



表6.5-1-表6.5-3所列为奥氏体不锈钢及耐热钢的化学成分、力学性能及物理性能。
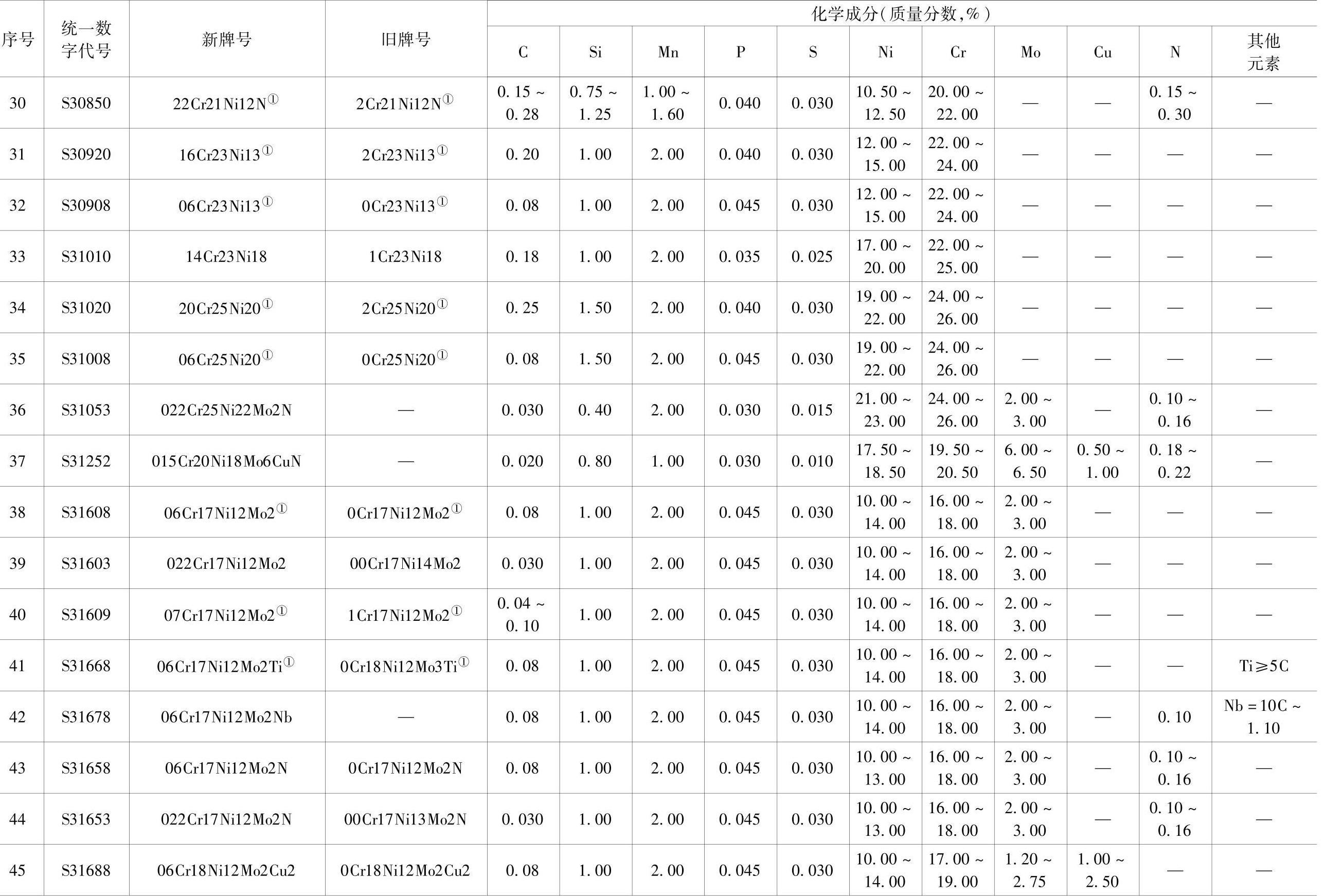
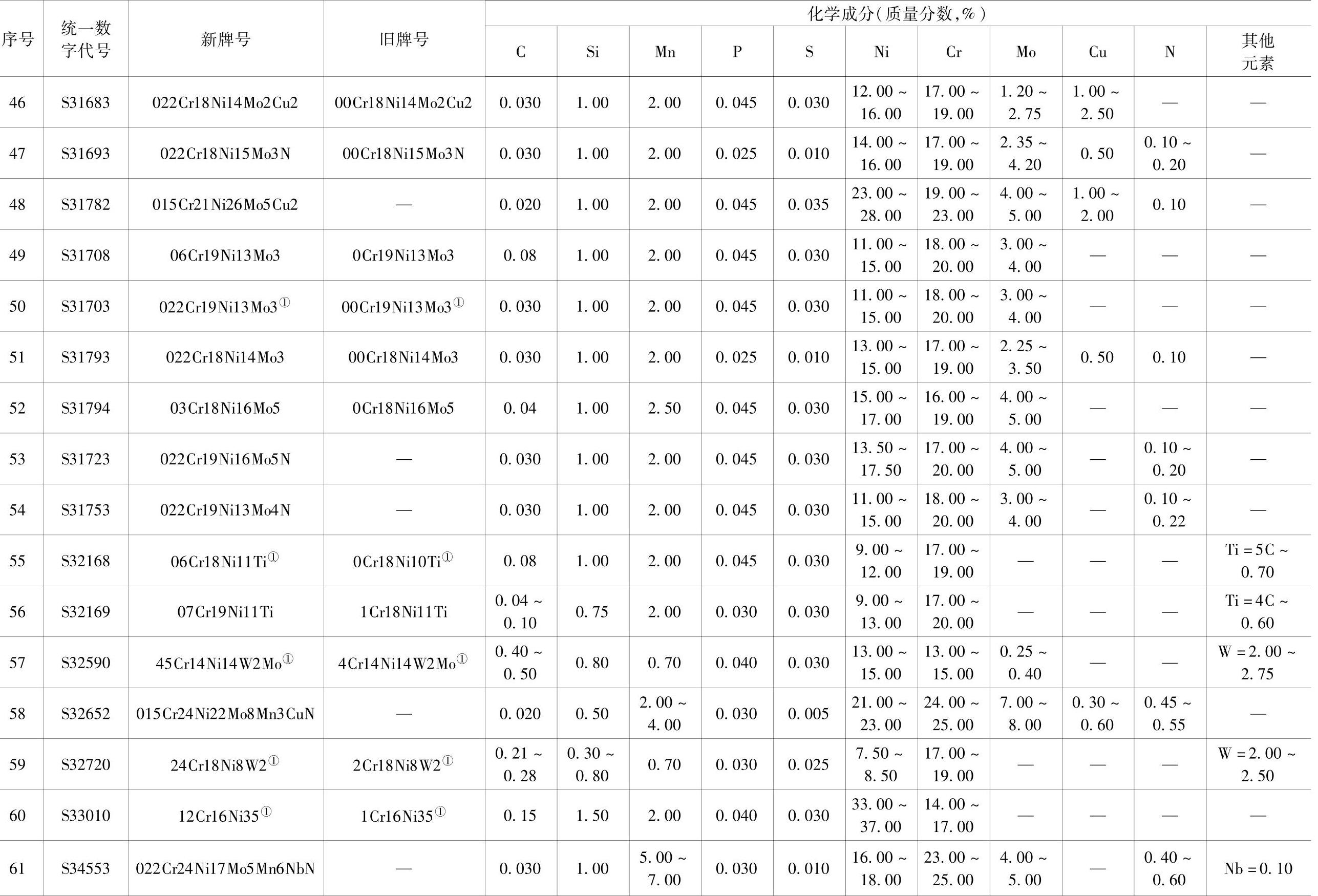
表6.5-1 奥氏体不锈钢和耐热钢的牌号及化学成分(GB/T 20878—2007)

(续)

(续)
(续)
(续)

注:表中所列成分除标明范围或最小值外,其余均为最大值。括号内值为允许添加的最大值。
①耐热钢或可作为耐热钢使朋。
②必要时,可添加上表以外的合金元素。
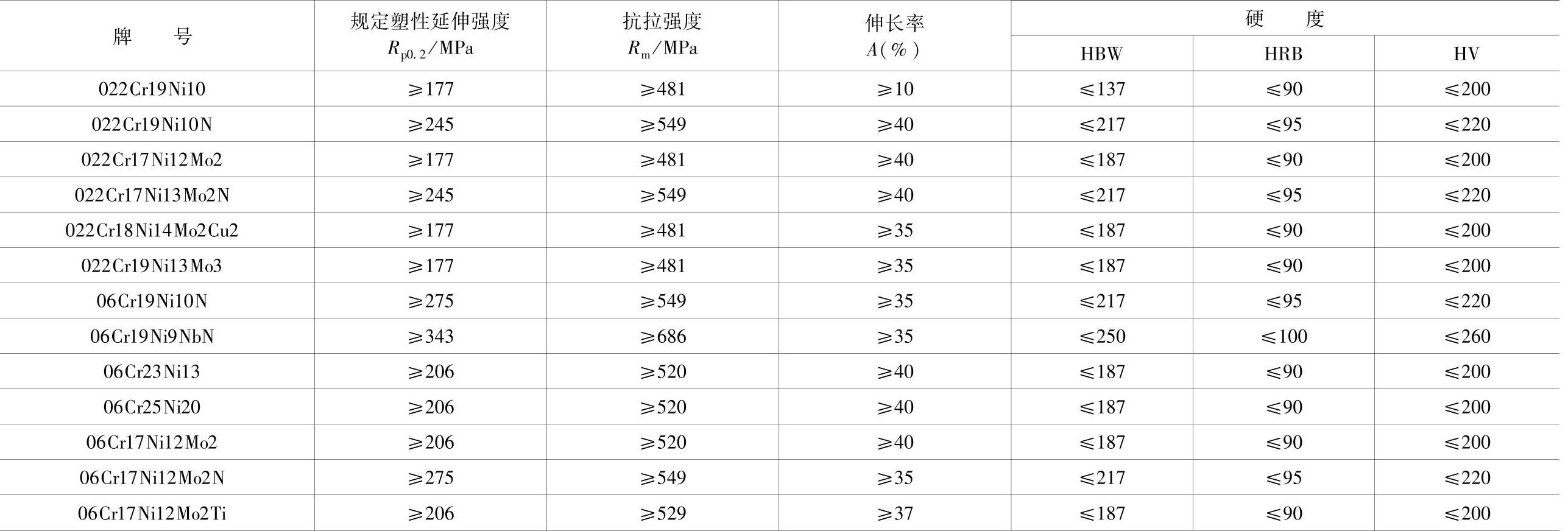
表6.5-2 奥氏体不锈钢的力学性能(经固溶处理)
(续)

