



【摘要】:表6.2-17~表6.2-23所列为热轧及正火钢的焊接参数,表6.2-24~表6.2-26所列为母材及接头的力学性能,表6.2-27和表6.2-28所列为各种气体保护焊的焊接参数。表6.2-25 Q345钢电弧焊焊缝及接头的力学性能注:括号中的数据为各相关量的平均值。
表6.2-17~表6.2-23所列为热轧及正火钢的焊接参数,表6.2-24~表6.2-26所列为母材及接头的力学性能,表6.2-27和表6.2-28所列为各种气体保护焊的焊接参数。
表6.2-17 热轧及正火钢焊条电弧焊的焊接参数
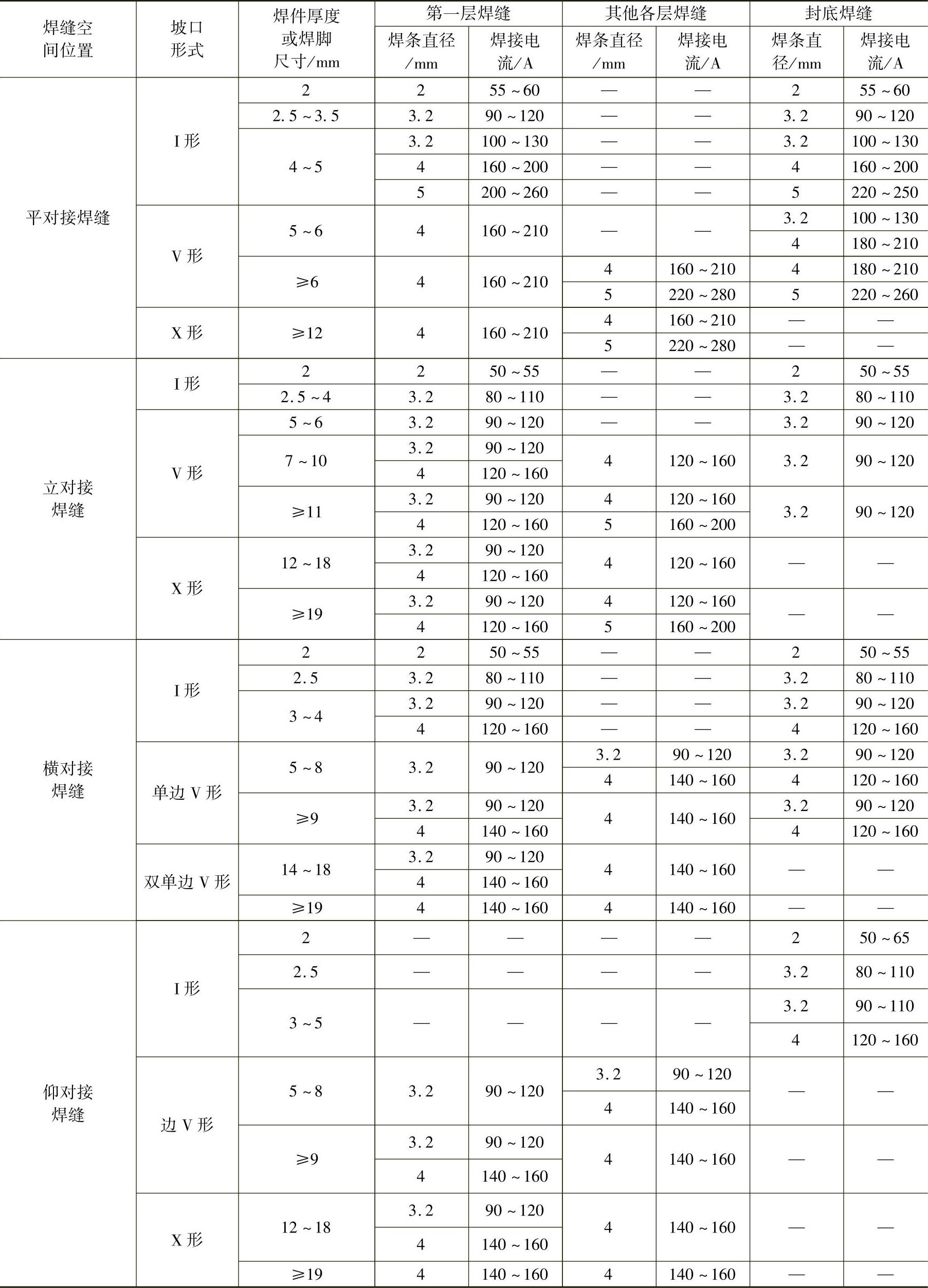
表6.2-18 热轧及正火钢CO2气体保护焊的焊接参数
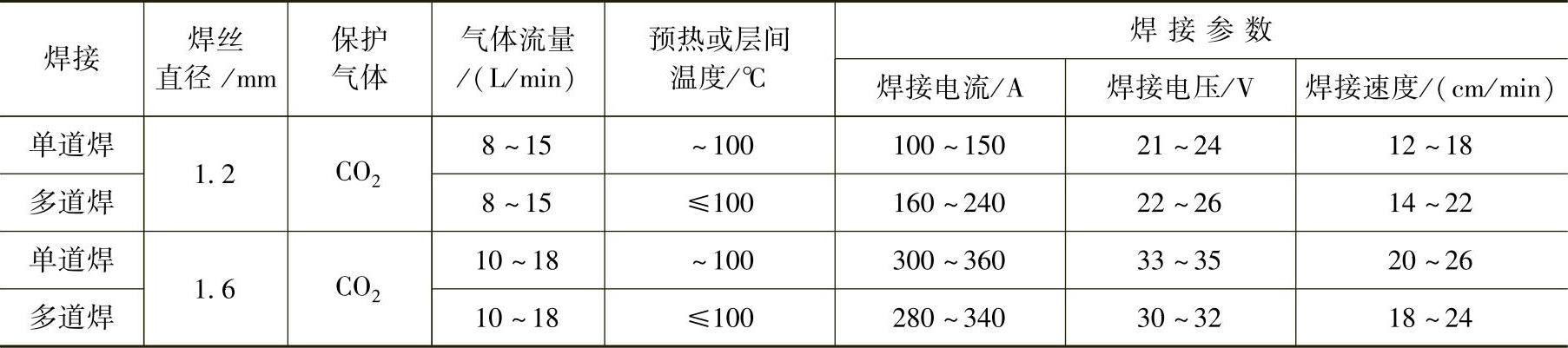
