



5.7.2.1 焊接接头形式与坡口加工精度
电子束焊的接头设计如图5.7-3~图5.7-10所示。图5.7-11所示为对接接头坡口精度要求。
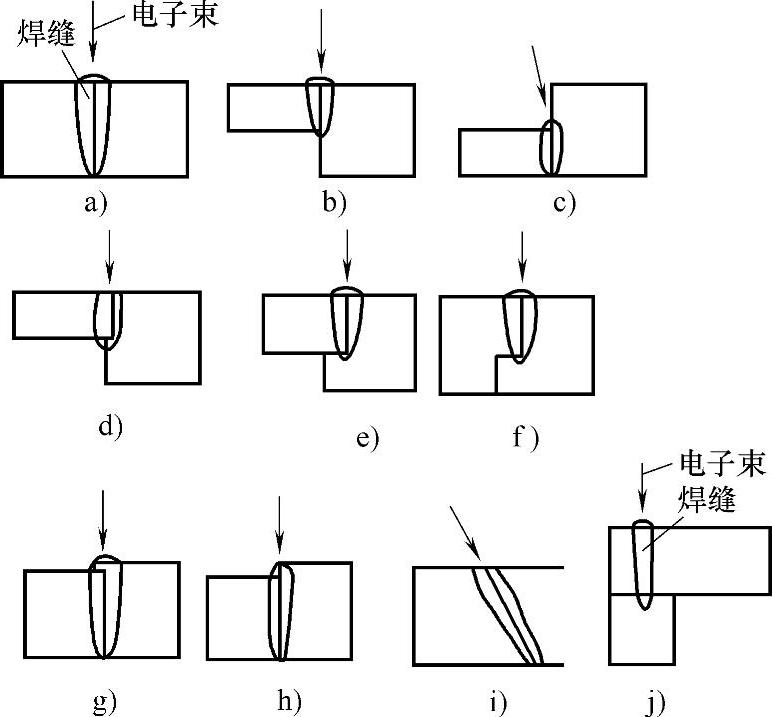
图5.7-3 常见的对接接头
a)正常对接 b)齐平对接 c)台阶接头 d)锁口对中接头 e)锁底接头 f)双边锁底接头 g、h)自填充材料的接头 i)斜对接接头 j)熔透焊缝

图5.7-4 不同板厚的对接接头
a)板厚相差较小的对接接头 b)板厚相差较大的对接接头

图5.7-5 异种材料的对接接头
a)熔点接近而熔合比不同 b)熔点相差较大

图5.7-6 圆柱体的对接接头
a)实心柱体 b)空心柱
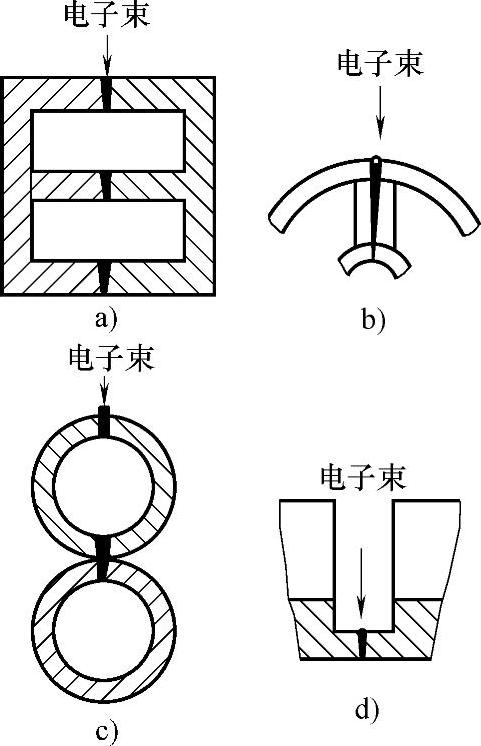
图5.7-7 几种特殊的对接接头

