



5.3.6.1 概述
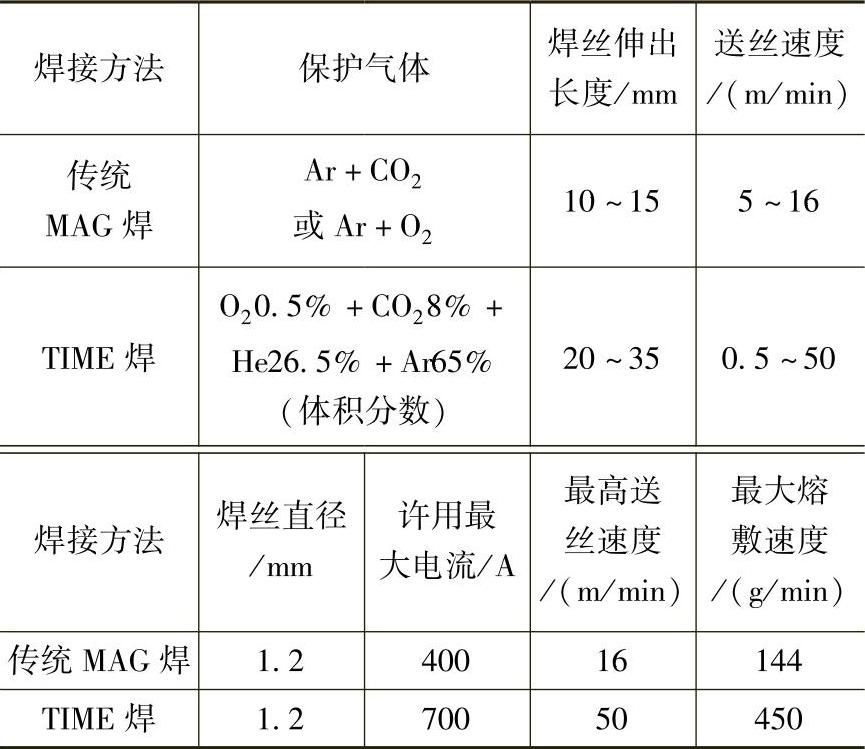
TIME焊(Transfer Ionized Molten Energy Process)采用较大的焊丝伸出长度,以四元混合气体作为保护气体,将送丝速度提高到传统MAG焊工艺的两倍以上,大幅度提高了焊丝熔敷效率。TIME焊和MAG焊的差别见表5.3-22。
表5.3-22 传统MAG焊与TIME的差别
5.3.6.2 TIME焊气体
TIME焊气体和纯Ar相比,提高了电弧的电场强度,在大电流的较大电磁力作用下,液流束偏离焊丝轴线并发生旋转,形成短的铅笔尖状,与包覆它的电弧一起围绕着焊丝轴线旋转,呈锥形轨迹,过程稳定,形成了旋转射流过渡,如图5.3-63所示。
