



STT(表面张力过渡)焊接方法利用电弧本身作为传感器来检测电弧电压,根据电压来判断熔滴过渡的瞬时形态,进而根据检测到的电弧电压的变化,按照STT的要求控制瞬时电弧电流的变化,利用表面张力的作用达到熔滴平稳过渡的目的。
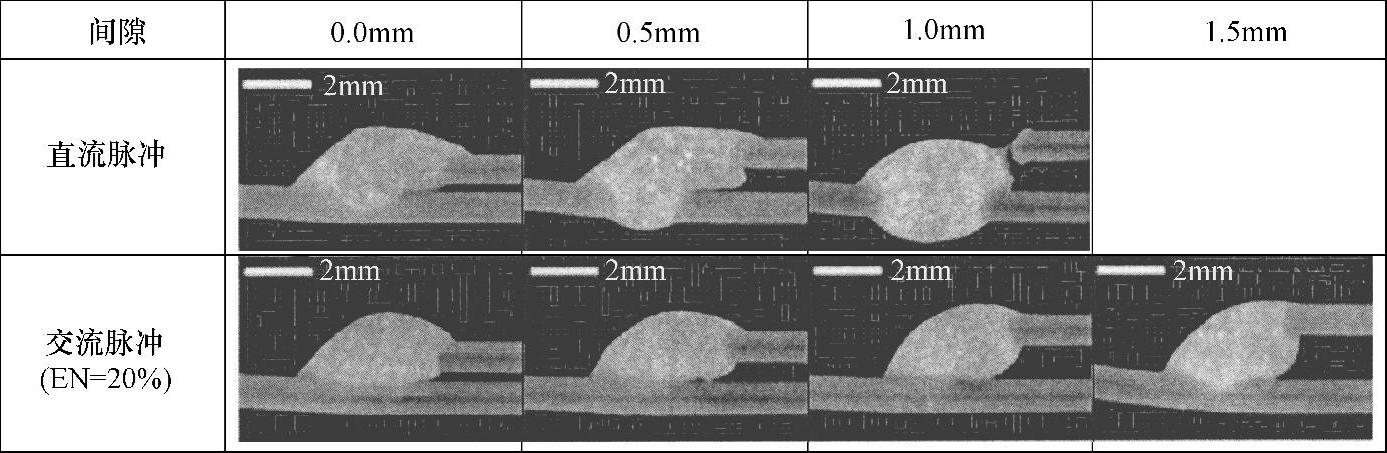
图5.3-48 可焊接头间隙范围比较
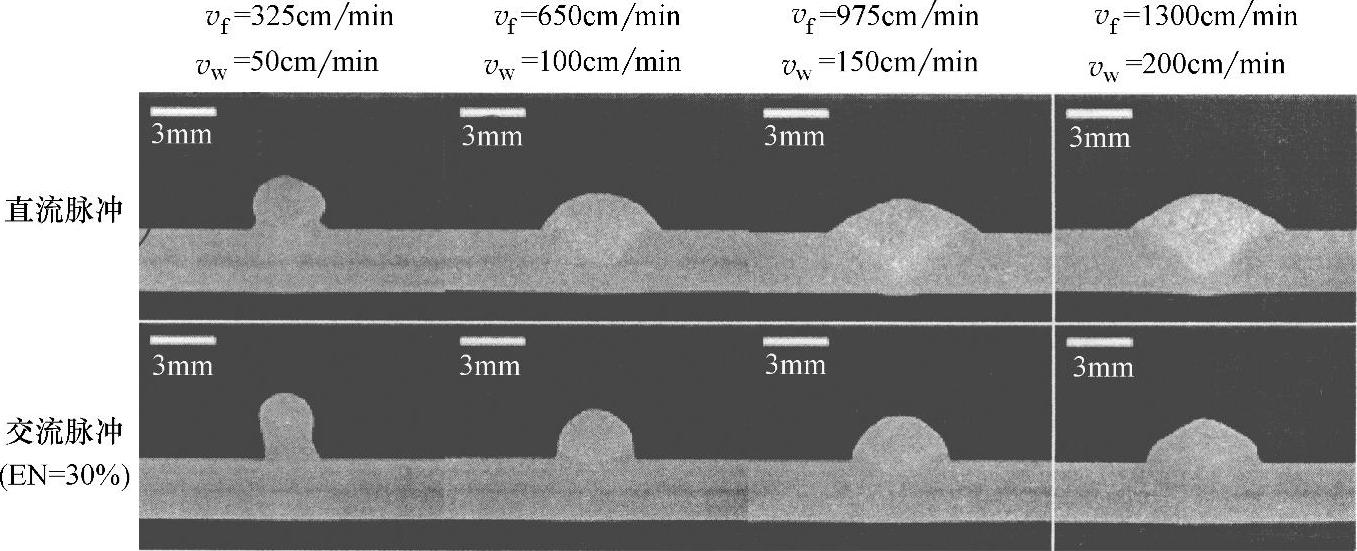
图5.3-49 熔深与焊接速度的关系
1.理论波形
STT电源是基于短路液桥表面张力过渡理论,利用逆变焊机的高速可控性,采用波形控制的一种新型逆变电源,可减少飞溅,保证焊缝成形。STT电源工作为短路过渡方式,其电流输出是受电弧状态控制的,如图5.3-50所示。
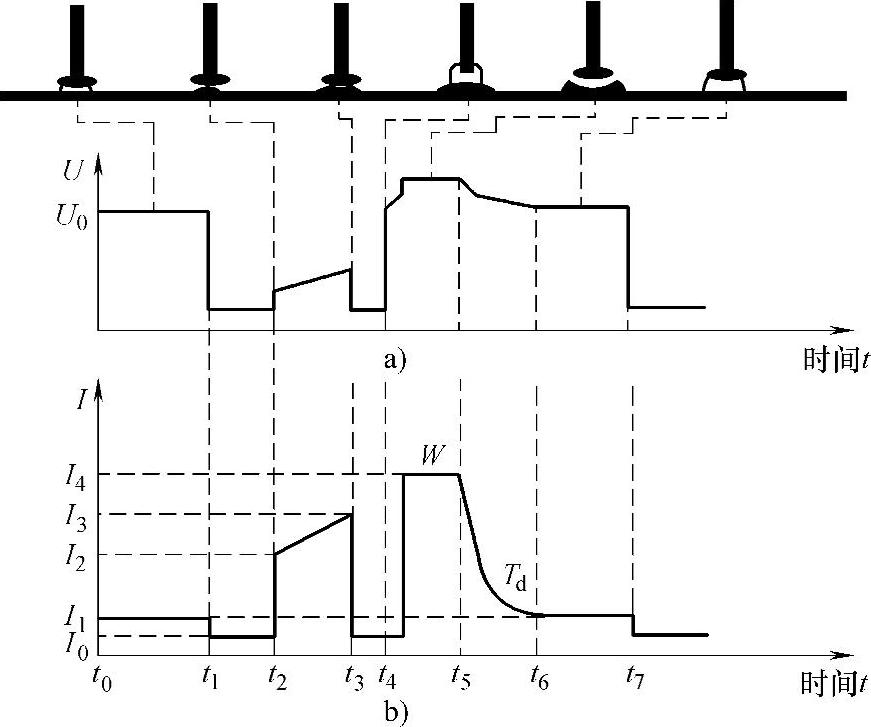
图5.3-50 表面张力过渡示意图
a)电弧电压波形 b)焊接电流波形
