



线性摩擦焊如图5.8-53所示,两焊件在轴向力的作用下紧密接触在一起,其中,一个焊件固定不动,另一个焊件沿着垂直于轴向力的方向以一定的频率和振幅作往复运动。机械能在摩擦和高应变率塑性变形作用下转化为热能,结合面及附近温度升高,这即是摩擦阶段。当结合面温度达到一定程度后,焊件的往复运动停止,回到原位,结合面在顶锻压力作用下形成冶金结合,这即是顶锻阶段。
线性摩擦焊的应用虽然不如旋转摩擦焊广泛,但是它在焊接非轴对称焊件时具有优势。另外,旋转摩擦焊时焊件线速度从轴心到圆周由零到大,因而焊接温度在焊件界面上的分布不均匀,焊缝微观结构从轴心到圆周也有所差别。线性摩擦焊由于其独特的运动方式,不存在线速度的差别,所以焊接界面温度和焊缝微观结构比旋转摩擦焊要均匀很多。
线性摩擦焊的主要焊接参数有:焊件振幅、焊件振动频率、摩擦压力、摩擦时间、顶锻压力,顶锻时间等。通常线性摩擦焊的顶锻压力比旋转摩擦压力高,但有时也采用相等的摩擦压力和顶锻压力。图5.8-54所示为线性摩擦焊过程中,焊件往复运动、轴向压力和焊件缩短量随焊接时间的变化。
