



表6.3-11和图6.3-1所示为低碳调质钢HQ60和HQ70的拉伸拘束裂纹试验焊接参数及试验结果(TRC)。
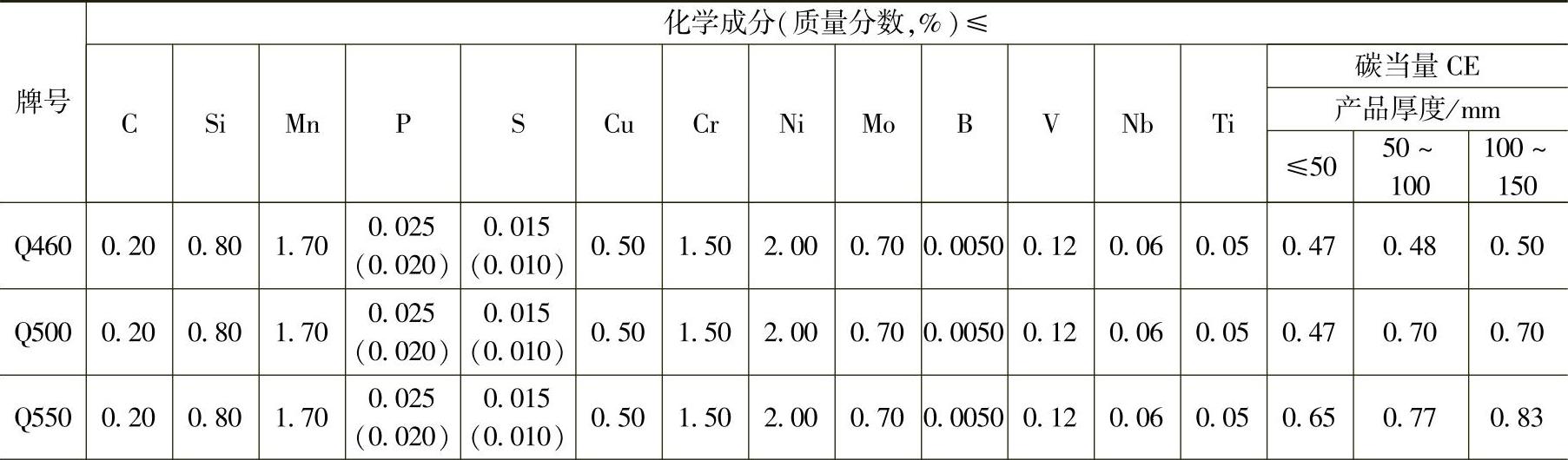
表6.3-1 高强度结构用调质钢板的化学成分(GB/T 16270—2009)
(续)
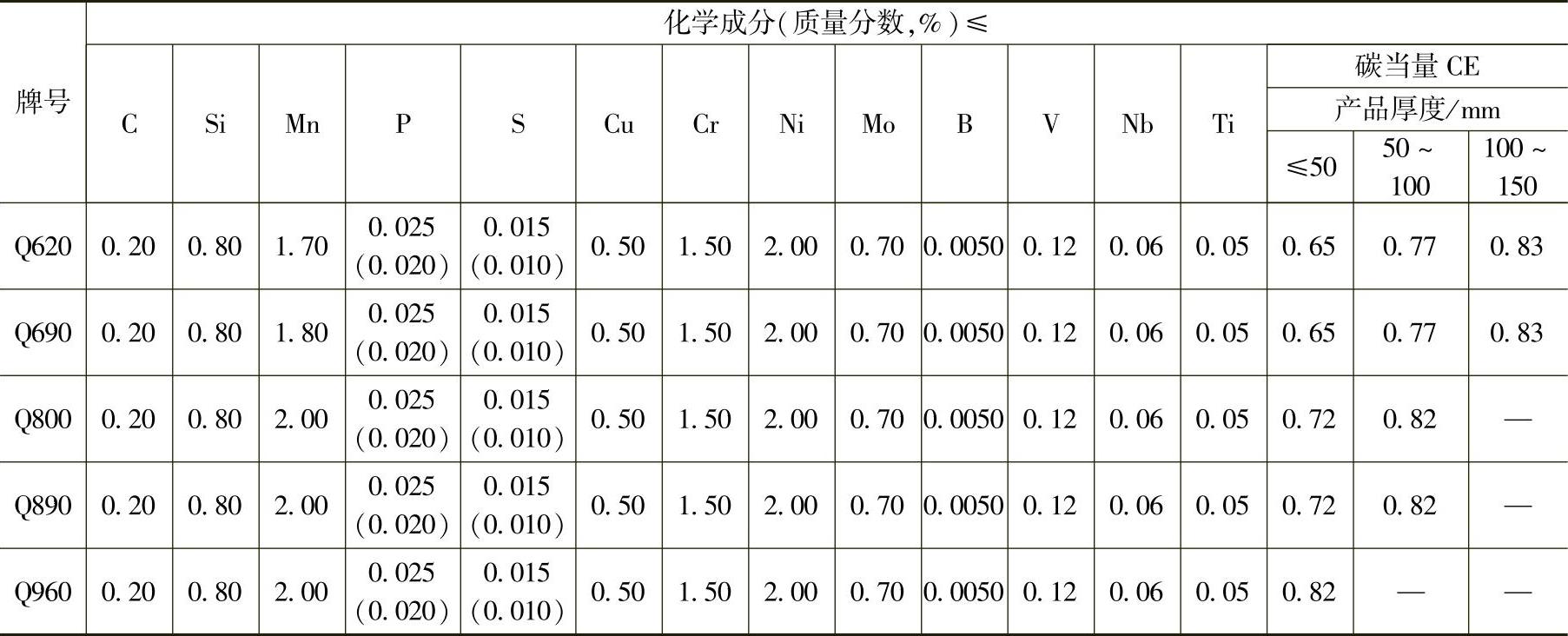
注:1.根据需要生产厂可添加其中一种或几种合金元素,最大值应符合表中规定,其含量应在质量证明书中报告。
2.钢中至少应添加Nb、Ti、V、Al中的一种细化晶粒元素,其中至少一种元素的最小质量分数为0.015%;Al的最小质量分数为0.018%。
3.CE=w(C)+w(Mn)/6+w(Cr+Mo+V)/5+w(Ni+Cu)/15。
4.关于P、S含量,各牌号的C、D级钢P、S上限取括号外值,E、F级钢取括号内值。
表6.3-2 高强度结构用调质钢板的力学性能及工艺性能(GB/T 16270—2009)
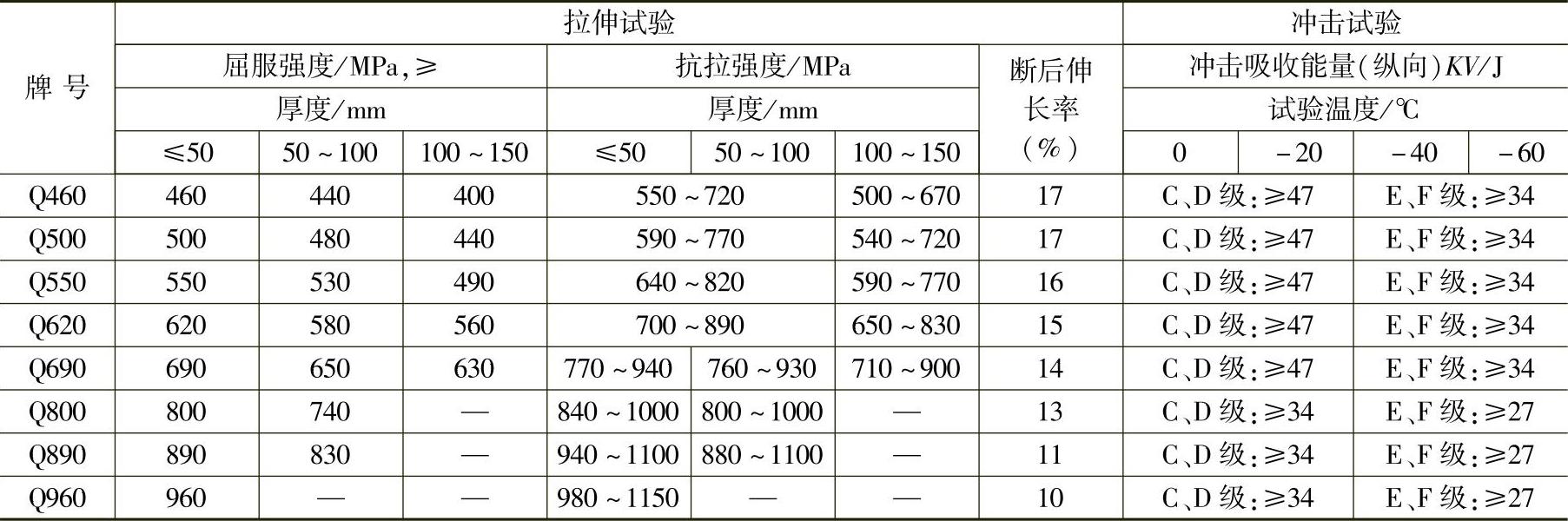