表6.5-3 奥氏体不锈钢的牌号和物理性能参数(GB/T 20878—2007)

(续)
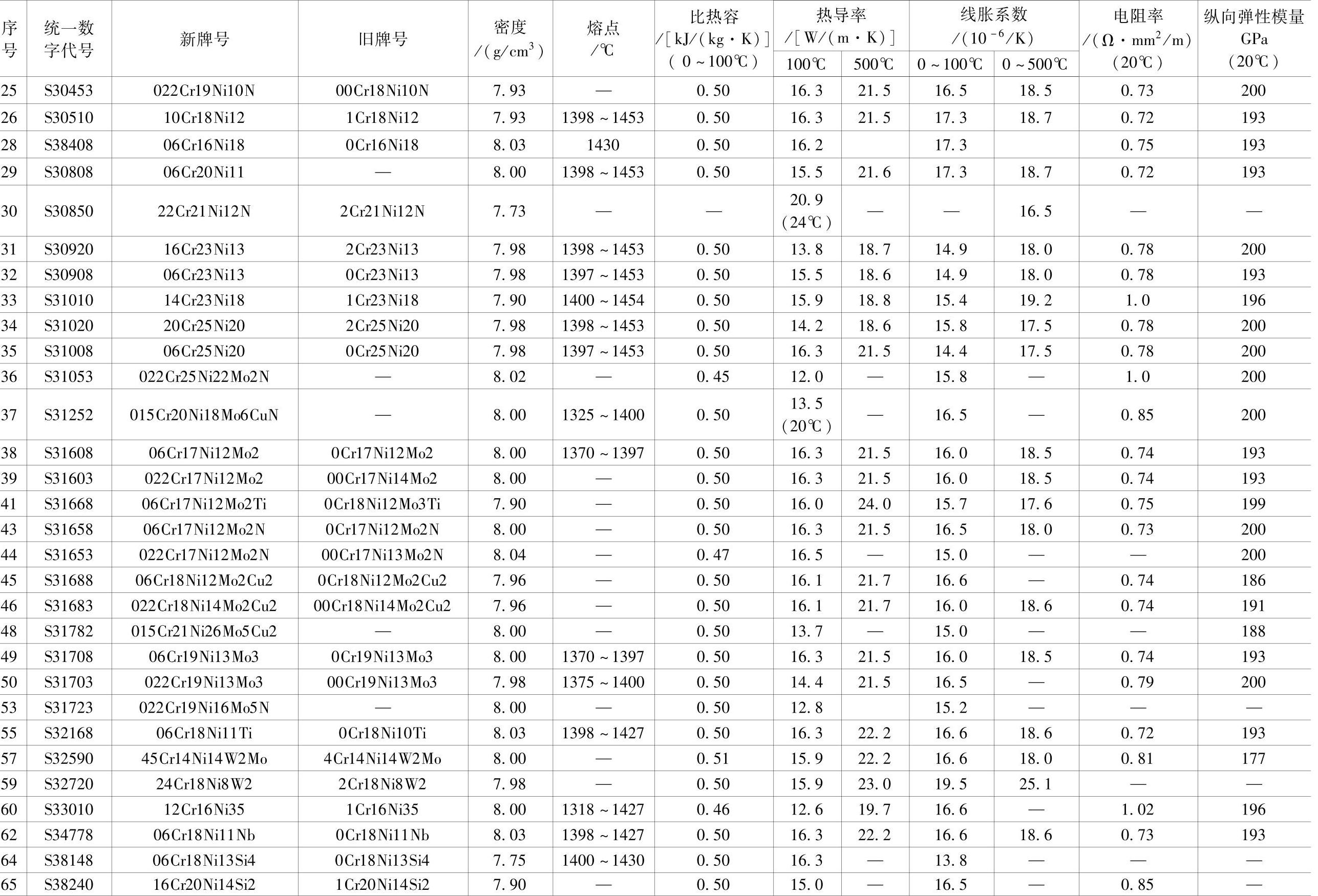
图6.5-1和图6.5-2为Fe-Cr及Fe-Ni二元合金相图。图6.5-3为焊缝组织图。
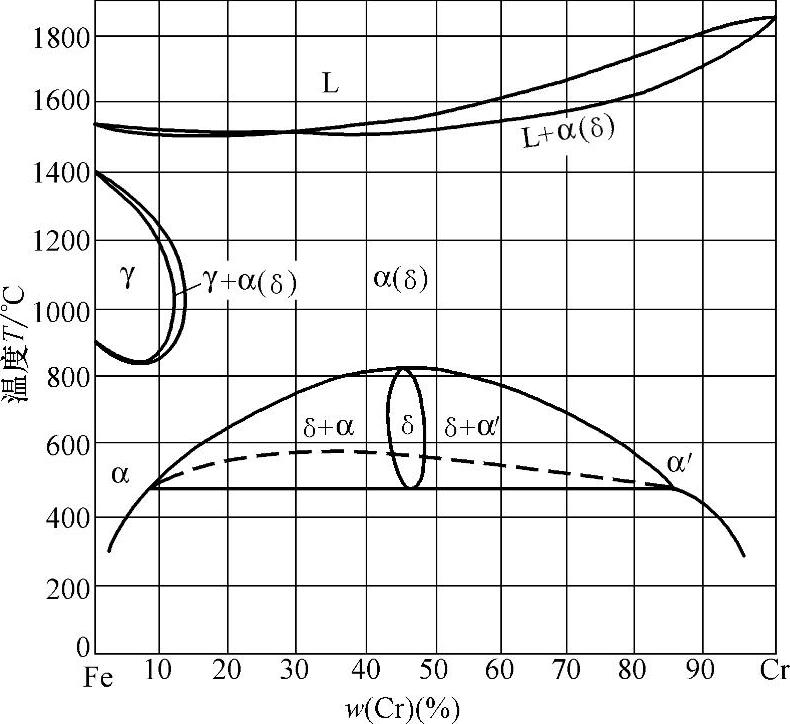
图6.5-1 Fe-Cr二元合金相图

图6.5-2 Fe-Ni二元合金相图
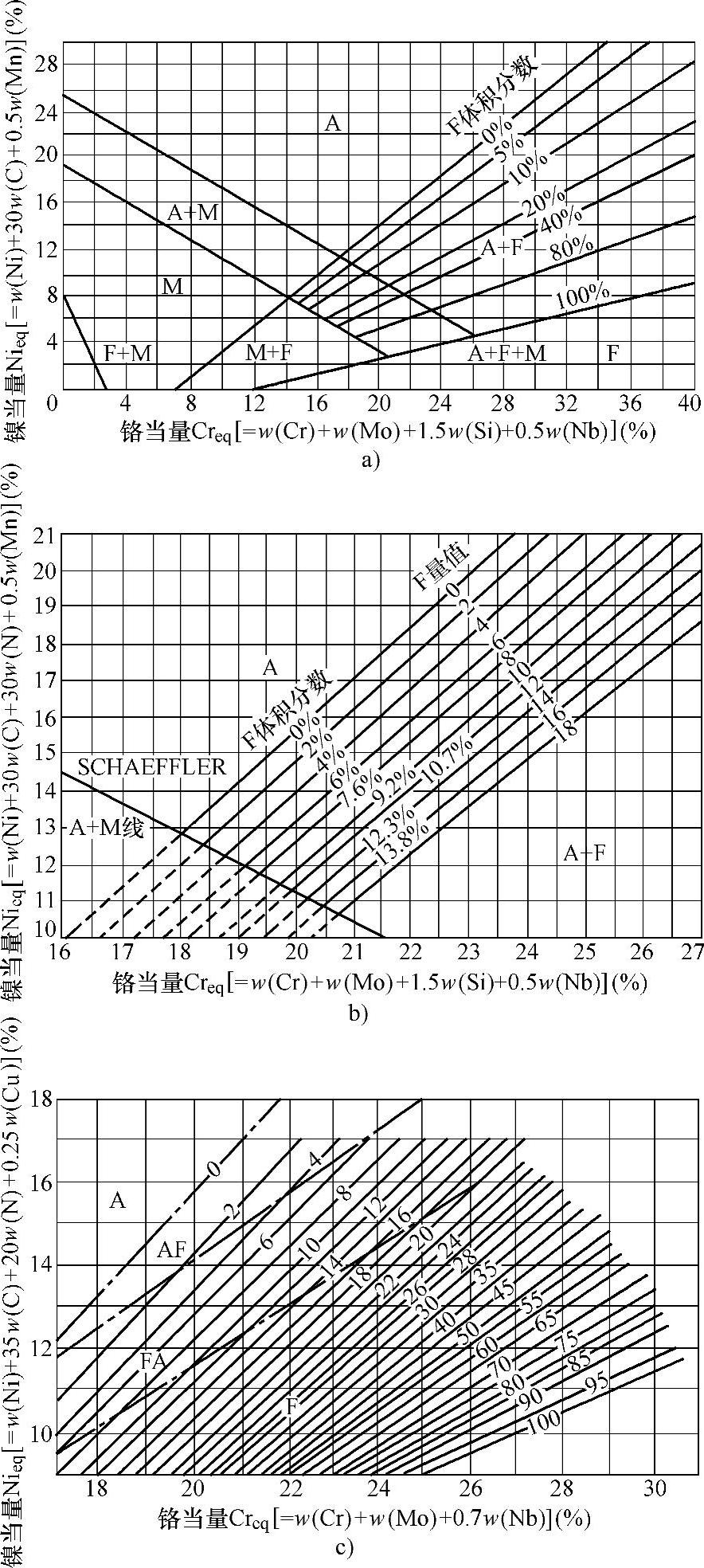
图6.5-3 常用的焊缝组织图
a)Schaeffler图 b)Delong图 c)WRC图
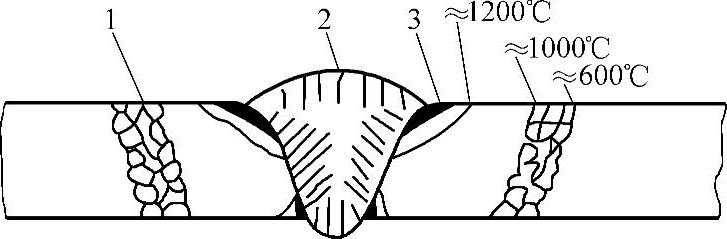