表6.2-19 Q345钢对接和角接埋弧焊的焊接参数
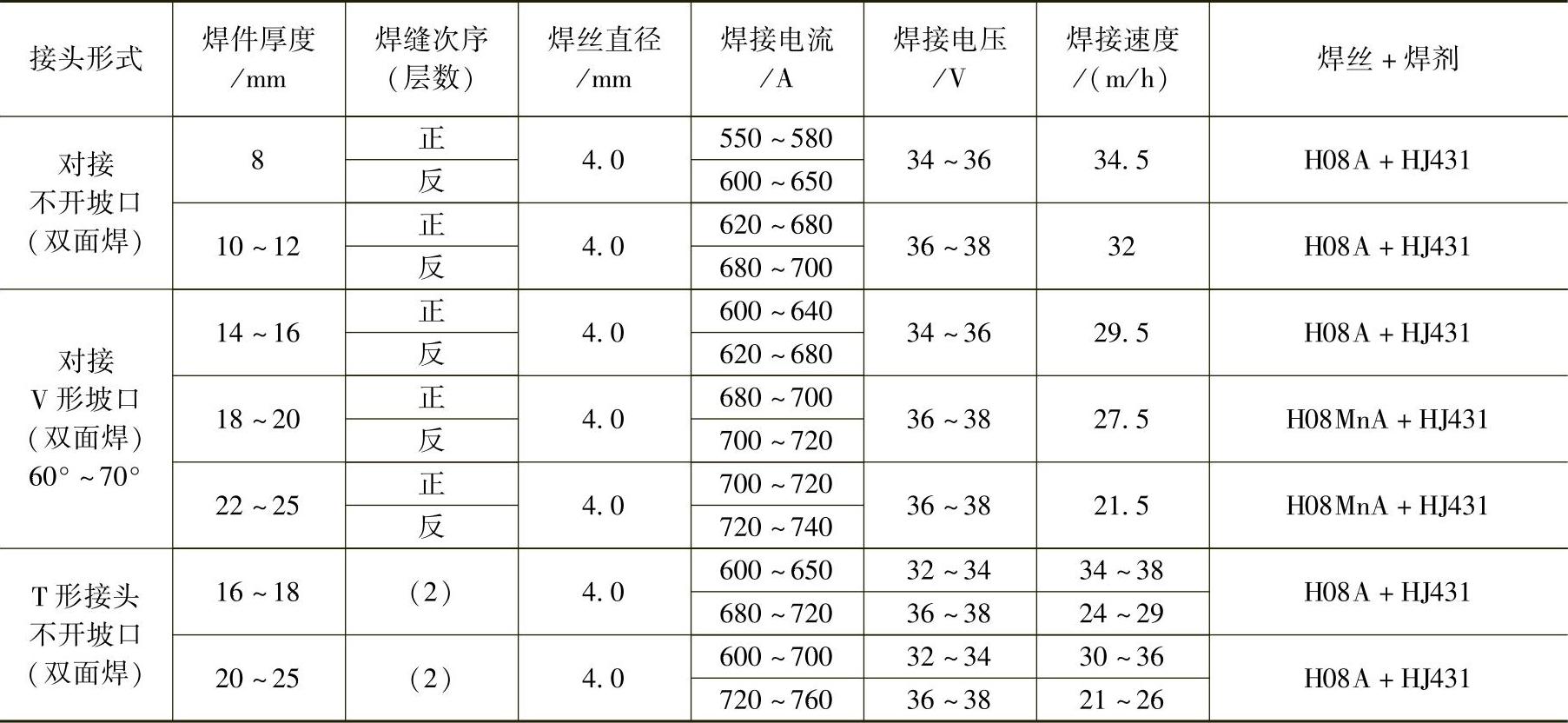
表6.2-20 低合金管线钢纤维素型焊条的焊接电流范围
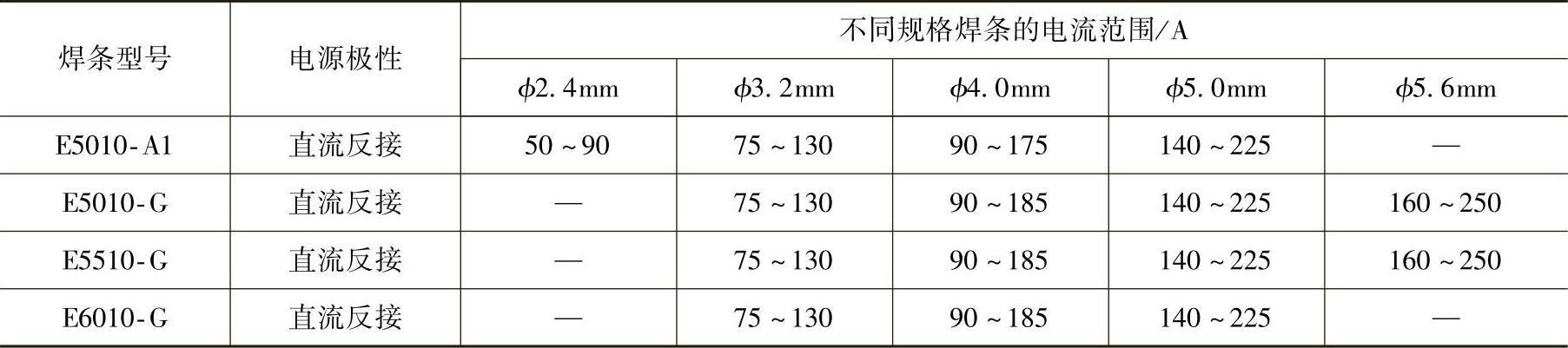
表6.2-21 热轧及正火钢钨极氩弧焊的焊接参数

表6.2-22 热轧及正火钢自动钨极氩弧焊的焊接参数

