



5.6.6.1 钢的激光焊工艺
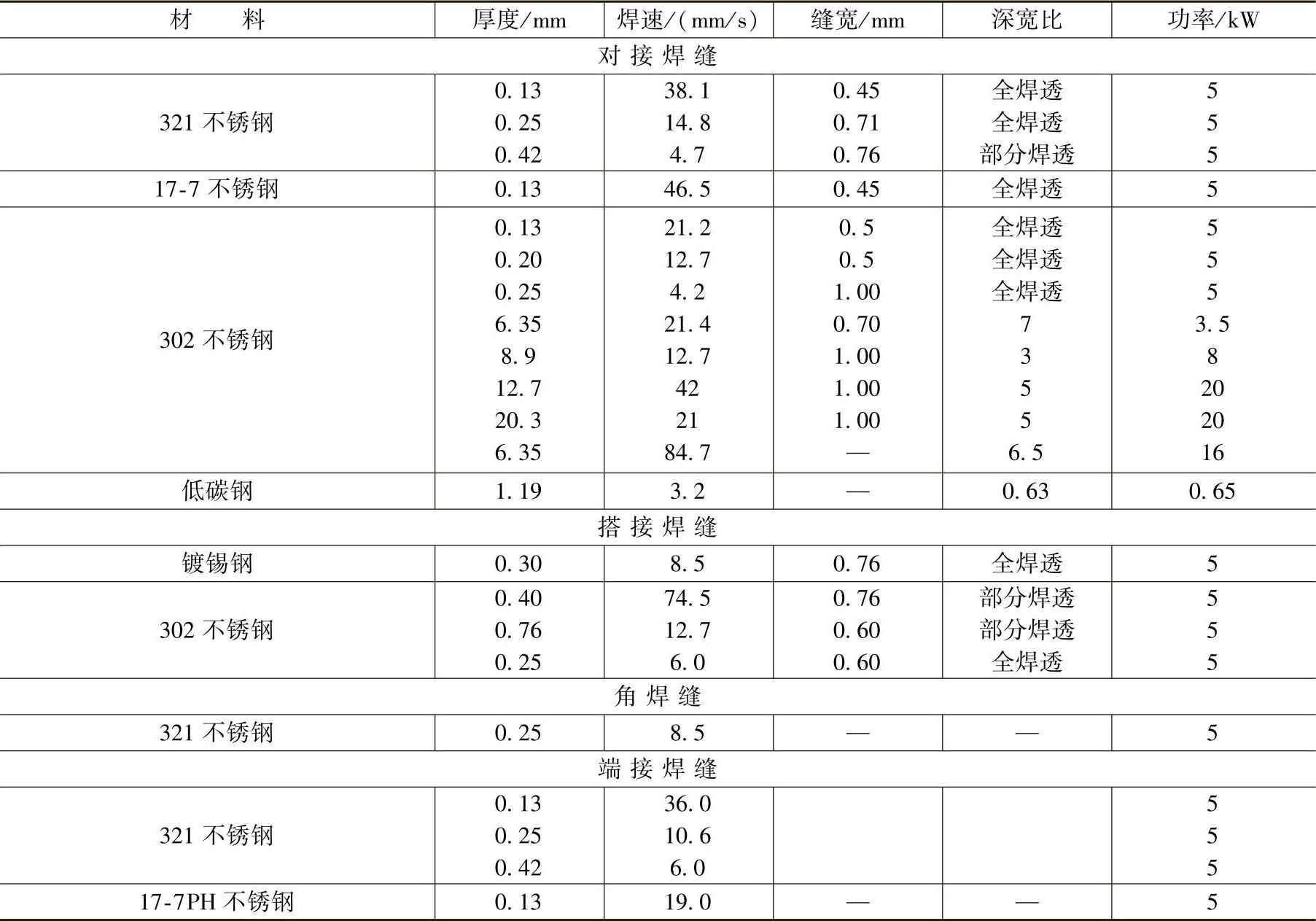
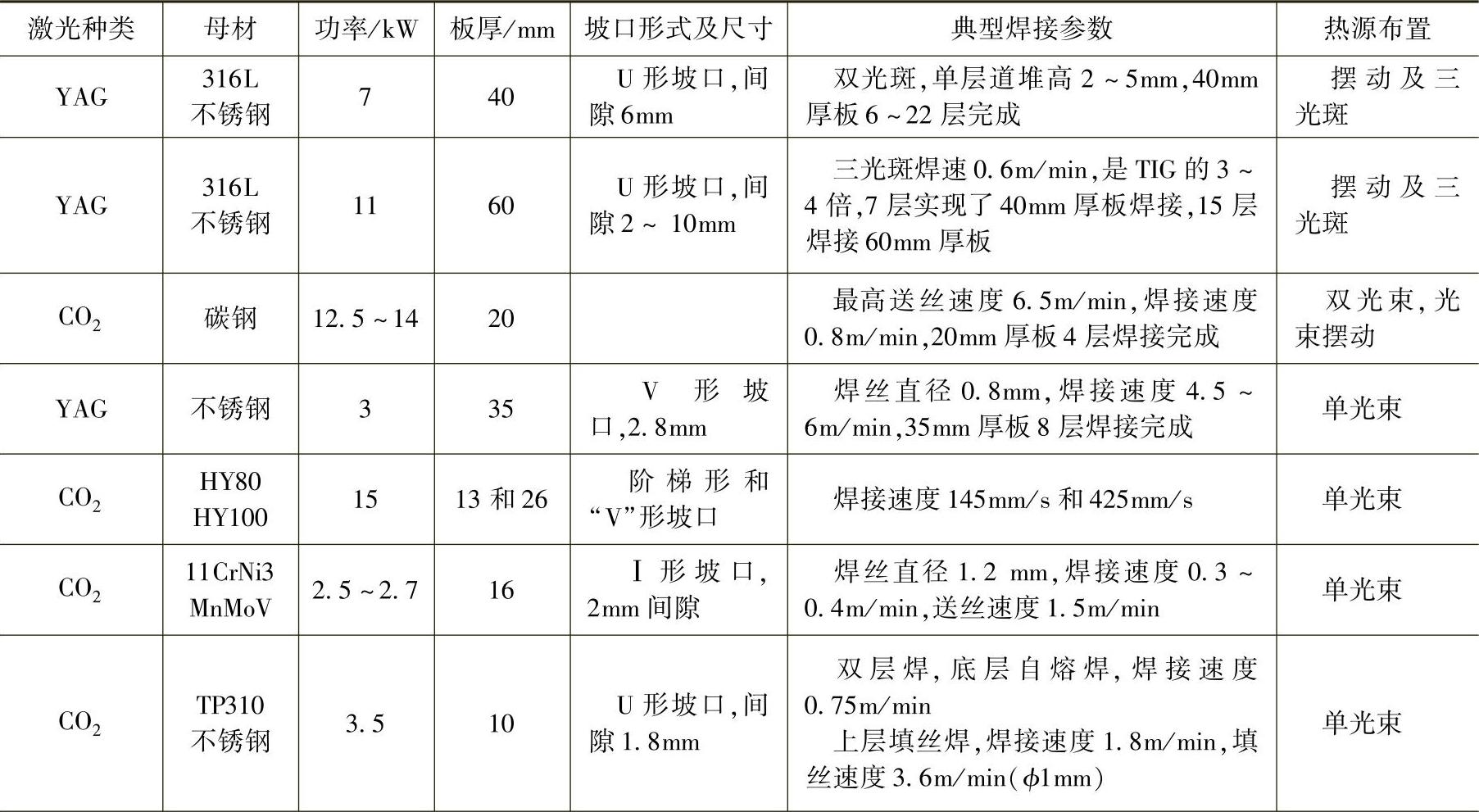
表5.6-8为激光焊接不同厚度合金钢及不锈钢材料所需激光功率。表5.6-9、表5.6-10为连续CO2激光焊时,不同材料优化的激光焊焊接参数。