图6.5-4 18-8不锈钢焊接接头区可能出现晶间腐蚀的部位
1—HAZ敏化区腐蚀 2—焊缝晶间腐蚀 3—熔合区“刀蚀”
图6.5-4~图6.5-9所示为不锈钢晶间腐蚀和碳化铬的析出。图6.5-10所示为18-8不锈钢管焊接接头应力腐蚀断裂时间与材料碳含量的关系。
防止奥氏体不锈钢晶间腐蚀的措施如下:
1)尽量降低碳含量,如w(C)<0.03%或更低。
2)选用超低碳或添加Ti、Nb等稳定元素的不锈钢焊接材料。
3)调整化学成分,使之含有5%(体积分数)左右的一次δ铁素体,以消除单一奥氏体组织易形成的腐蚀通道。
4)采用小热输入,减小敏化温度范围停留时间;采用小电流、快速焊、短弧焊、焊条不作横向摆动,焊缝可以强制冷却,减小焊接热影响区,多层焊,控制层间温度,后焊的焊道要在前焊道冷却到60℃以下再焊。
5)接触腐蚀介质面的焊缝最后焊接。
6)焊后进行固溶处理。
 (https://www.xing528.com)
(https://www.xing528.com)
图6.5-5 304型不锈钢[w(C)=0.06%]晶间腐蚀
a)热影响区晶间腐蚀 b)紧邻晶界碳化物的贫Cr区(晶间腐蚀)

图6.5-6 Cr18不锈钢[w(Ni)=0~40%]中碳的溶解度和M23C6碳化物析出
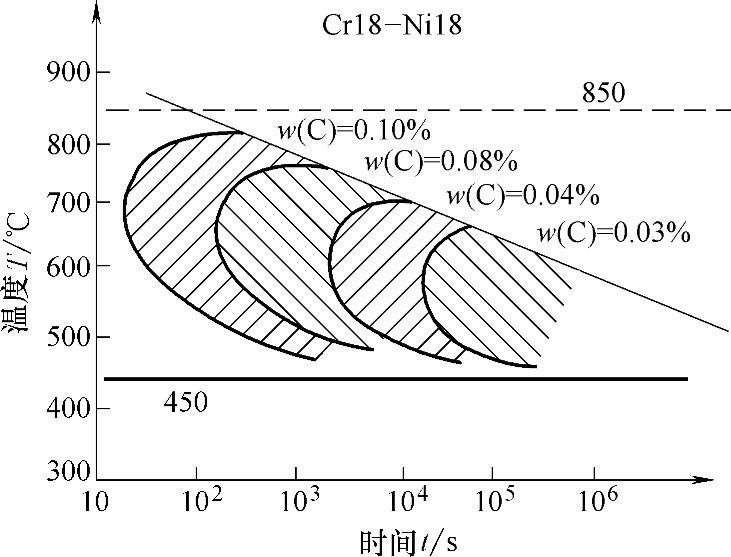
图6.5-7 Cr18-Ni8钢晶间腐蚀的敏感温度-时间曲线
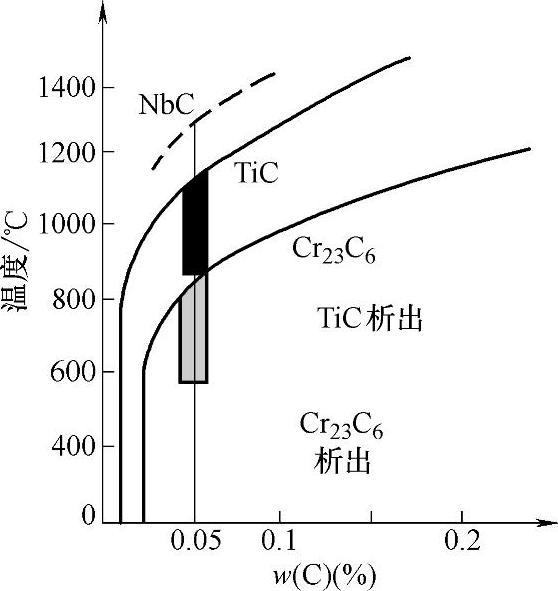
图6.5-8 06Cr19Ni10不锈钢中碳化物溶解曲线