表6.2-23 热轧及正火钢熔化极自动氩弧焊的焊接参数

表6.2-24 不同板厚Q345(16Mn)钢的力学性能
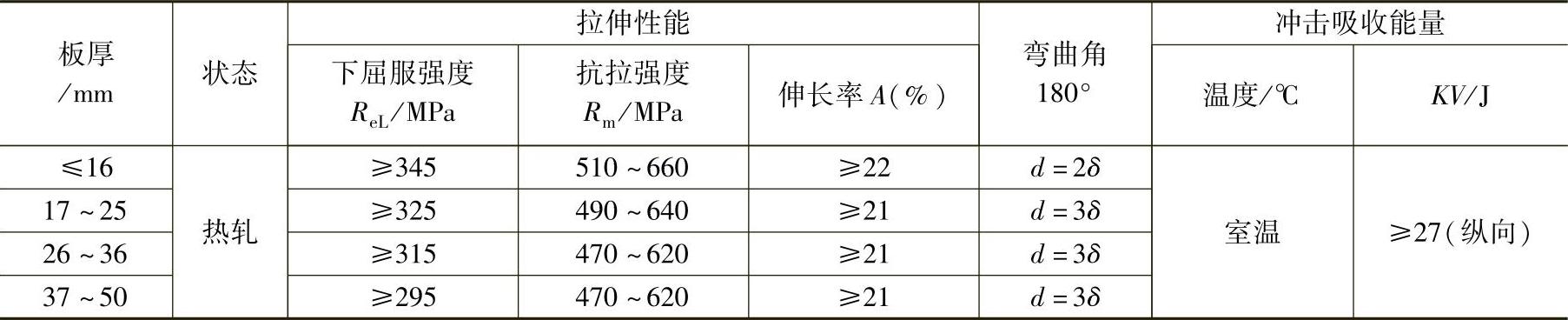
注:d为压头直径(mm),δ为试板厚度(mm)。
表6.2-25 Q345(16Mn)钢电弧焊焊缝及接头的力学性能