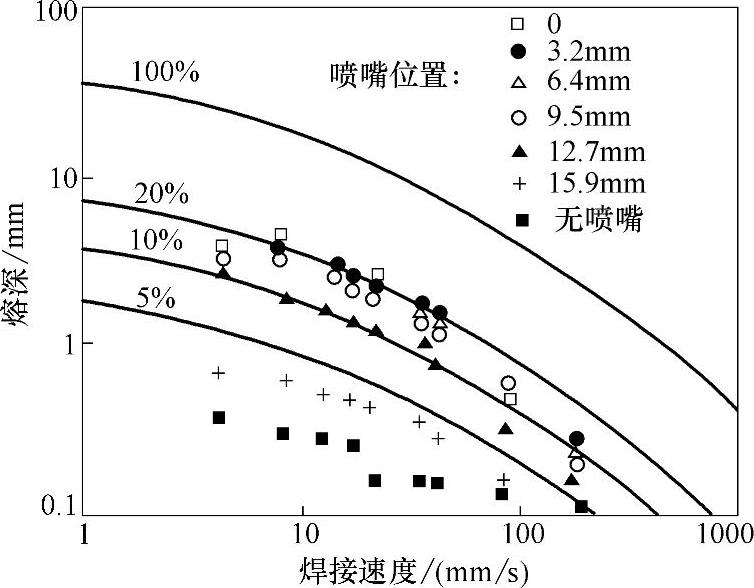
图5.6-25 喷嘴到焊件的距离与熔深的关系
注:P=1.7kW,Ar气保护。
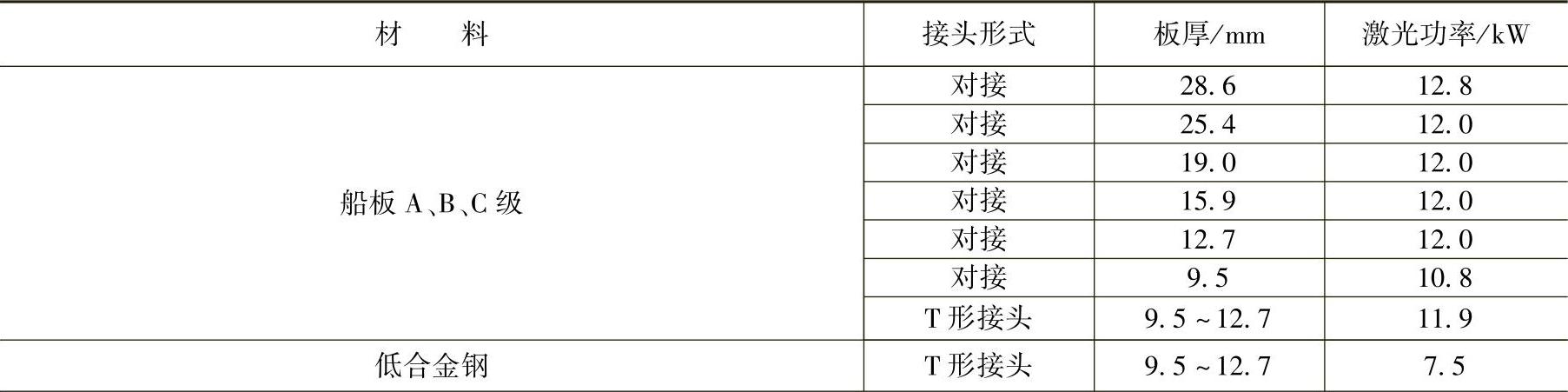
