



表6.5-14~表6.5-16所列为铁素体不锈钢和耐热钢的牌号、化学成分、物理性能和力学性能。
表6.5-6 熔焊方法对奥氏体不锈钢的适用性
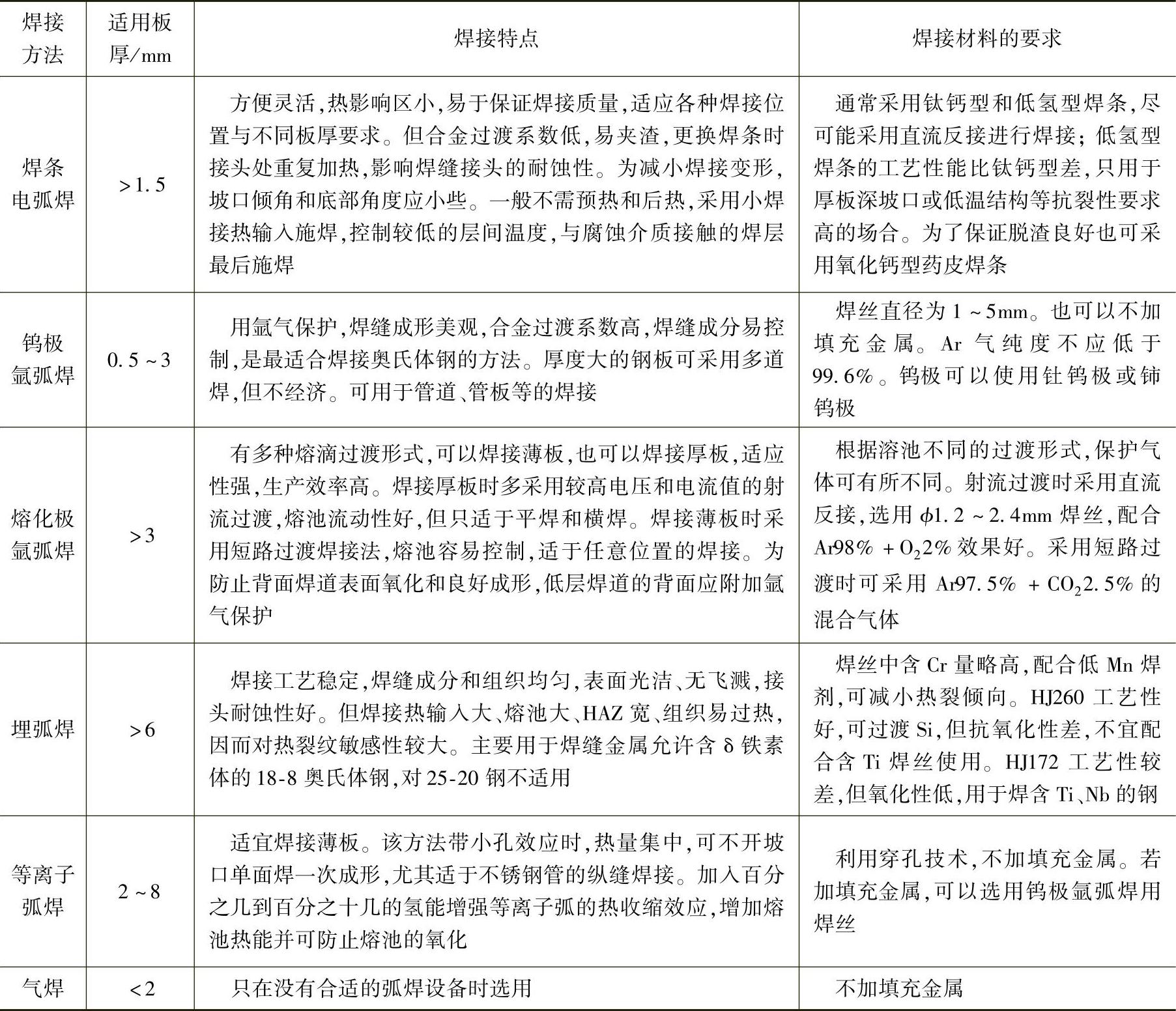
表6.5-7 常用奥氏体不锈钢焊接材料的选用
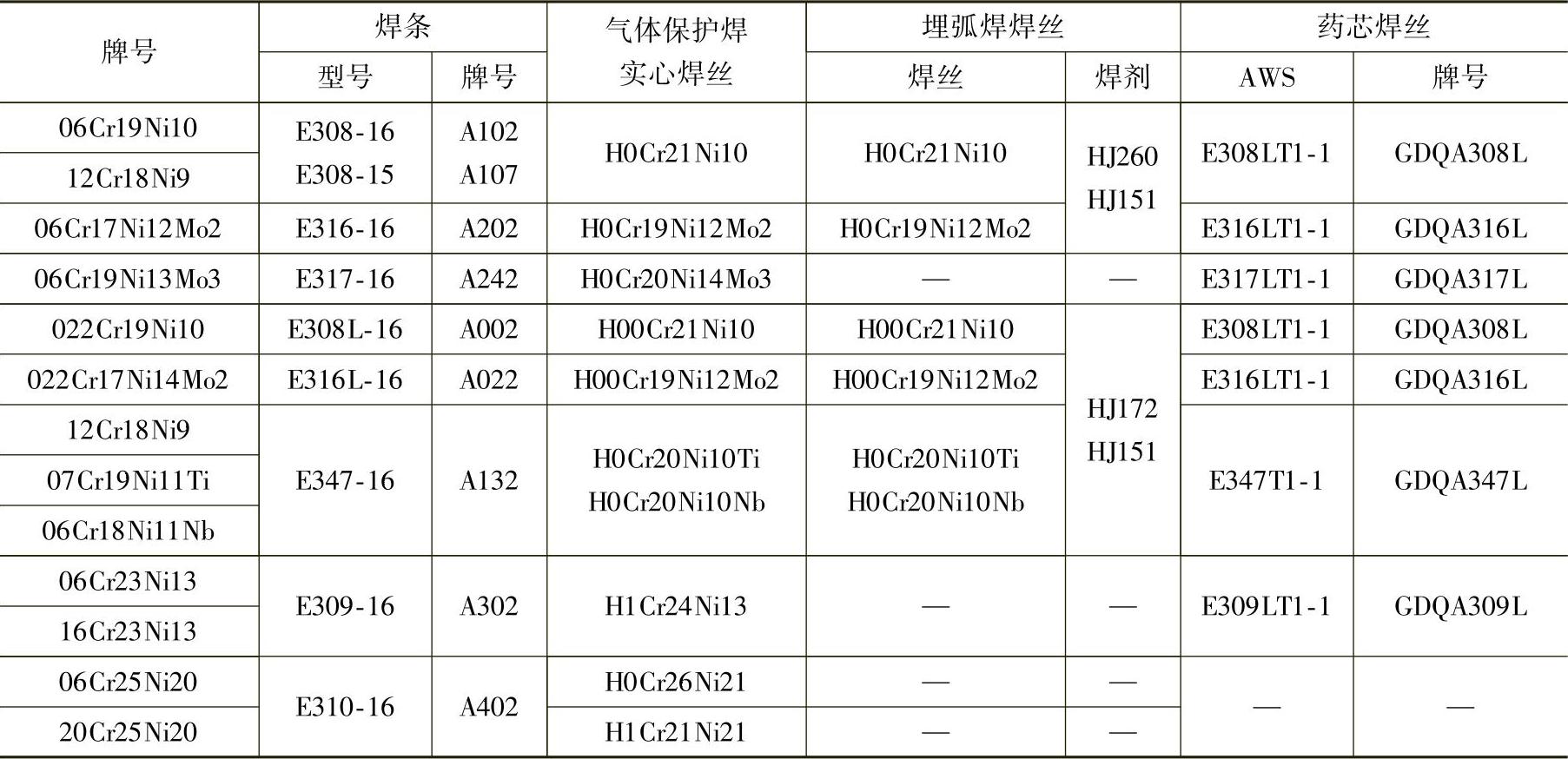
表6.5-8 奥氏体不锈钢埋弧焊的焊接参数
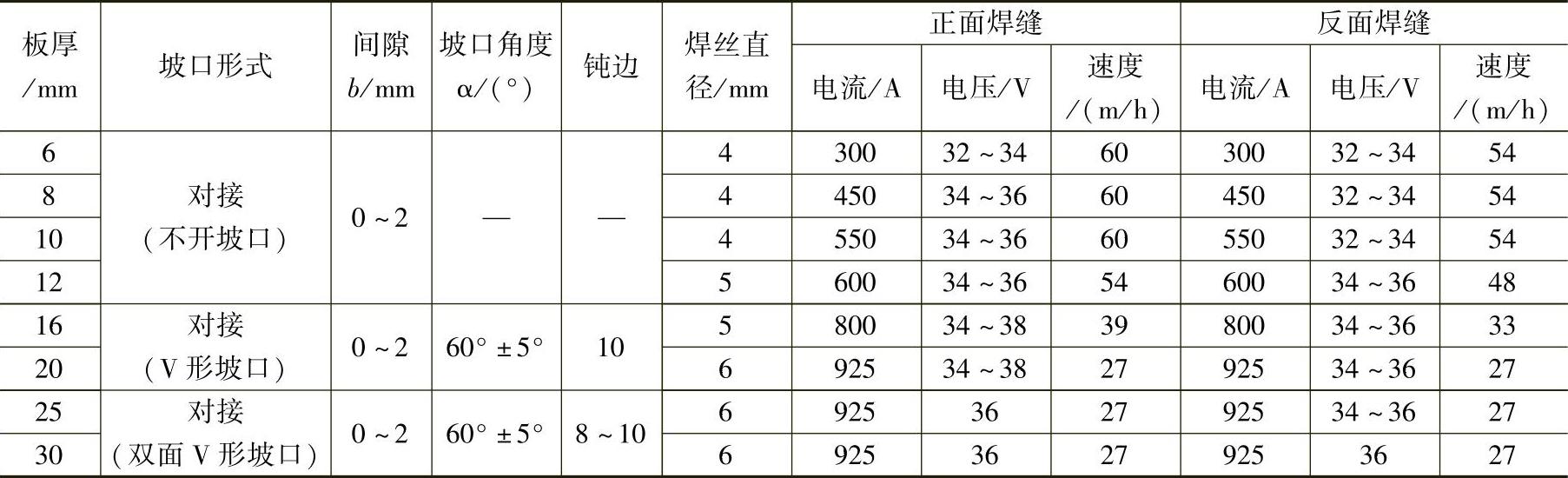
表6.5-9 奥氏体不锈钢SMAW平焊对接焊缝的焊接参数
注:表中各种坡口的焊接均为平焊位置。
表6.5-10 奥氏体不锈钢钨极氩弧焊(GTAW正接)的焊接参数
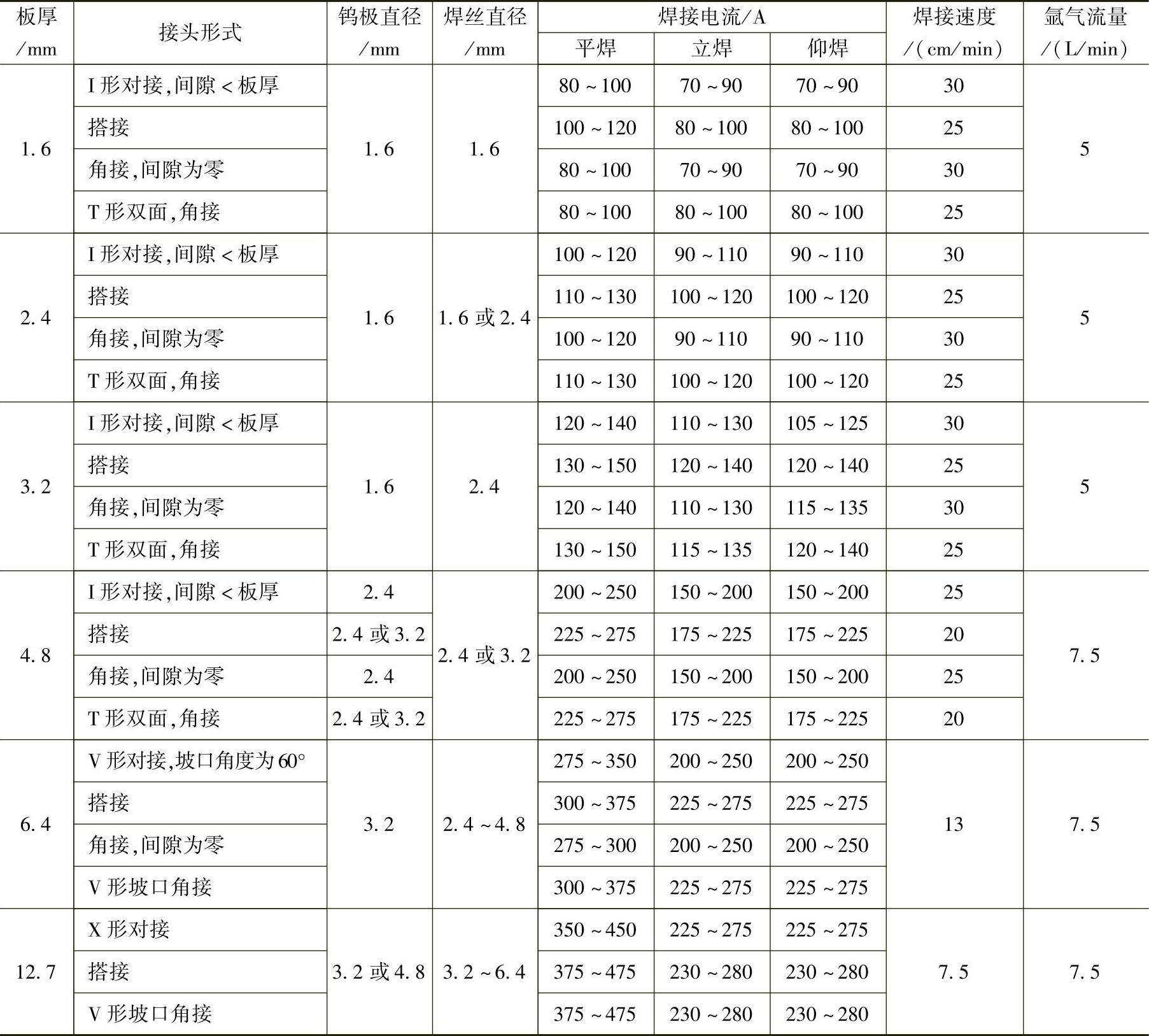