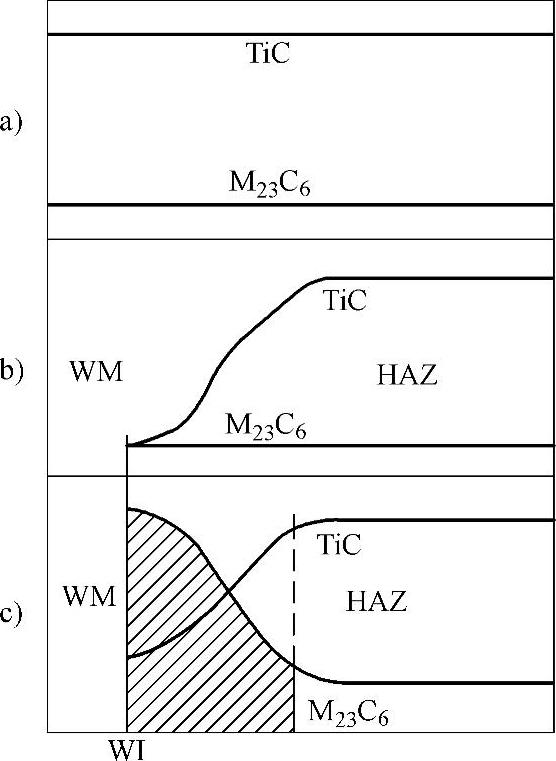
图6.5-9 18-8Ti钢热影响区中碳化物的分布特征
a)焊前 b)焊态 c)焊后敏化
WM—焊缝 WI—焊缝边界

图6.5-10 18-8不锈钢管焊接接头应力腐蚀(SCC)断裂时间与材料碳含量的关系
注:介质为288℃纯水;应力为 Rp0.2×1.36方波交变应力,保持75min/周。
图6.5-11所示为凝固模式和Fe-Cr-Ni伪二元相图[w(Fe)=70%]的关系。表6.5-4、图6.5-12~图6.5-15所示为合金元素及δ铁素体等对奥氏体不锈钢焊缝热裂纹倾向的影响。

图6.5-11 凝固模式和Fe-Cr-Ni伪二元相图[w(Fe)=70%]的关系
表6.5-4 合金元素对奥氏体不锈钢焊缝热裂纹倾向的影响