表5.6-8 激光焊不同厚度合金钢及不锈钢材料所需激光功率
(续)
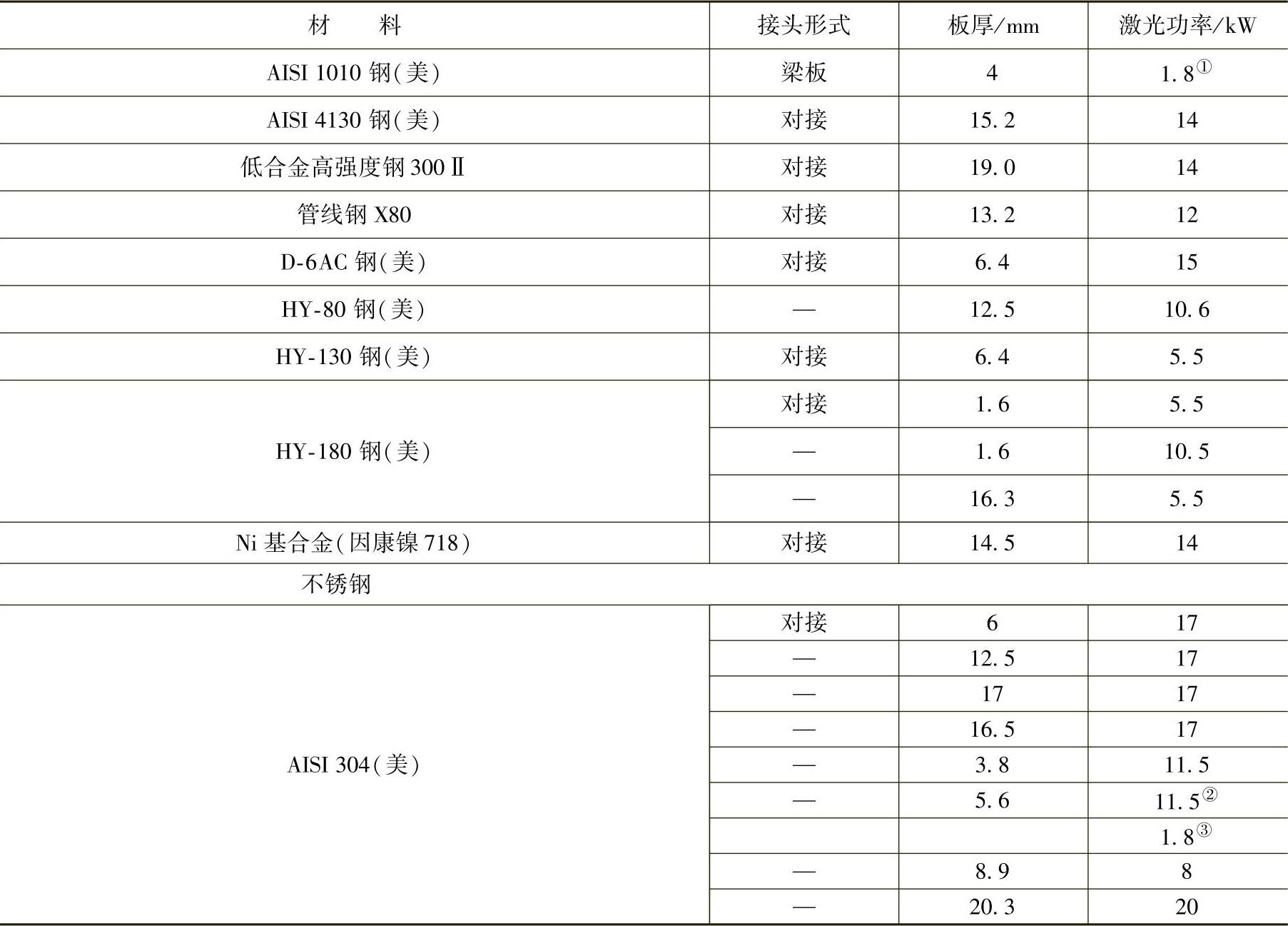
①Nd:YAG激光。
②CO2激光。
③连续Nd:YAG激光。
表5.6-9 不同材料对接接头的连续CO2激光焊焊接参数
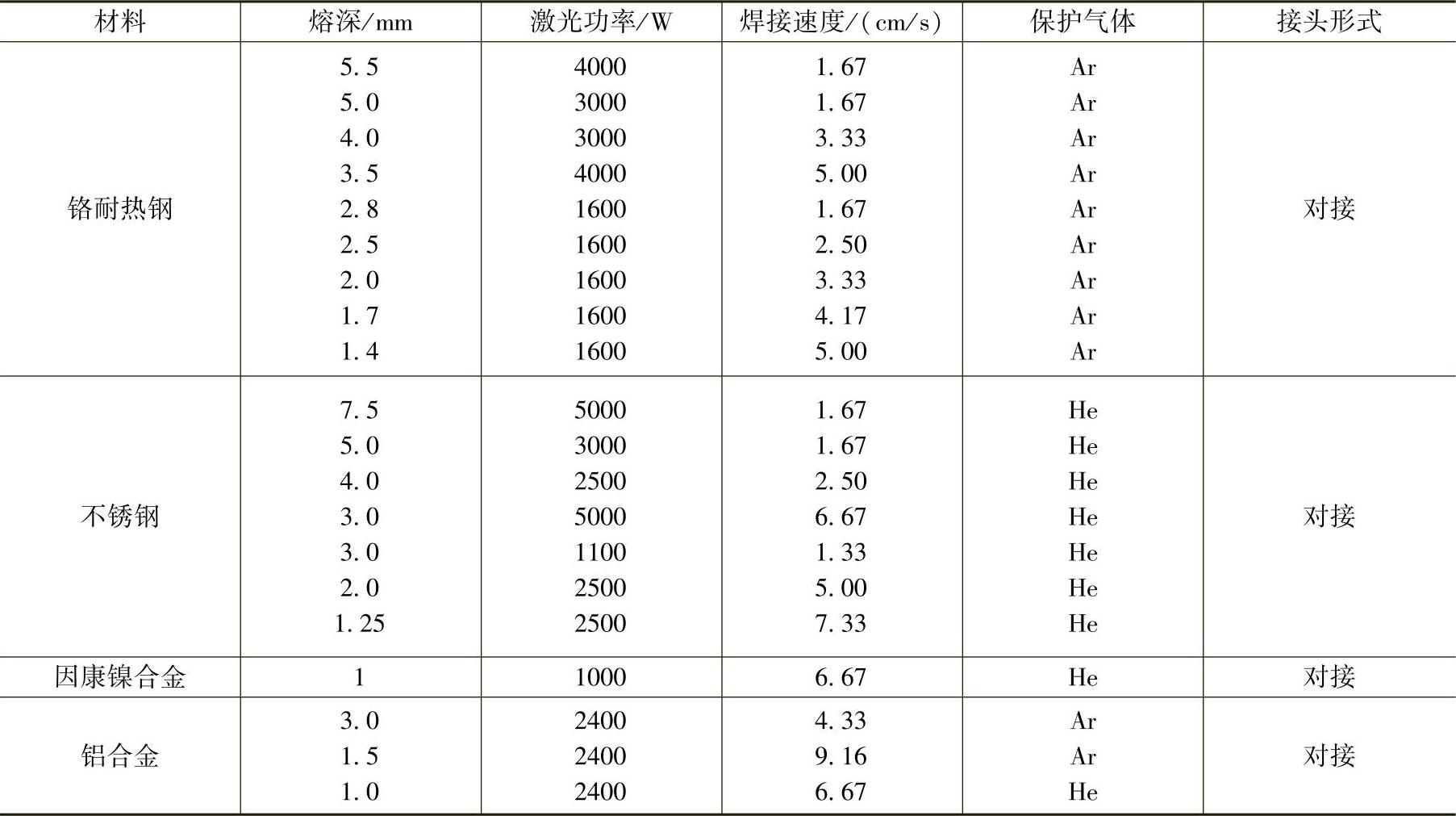