图5.7-8 搭接接头(https://www.xing528.com)
a)搭接角焊 b)二板叠焊 c)多板叠焊
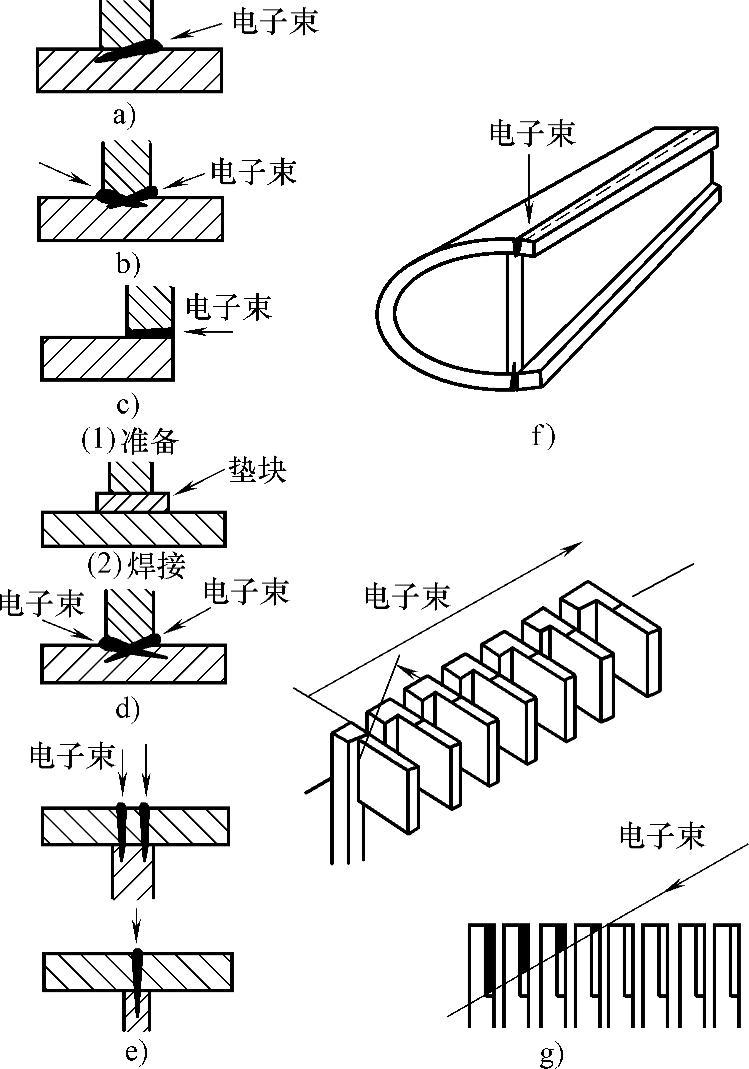
图5.7-9 T形接头
a)单面焊 b)双面焊 c)水平焊接 d)加垫板双面焊接 e)双束与单束焊接 f)椭圆直板焊接 g)叠合焊接
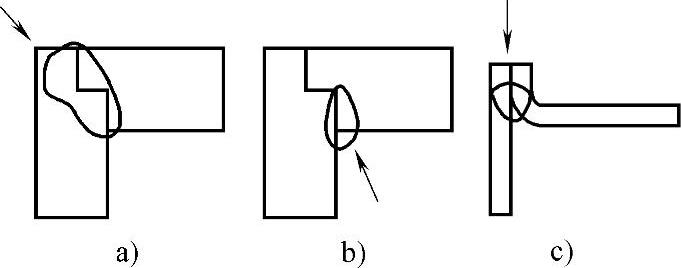
图5.7-10 角接接头
a)双边锁底斜向熔透焊缝 b)双边锁底接头 c)卷边角接接头

图5.7-11 对接接头坡口精度要求
5.7.2.2 焊前清洗
焊前必须对接头及其附近进行严格的除锈、除油和清洗,焊件上不允许存在有机物的残留物。可以采用煤油、汽油等清洗油污,最后必须用丙酮再清洗一次。零件上的氧化物应用机械法或化学法去除,对于钛合金等活泼材料,焊前应用专门的酸洗液进行化学清洗。清洗后不得用手或其他不清洁的工具接触待焊接部位。
夹具和工作台靠近接头的部分应用无磁性的金属制成,当焊件和夹具是磁性材料时,焊前应进行去磁处理,用磁强计测量焊件剩磁,一般允许剩磁强度为5×10-5~3×10-4T。
5.7.2.3 零件装配
对接接头不留间隙,组装表面紧密配合,组装精度取决于焊件材料的厚度和接头设计允许的装配允差。装配间隙对电子束焊的焊缝强度的影响见表5.7-2。
表5.7-2装配间隙对电子束焊的焊缝强度的影响

注:母材强度为862MPa,厚度为0.5mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。