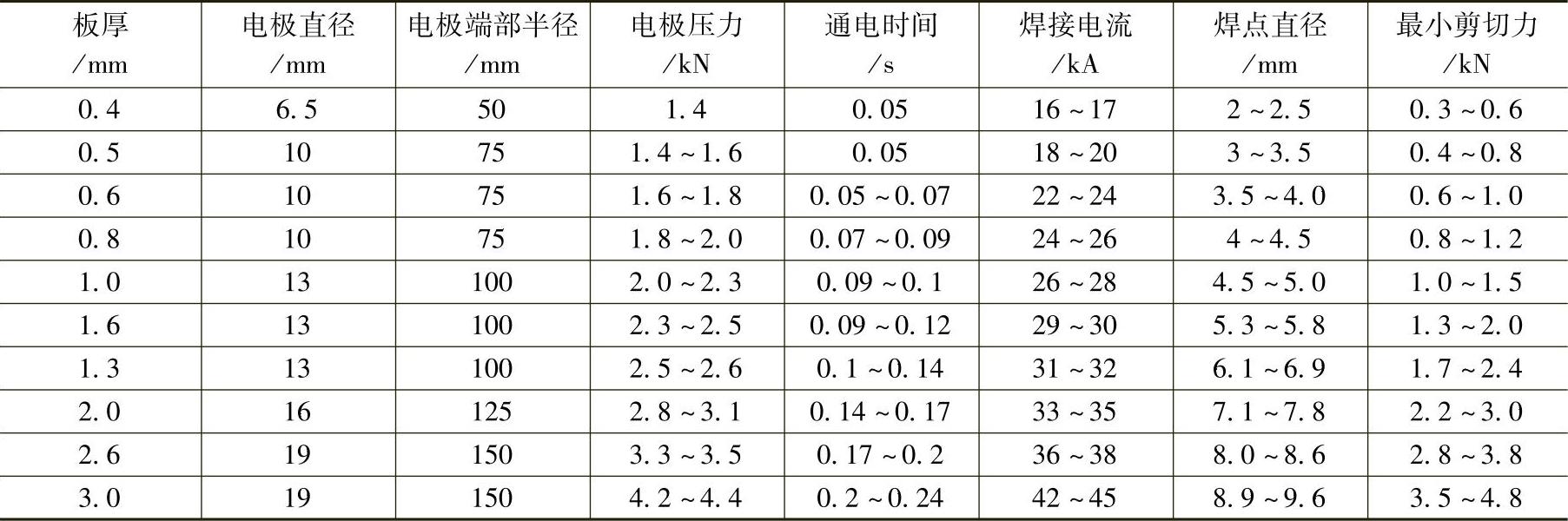
表6.6-49~表6.6-51所列为镁合金搅拌摩擦焊接头的力学性能,表6.6-52所列为镁及镁合金激光焊的焊接参数及接头性能。图6.6-29所示为AZ21A镁合金激光焊时激光功率对熔深的影响。
表6.6-49 ME20M镁合金搅拌摩擦焊接头的力学性能