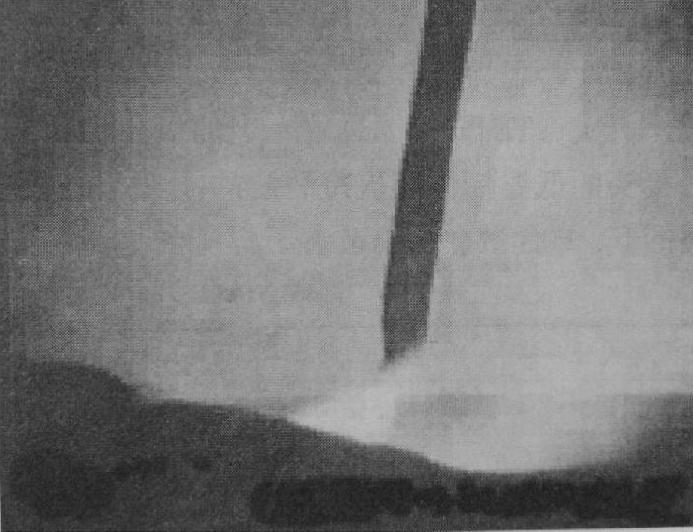
图5.3-63 TIME焊的熔滴过渡形态
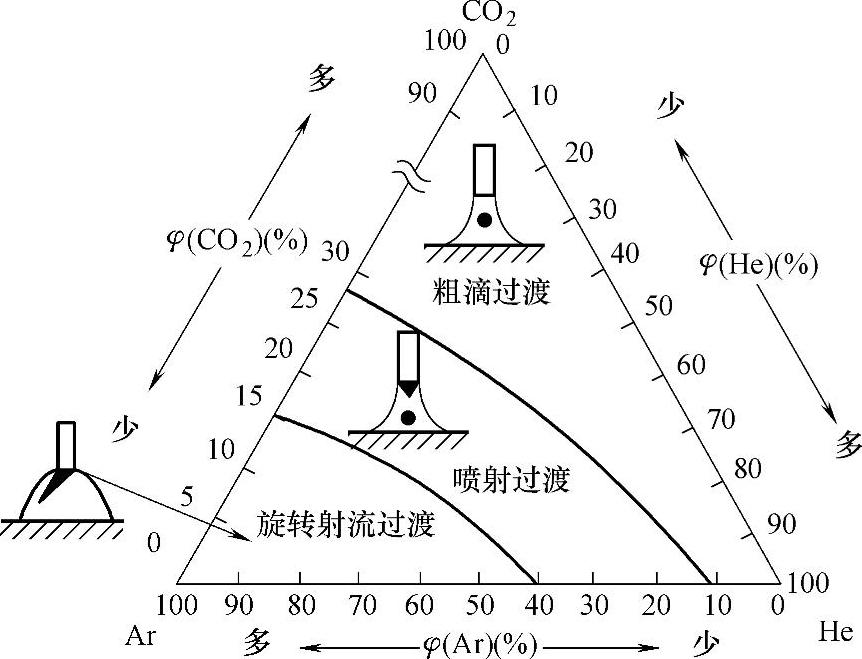
日本学者对Ar-He-CO2三元气体对熔滴过渡的影响进行了深入的研究,如图5.3-64所示。该图的试验条件是:焊丝直径φ1.2mm,焊接电流500A,电弧电压38~44V,焊丝伸出长度25mm,采用直流反接(DCEP)。5.3.6.3 TIME焊电弧形态
TIME焊电弧形态分为4种:短路电弧、脉冲电弧、旋转电弧和喷射电弧,如图5.3-65所示。
5.3.6.4 焊接参数
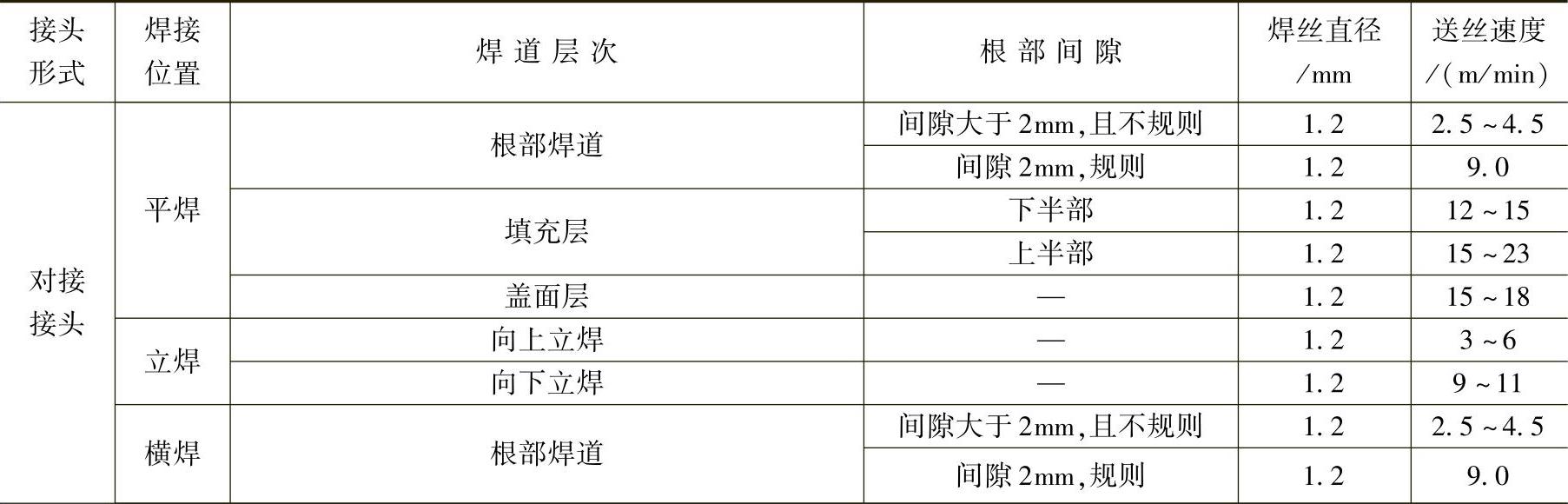
