



【摘要】:图5.6-11~图5.6-17所示为不同激光焊工艺的原理简图。
5.6.4.1 材料的激光焊接性
激光焊的特点之一就是材料的适应性广,许多钢铁材料和非铁材料以及冶金性能相互匹配的异种材料都可以采用激光焊接,见表5.6-6。
5.6.4.2 激光焊接接头设计
图5.6-10所示为常用激光焊的典型接头形式,表5.6-7是激光焊的接头装配要求。
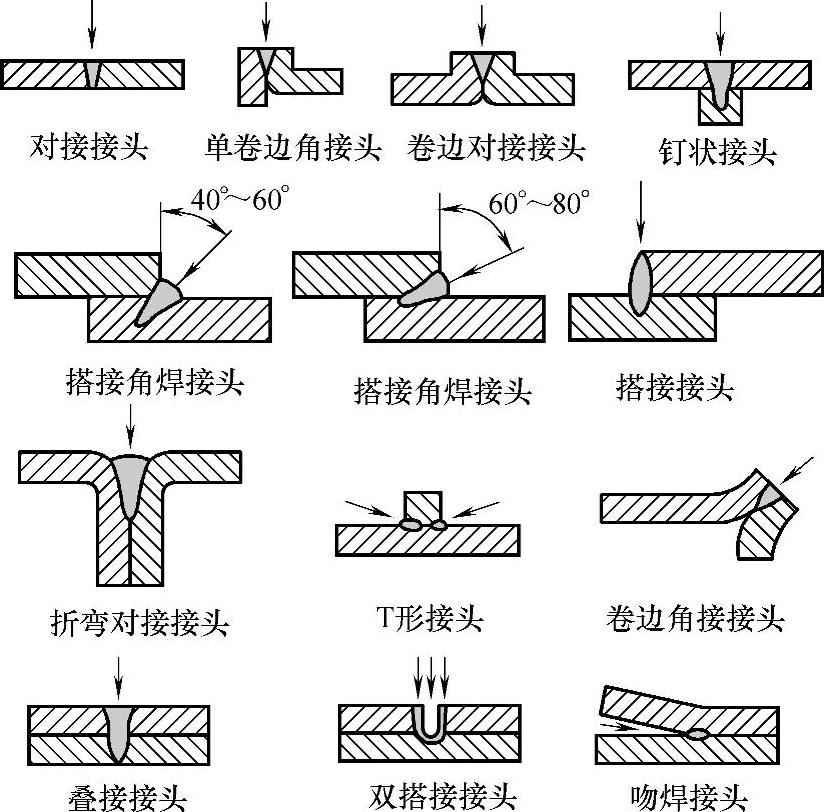
图5.6-10 激光焊的典型接头形式
表5.6-6 不同金属材料间采用激光焊接的焊接性

注:■—优秀;G—良好;F—中等;P—较差。
表5.6-7 激光焊的接头装配要求

注:δ—板厚(mm)。
5.6.4.3 激光焊的工艺分类
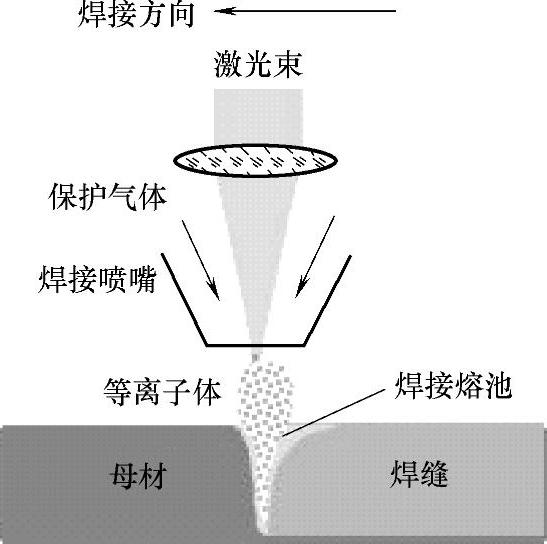
一般情况下,激光焊不添加焊接材料,完全靠被焊材料自身的熔化形成接头,为激光自熔焊接。根据激光焊接应用范围的不同,衍生出激光填丝焊、激光填粉焊、激光压焊、激光钎焊、激光熔钎焊及激光-电弧复合焊等工艺技术。图5.6-11~图5.6-17所示为不同激光焊工艺的原理简图。
 (https://www.xing528.com)
(https://www.xing528.com)
图5.6-11 激光自熔焊原理简图
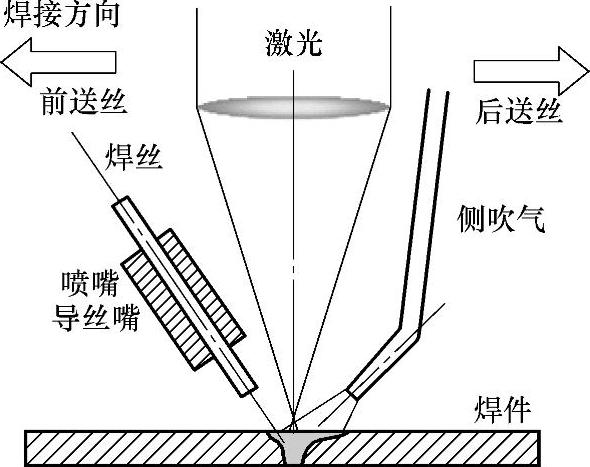
图5.6-12 激光填丝焊原理图

图5.6-13 激光填粉焊示意图
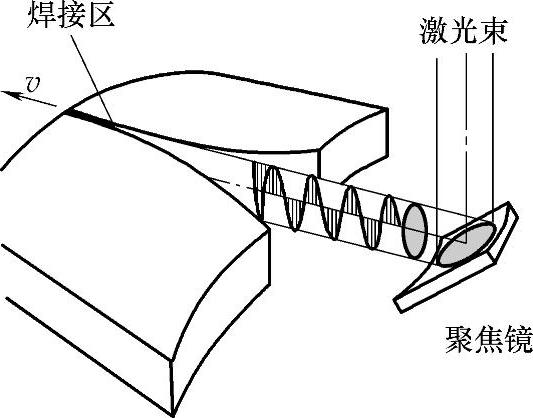
图5.6-14 激光压焊原理示意图

图5.6-15 激光钎焊示意图

图5.6-16 激光熔钎焊原理示意图

图5.6-17 激光-电弧复合焊原理简图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。