注:1.拉伸试验适用于横向试样,冲击试验适用于纵向试样。
2.当屈服现象不明显时,采用Rp0.2。
3.V形缺口冲击试样为纵向试样,冲击吸收能量按一组3个试样的算术平均值计算,允许其中1个试样单值低于规定值,但不得低于规定值的70%。
表6.3-3 部分低碳调质钢的化学成分
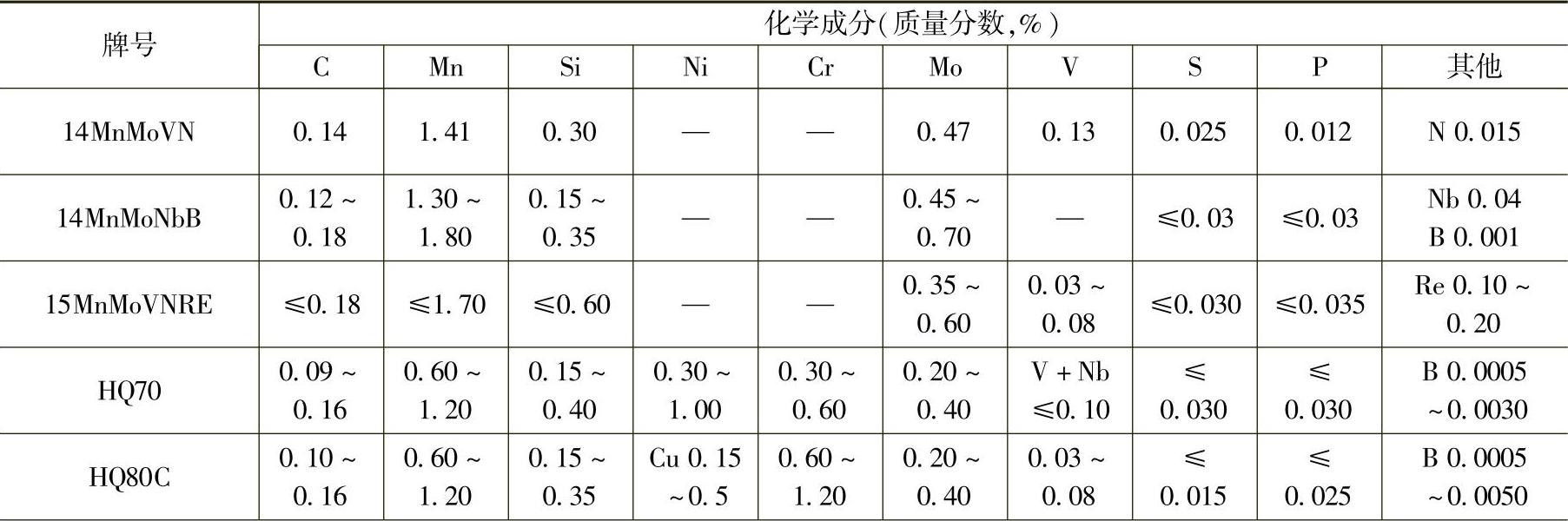
(续)

注:HQ70、HQ80C、HQ100为我国鞍山钢铁公司的产品牌号。
表6.3-4 部分低碳调质钢的力学性能
注:HQ70、HQ80、HQ100为我国鞍山钢铁公司的产品牌号。
表6.3-5 焊接无裂纹钢(CF钢)的化学成分和力学性能
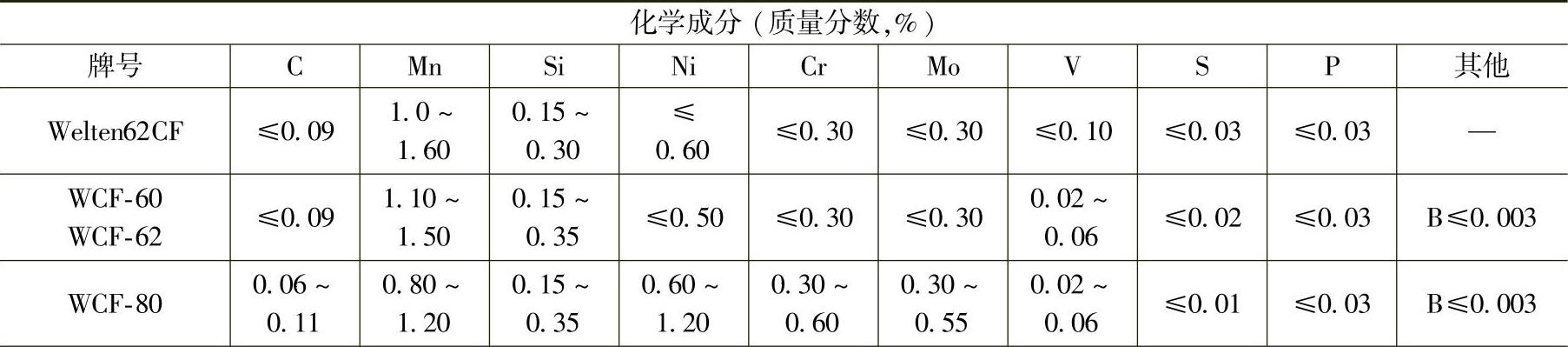
(续)

注:表中为日本牌号。
表6.3-6 HQ系列低碳调质钢的化学成分、力学性能及热处理条件
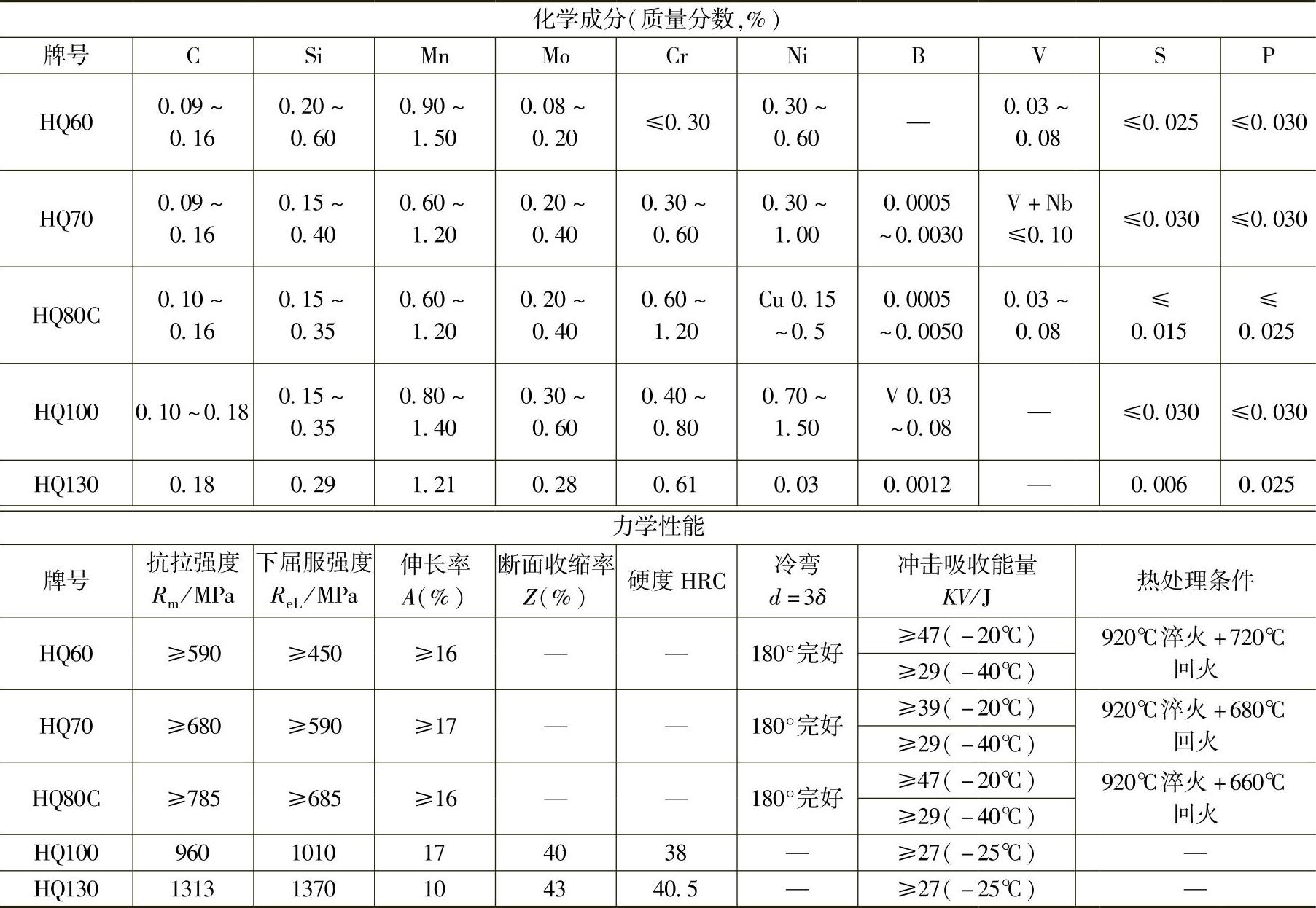
注:d为压头直径(mm),δ为试板厚度(mm)。
表6.3-7 不同质量等级调质高强度钢的S、P含量和残余元素含量