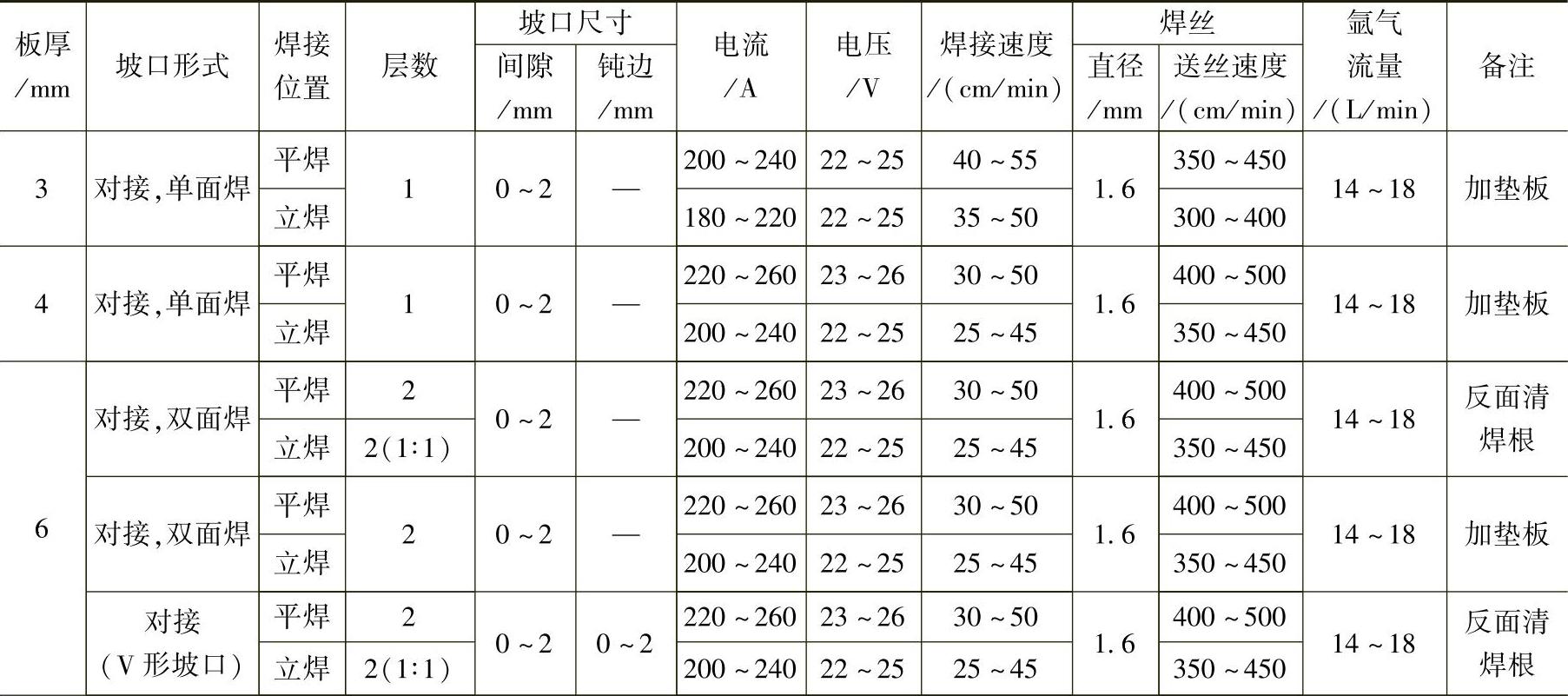
表6.5-11 奥氏体不锈钢熔化极氩弧焊(GMAW)的焊接参数
(续)
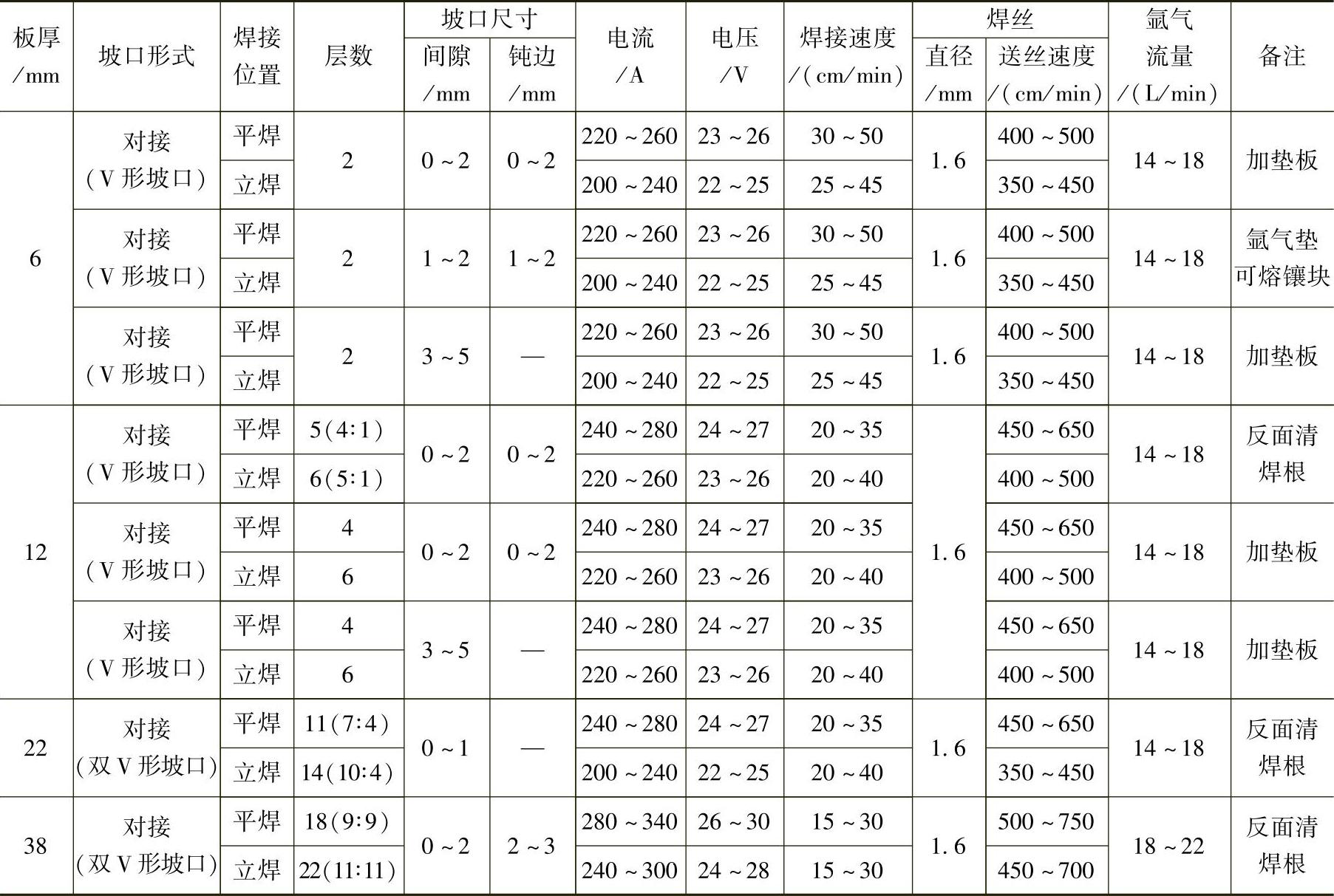
表6.5-12 奥氏体钢熔化极脉冲氩弧焊单面焊双面成形的焊接参数
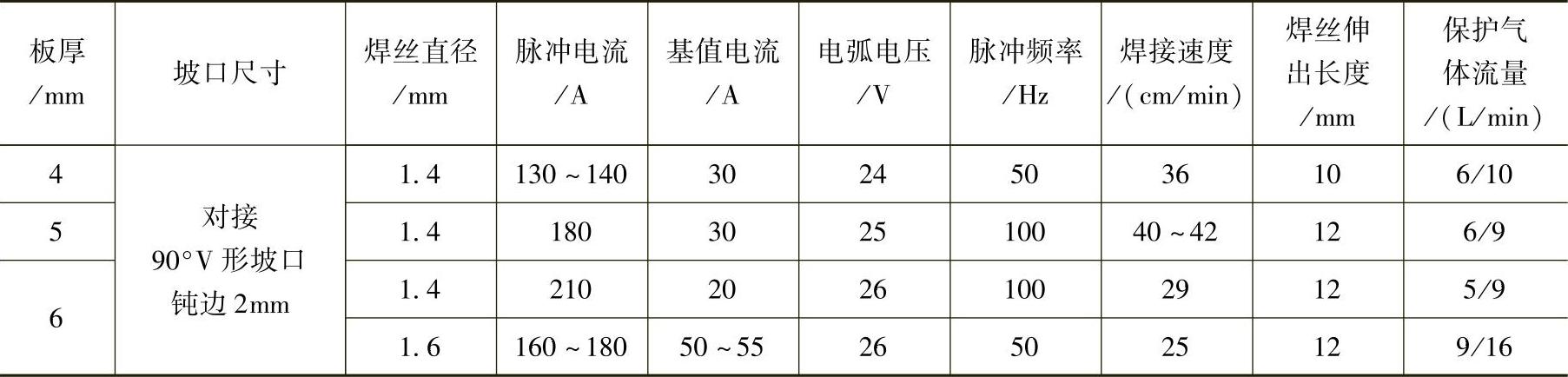
表6.5-13 奥氏体不锈钢自动微束等离子弧焊的焊接参数
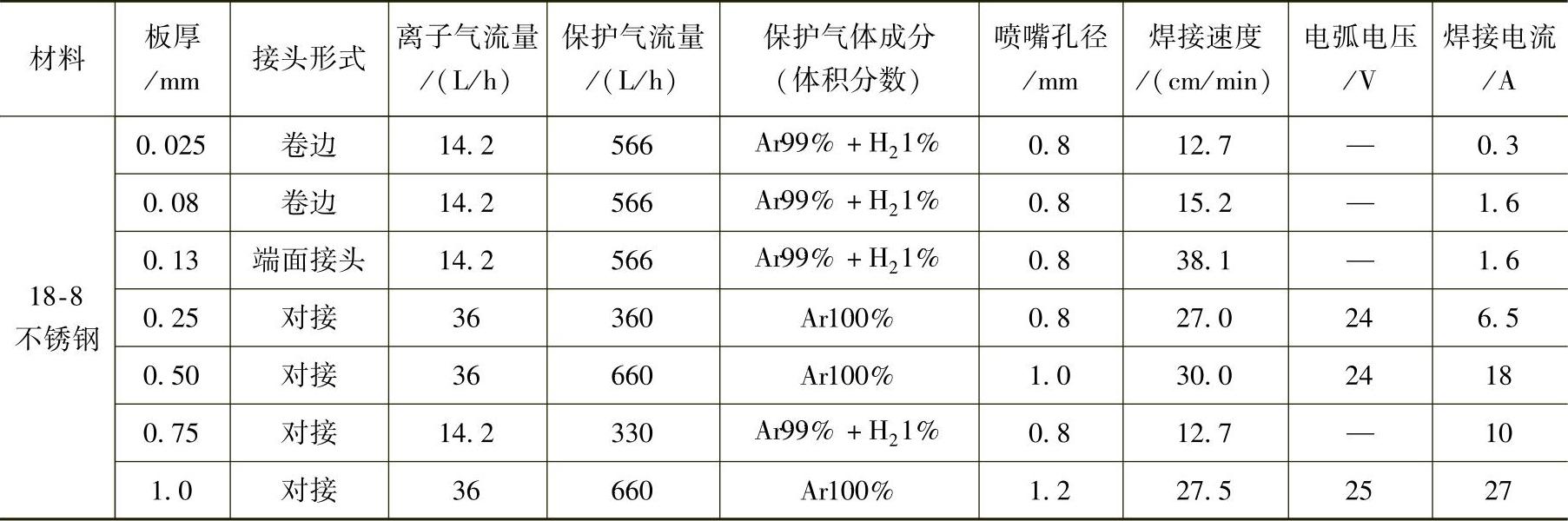
表6.5-14 铁索体不锈钢和耐热钢的牌号及化学成分(GB/T 20878—2007)
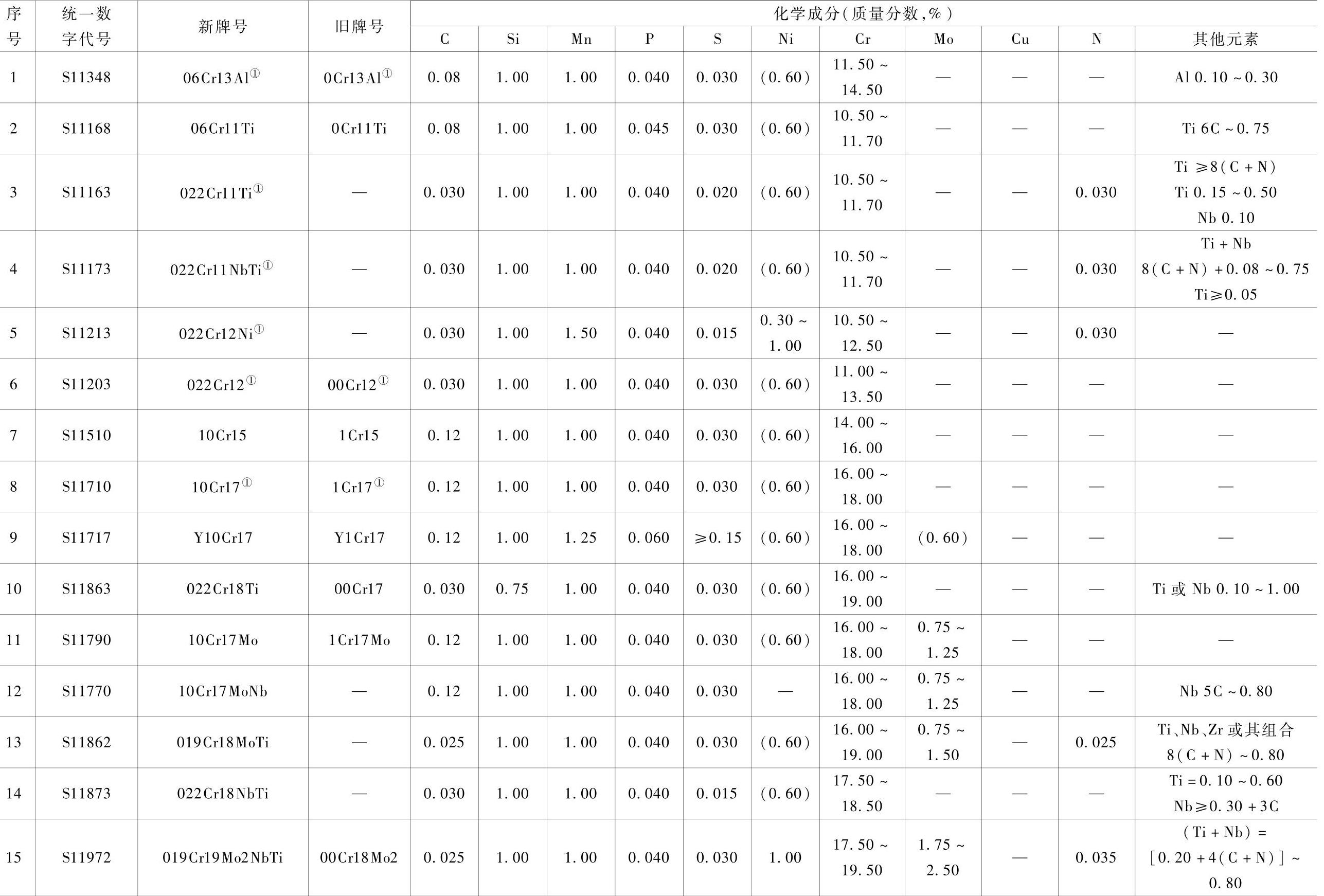