图5.8-55为英国Bristol大学设计的实验室用线性摩擦焊机示意图。采用疲劳试验振动发生器作为焊件振动源,焊接轴向压力则是利用一个气动装置经杠杆传递的。
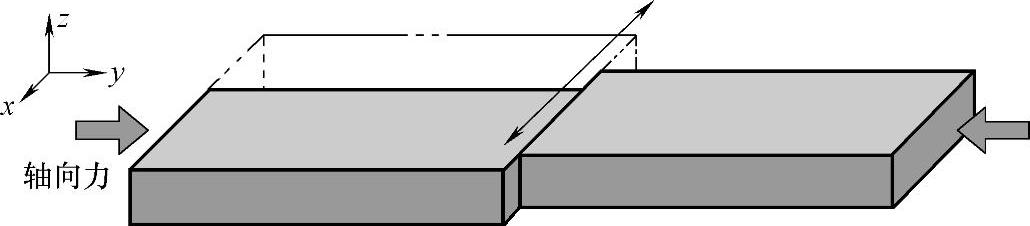
图5.8-53 线性摩擦焊接示意图
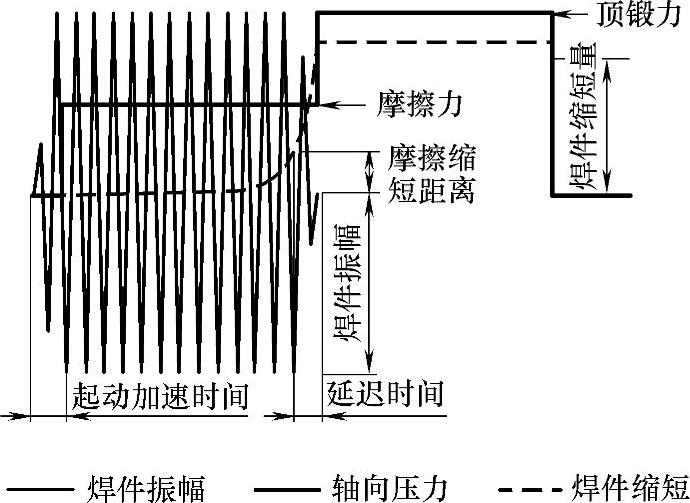
图5.8-54 焊件往复运动、轴向压力和焊件缩短量随焊接时间的变化
6082-T6铝合金和AZ31镁合金异种材料线性摩擦焊的接头如图5.8-56所示。可以看出,线性摩擦焊接头的飞边是沿着焊件横断面方向延伸出去的。线性摩擦焊接头的冶金区域包括焊缝区(Weld)、热-力影响区(TMAZ)、热影响区(HAZ)和母材(BM)。同种材料的焊接接头中,各冶金区域对称分布,异种材料的焊接接头中,特别是屈服强度相差很大的异种材料,它们的分布不对称。图5.8-57a所示为2024-T4同种铝合金材料线性摩擦焊的接头组织结构,图5.8-57b所示为2024-T4铝合金+碳化硅增强的2124-T4铝基复合材料线性摩擦焊的接头组织。通过微观照片中的晶粒大小和形状,可以很容易地识别焊缝区与热-力影响区。
