



5.6.5.1 CO2激光焊功率和速度与熔深的关系
图5.6-18所示为使用德国Trumpf射频激励快轴流CO2激光器进行激光自熔焊时,激光功率和焊接速度与熔深的关系曲线,其中,工作气体为He,被焊材料为低碳钢,焦斑直径为0.4~0.5mm。
5.6.5.2 碟片激光焊功率和速度与熔深的关系
图5.6-19所示为使用德国Trumpf碟片激光器进行激光自熔焊时,激光功率和焊接速度与熔深的关系曲线,其中,工作气体为He,焊接材料为低碳钢,聚焦光学器件CFO50,焦斑直径0.2mm。
5.6.5.3 光纤激光焊功率和速度与熔深的关系
图5.6-20所示为使用德国IPG光纤激光器进行激光自熔焊时,激光功率和焊接速度与熔深的关系曲线,其中,工作气体为He。
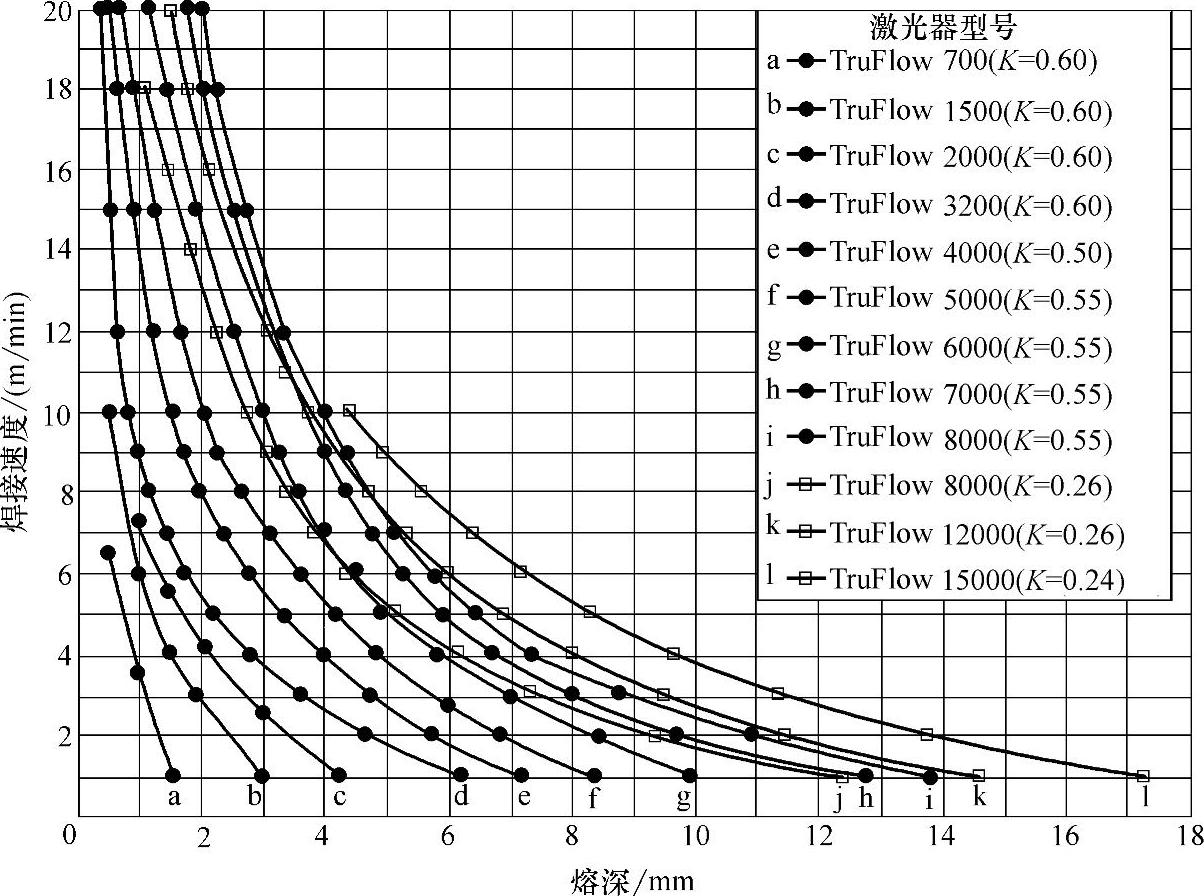
图5.6-18 CO2激光焊时,激光功率和焊接速度与熔深的关系
K—光束传输因子,K=基模高斯光束的束腰直径×远场发散角/(实际光束的束腰直径×远场发散角),无量纲,其值越接近于1,表示光束质量越好。
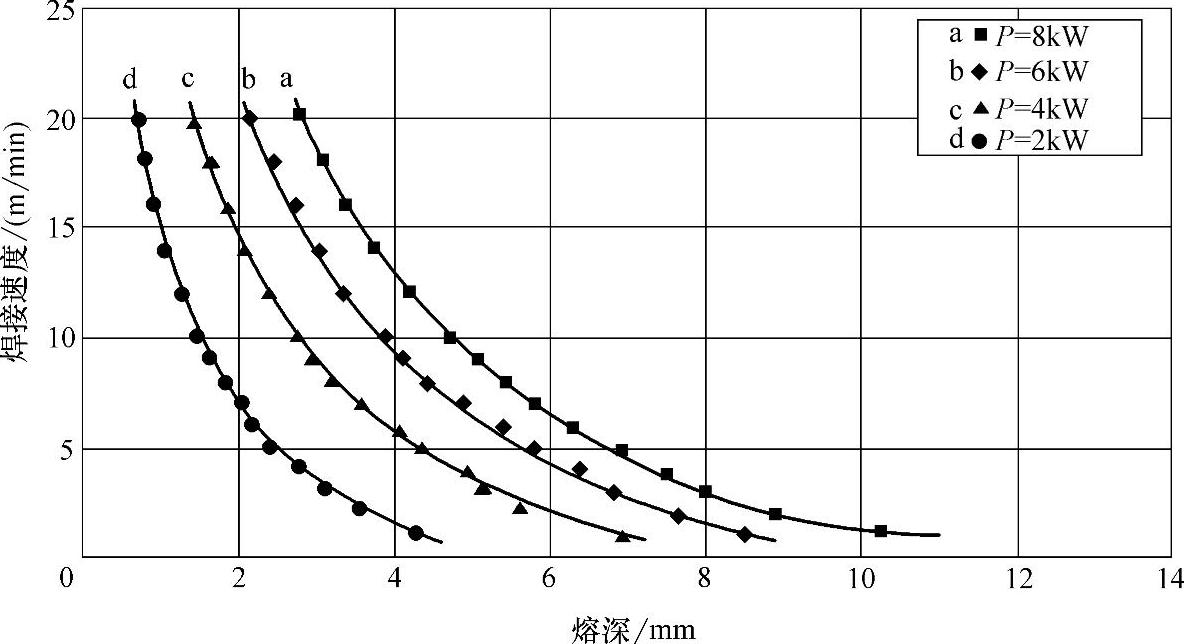