续表

注:表中所列成分除标明范围或最小值外,其余均为最大值。括号内值为允许添加的最大值。
①耐热钢或可作耐热钢使用。
②允许含有质量分数小于或等于0.50%的Ni,小于或等于0.20%的Cu,但Ni+Cu的质量分数应小于或等于0.50%;根据需要,可以添加表以外的合金元素。
表6.5-15 铁索体不锈钢和耐热钢的物理性能参数(GB/T 20878—2007)
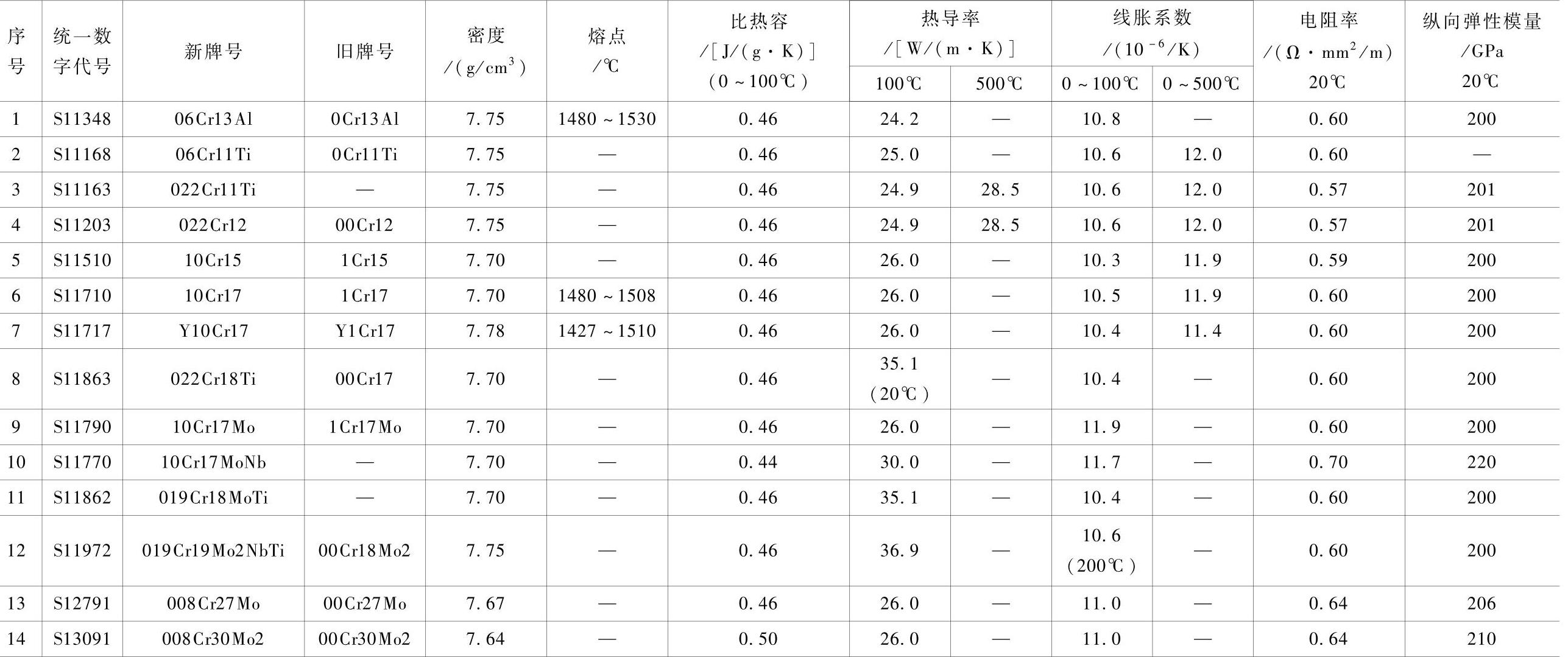
表6.5-16 铁素体不锈钢的力学性能示例(经退火处理)
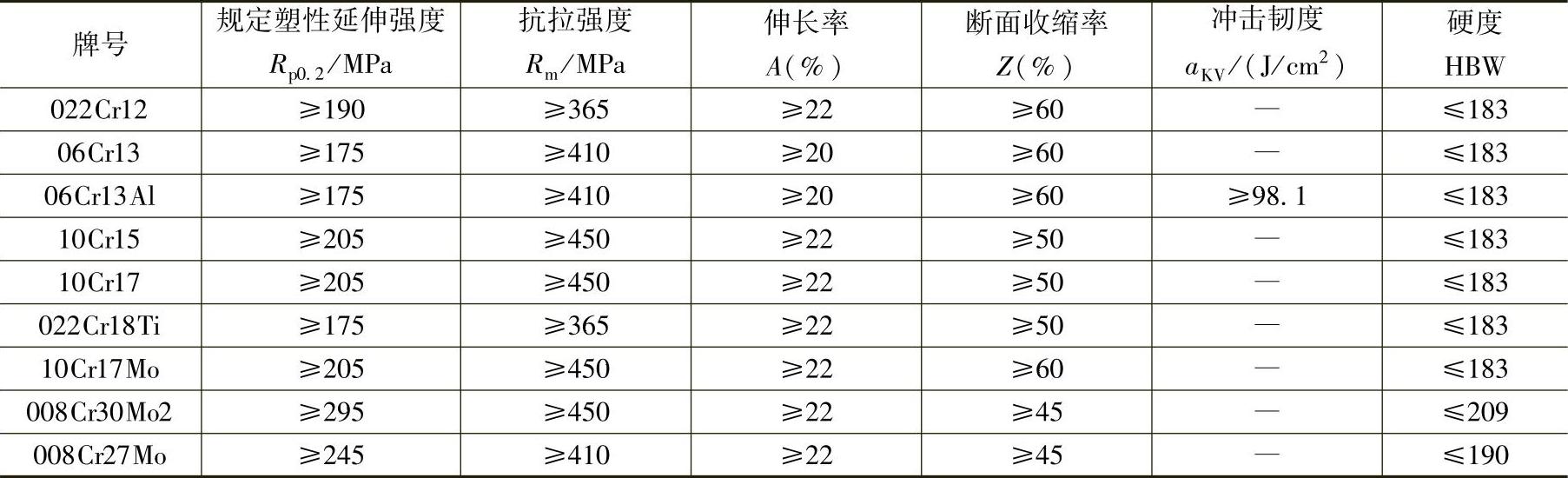
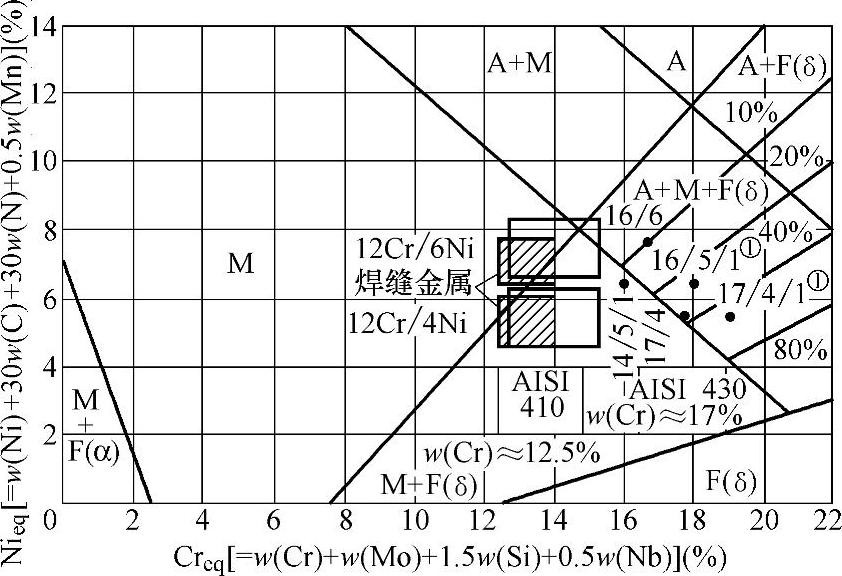