在线性摩擦焊中,焊接界面温度需要达到材料塑性流变温度,以利于更紧密的界面接触、形成飞边和接头的冶金结合。对于铝、镁等低塑性流变温度材料,其焊接温度只需要四、五百摄氏度,但是对于钛、合金钢以及高温合金等高塑性流变温度材料,其焊接温度很容易达到1000℃。图5.8-58所示为Ti-6Al-4V钛合金的线性摩擦焊过程中,红外线测温得到的焊接温度随时间的变化,焊接温度的峰值超过了1200℃。
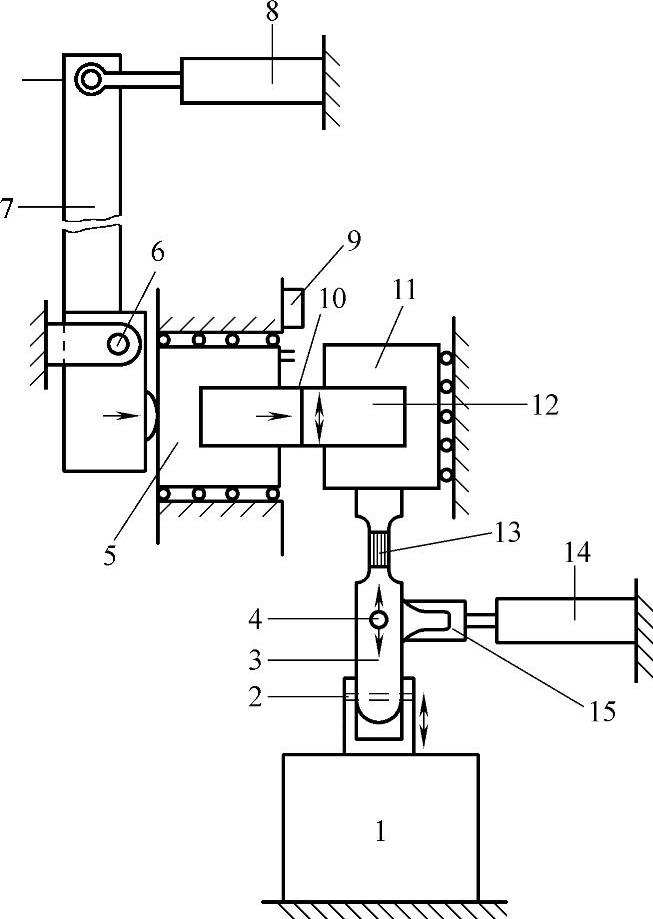
图5.8-55 英国Bristol大学设计的实验室用线性摩擦焊机示意图
1—疲劳试验振动发生器 2—连接销 3—引脚的牵引杆 4—设置销 5—固定端夹头 6—轴向压力传递旋转轴 7—杠杆臂 8—提供摩擦和顶锻压力的气动装置 9—开关 10—焊接界面 11—振动端夹头 12—焊接接头 13—应变仪 14—气动装置 15—设置套筒
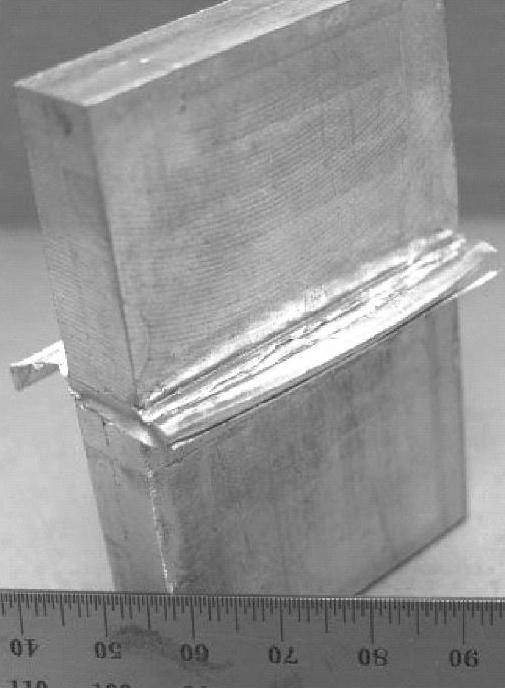
图5.8-56 6082-T6铝合金和AZ31镁合金异种材料线性摩擦焊的接头
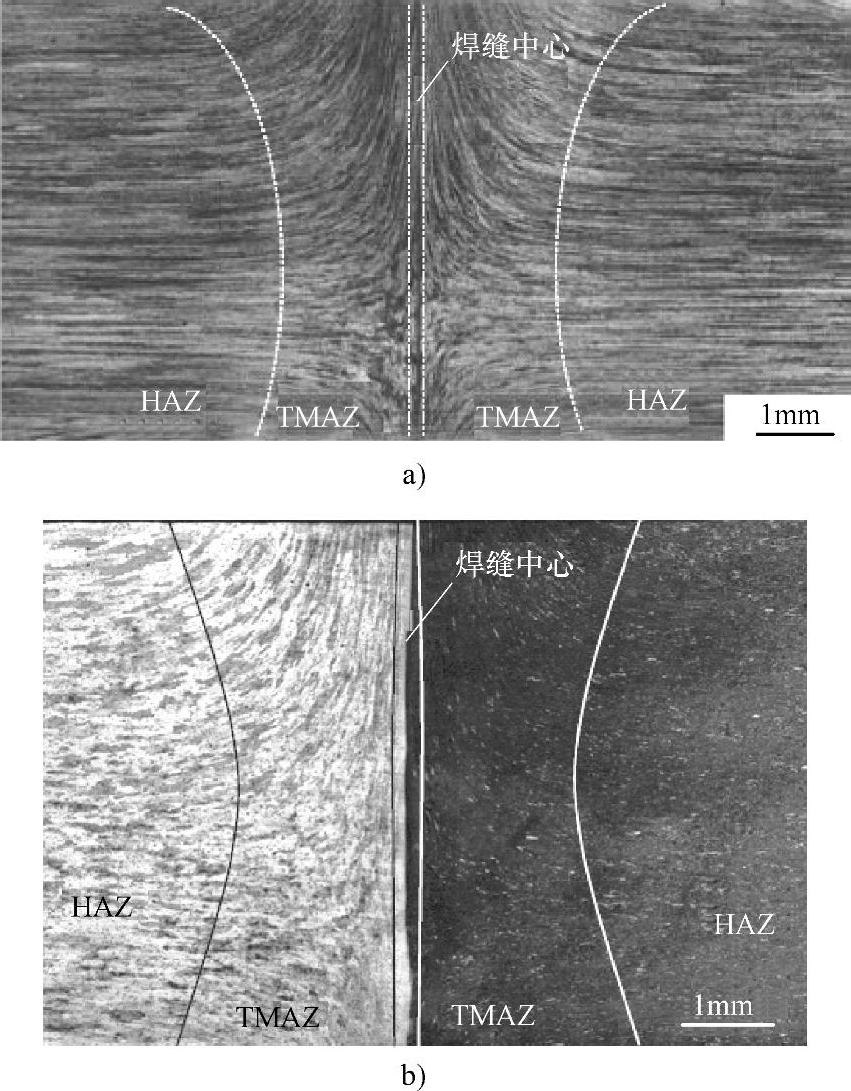