表5.6-10 连续CO2激光焊焊接参数
5.6.6.2 厚钢板的窄间隙激光填丝焊工艺
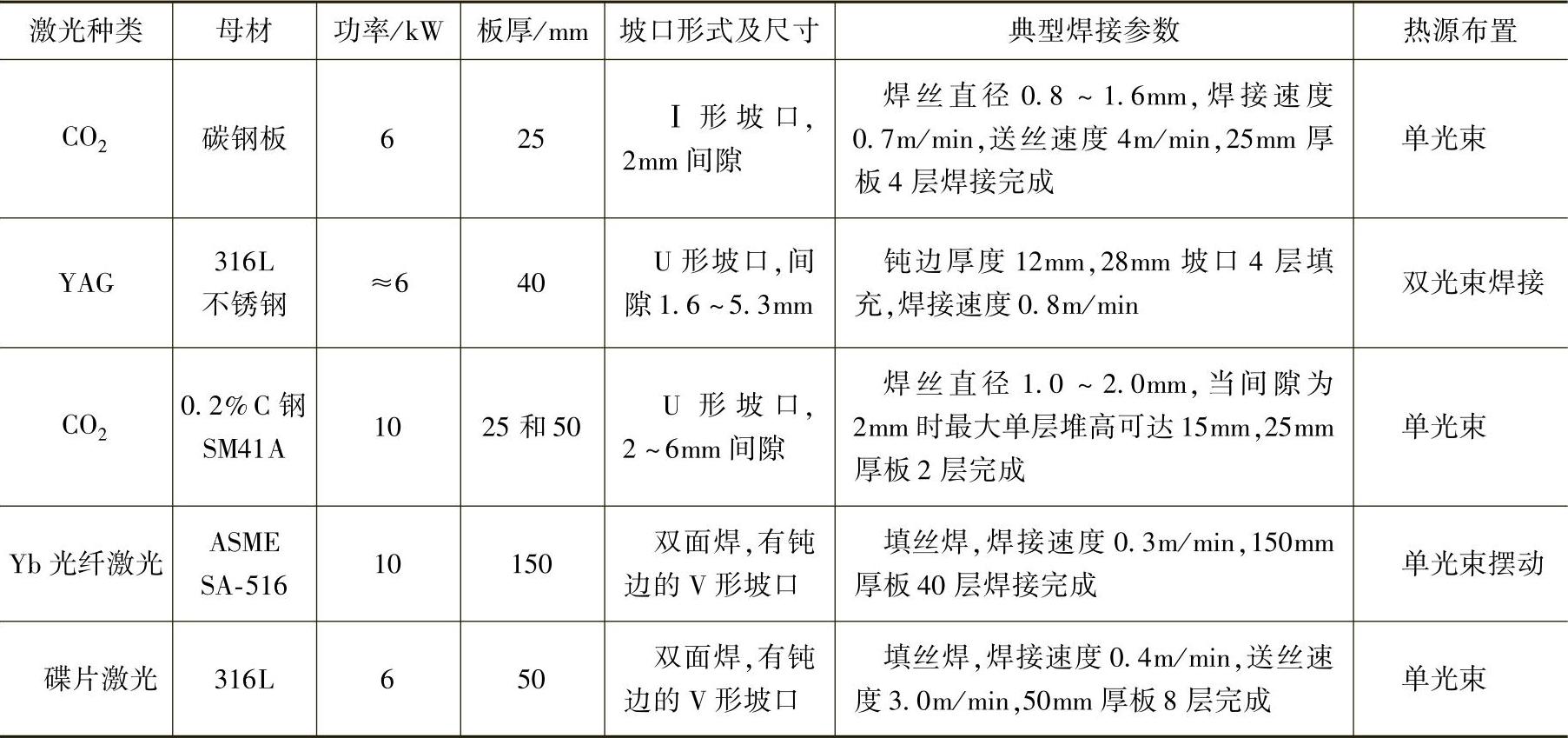
受激光器功率制约,对于大厚度材料须采用窄间隙激光填丝焊工艺。表5.6-11总结了厚度为10~150mm的钢板窄间隙激光填丝焊的焊接参数及工艺措施。