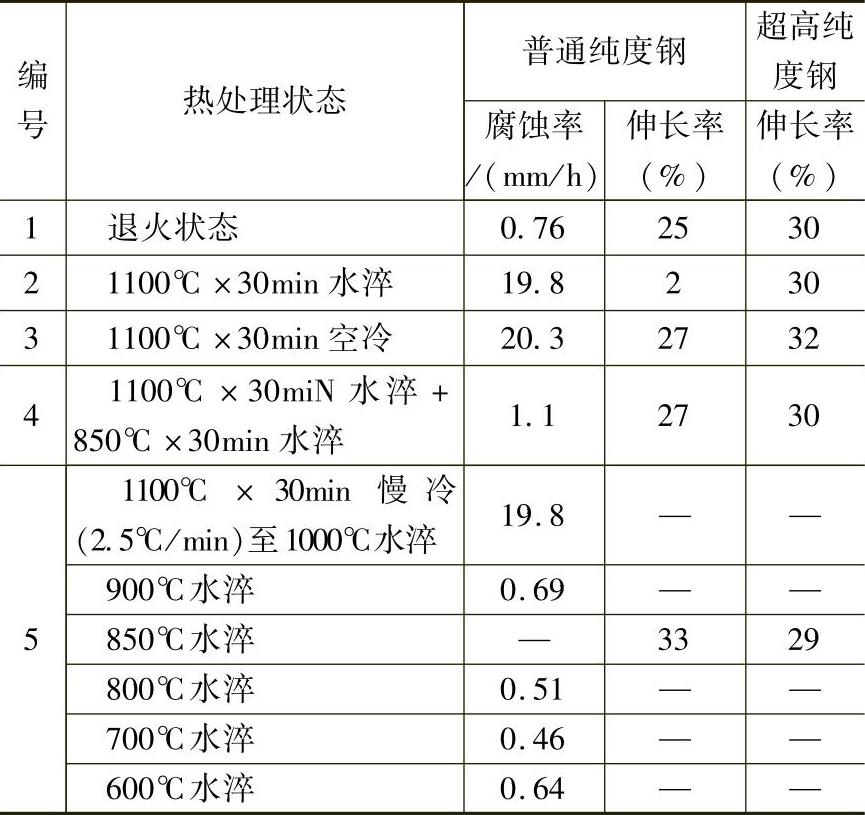
图6.5-19所示为不同碳含量的Fe-Cr二元相图,图6.5-20所示为410和430铁素体钢在焊缝组织图中的位置,图6.5-21和图6.5-22所示为加热温度及晶粒尺寸对铁素体不锈钢韧性的影响,图6.5-23所示为退火温度和Cr含量对475℃脆化的影响。表6.5-17所列为热处理对Cr26铁素体不锈钢腐蚀和塑性的影响。
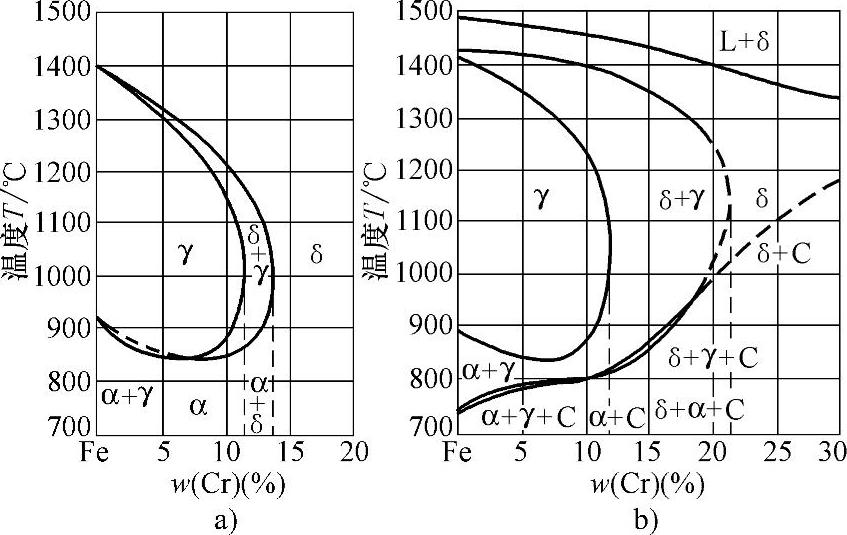
图6.5-19 不同碳含量的Fe-Cr二元相图
a)w(C)=0.01% b)w(C)=0.05%
 (https://www.xing528.com)
(https://www.xing528.com)