图5.8-57 线性摩擦焊的接头微观形貌
a)2024-T4铝合金接头 b)2024-T4铝合金+碳化硅增强的2124-T4铝基复合材料线性摩擦焊的接头组织
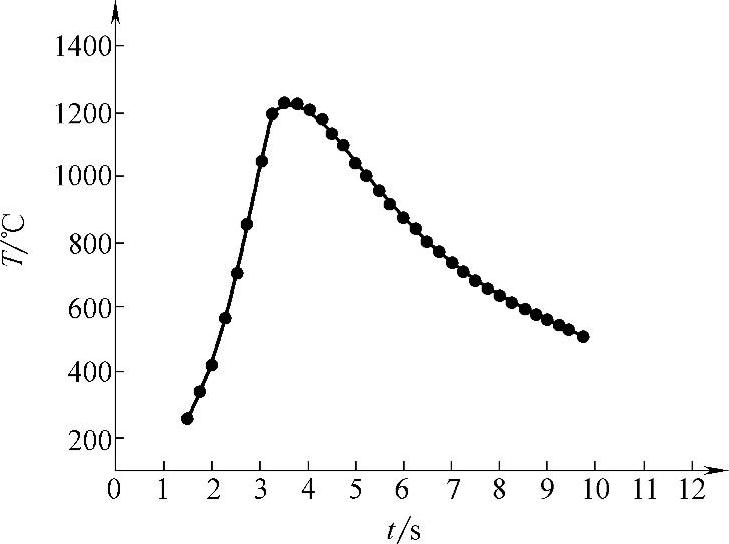
图5.8-58 Ti-6Al-4V钛合金线性摩擦焊的焊接温度随时间的变化
图5.8-59和图5.8-60所示为焊件振幅对钛合金TC11的线性摩擦焊的接头成形和接头质量的影响。当焊件振幅从小到大增加时,接头焊接区域增大直至在整个横断面达到冶金结合,飞边也随之变大。图5.8-60a所示为2.03mm焊件振幅状况下得到的无缺陷焊接接头微观组织,图5.8-60b所示则为1.56mm焊件振幅状况下含有‘吻焊’和气孔缺陷的焊接接头微观组织。摩擦时间对45钢焊接后焊件缩短量的影响如图5.8-61所示。摩擦时间越长,焊件缩短量越大。
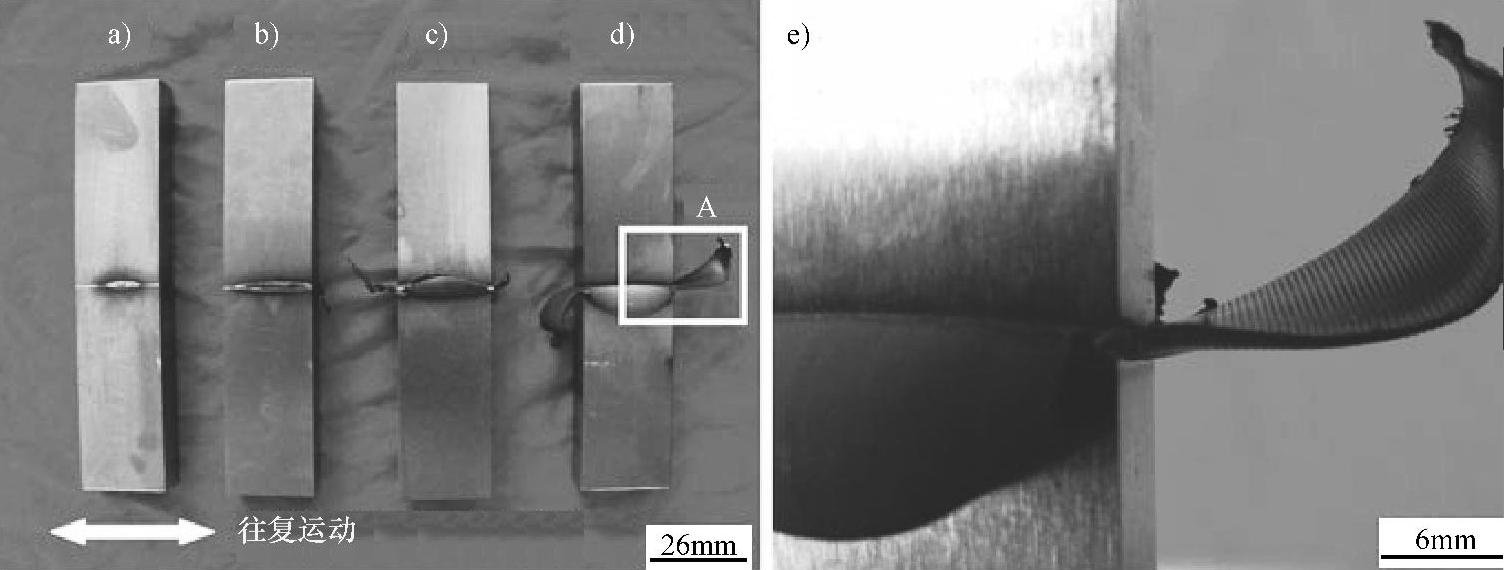
图5.8-59 焊件振幅对钛合金TC11接头成形的影响
a)1.56mm b)1.72mm c)1.88mm d)2.03mm e)A区放大