图5.6-19 用碟片焊接时,激光功率和焊接速度与熔深的关系
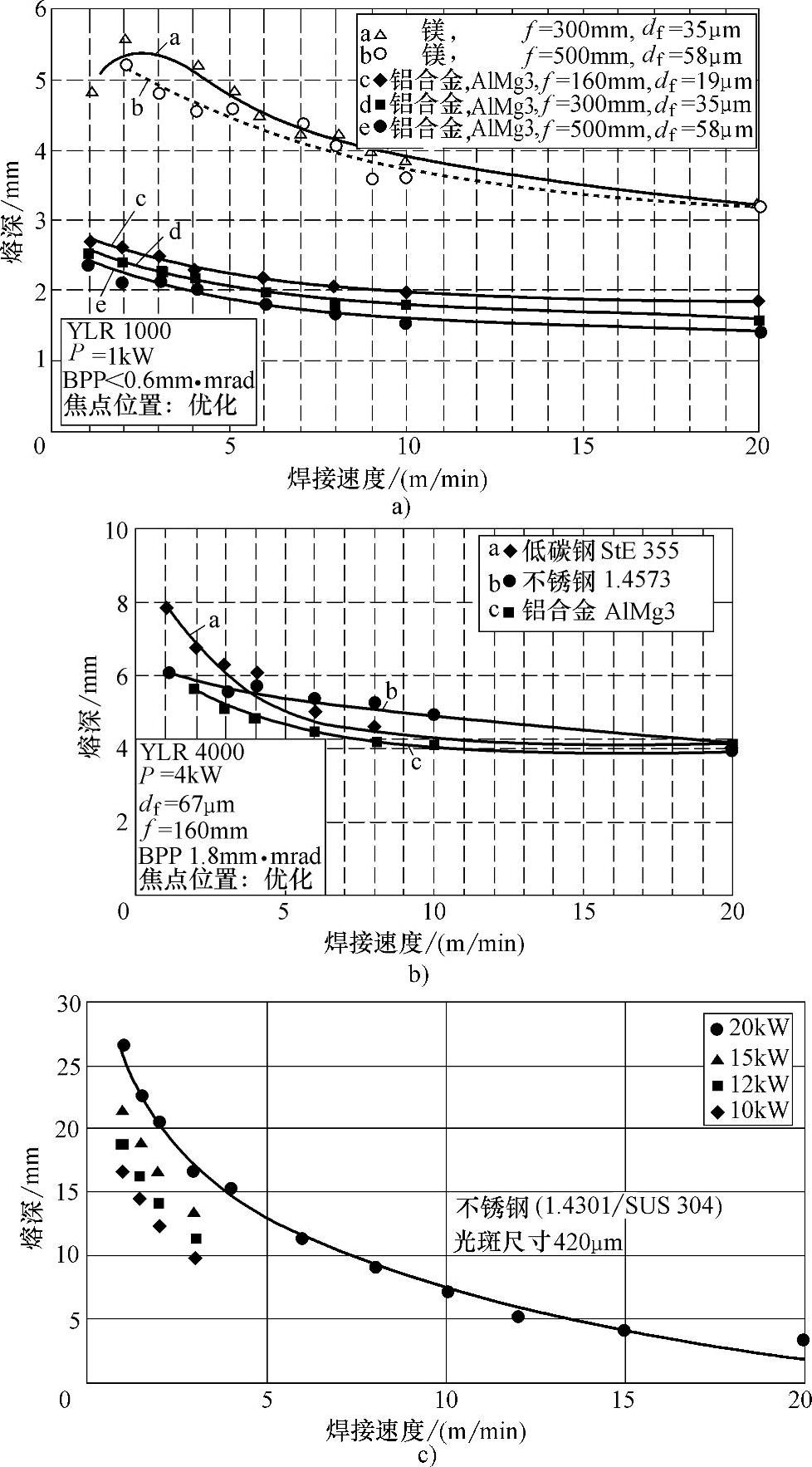
图5.6-20 用光纤激光器焊接时,激光功率和焊接速度与熔深的关系
a)镁和铝镁合金 b)低碳钢、不锈钢和铝合金 c)不锈钢 df—光斑半径 f—焦距 BPP—光束聚焦参数积 P—激光功率
5.6.5.4 不同激光器焊接速度与熔深的关系对比
图5.6-21所示为功率相当的不同激光器焊接时,熔深与焊接速度的关系曲线对比。由于光纤激光器具有非常好的光束质量,可以获得更小的聚焦光斑,其焊接熔深最深。