表6.6-50 AZ31A镁合金搅拌摩擦焊接头的力学性能示例

注:强度系数为焊缝与母材抗拉强度的百分比。
表6.6-51 AZ31A镁合金搅拌摩擦焊接头弯曲试验结果

表6.6-52 镁及镁合金激光焊的焊接参数及接头性能
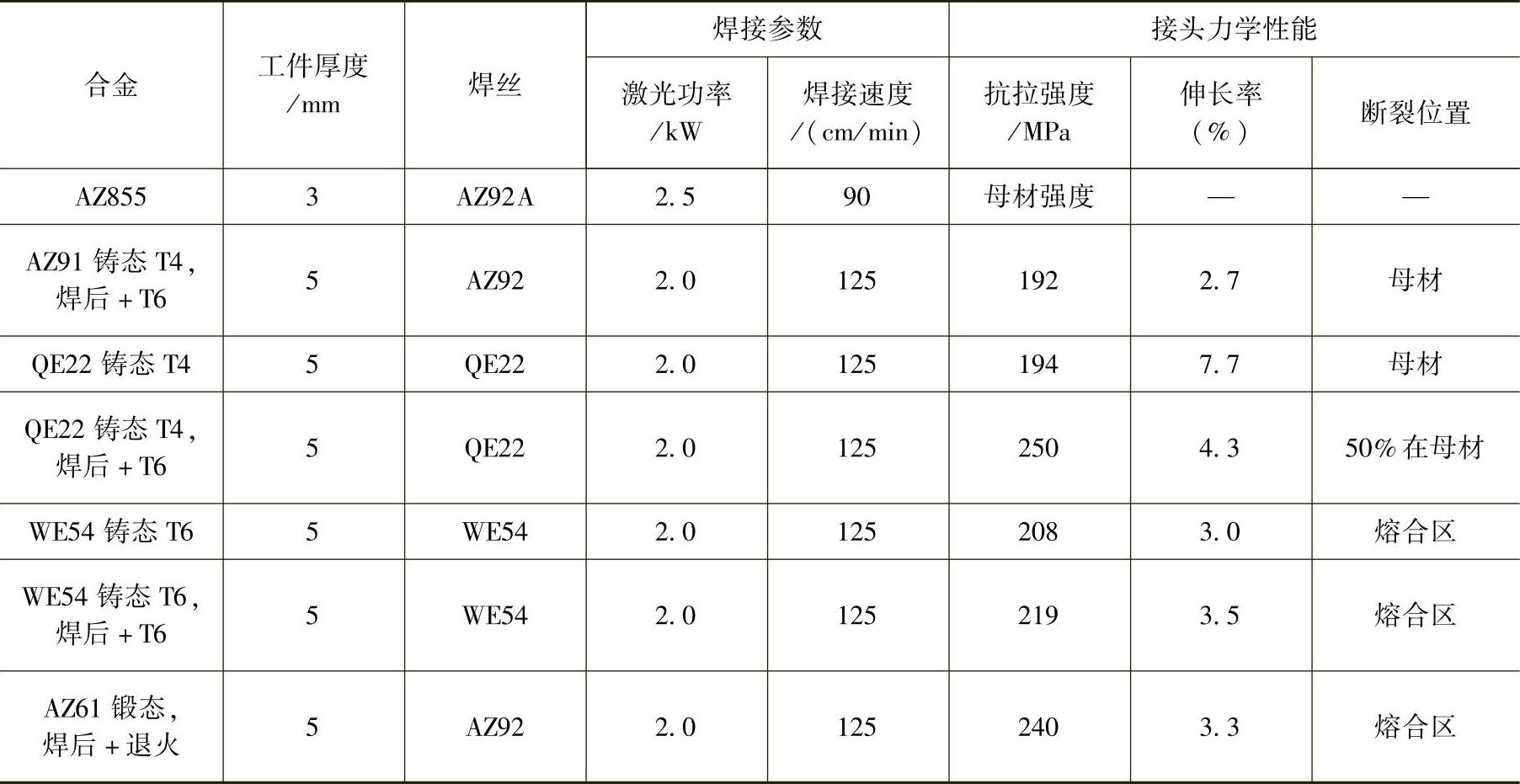
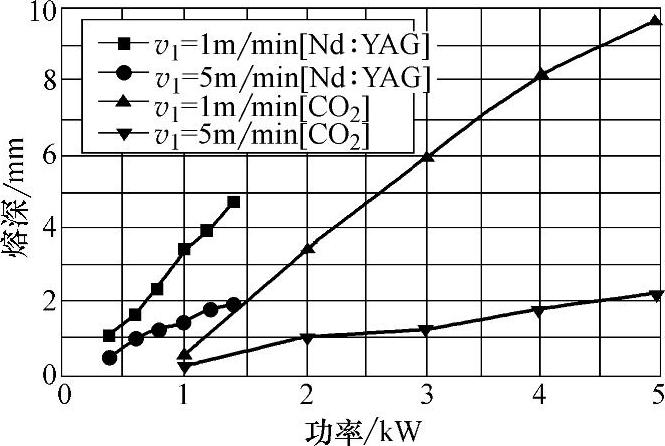
图6.6-29 AZ21A镁合金激光焊时激光功率对熔深的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。