注:振动频率40Hz、轴向压力146.7MPa、摩擦时间2s。
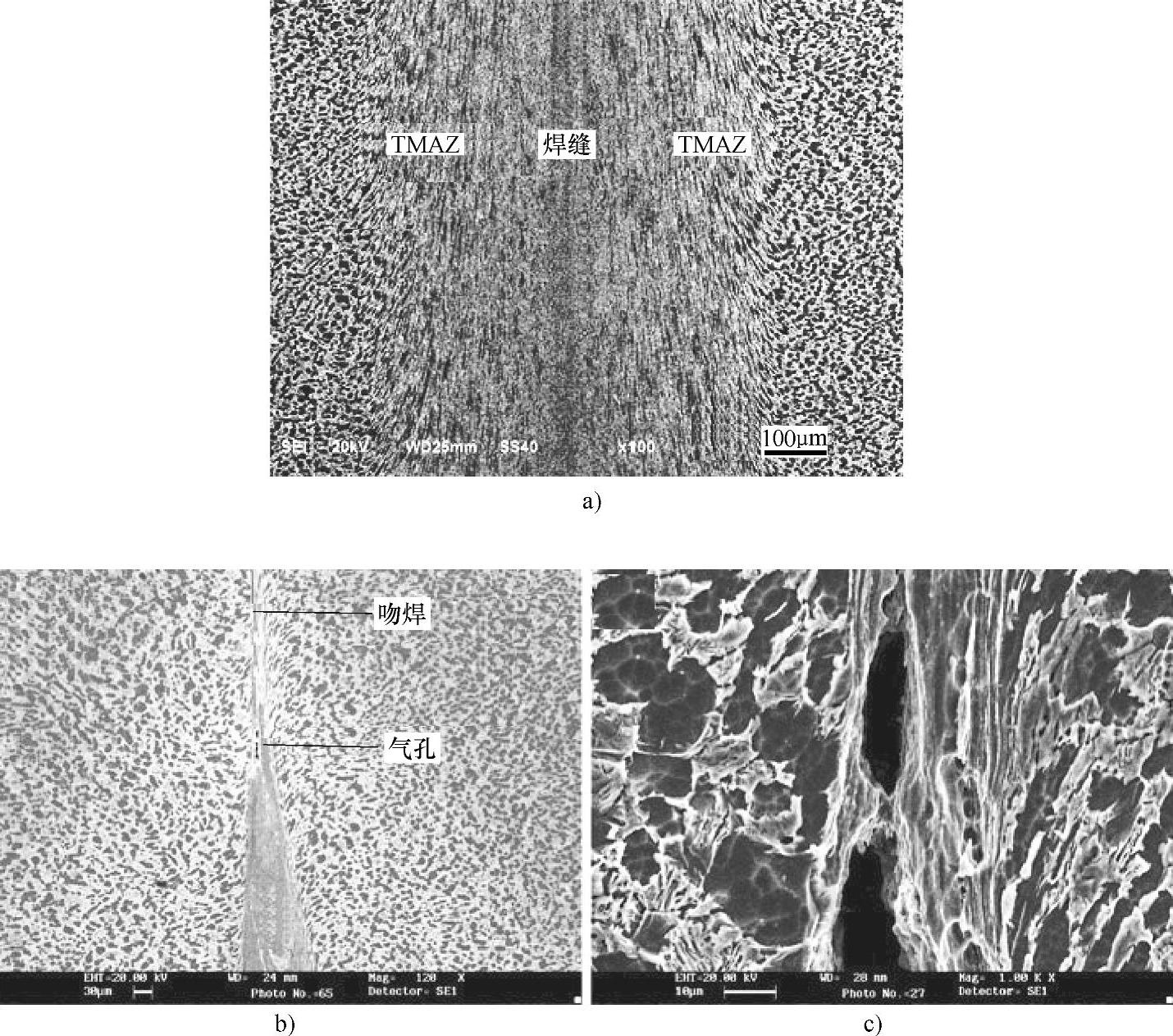
图5.8-60 焊件振幅对焊接质量的影响
a)焊件振幅2.03mm b)焊件振幅1.56mm c)图5.8-60b中气孔部位的局部放大
表5.8-24为同种和异种材料线性摩擦焊的焊接参数。在焊件尺寸一栏,前两个数值为摩擦横断面尺寸,第三个数值为焊件长度。
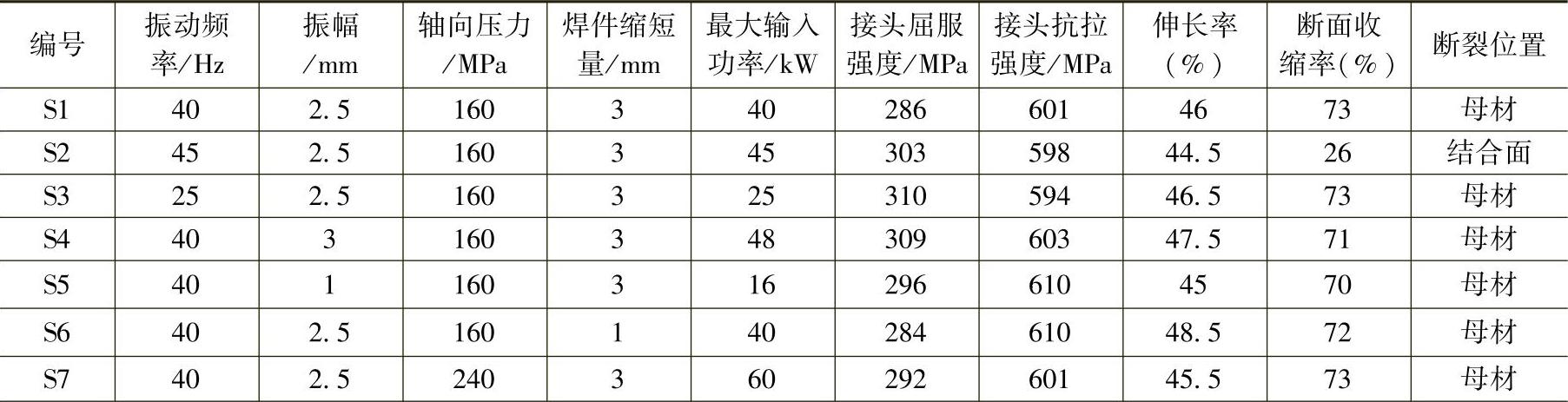
焊接参数对316L(美)奥氏体不锈钢线性摩擦焊的接头力学性能的影响见表5.8-25。试件尺寸为20mm×20mm×75mm。试件摩擦频率为25Hz到45Hz、振幅为1mm到3mm、轴向压力为60MPa到160MPa。拉伸试验结果显示316L线性摩擦焊接性相当好,在如此大的焊接参数变化范围内,接头屈服强度差别约为10%,最大强度差别约15%,除最后一个60MPa轴向压力的接头外,伸长率差别也小于20%。
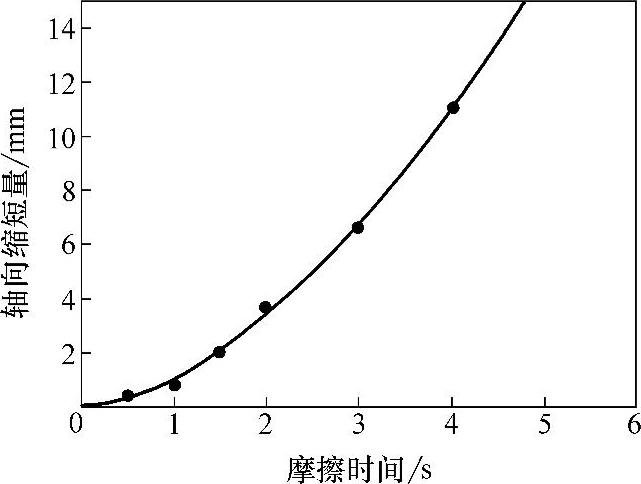