图6.5-20 410和430铁素体钢在焊缝组织图中的位置
①为Cr、Ni、Mo的平均含量(质量分数,%)。
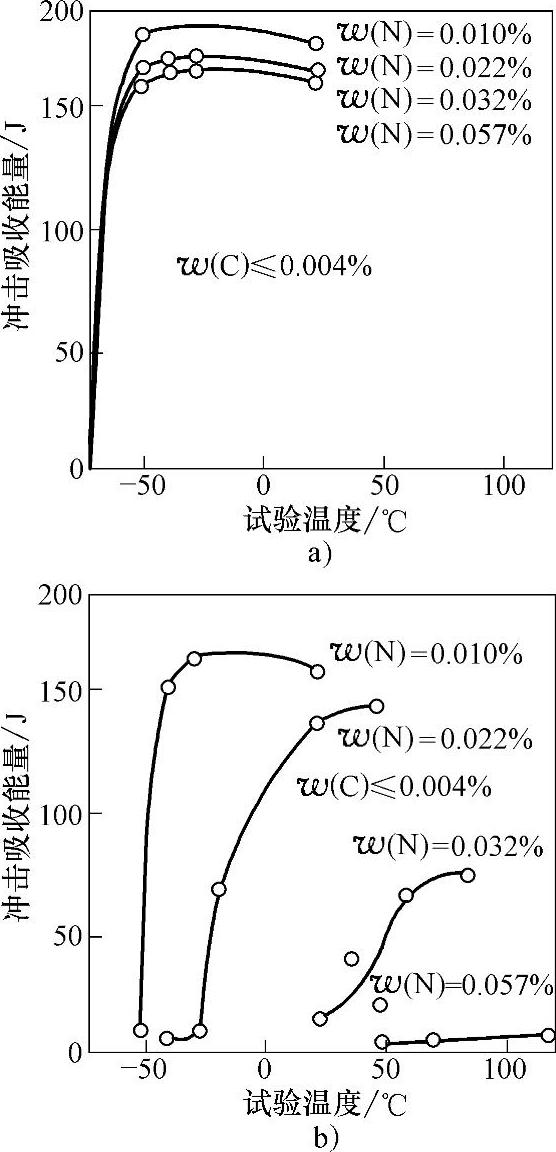
图6.5-21 加热温度对不同N含量的Cr17铁素体钢韧性的影响
a)加热到815℃保温1h水淬 b)加热到1150℃保温1h水淬
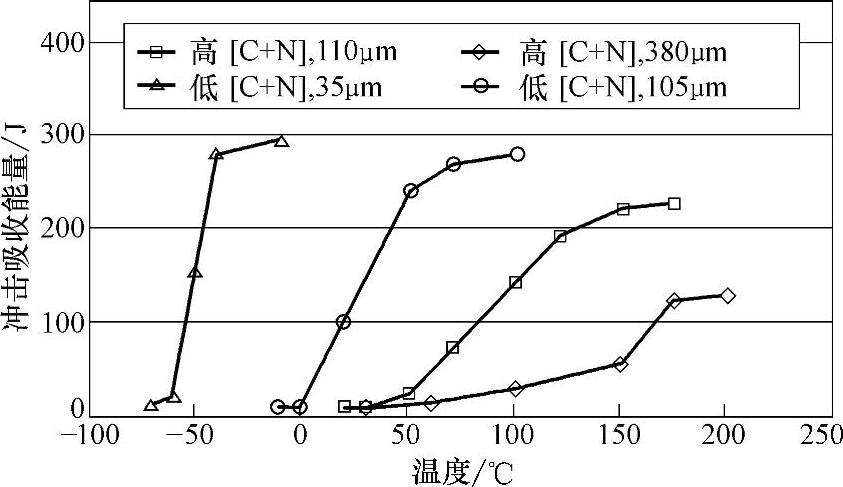
图6.5-22 晶粒尺寸和间隙元素(C+N)含量对Cr25铁素体钢韧性的影响
表6.5-17 热处理对Cr26铁素体不锈钢腐蚀和塑性的影响
防止铁素体钢焊缝和热影响区的脆化措施:①选用含有少量Ti元素的母材,以防止粗晶脆化;②为减小475℃脆化,无论是母材或焊缝金属均应最