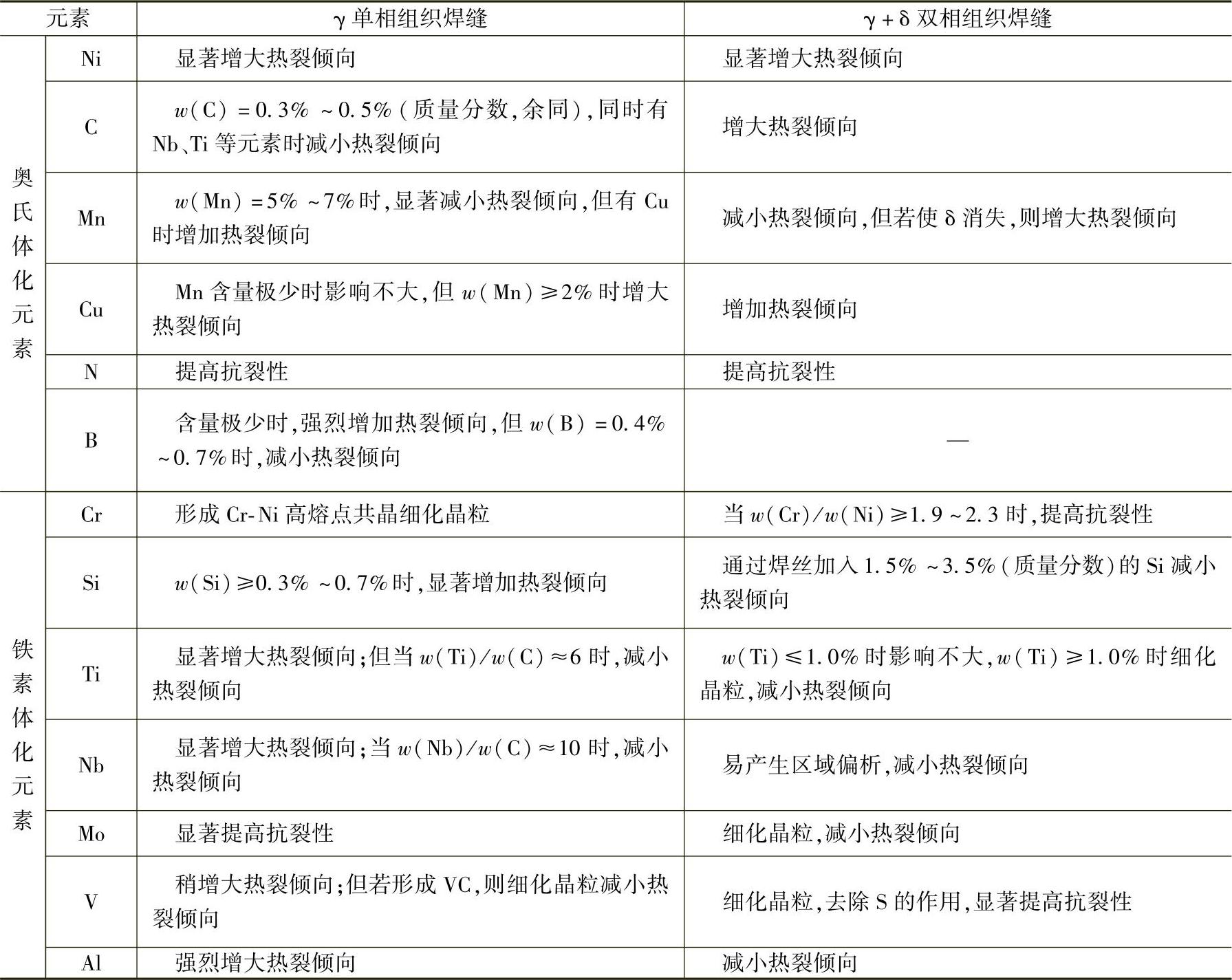

图6.5-12 三种常见奥氏体钢在Delong图中的位置
注:区域①化学成分(质量分数,%):C=0.05~0.07,Si=0.5,Mn=1.5,Cr=18.0~19.0,Ni=8.5~9.5,N=0.04;区域②化学成分(质量分数,%):C=0.02~0.03,Si=0.5,Mn=1.5,Cr=19.0~20.0,Ni=10.0~11.0,N=0.04;区域③化学成分(质量分数,%):C=0.02~0.03,Si=0.5,Mn=1.5,Cr=17.5~18.5,Ni=11.0~12.0,N=0.04。

图6.5-13 焊接热影响区热裂纹与Creq/Nieq的关系
a)Creq/Nieq和S+P的影响 b)Creq/Nieq和凝固模式的影响
