



5.3.5.1 概述
CMT(冷金属过渡)气体保护电弧焊(简称CMT焊法)是在短路过渡的基础上开发的。CMT焊法采用推拉丝的送丝方式,当熔滴与熔池一发生短路,焊机的DSP(数字信号处理器)监测到一个短路信号,该信号一方面反馈给送丝机,送丝机立刻响应而回抽焊丝,另一方面电路停止供电,使得焊丝与熔滴分离,并在无电流状态下熔滴过渡。CMT技术中电弧自身输入热量的过程很短,短路发生时,电弧即熄灭,热输入迅速地减少。CMT焊法的热源主要来自电弧,该法对母材的热输入很少,使得整个焊接过程始终在冷热交替中循环往复。该法适合超薄板焊接、堆焊和精密焊接等。CMT焊法焊接波形如图5.3-58所示。
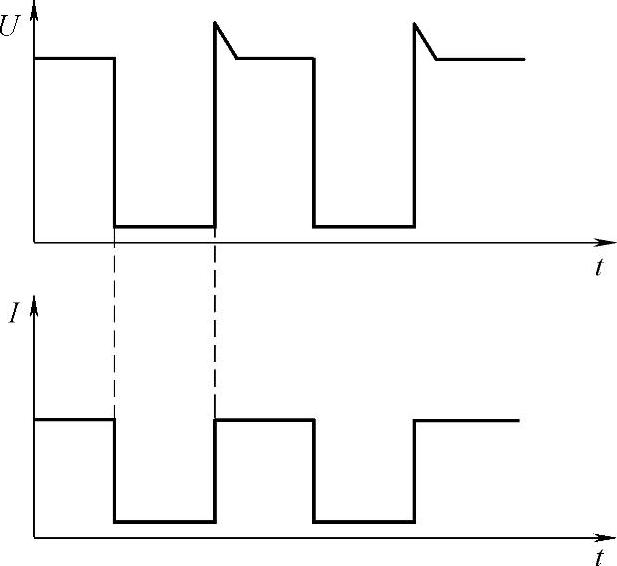
图5.3-58 CMT焊法焊接波形
5.3.5.2 CMT焊法的应用