5.6.5.5 聚焦光斑大小对熔深的影响(https://www.xing528.com)
图5.6-22所示为用4kW光纤激光焊接时,聚焦光斑、熔深与焊接速度的关系曲线。
5.6.5.6 保护气对焊缝熔深的影响
图5.6-23所示为CO2激光焊接低碳钢时,保护气体对熔深的影响曲线。图5.6-24所示为15kWCO2激光焊接不锈钢和低碳钢时,保护气体对熔深的影响。
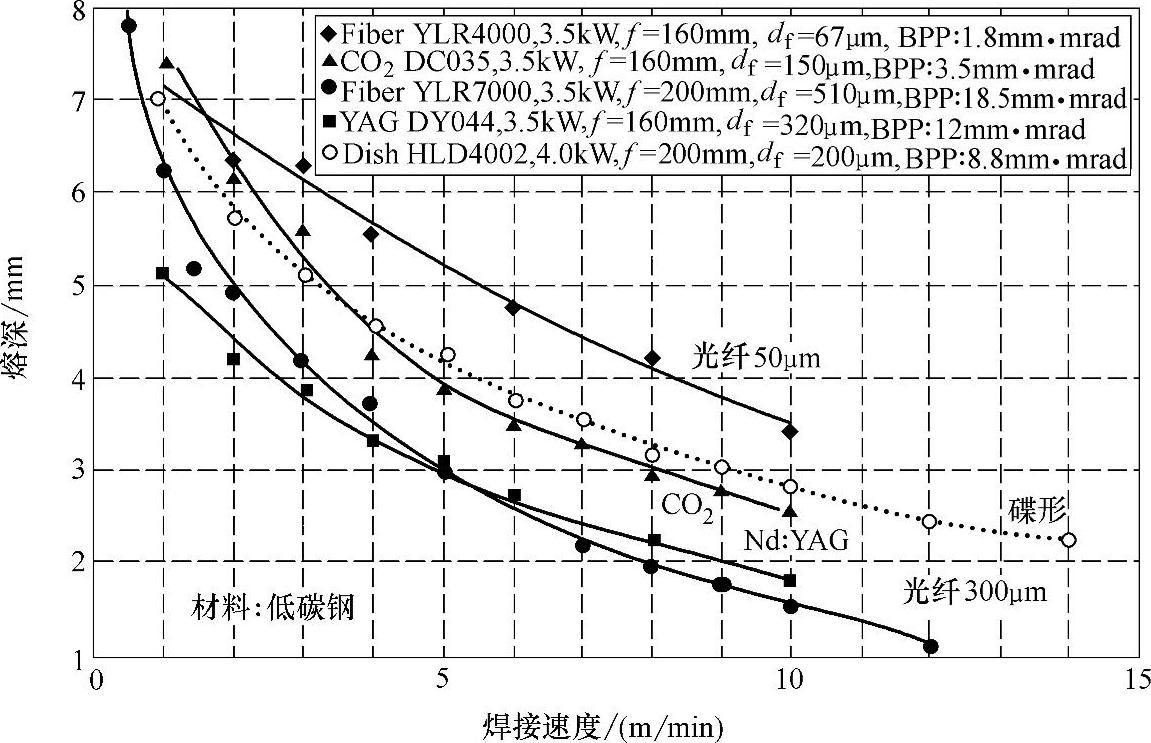