图5.8-61 45钢线性摩擦焊的摩擦时间对焊件缩短量的影响(https://www.xing528.com)
退火状态Ti-6Al-4V(美)钛合金线性摩擦焊,横断面尺寸为10mm×6mm,摩擦振幅为3mm和0.92mm。表5.8-26和表5.8-27分别展示了两种摩擦振幅条件下的试验结果。可以看出,焊接参数对接头性能的影响是复杂的,低振幅的焊接过程必须采用高频率的焊件运动才能获得合格的焊接接头。
AA1050-H111(美)铝和C101(美)纯铜异种材料线性摩擦焊,试件尺寸为50mm×12mm×507mm,振动频率50Hz,振幅1.4mm和2mm。由于在焊接温度下C101铜的屈服强度比AA1050铝高,所以焊接飞边基本上出自铝侧,而铜侧飞边很少。焊接接头中除了检测到CuAl2金属间化合物,在铝侧还发现细小的铜颗粒,如图5.8-62所示。焊接接头的抗拉强度和冷弯角度见表5.8-28。图5.8-63所示为冷弯后的铝-铜线性摩擦焊接头。所有焊接接头均拉断在铝侧母材,如图5.8-64所示。
表5.8-24 线性摩擦焊的焊接参数
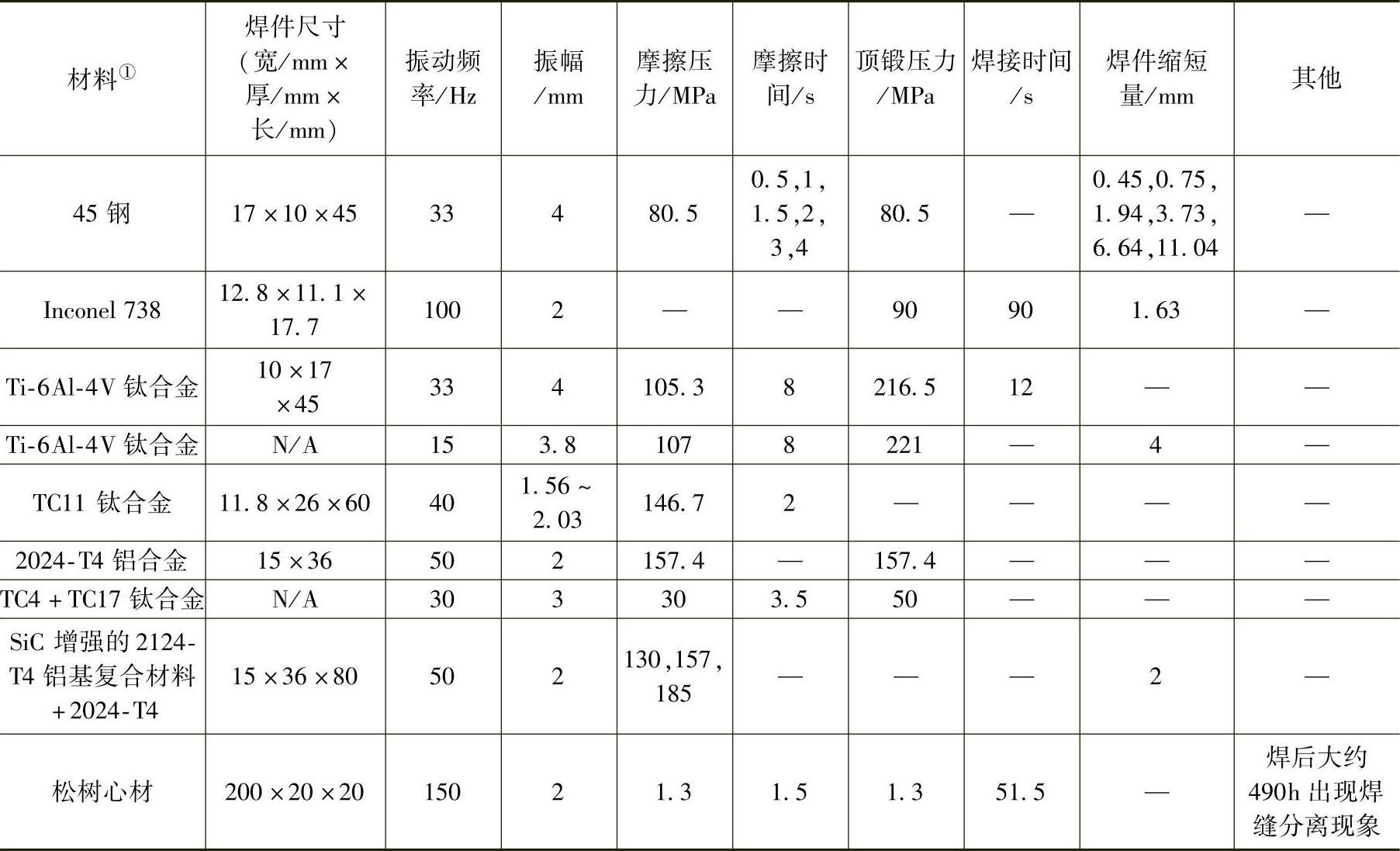
①只有45钢是我国牌号,其余为美国牌号。