表6.3-8 HQ系列低碳调质钢的临界温度

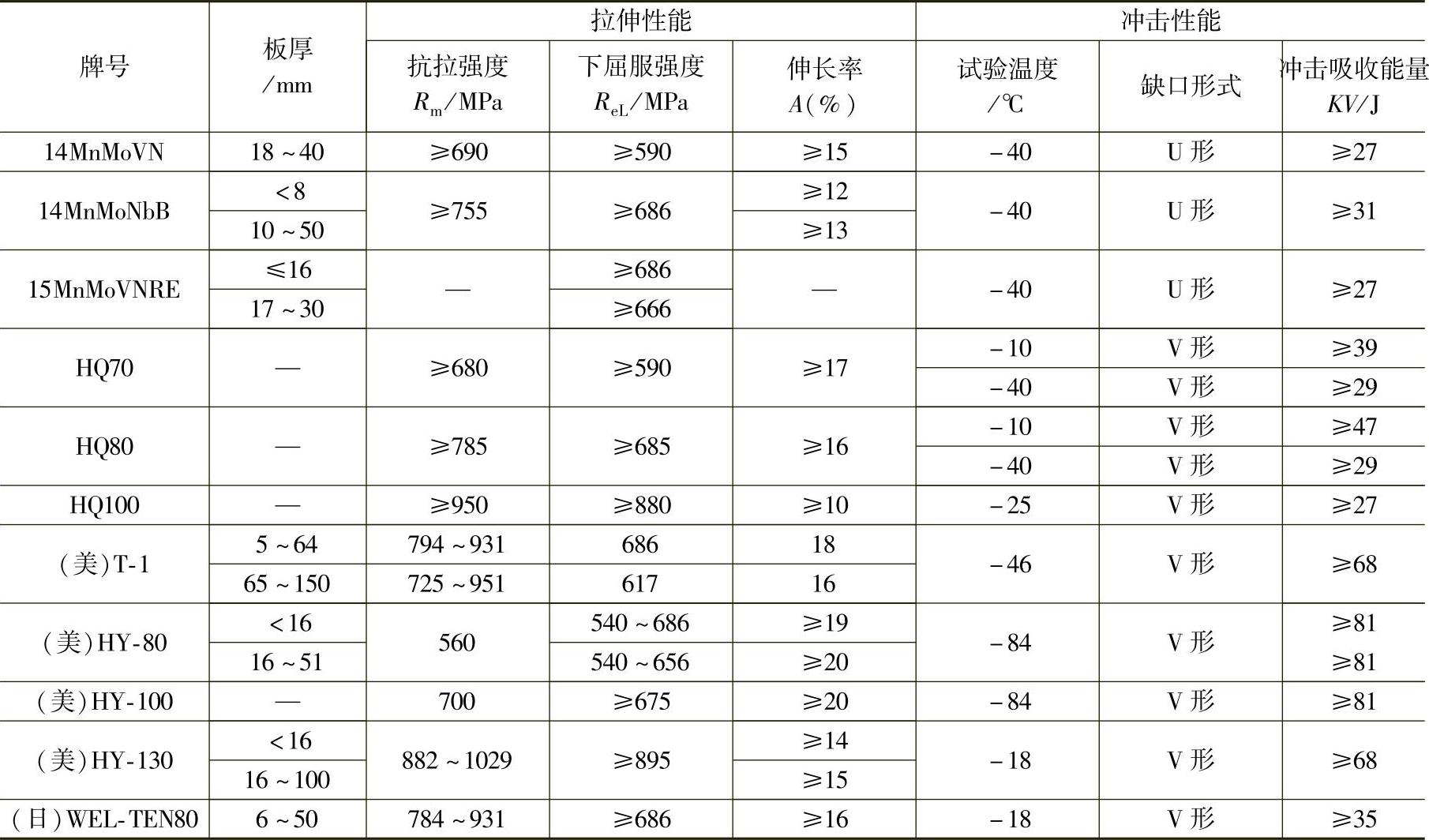
表6.3-9 高强度高韧性钢的化学成分和力学性能
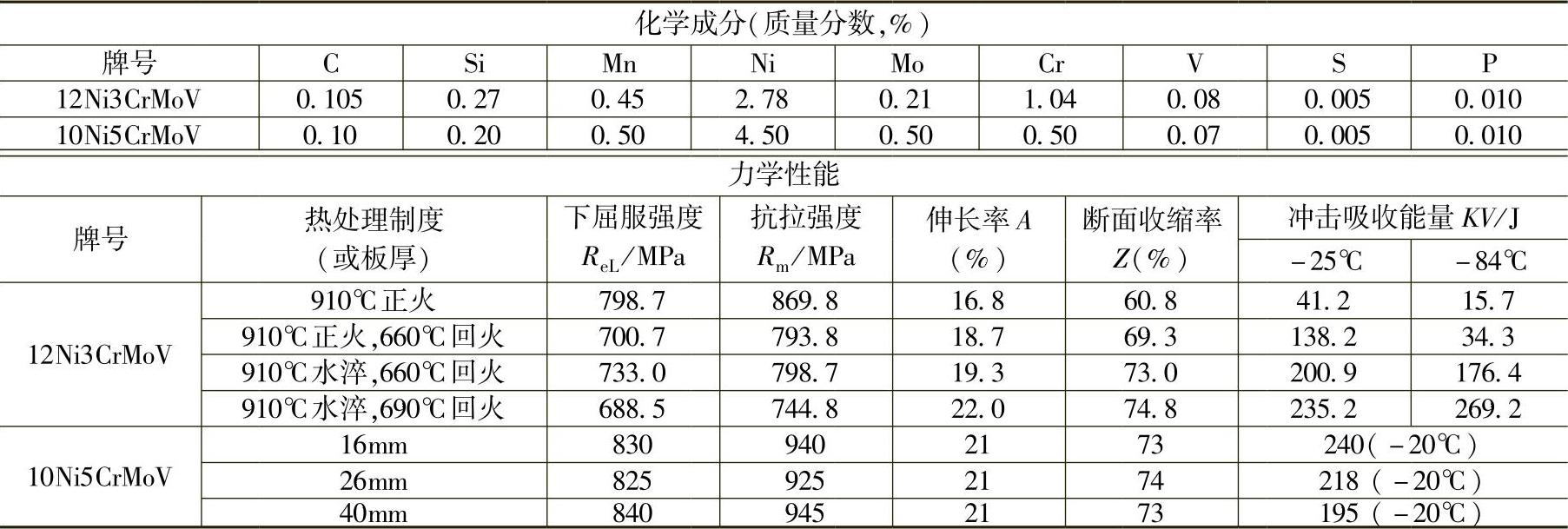
表6.3-10 日本NS系列高强度钢的化学成分和力学性能
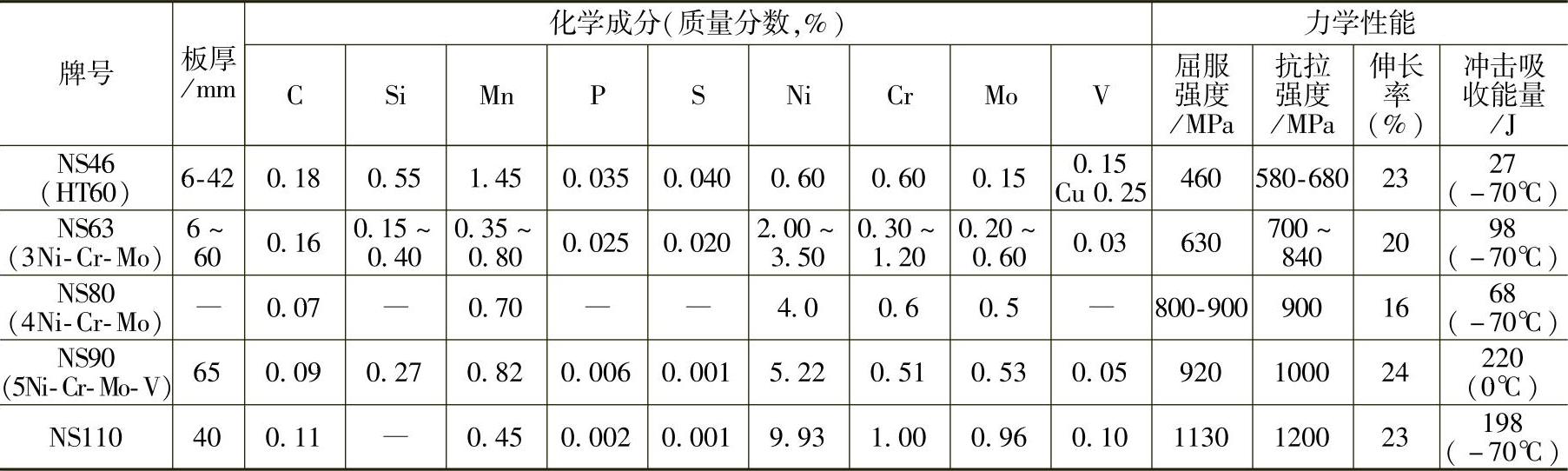
注:表中单值为最大值。
表6.3-11 HQ60钢和HQ70钢TRC试验的焊接参数

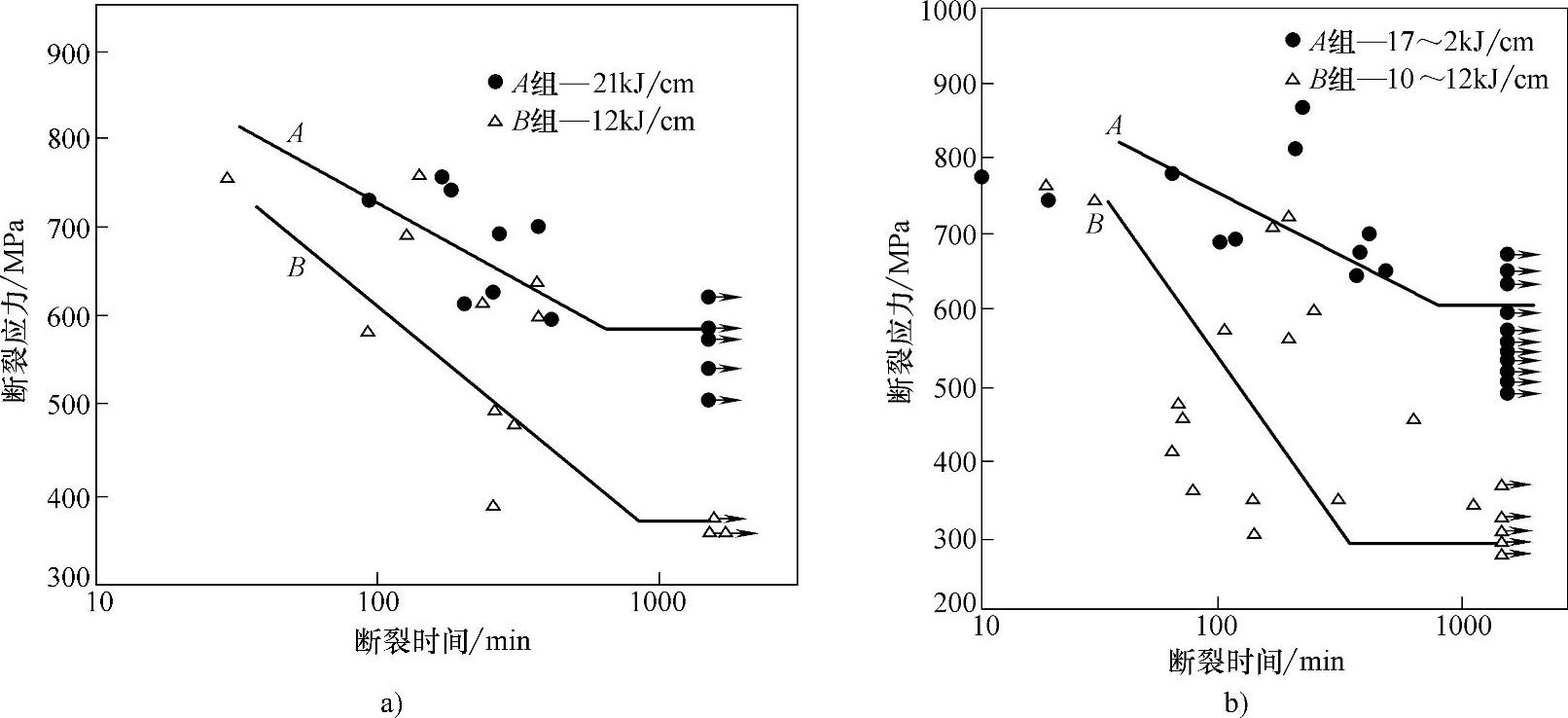
图6.3-1 低碳调质钢TRC试验的应力与时间关系(80%Ar+20%CO2MAG)
a)HQ60 b)HQ70
图6.3-2和图6.3-3所示为HQ80C钢的焊接连续冷却转变图及焊接冷裂纹倾向。
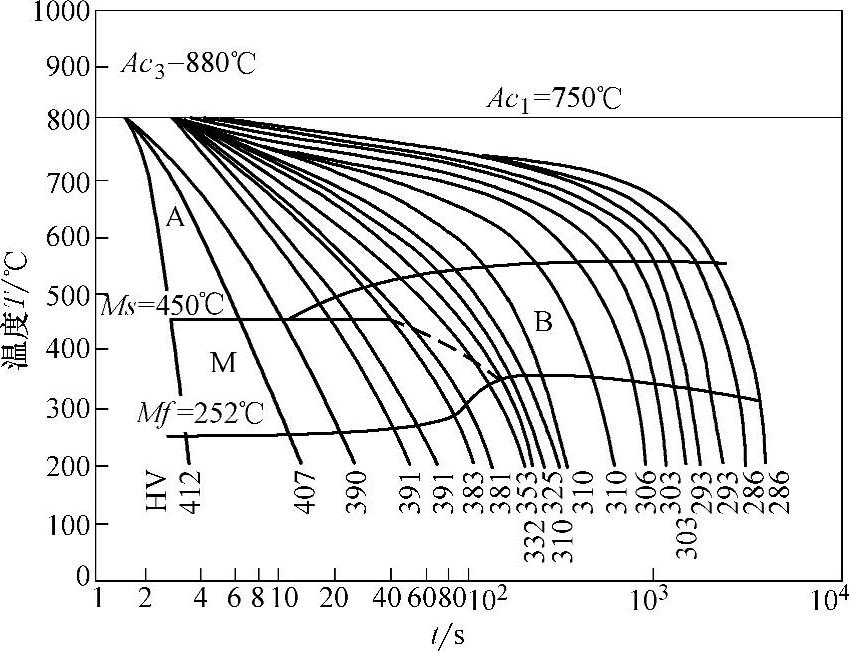
图6.3-2 HQ80C钢的焊接连续冷却转变图