表5.6-11 厚钢板的窄间隙激光填丝焊的焊接参数及工艺措施(https://www.xing528.com)
(续)
5.6.6.3 丝与丝激光焊的焊接参数及接头性能
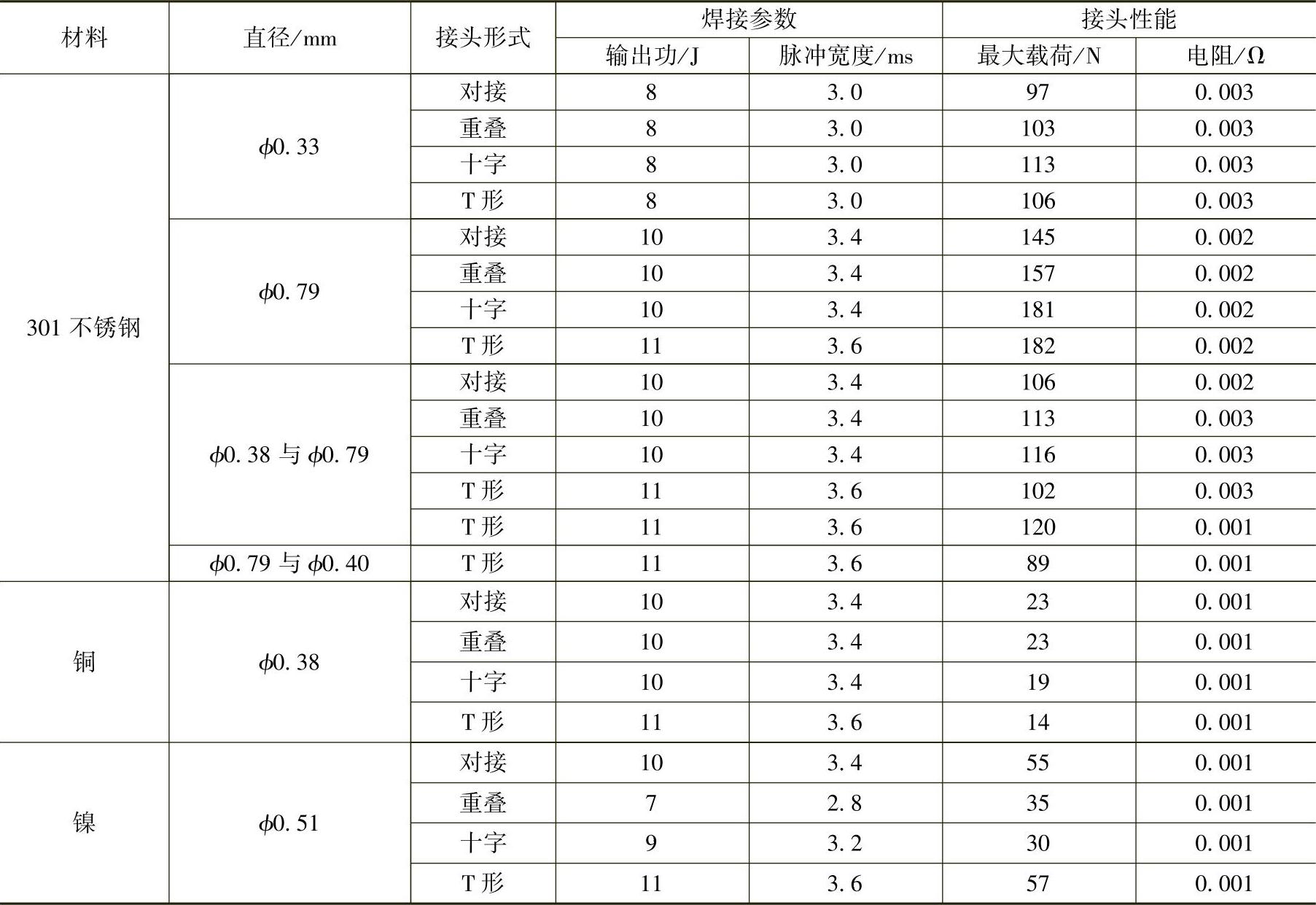