I0—最低短路电流 I1—基值电流 I2—短路初值电流 I3—短路峰值电流 I4—燃弧电流 U0—燃弧电压 W—燃弧脉冲宽度 Td—尾拖时间
2.STT焊接参数
STT焊接主要的参数有:基值电流、峰值电流、送丝速度、尾拖、气体流量、热引弧参数等。主要参数的作用及对焊接质量的影响如下。
(1)基值电流 基值电流的作用是可以控制焊缝形状,它影响到焊缝总体热输入。根焊时,基值电流太大会形成如图5.3-51所示的焊缝形状;基值电流太小会形成如图5.3-52所示的焊缝形状,一般基值电流选为50~55A,基值电流数值应当根据焊件厚度的增加而有所增加,具体情况见表5.3-20。

图5.3-51 基值电流太大时的焊缝形状
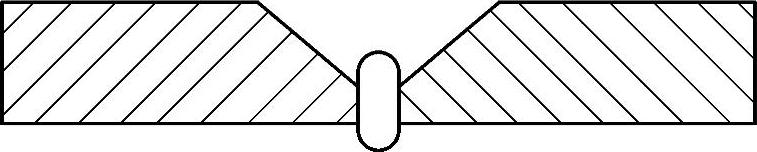
图5.3-52 基值电流太小时的焊缝形状
表5.3-20 基值电流与焊件厚度变化关系(https://www.xing528.com)