大限度地提高其纯度;③采用小焊接热输入,缩短在950℃以上高温停留的时间,焊件避免用冲击整形;④缩短在475℃和σ相脆化温度区间停留的时间。一旦产生475℃脆化,可以在600℃以上短时加热,然后空冷。当产生σ相脆化,可采用加热到930~980℃后急冷的方法进行消除;⑤采用不锈钢焊条时,预热温度一般不超过150℃。
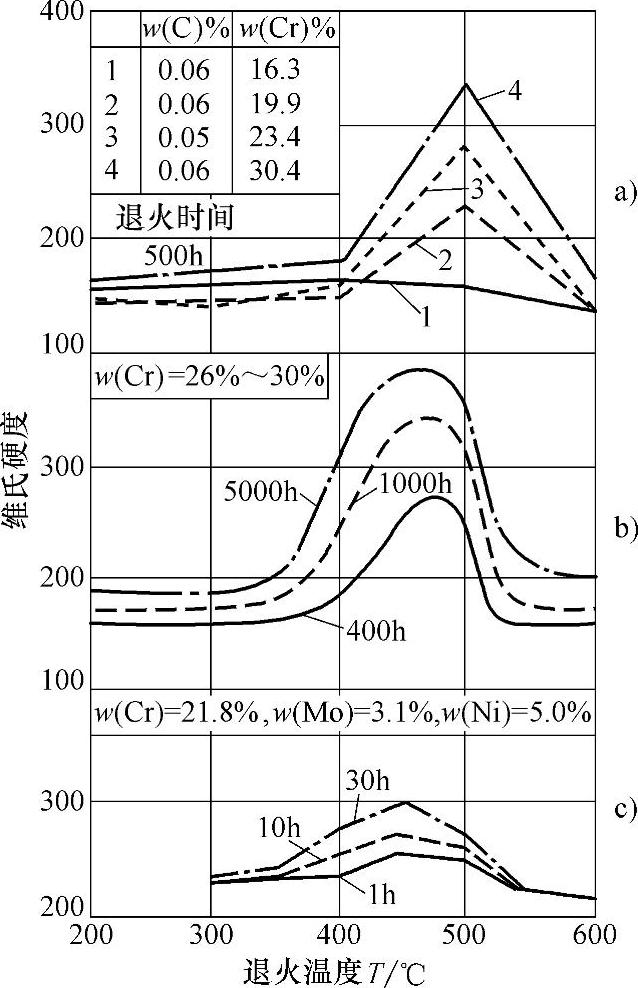
图6.5-23 退火温度和Cr含量对475℃脆化的影响
a)Fe-Cr合金 b)w(Cr)=26%~30%的钢 c)铁素体-奥氏体双相钢
表6.5-18所列为铁素体不锈钢焊接材料的选用,表6.5-19和表6.5-20所列为铁素体不锈钢焊接接头的力学性能。表6.5-21所列为铁素体不锈钢对接焊条电弧焊的焊接参数。