注:Creq=w(Cr)+1.37w(Mo)+1.5w(Si)+2w(Nb)+3w(Ti);Nieq=w(Ni)+0.31w(Mn)+22w(C)+14.2w(N)+w(Cu)。
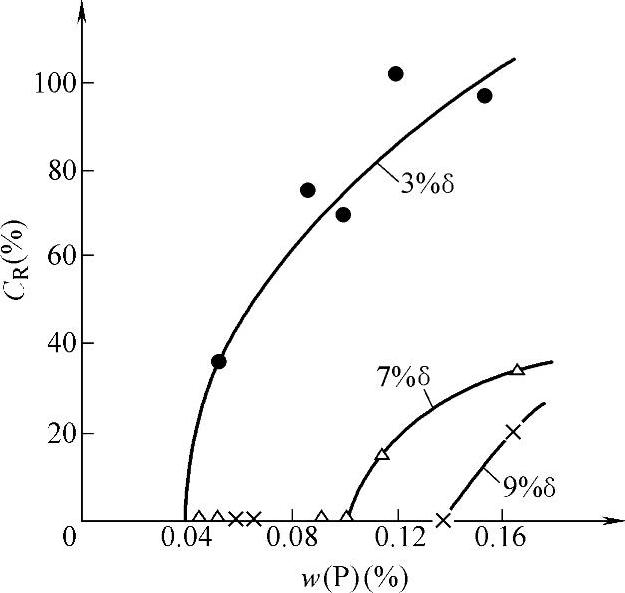
图6.5-14 18-8钢焊缝中不同P含量防止结晶裂纹所需的δ铁素体的体积分数

图6.5-15 P对18-8钢和25-20钢焊缝结晶裂纹的影响
表6.5-5为奥氏体不锈钢中的析出物。图6.5-16和图6.5-17所示为M23C6碳化物的析出及σ相对Fe-Cr-Ni系不锈钢冲击韧度的影响。图6.5-18所示为焊缝组织图上不同焊接材料的成分变动范围。
表6.5-5 奥氏体不锈钢中的析出物