表5.8-25 焊接参数对316L奥氏体不锈钢线性摩擦焊的接头力学性能的影响
(续)

表5.8-26 Ti-6Al-4V线性摩擦焊的焊接参数及冲击吸收能量
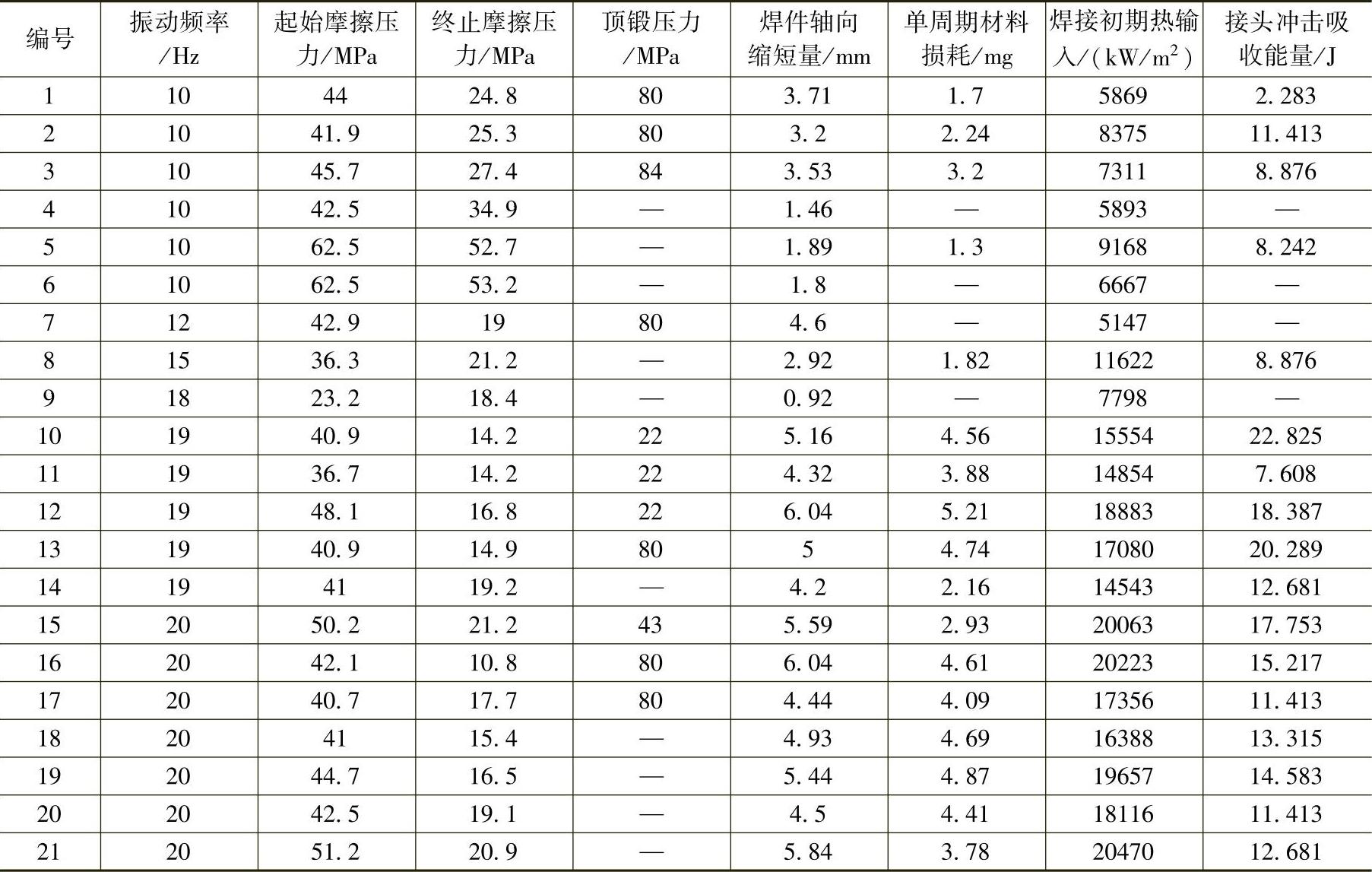
注:摩擦振幅为3mm。
表5.8-27 Ti-6Al-4V线性摩擦焊的焊接参数及冲击吸收能量

(续)
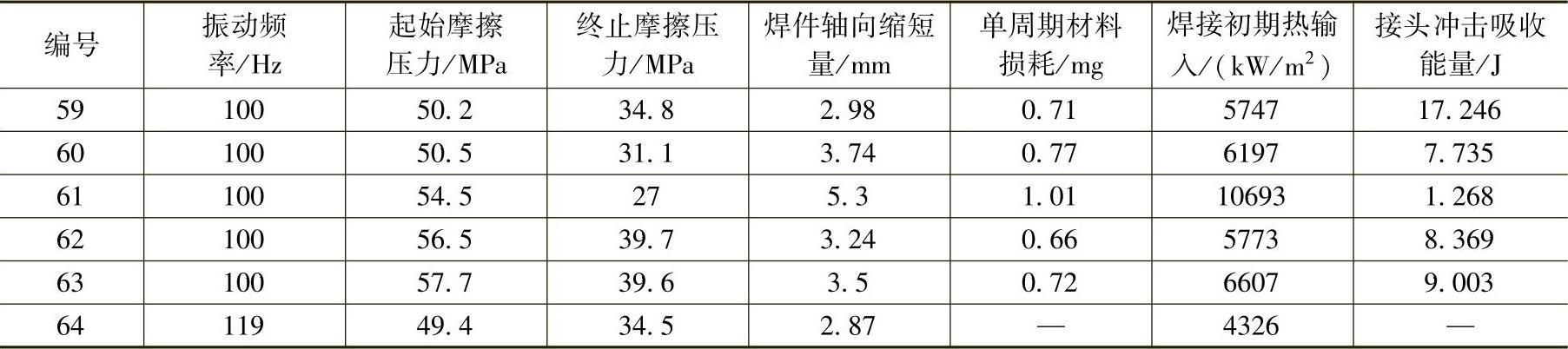
注:摩擦振幅为0.92mm。
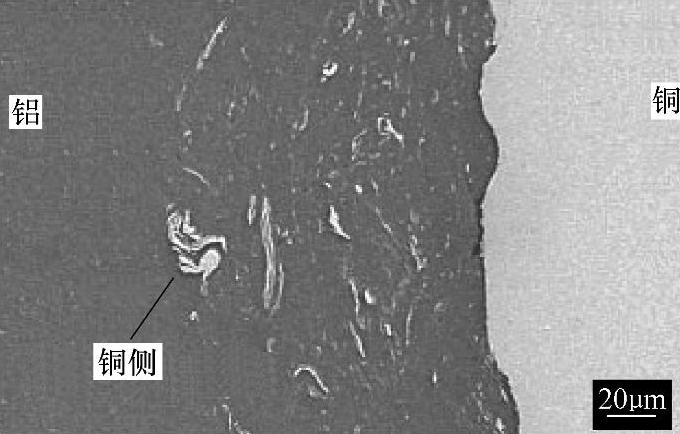
图5.8-62 铝-铜线性摩擦焊接头铝侧的细小铜颗粒
6082-T6(美)铝合金和AZ31(美)镁合金异种材料线性摩擦焊,试件尺寸为12mm×50mm×40mm,焊接接头如图5.8-56所示,接头强度见表5.8-29。可以看出,虽然接头的最大抗拉强度接近6082-O(退火状态)的抗拉强度150MPa,但其余所有试验接头的强度均不到6082-O铝合金的70%。所有接头都拉断在焊缝区,而且接头质量的重复性差,这与焊缝中存在Al12Mg17和Al3Mg2金属间化合物有关。