(1)适合于薄板焊接 CMT焊法可用于焊接铝薄板、钢薄板和不锈钢薄板,如图5.3-59所示。厚度为0.8mm的铝合金薄板对接焊,焊接速度可达1.5m/min。还可以使用φ1.2mm焊丝,焊接厚度为0.3mm的超薄板。
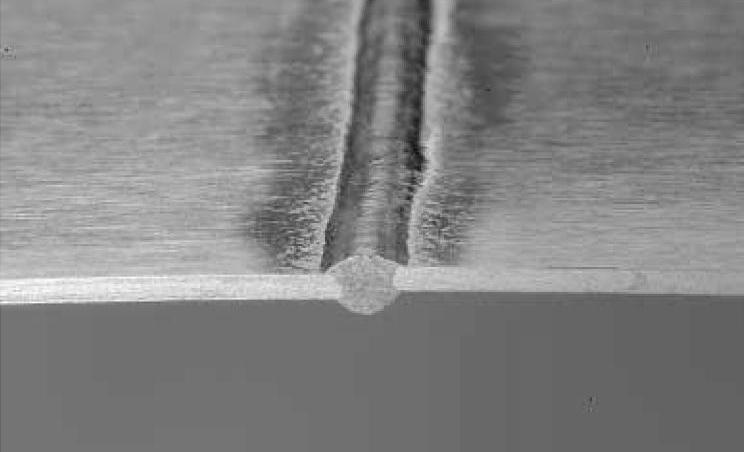
图5.3-59 铝合金薄板对接焊
(2)能进行无飞溅的CMT钎焊 对于厚度为1mm的镀锌钢板及阳极氧化铝板可实现角接接头和搭接接头的全位置CMT钎焊。焊接速度可达到1.1m/min,如图5.3-60所示。
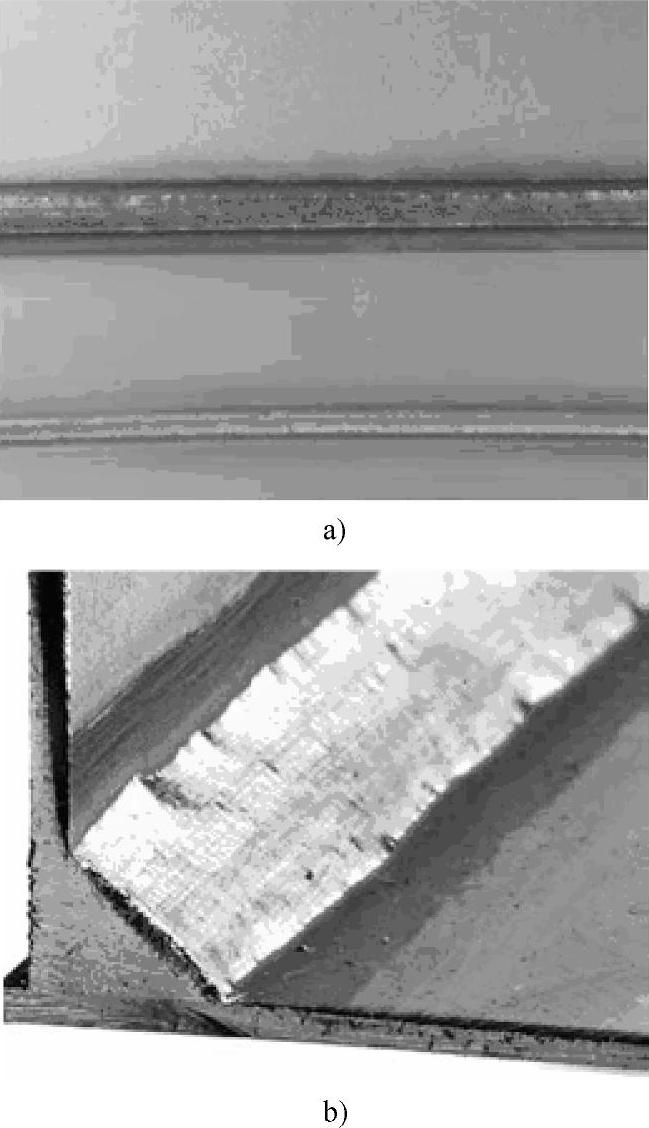
图5.3-60 CMT钎焊(https://www.xing528.com)
a)搭接焊缝 b)角接焊缝
(3)钢和铝的异种金属CMT连接 钢和铝异种金属可以采用CMT连接,图5.3-61所示为异种金属对接接头,图中左侧和上部为铝,是焊接连接;右下方是镀锌钢板,是钎焊连接。