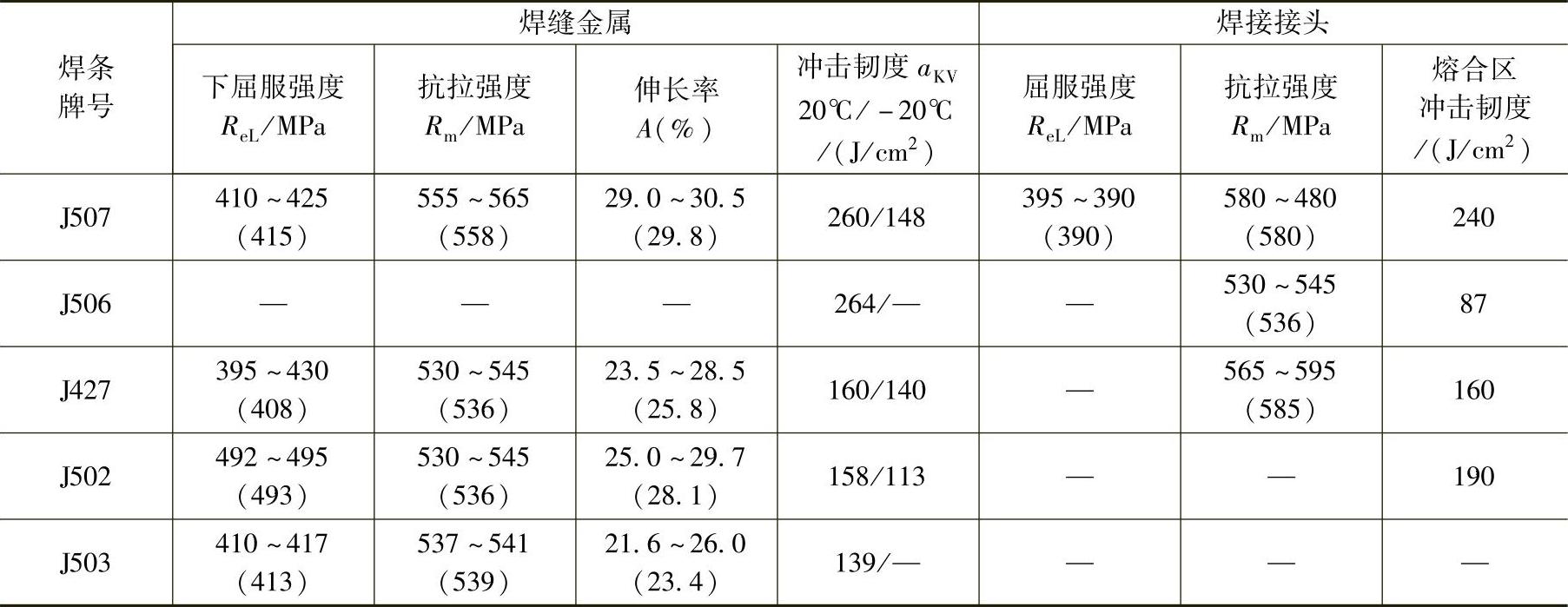
注:括号中的数据为各相关量的平均值。
表6.2-26 热轧及正火钢焊接接头的力学性能(https://www.xing528.com)
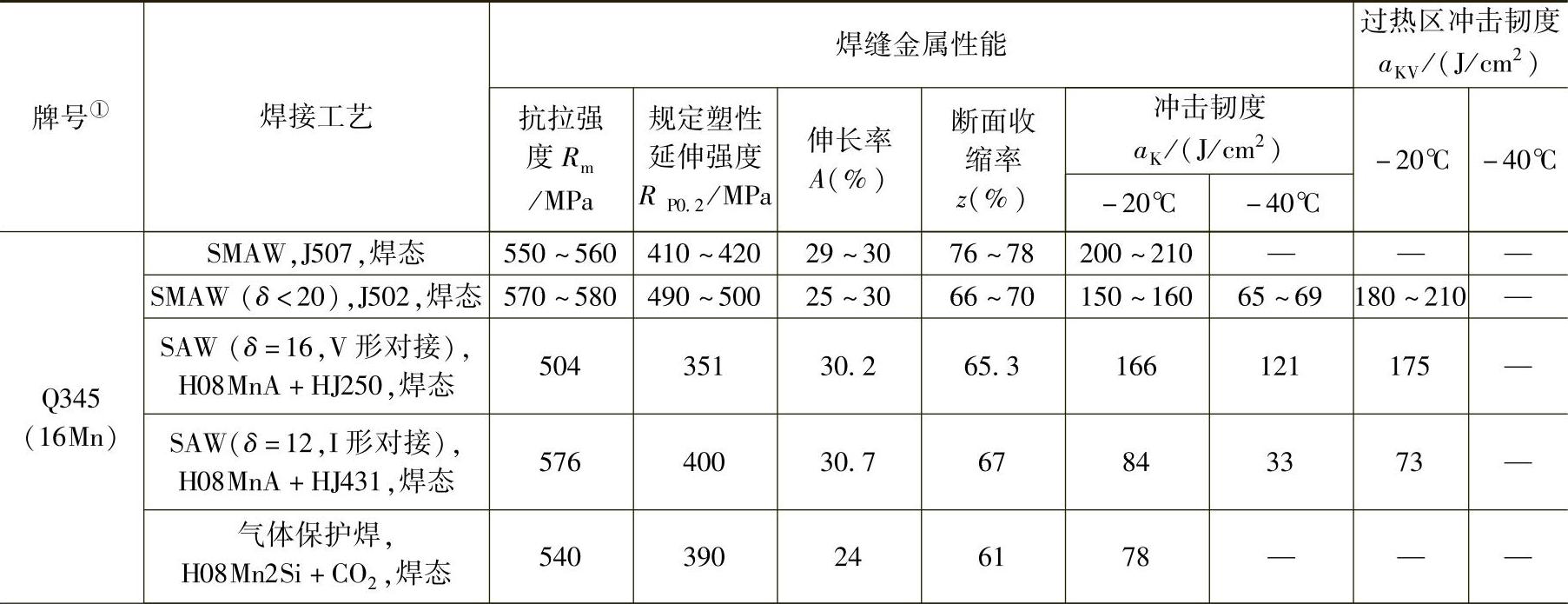
(续)
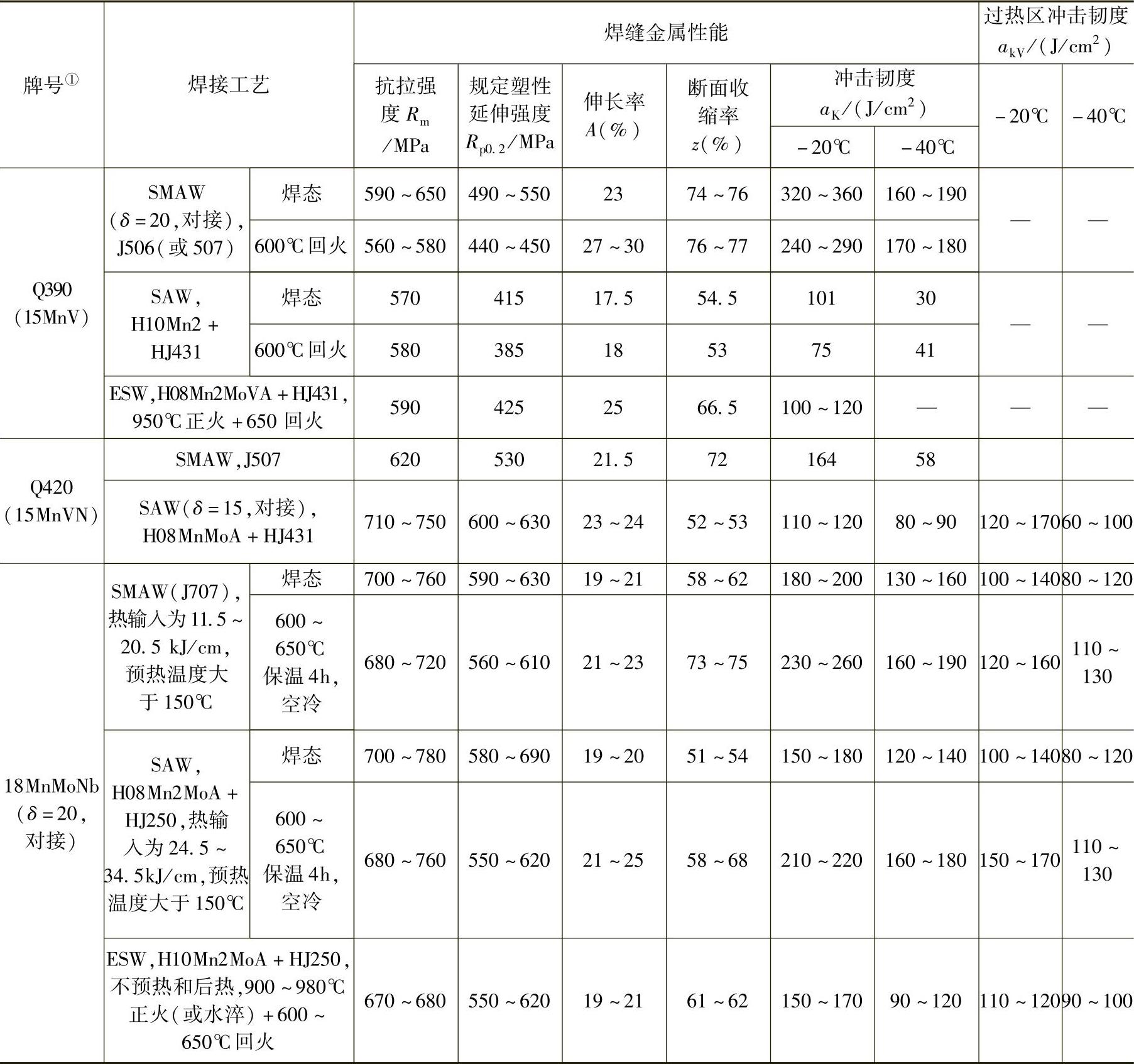
①( )内为旧牌号。