注:原始状态为调质,奥氏体晶粒度为8级;峰值温度为1320℃。

图6.3-3 HQ80C钢的焊接冷裂纹倾向
注:插销试验,热输入qv=17.5kJ/cm,扩散氢含量3.6mL/100g。
表6.3-12、表6.3-13和图6.3-4为高强度钢斜Y和直Y坡口裂纹试验结果。
表6.3-12 Q550高强钢斜Y坡口对接裂纹试验的裂纹率


图6.3-4 高强度钢焊接的裂纹倾向(铁研试验)
a)Q550钢 b)Q690钢(https://www.xing528.com)
表6.3-13 Q550+Q690高强度异种钢直Y坡口对接裂纹率
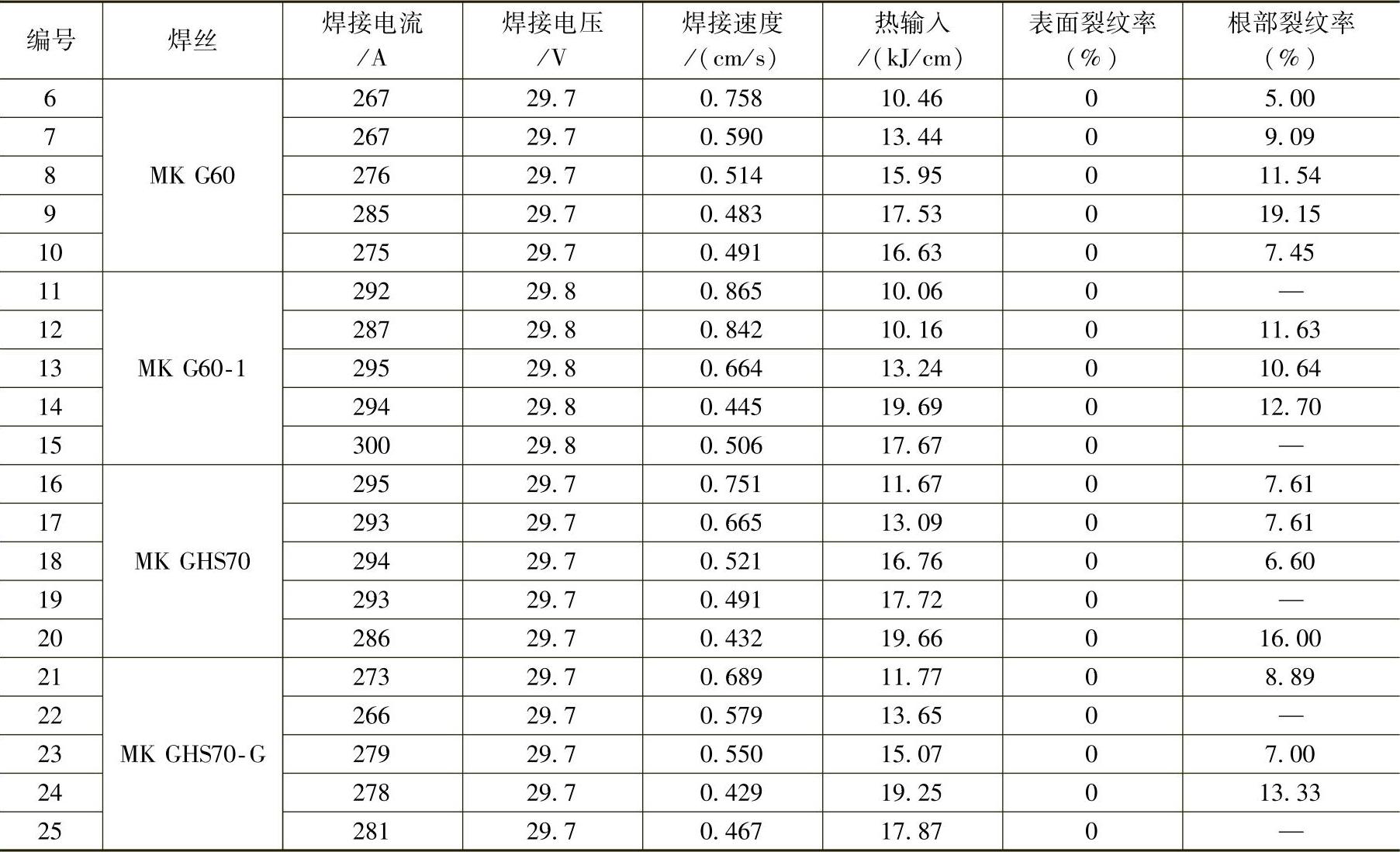
图6.3-5所示为800MPa高强度钢热影响区转变组织的韧性与有效晶粒尺寸dc的关系。图6.3-6所示为低碳马氏体和低碳马氏体+下贝氏体(ML+BL)混合组织中裂纹扩展示意图。图6.3-7所示为淬火+回火钢热影响区的硬度分布。图6.3-8所示为冷却时间t8/5对M-A组元数量的影响。图6.3-9所示为调质钢焊接热影响区的硬度分布。