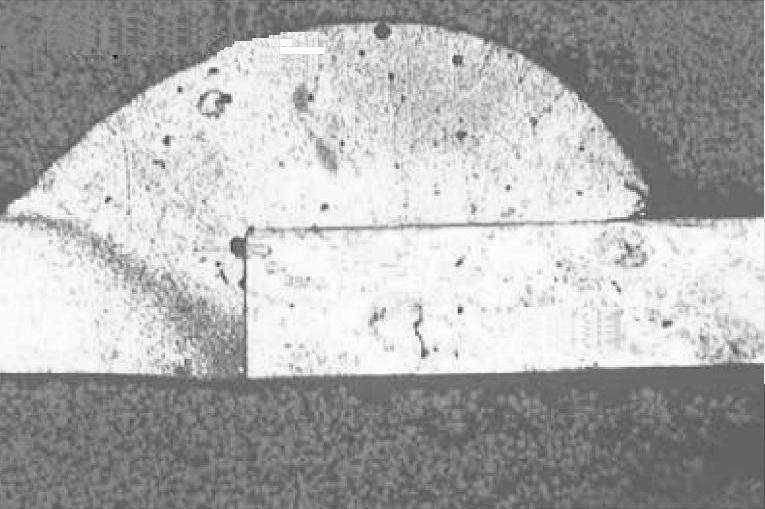
图5.3-61 钢和铝异种金属CMT钎焊
(4)不同厚度的板材CMT焊接 图5.3-62为不同厚度板材的CMT法焊接示例。图5.3-62a所示为不同位置焊接角接接头。其中PB为平角焊缝,如图5.3-62b所示,PD为仰角焊缝,如图5.3-62c所示。
图5.3-62d所示为铝板搭接焊缝,板厚为(0.8+4.5)mm,焊接速度为0.5m/min,焊丝为CuSi3。
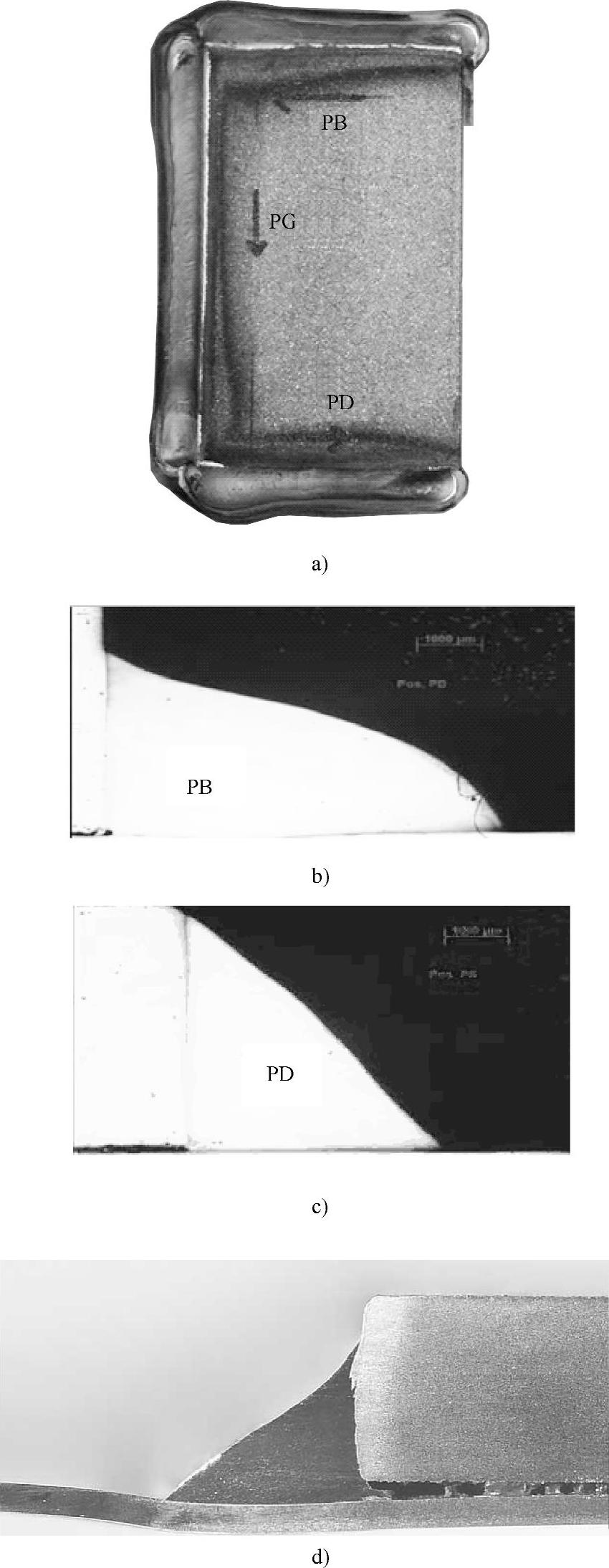
图5.3-62 不同厚度板材的CMT焊接
a)不同位置焊接的角接接头 b)平角焊缝 c)仰角焊缝 d)搭接焊缝
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。