焊接参数(如轴向压力)的改变只能改变金属间化合物在焊缝里所占比例而不能完全消除它。图5.8-65显示了无明显缺陷接头(编号S11)的结合面和缺陷接头(编号S8)的结合面。
表5.8-28 AA1050-H111铝合金和C101纯铜线性摩擦焊的接头强度和冷弯角
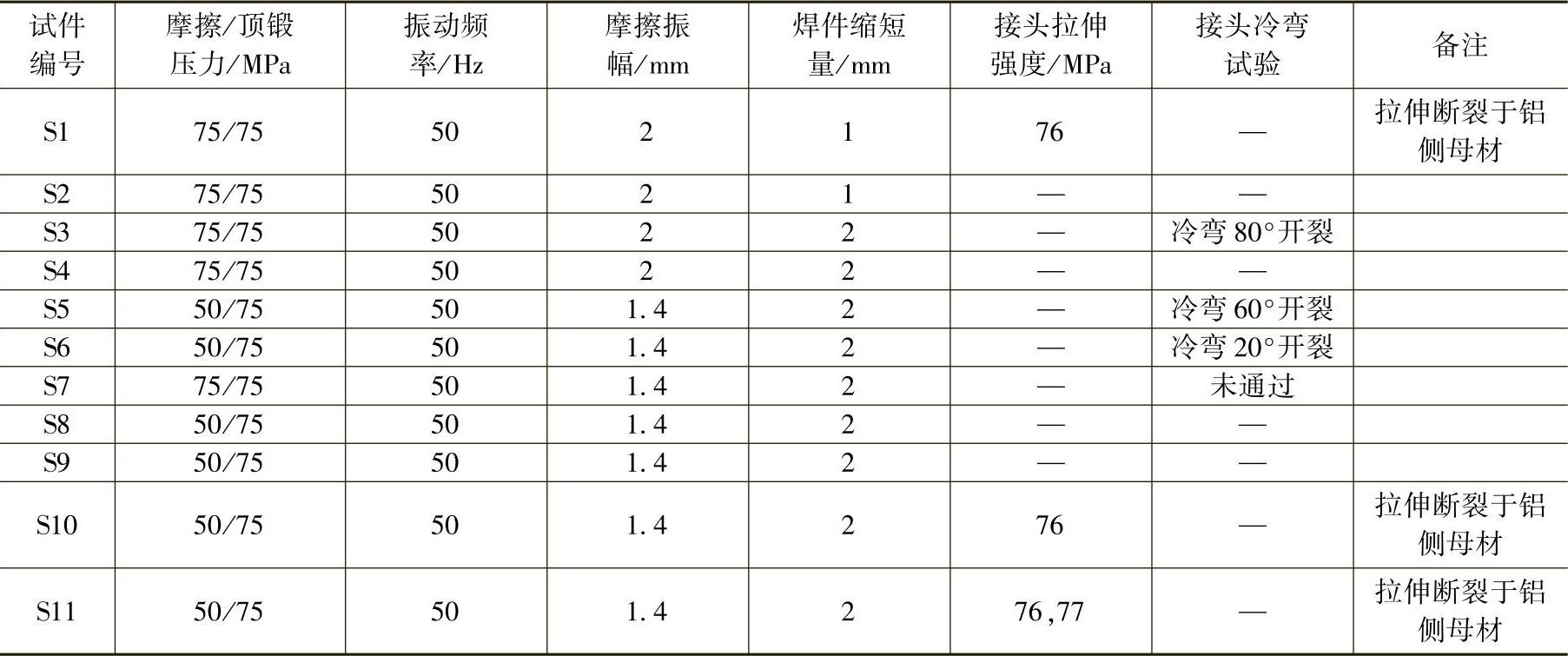
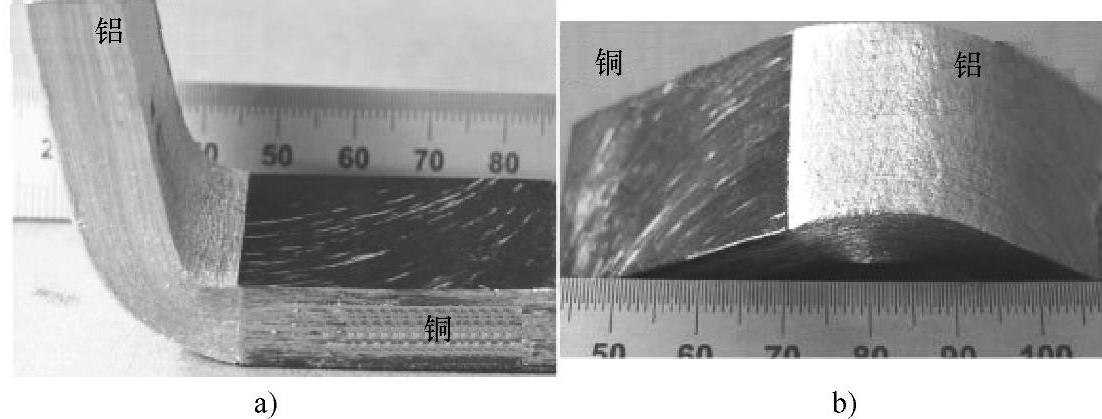
图5.8-63 冷弯后的铝-铜线性摩擦焊接头

图5.8-64 AA1050铝-C101铜线性摩擦焊接头拉伸断裂
表5.8-29 6082-T6铝合金和AZ31镁合金线性摩擦焊参数及接头强度
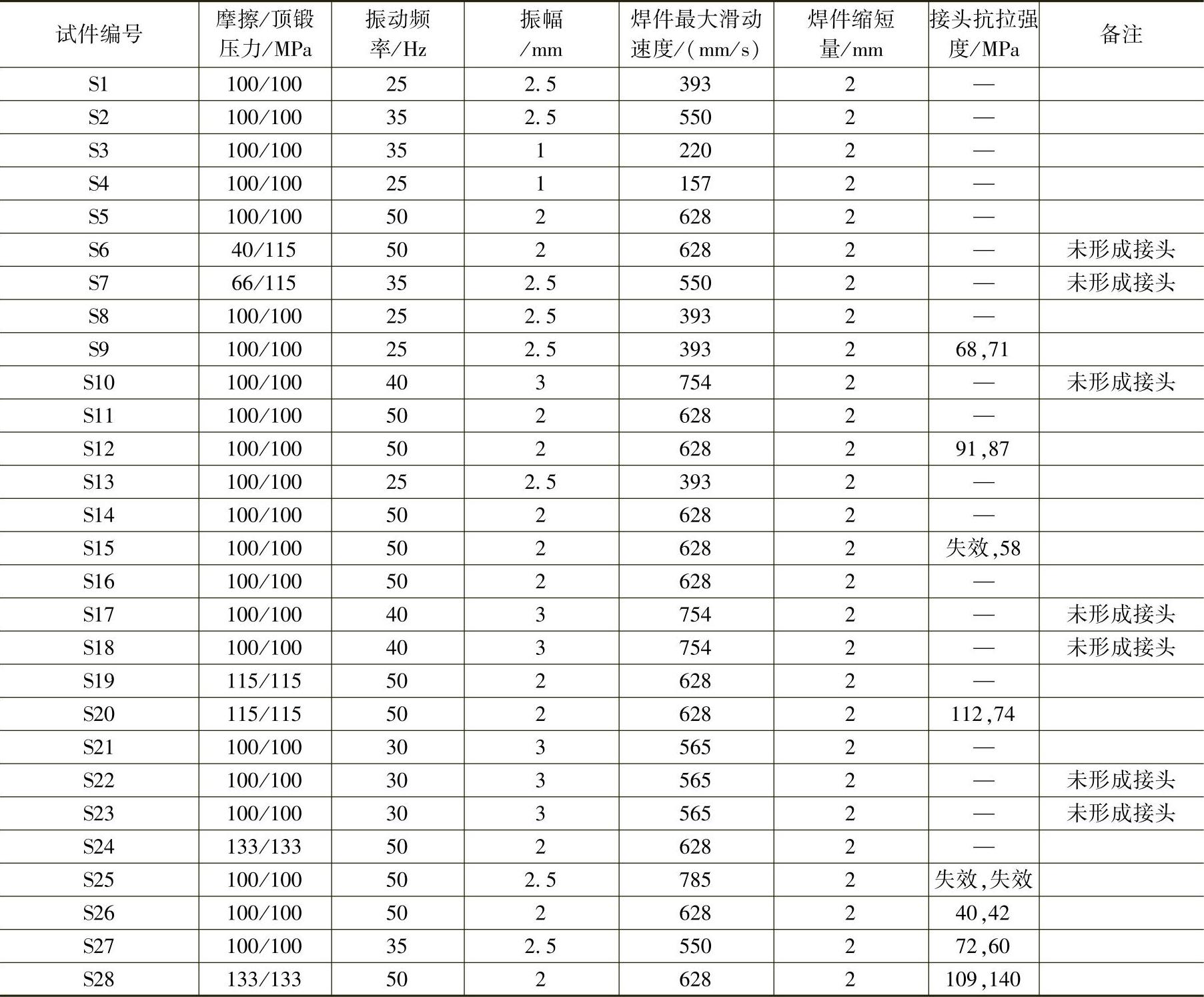
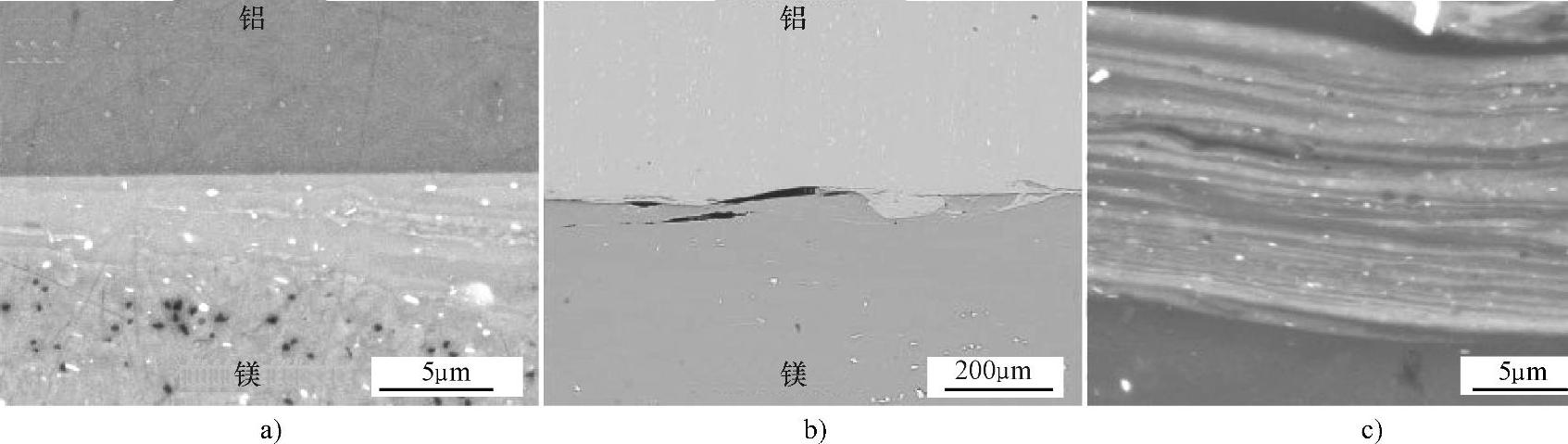
图5.8-65 铝-镁合金线性摩擦焊接头界面
a)无缺陷接头 b)缺陷接头 c)缺陷接头焊合部分
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。