图5.6-21 相近条件下不同激光器焊接时,熔深与焊接速度关系对比
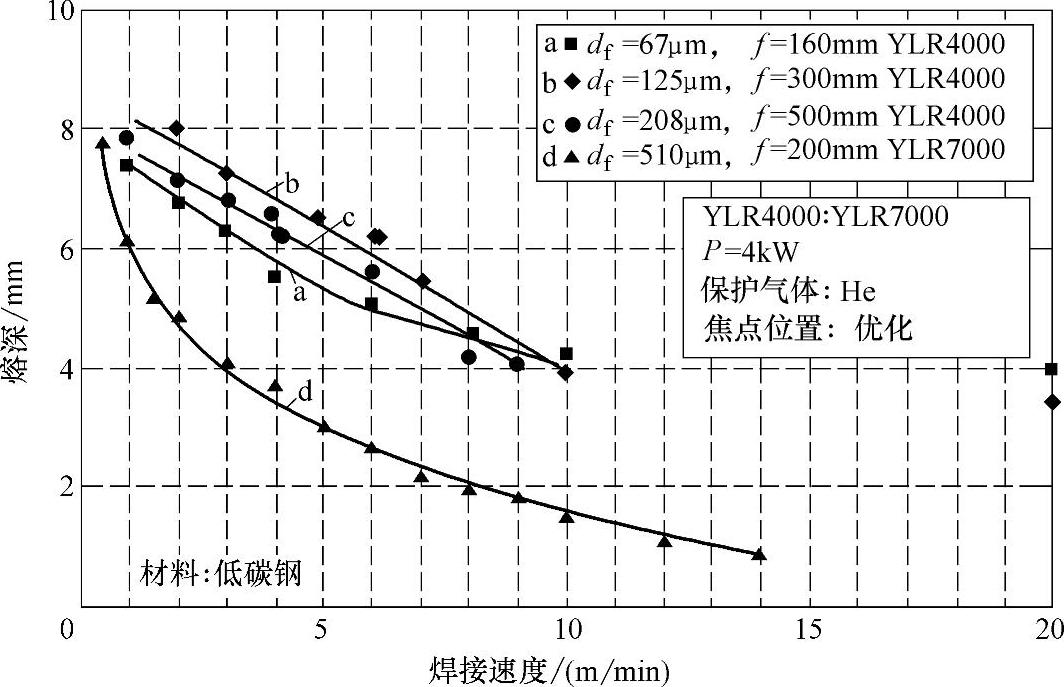
图5.6-22 光纤激光焊接时,聚焦光斑、熔深与焊接速度的关系
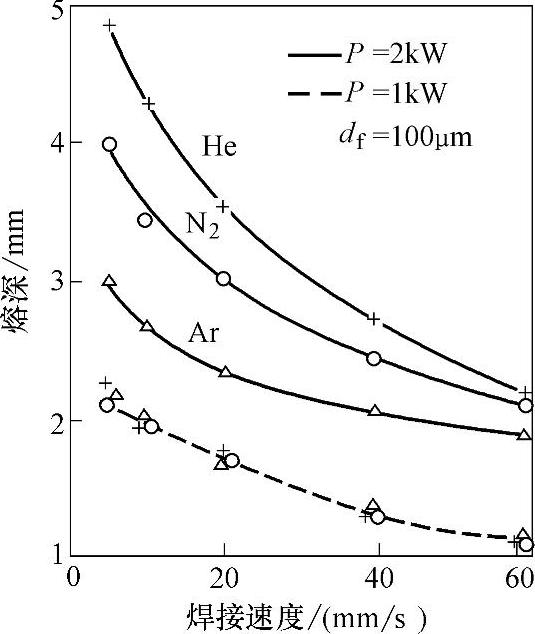
图5.6-23 CO2激光焊接低碳钢时,保护气体对熔深的影响曲线
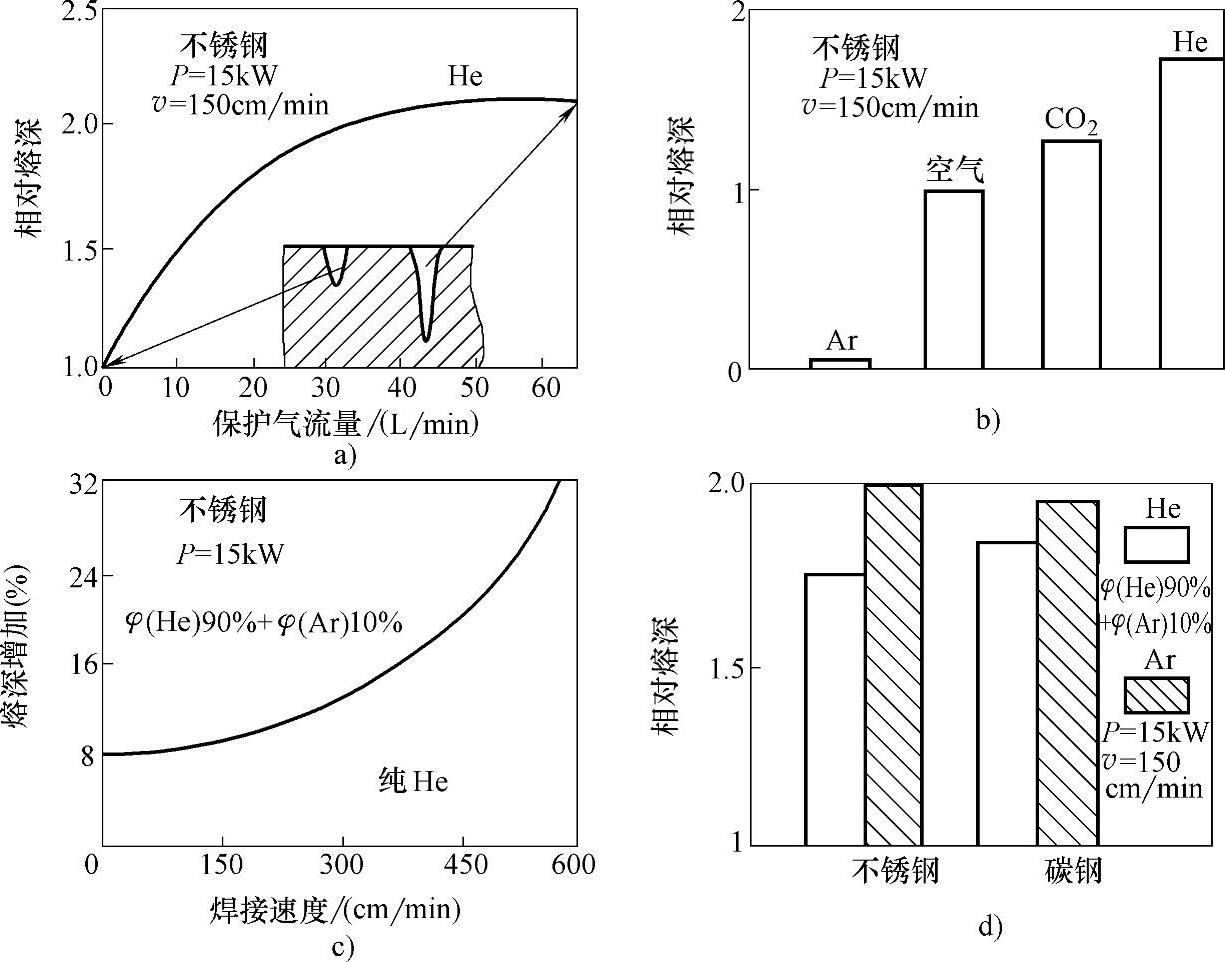
图5.6-24 15kWCO2激光焊接不锈钢和低碳钢时,保护气体对熔深的影响
a)气体流量的影响 b)气体种类的影响 c)混合气体的影响 d)混合气体对不同材料的影响
注:相对熔深是指以在空气中(无保护气体)焊接得到的熔深为1。
5.6.5.7 喷嘴到焊件的距离与熔深的关系
图5.6-25所示为喷嘴到焊件的距离与熔深的关系。随喷嘴相对位置的降低,熔深可增加20%。5.6.5.8焦点位置对焊缝横断面形状的影响(图1.7-42)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。