(2)峰值电流 峰值电流的作用是建立电弧长度和保证较佳的熔化效果。当峰值电流达到430~440A时,会形成如图5.3-53所示的向下凹陷的焊缝形状。当峰值电流为360~380A,形成如图5.3-54所示的焊缝形状,焊缝与坡口之间的夹角,会形成一定的死角,在进行填充、盖面焊时,会产生坡口未熔合。实际焊接时,峰值电流的设置应满足最小的飞溅和熔池搅拌作用。一般峰值电流为410~430A,最佳约为420A。

图5.3-53 峰值电流太大时的焊缝形状

图5.3-54 峰值电流太小时的焊缝形状
(3)焊丝伸出长度 焊接时要求保持焊丝伸出长度为6~8mm。焊接导电嘴可以伸出焊接喷嘴10mm,以便深入坡口内部。焊丝和导电嘴伸出长度如图5.3-55所示。
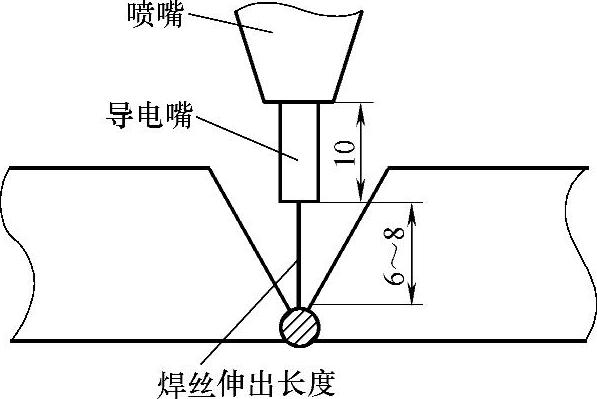
图5.3-55 STT焊丝和导电嘴 伸出长度示意图