图6.3-5 热影响区连续冷却转变组织的韧性与有效晶粒尺寸dc的关系
注:抗拉强度为800MPa的低碳调质钢。
图6.3-5中以Rm=980MPa为分界可连成两条直线:下方的直线对应于快冷时(小热输入)近缝区附近强度较高的低温转变组织(ML或ML+BL);上方的直线对应于慢冷时(大热输入)形成的强度较低的高温转变组织(BU或F+BU)。
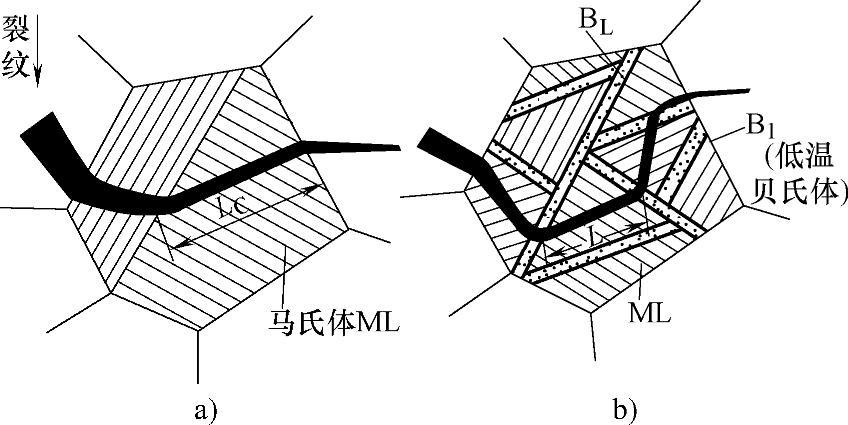
图6.3-6 裂纹在低碳马氏体和ML+BL混合组织中扩展的示意图
a)低碳马氏体组织 b)ML+BL混合组织
热影响区软化必然引起强度降低,失强率(D)可表述为

式中 D——失强率(%);
(Rm)b——母材的抗拉强度(MPa);
(Rm)h——热影响区软化区的抗拉强度(MPa)。
带热影响区软化区的接头屈服强度(ReL)J可表述为

式中 (ReL)h——软化区下屈服强度;
m——相对宽度,m=b/δ;
K——常数。
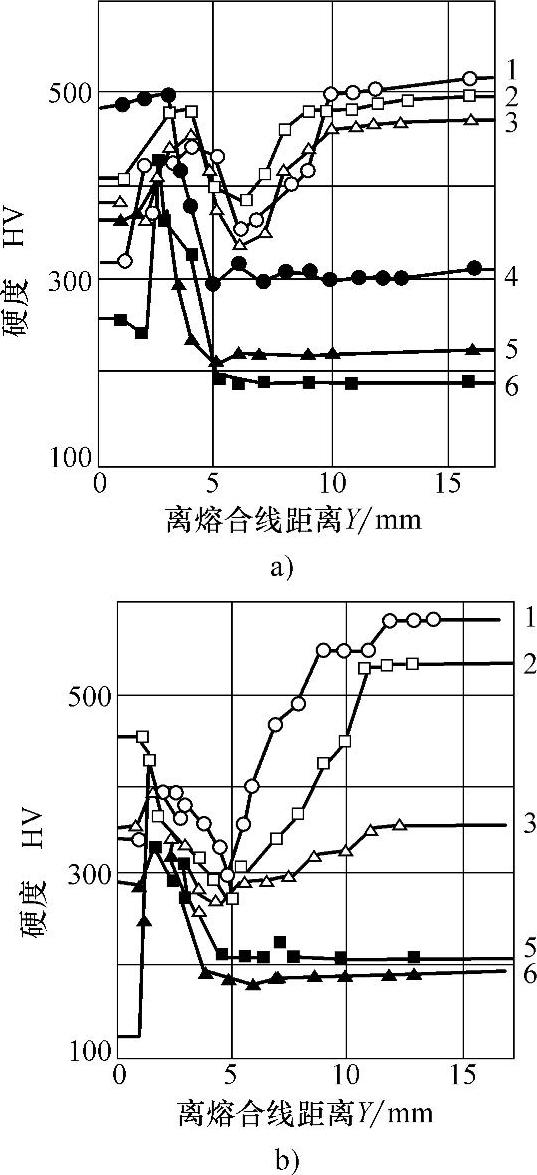
图6.3-7 淬火+回火钢热影响区的硬度分布