图6.5-24所示为氧、氮含量对高纯铁素体不锈钢TIG焊缝金属韧性的影响,图6.5-25所示为高纯铁素体不锈钢焊缝金属475℃脆性的等脆化曲线。
表6.5-18 铁素体不锈钢焊条、焊丝的选用
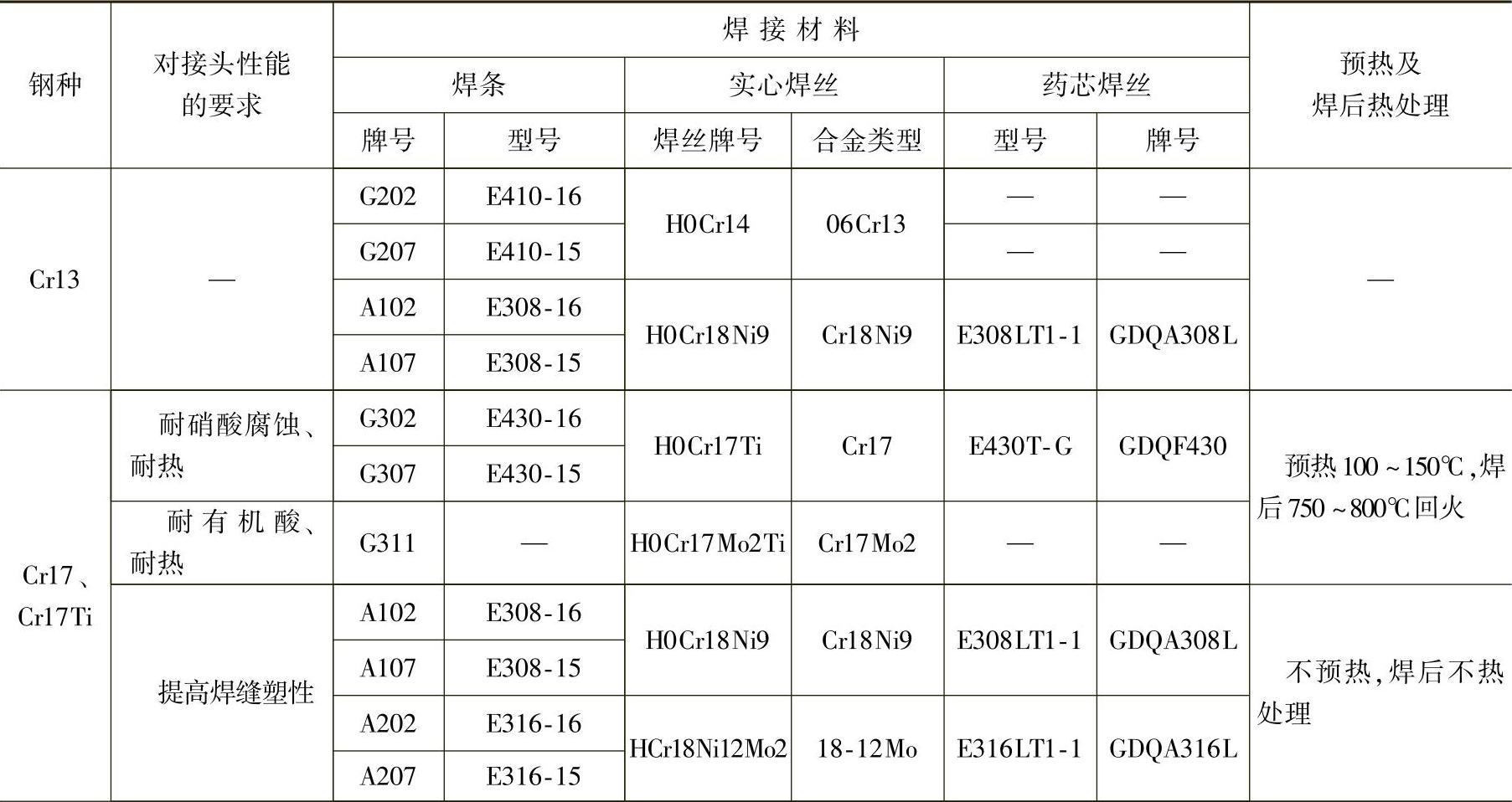
(续)
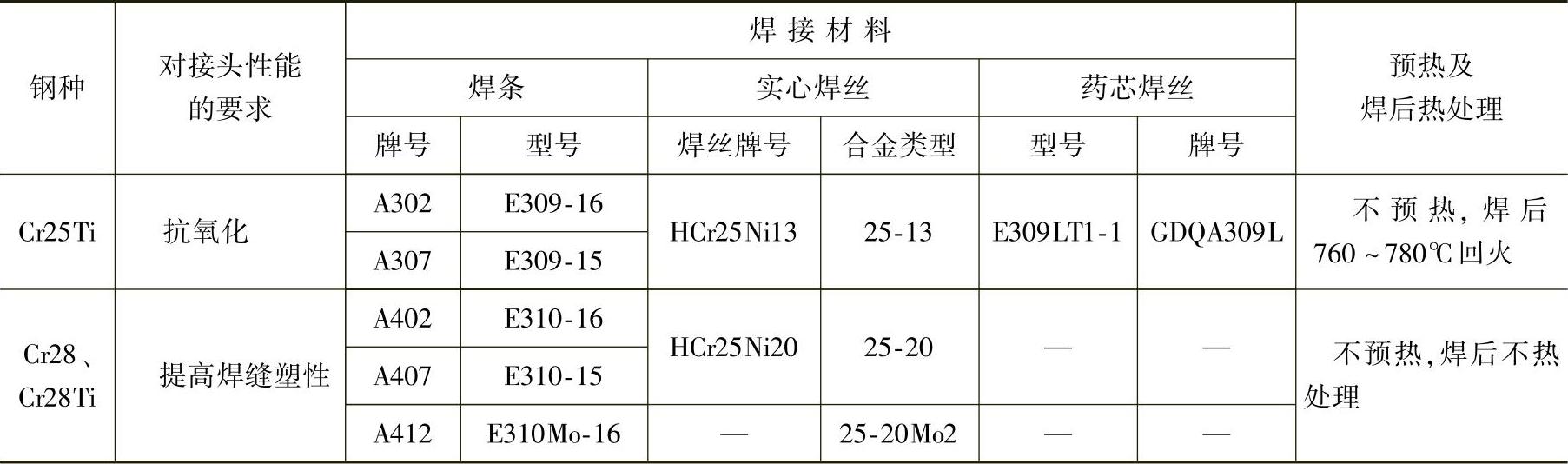
表6.5-19 同质焊材铁素体不锈钢焊接接头的力学性能
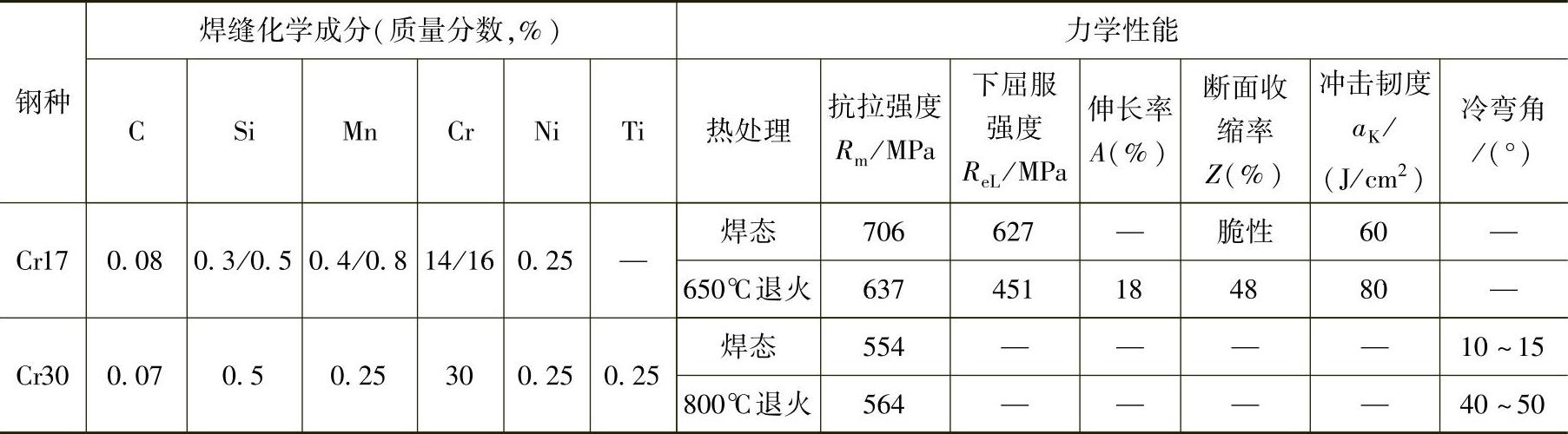
表6.5-20 铁素体不锈钢焊缝金属的化学成分及力学性能示例
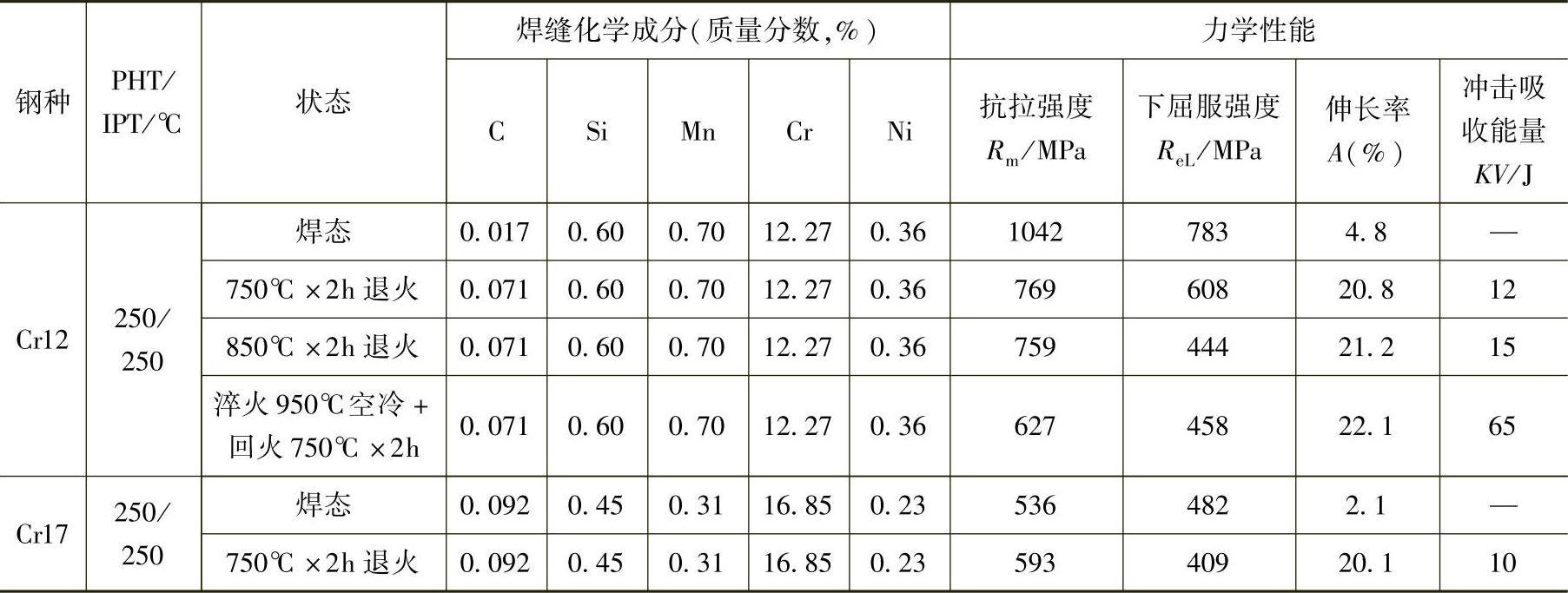
注:PHT—预热温度,IPT—层间温度。