表5.3-23为TIME焊对接接头和角接接头的标准焊接参数。
5.3.6.5 TIME焊接实例
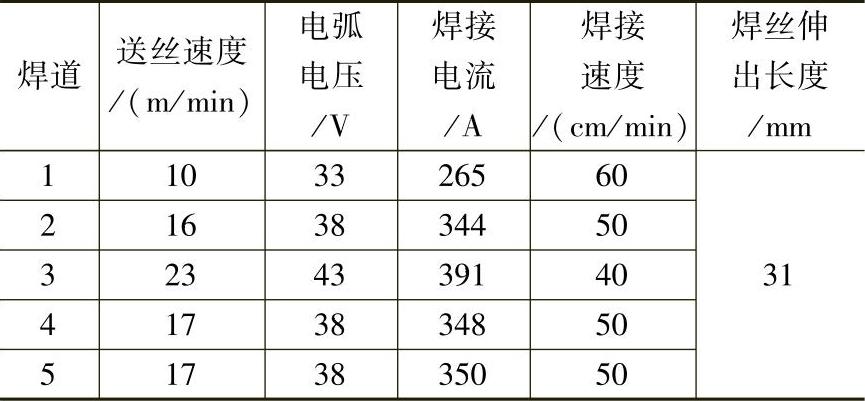
TIME焊可用于焊接多种材料,如低碳钢、低合金钢、细晶粒结构钢、耐热钢、低温钢(Niq钢)、高温耐热材料(13CrMo44)、特种钢(装甲板)和高屈服强度钢(HY80)等。TIME焊特别适用于大厚度板窄间隙及薄板的高速焊接。图5.3-66和表5.3-24分别为V形坡口焊接接头和焊接参数。
 (https://www.xing528.com)
(https://www.xing528.com)
图5.3-64 Ar-He-CO2三元气体的配比成分对熔滴过渡的影响