表6.2-27 双丝高效GMAW与常规GMAW、药芯焊丝气保焊的比较
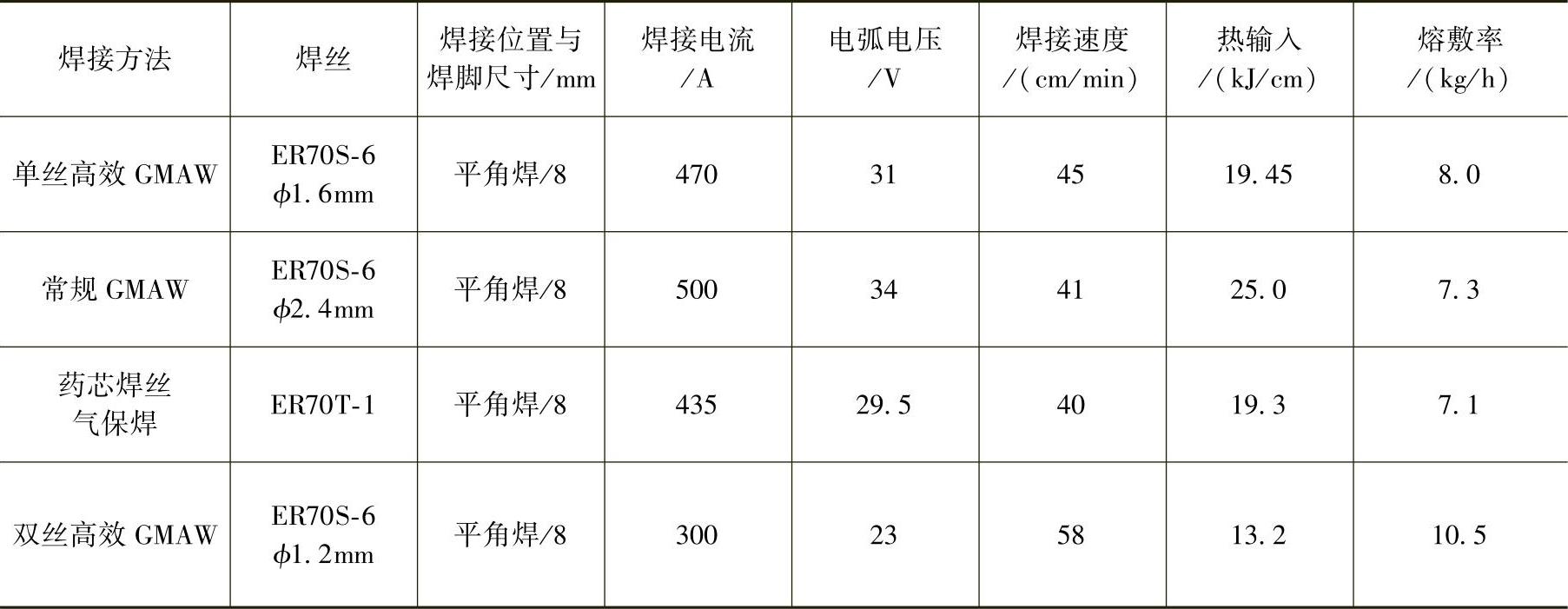
表6.2-28 实心焊丝高速脉冲GMAW焊的焊接参数
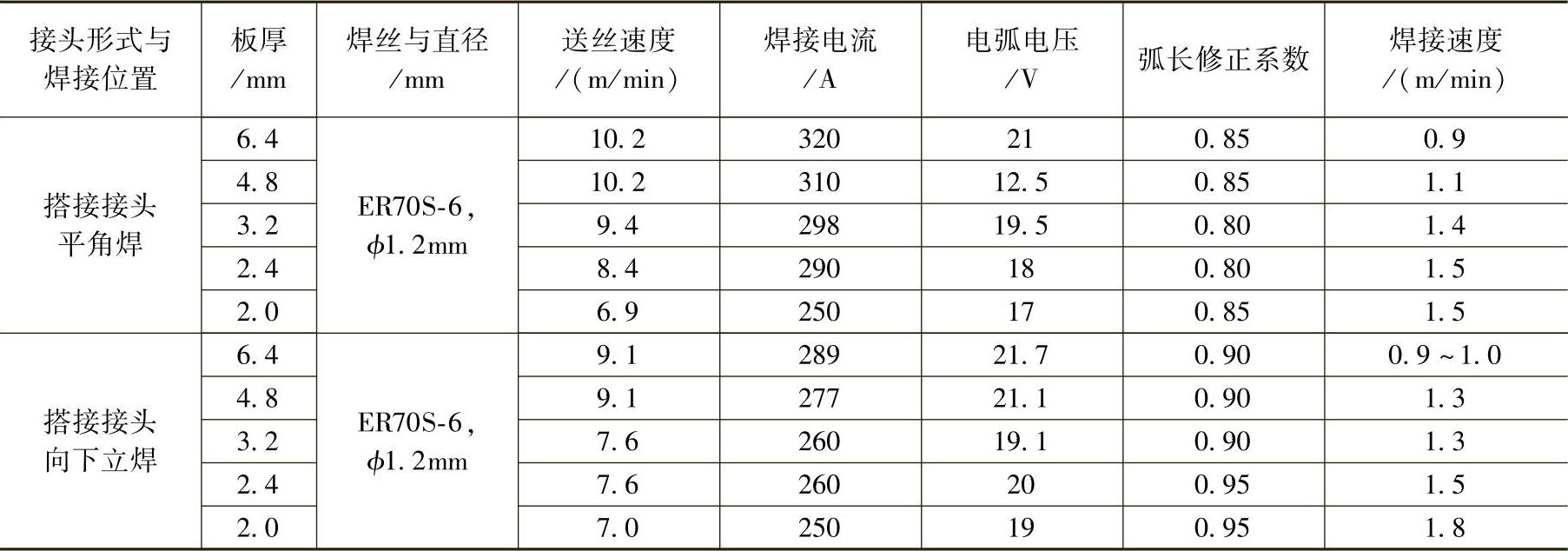
表6.2-29 ~表6.2-31所列为管线钢焊接材料,表6.2-32和表6.2-33所列为管线下向焊接的焊接参数。