表5.6-12为不同材料丝与丝脉冲激光焊的焊接参数及接头性能示例。
表5.6-12 丝与丝脉冲激光焊的焊接参数及接头性能示例
5.6.6.4 轻金属的激光焊工艺
表5.6-13为激光焊接不同厚度轻金属材料所需激光功率。表5.6-14为激光-MIG复合焊接Ti-Al-Zr-Fe钛合金的焊接参数,其焊缝横断面轮廓,如图5.6-26所示,其接头的力学性能,见表5.6-15。
表5.6-13 激光焊接不同厚度轻金属材料所需激光功率
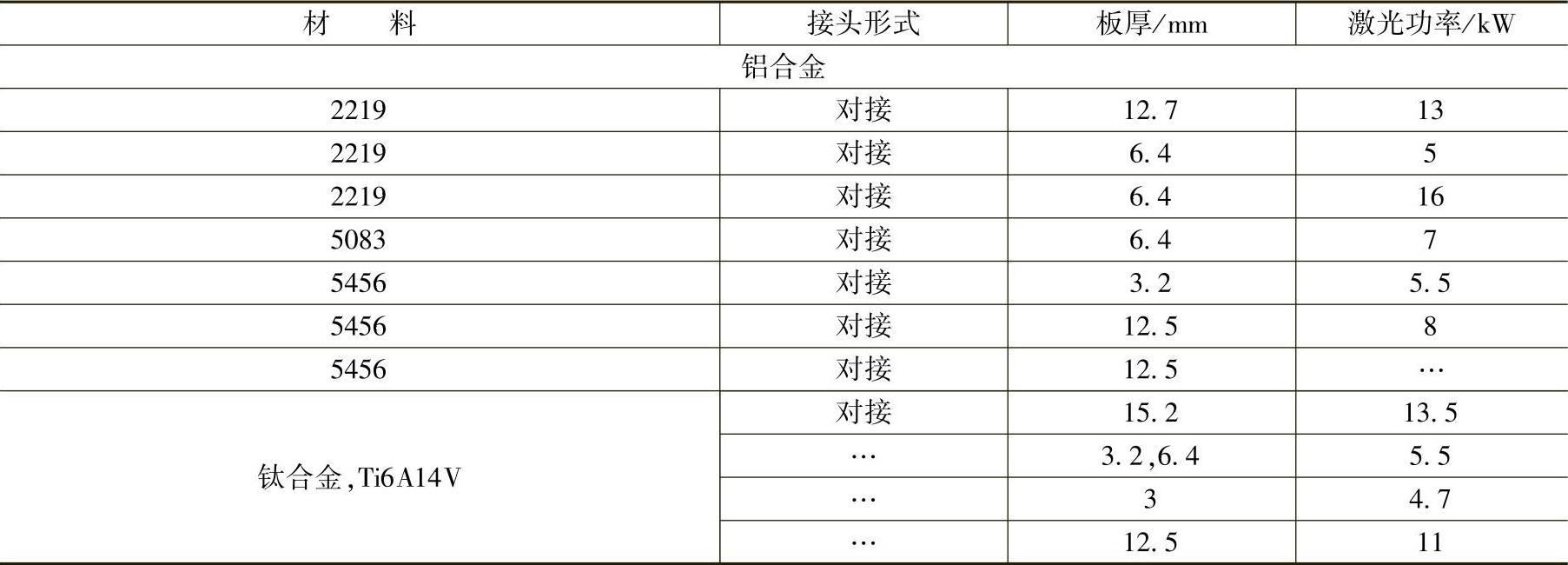
表5.6-14 激光-MIG复合焊接Ti-Al-Zr-Fe钛合金焊接参数

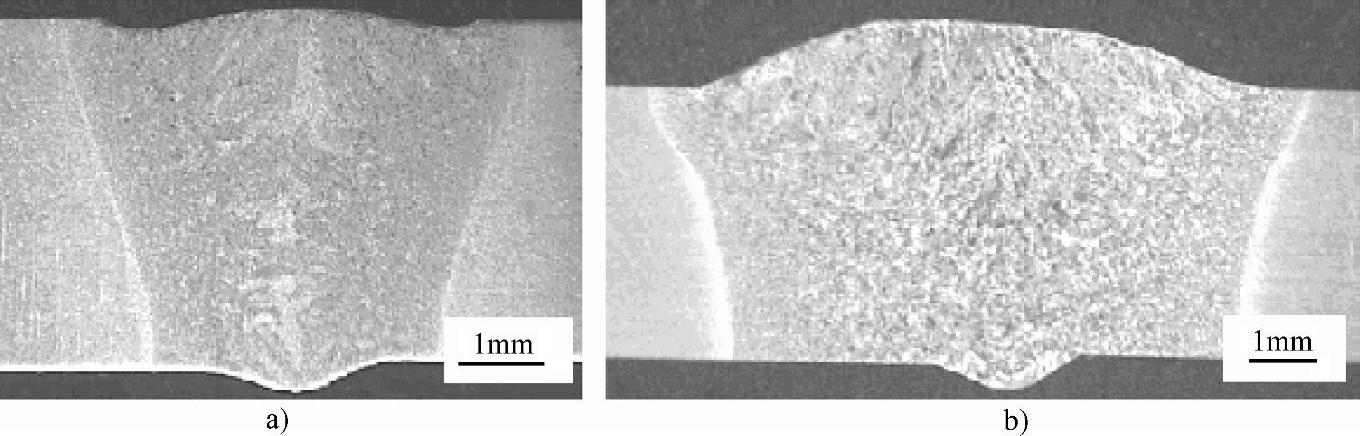
图5.6-26 按表5.6-14的焊接参数焊得的焊缝横断面
a)激光焊 b)激光-电弧复合焊
表5.6-15 按表5.6-14的焊接参数焊得的接头的力学性能

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。