(4)焊接运弧STT根焊时,要求作半月形运弧,并要求在焊缝坡口一侧起弧,作半月形横向摆动时在焊接电弧坡口两侧不作任何停留,直接作焊接横向摆动有助于增加焊接熔深;停弧时要求在焊缝坡口壁上停弧,而不是焊缝坡口中间。STT半自动根焊起弧、运弧、收弧如图5.3-56所示。
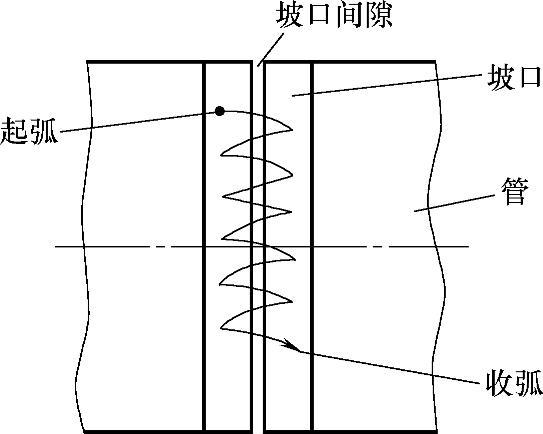
图5.3-56 STT半自动根焊半月形起弧、运弧、收弧示意图
(5)错口处的处理技巧 在管道施工中,错口无法避免且为标准所容许,STT根焊时,采用如图5.3-57所示方法可有效避免根焊未熔合。
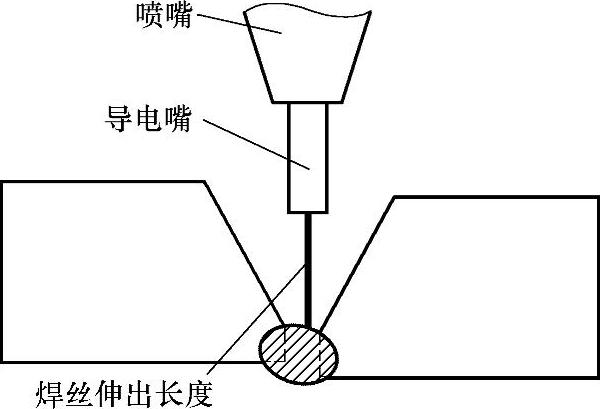
图5.3-57 STT根焊错口处理技巧
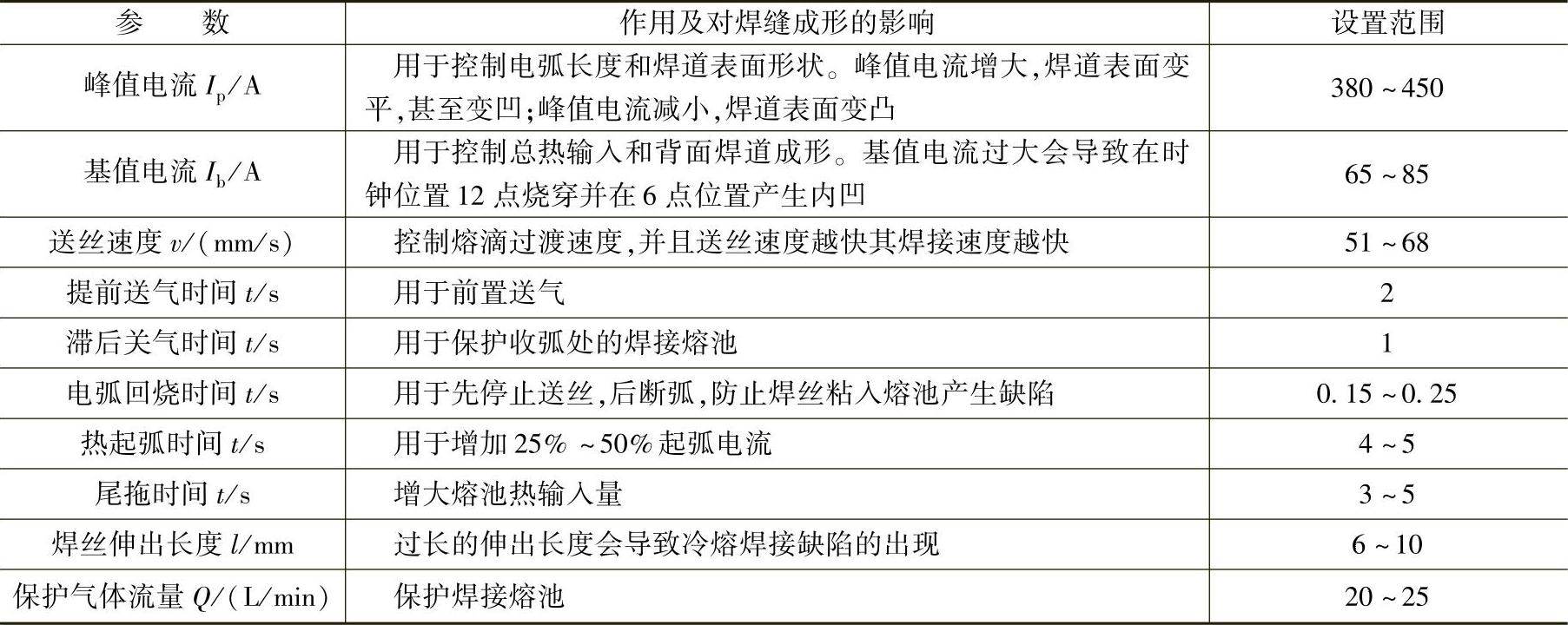
通过了解焊接参数对根焊质量的影响,制定表5.3-21的焊接参数,并且在工程中得到了成功应用。
表5.3-21 焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。