a)20CrMnSi b)45钢
注:板厚h=3mm,焊接热输入 qv=2.48J/cm。
1—淬火 2—淬火+200℃回火 3—淬火+400℃回火 4—淬火+600℃回火 5—退火(粒状珠光体)6—退火(片状珠光体)
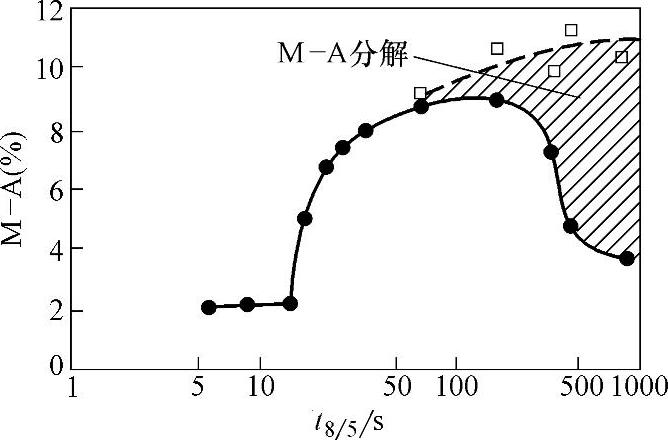
图6.3-8 冷却时间t8/5对M-A组元数量的影响
相对宽度m减小,即软化区宽度b减小,接头强度可提高。软化区强度一定时,板厚δ越大,焊接热输入qv越小,初始预热温度T0越低,则焊接接头的强度越高(也即失强率越小)。焊接中只要设法减小软化区的宽度b,即可将焊接热影响区软化的危害降到最低程度。
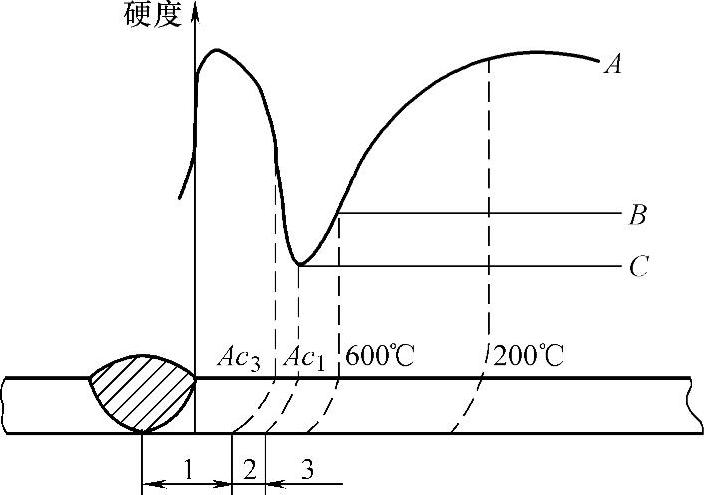
图6.3-9 调质钢焊接热影响区的硬度分布
A—焊前淬火+低温回火 B—焊前淬火+高温回火 C—焊前退火
1—淬火区 2—部分淬火区 3—回火区
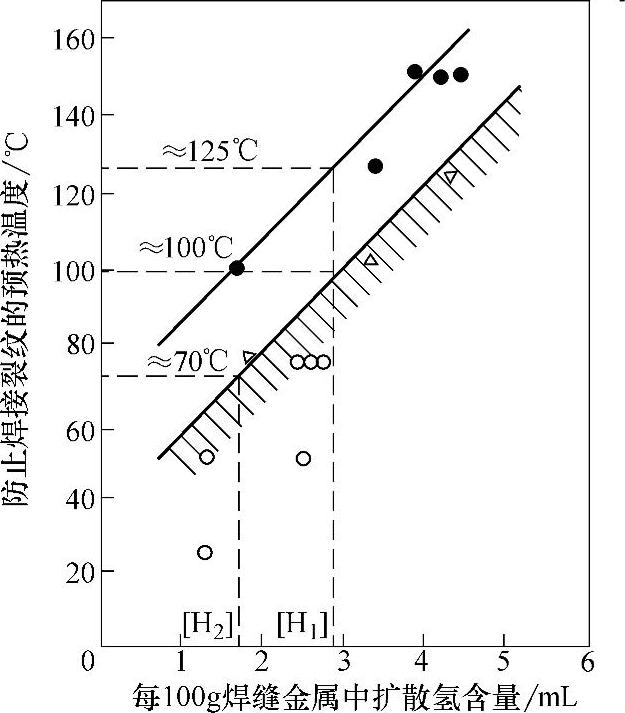
图6.3-10 不同焊条施焊时为防止焊接冷裂纹所需的预热温度