表6.5-21 铁素体不锈钢对接焊条电弧焊的焊接参数
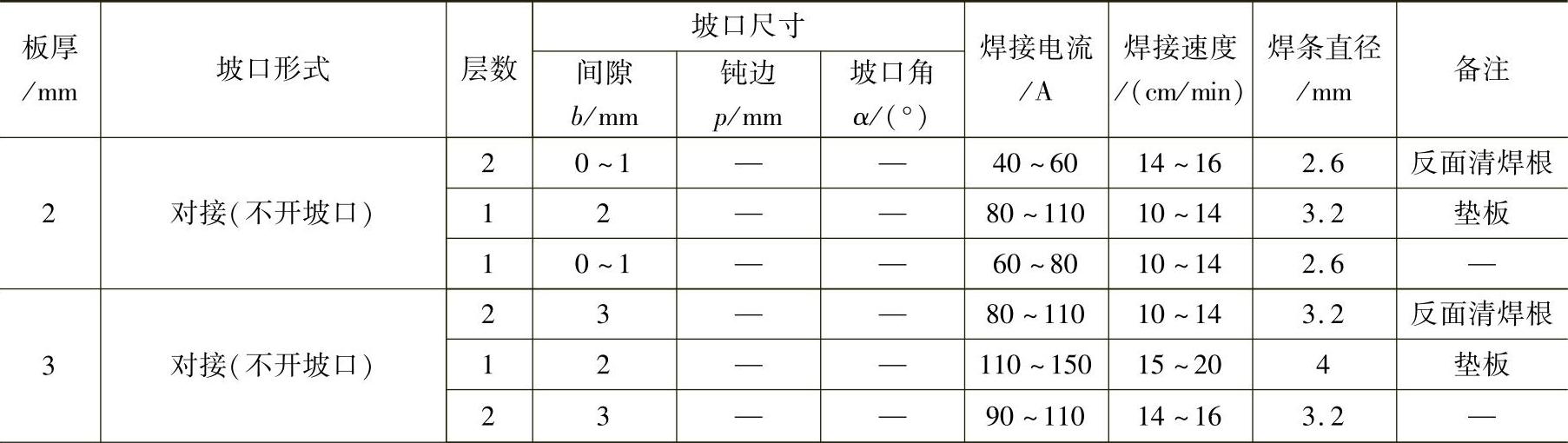
(续)
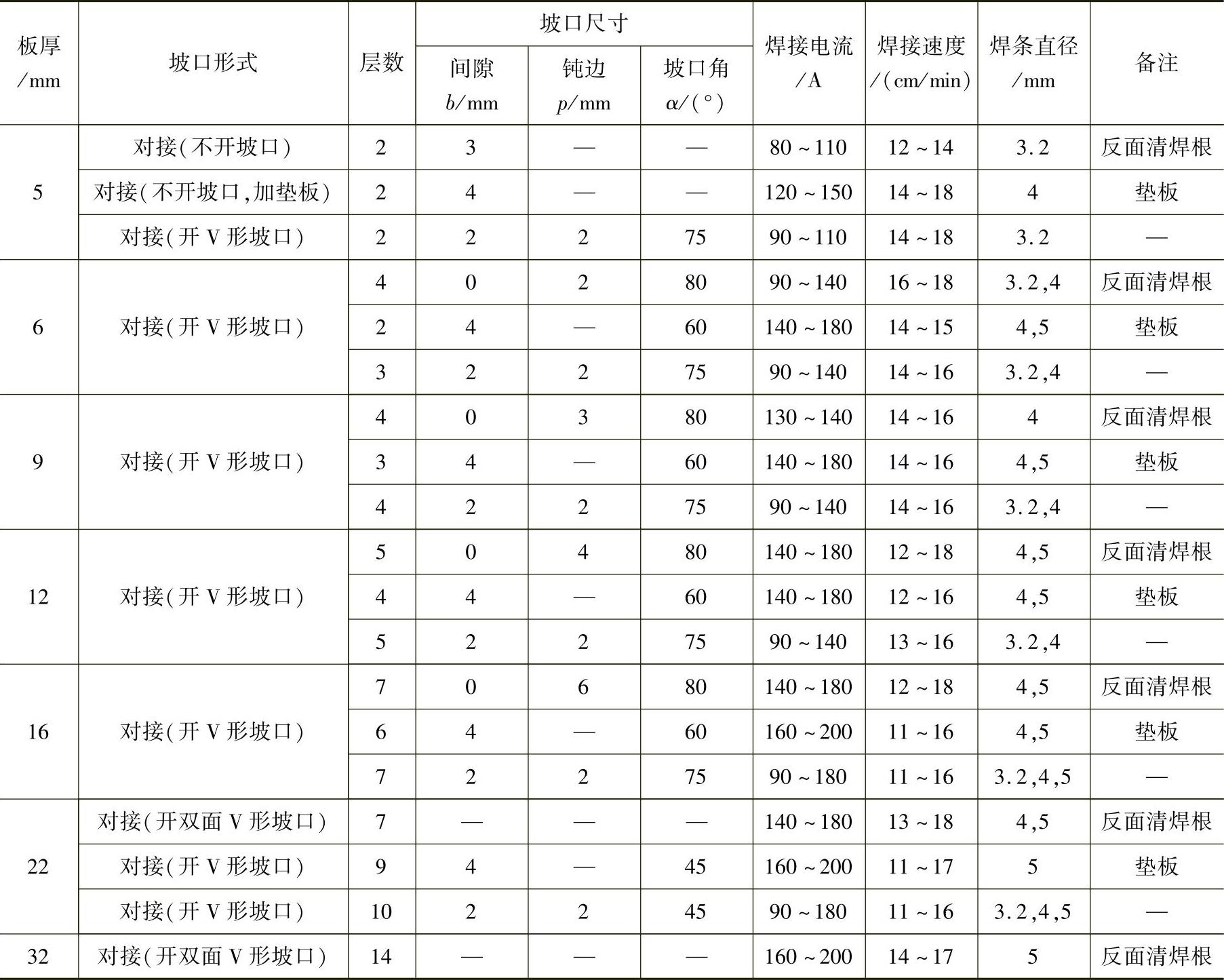
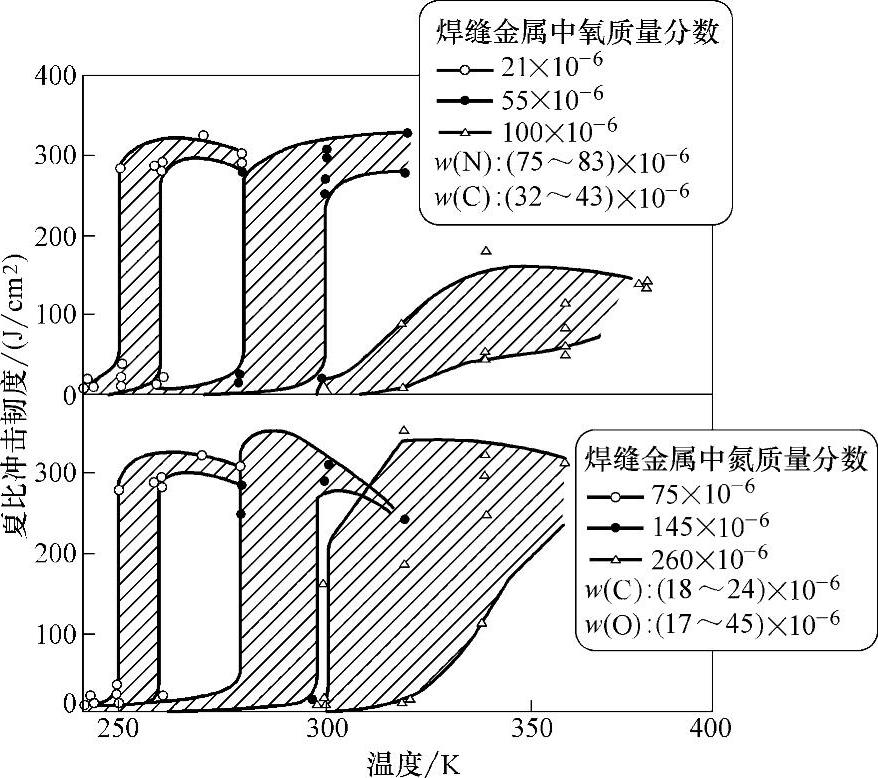
图6.5-24 氧、氮含量对高纯铁素体不锈钢(30Cr-2Mo)TIG焊缝金属韧性的影响
注:厚度6mm热轧钢板,半试样
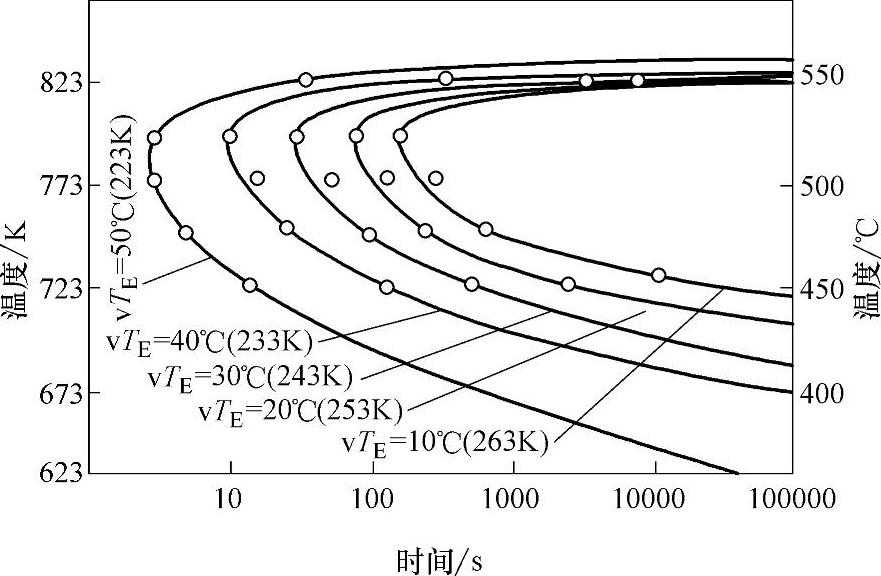
图6.5-25 高纯铁素体不锈钢焊缝金属475℃脆性的等脆化曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。