表6.2-29 管线钢焊接用的焊接材料
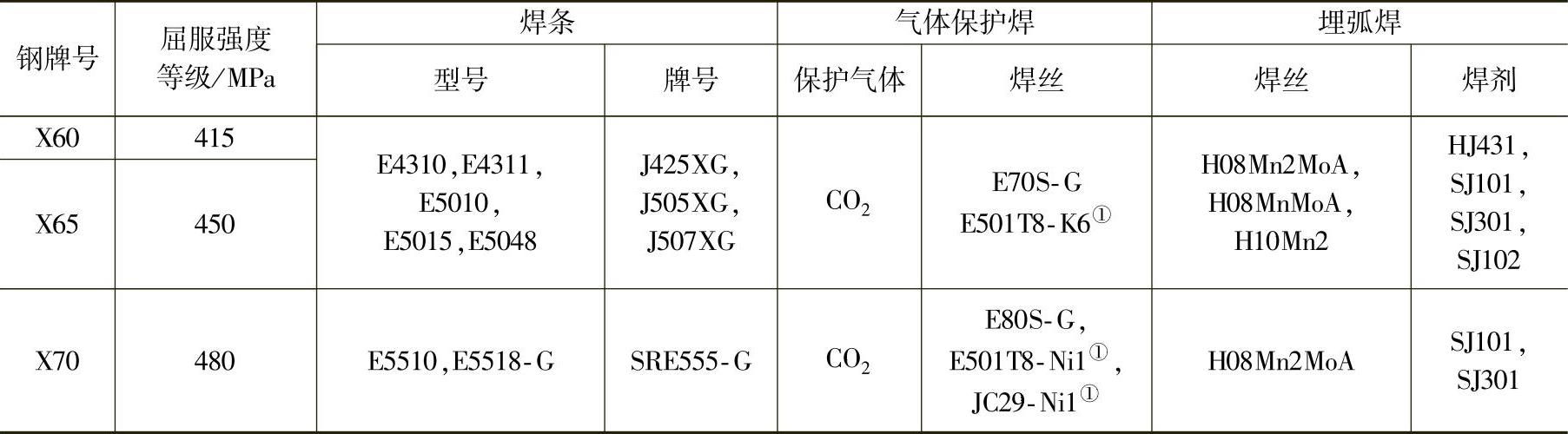
①为自保护焊丝。
表6.2-30 管线钢焊条电弧焊所用的焊条

表6.2-31 管线钢焊接用半自动焊、自动焊的焊接材料选用
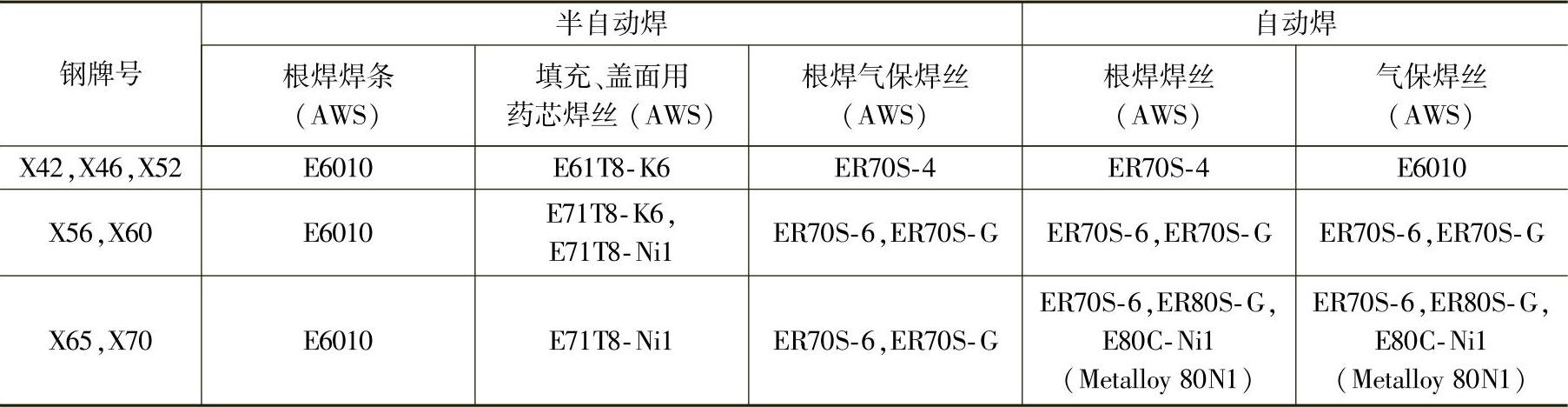