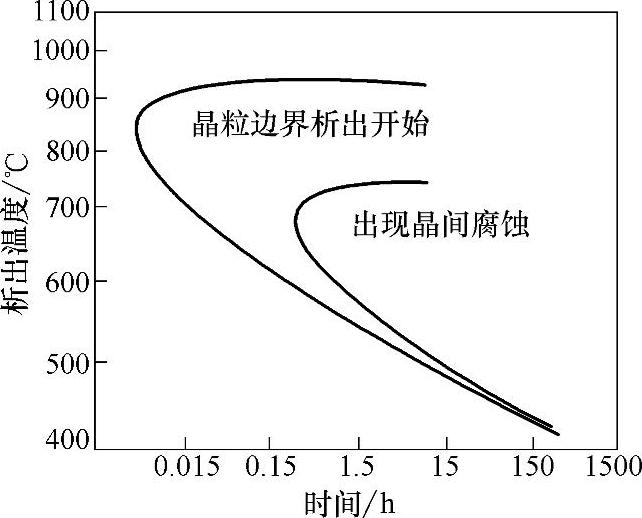
图6.5-16 Cr18-Ni8不锈钢中M23C6碳化物的析出[w(C)=0.05%]
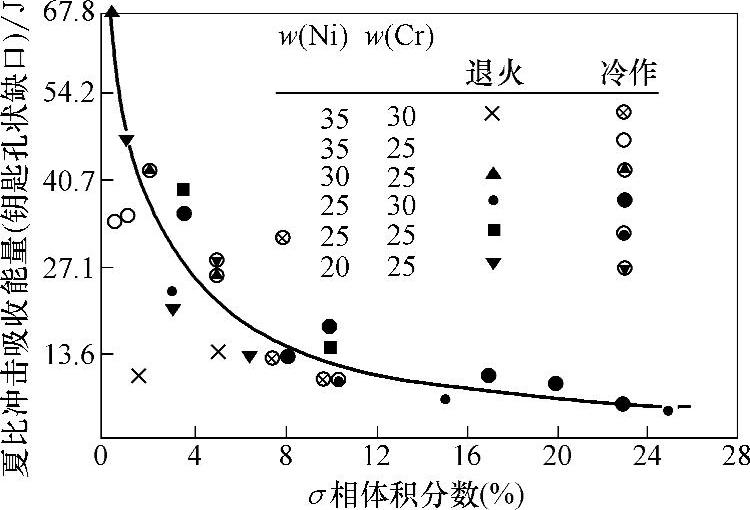
图6.5-17 σ相对Fe-Cr-Ni系不锈钢冲击吸收能量的影响
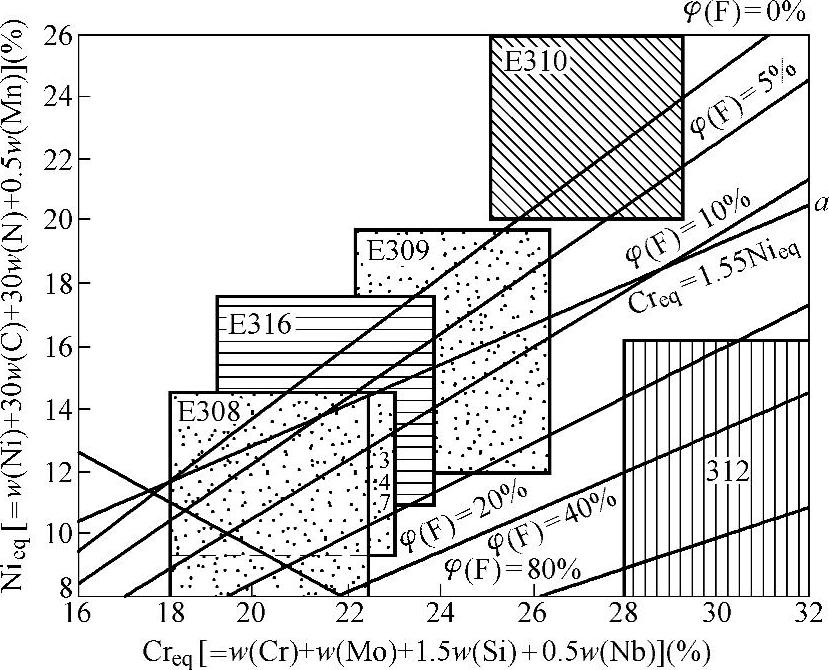
图6.5-18 焊缝组织图上不同焊接材料的成分变动范围
表6.5-6和表6.5-7所列为熔焊方法对奥氏体不锈钢的适用性及常用奥氏体不锈钢焊接材料的选用。表6.5-8~表6.5-13所列为奥氏体不锈钢的焊接参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。