●—等强匹配焊条(E11016-G)
△—低强匹配焊条(E9016-G)
○—抗潮低强匹配焊条
[H1]—氢含量2.9mL/100g;
[H2]—氢含量1.7mL/100g
图6.3-10所示为不同焊条施焊时为防止焊接冷裂纹所需的预热温度。图6.3-11所示为焊缝金属与母材的强度匹配。
表6.3-14所列为低合金高强度钢在最低工作温度要求达到的冲击吸收能量,图6.3-12所示为焊接热输入对热影响区组织和韧性的影响。
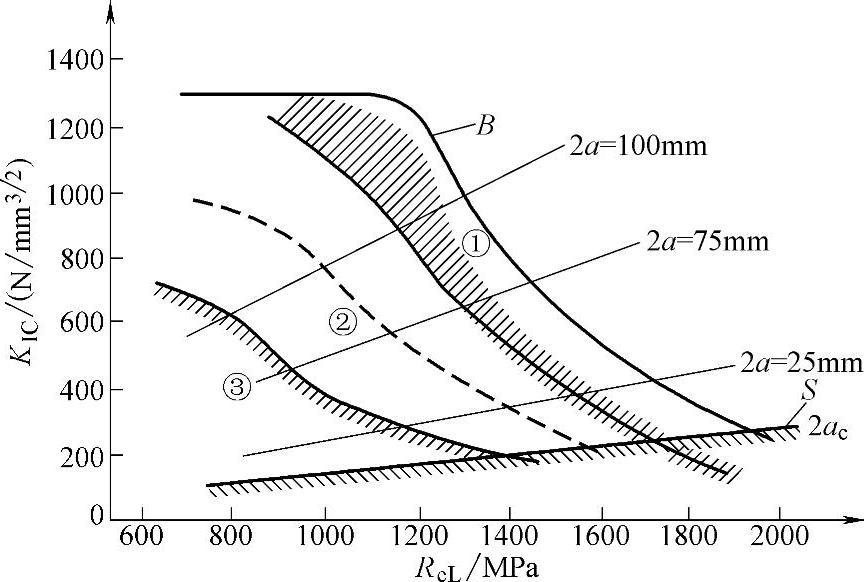
图6.3-11 焊缝金属与母材在强度和韧性上的匹配水平
B—母材韧性水平 S—安全工作限 2a—裂纹长度 ac—临界裂纹尺寸
①—GTAW焊缝韧性水平 ②—GMAW焊缝韧性水平 ③—SMAW焊缝韧性水平
表6.3-14 低合金高强度钢在最低工作温度要求达到的冲击吸收能量
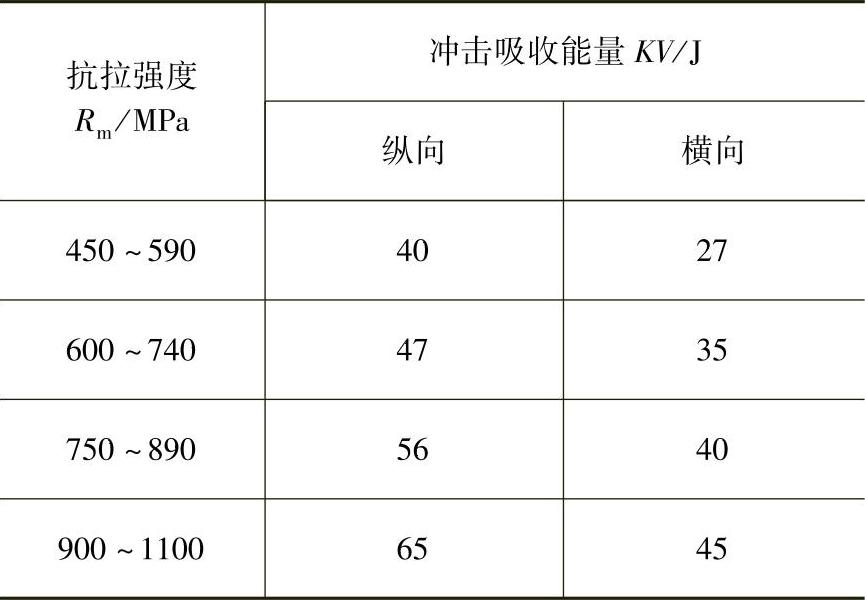
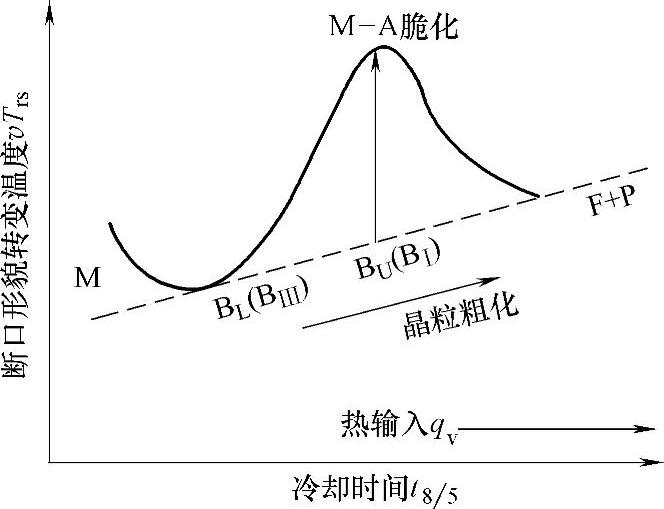