表6.2-32 纤维素型焊条下向焊接的焊接参数
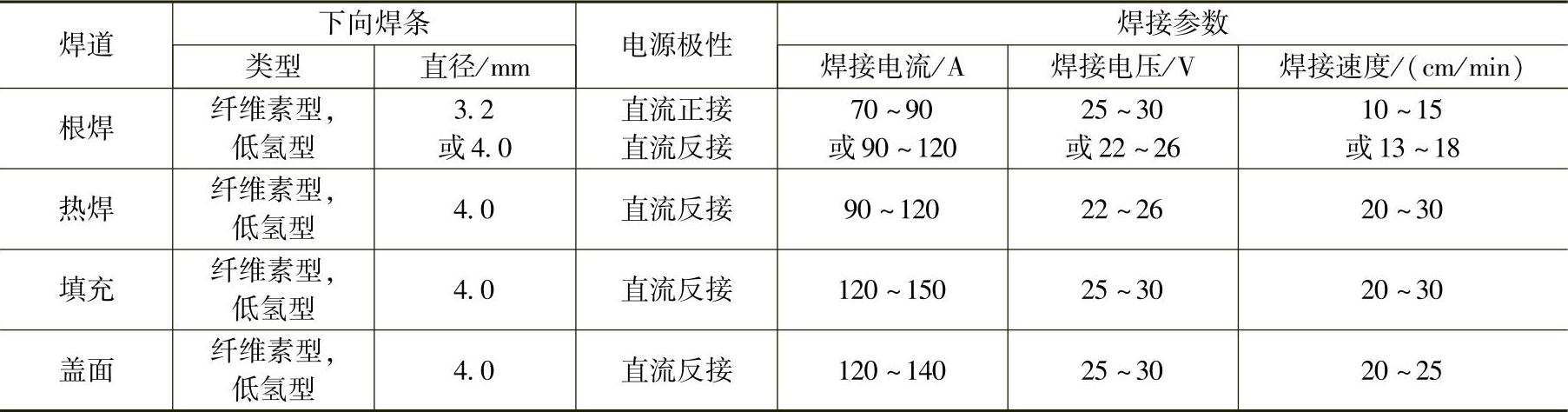
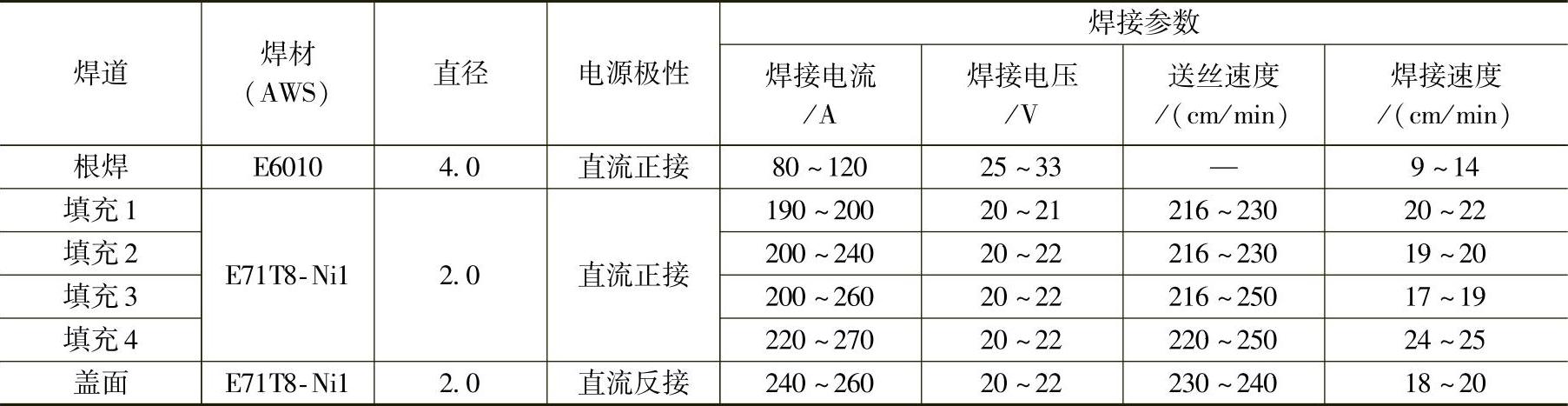
表6.2-33 自保护药芯焊丝下向焊接的焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。