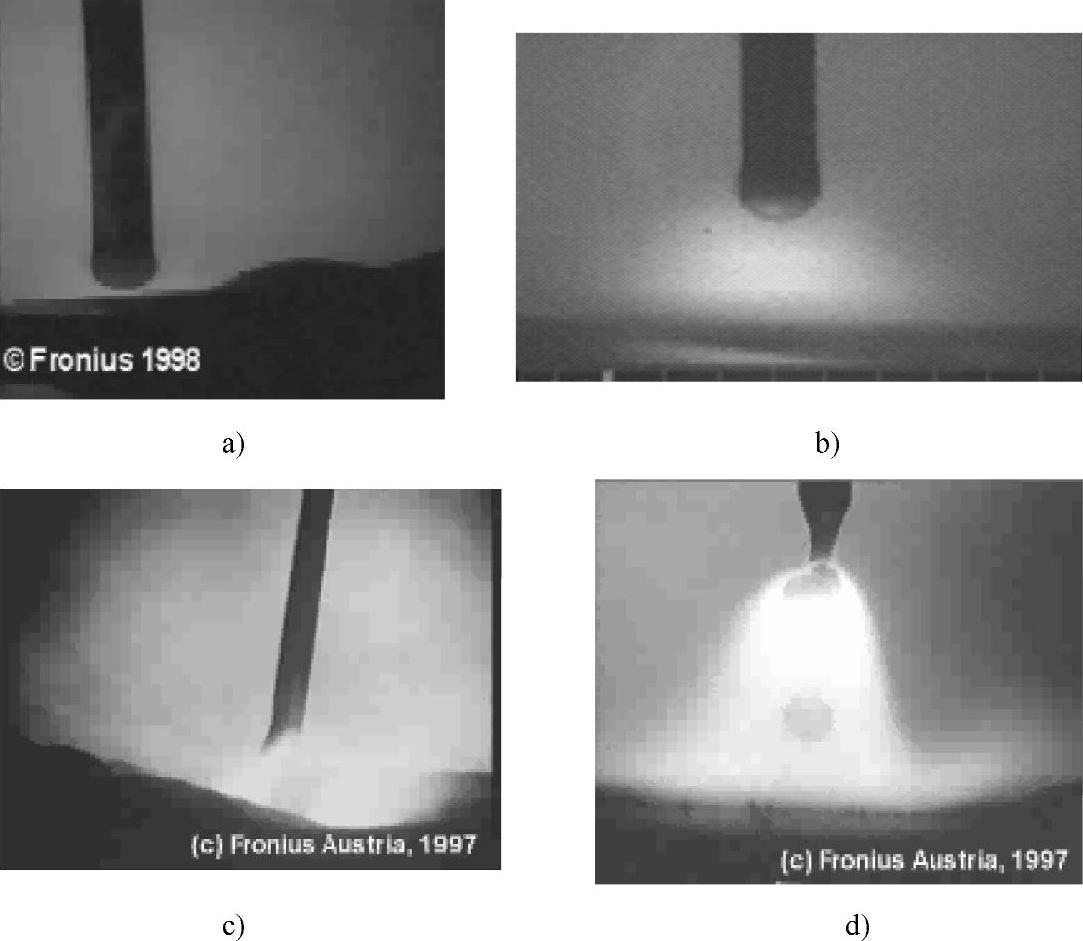
图5.3-65 TIME焊电弧形态
a)短路电弧 b)脉冲电弧 c)旋转电弧 d)喷射电弧
表5.3-23 高效TIME焊接法的焊接参数
(续)
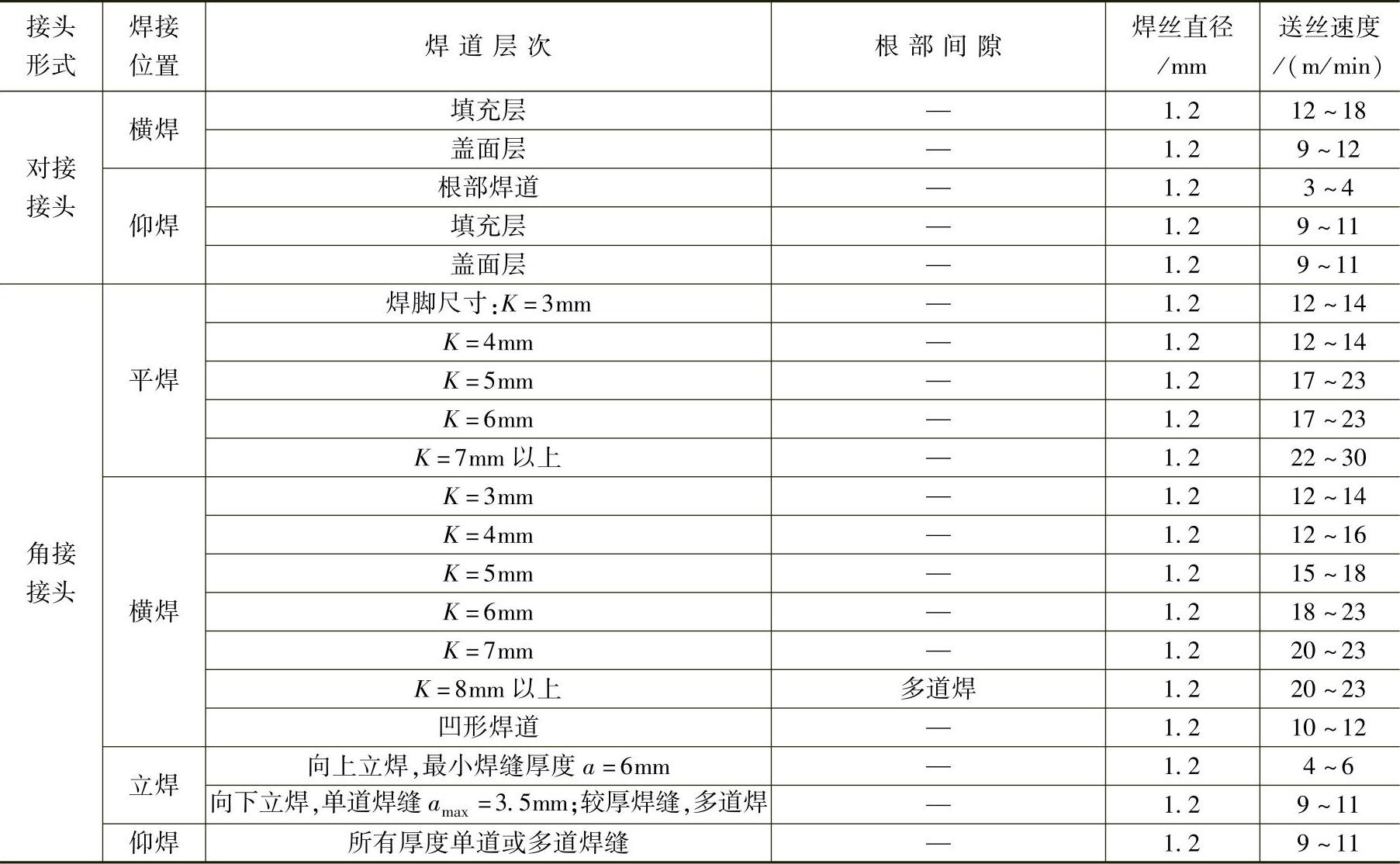
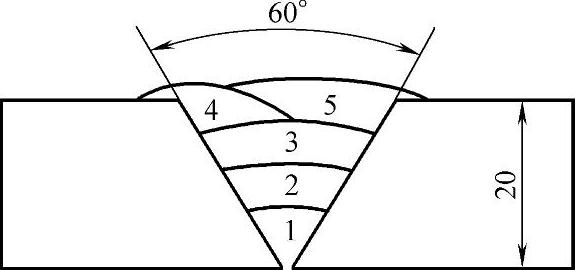
图5.3-66 V形坡口焊接接头
注:气体成分为25%CO2+25%He+50%Ar(体积分数)
表5.3-24 V形坡口焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。