图6.3-12 焊接热输入对热影响区组织和韧性的影响
图6.3-13~图6.3-16所示为HQ60和HQ70高强度钢的连续冷却曲线和冷却时间t8/5与HAZ硬度、组织组成的关系。
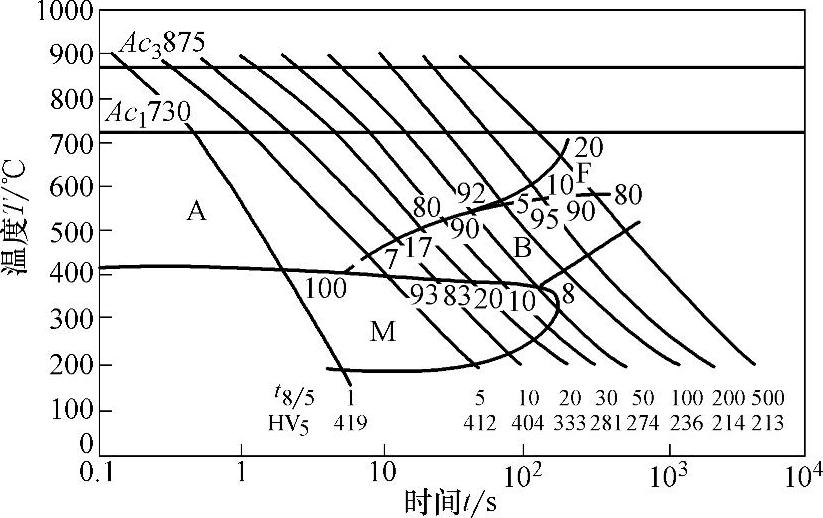
图6.3-13 调质状态的HQ60钢焊接连续冷却转变曲线
注:奥氏体化1300℃×1s;加热速度130℃/s;化学成分(质量分数,%):C=0.15,Si=0.26,Mn=1.41,Ni=0.31,Mo=0.18,V=0.05,S=0.013,P=0.029。
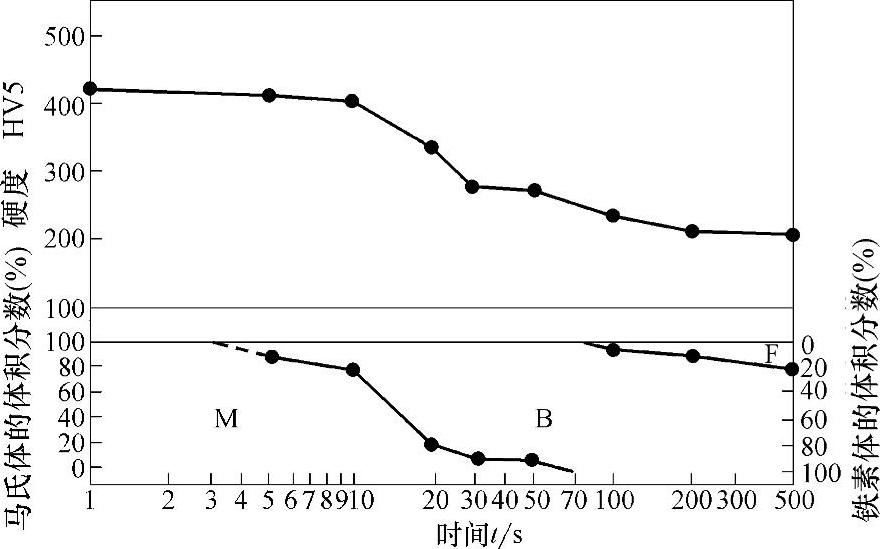
图6.3-14 HQ60钢焊接冷却时间t8/5与HAZ硬度、组织组成的关系
注:化学成分(质量分数,%):C=0.15,Si=0.26,Mn=1.41,Ni=0.31,Mo=0.18,V=0.05,S=0.013,P=0.029。Tp=1300℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。