



埋弧焊主要适用于平焊位置焊接,采用一定的辅助设备也可以实现角焊和横焊位置的焊接。由于埋弧焊工业应用以平焊为主,其他位置的焊接与平焊位置具有相似的规律。影响埋弧焊焊缝形状和性能的因素主要是焊接参数、工艺条件等。
5.2.3.1 焊接参数
图5.2-12~图5.2-14为焊接参数对埋弧焊对接接头熔深和焊缝轮廓的影响。被焊材料为碳钢,板厚为12.7mm及38mm两种,焊丝直径为4mm。
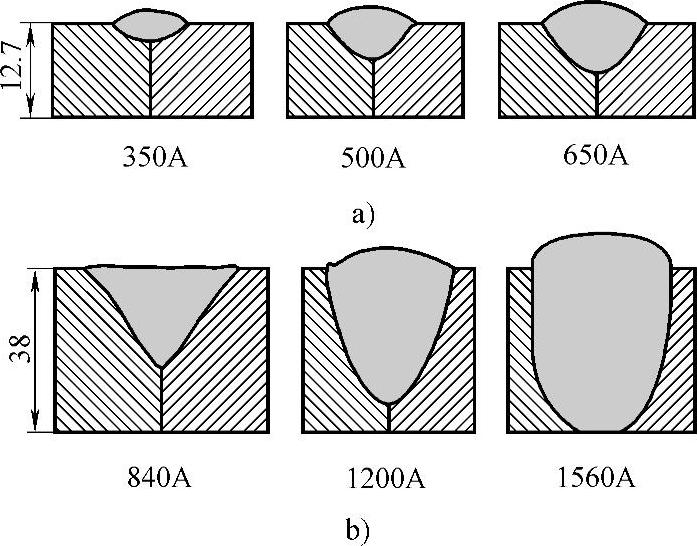
图5.2-12 焊接电流对埋弧焊对接 接头熔深和焊缝轮廓的影响
a)I形对接接头,电弧电压29V,焊接速度760mm/min b)45°V形对接接头,电弧电压40V,焊接速度318mm/min
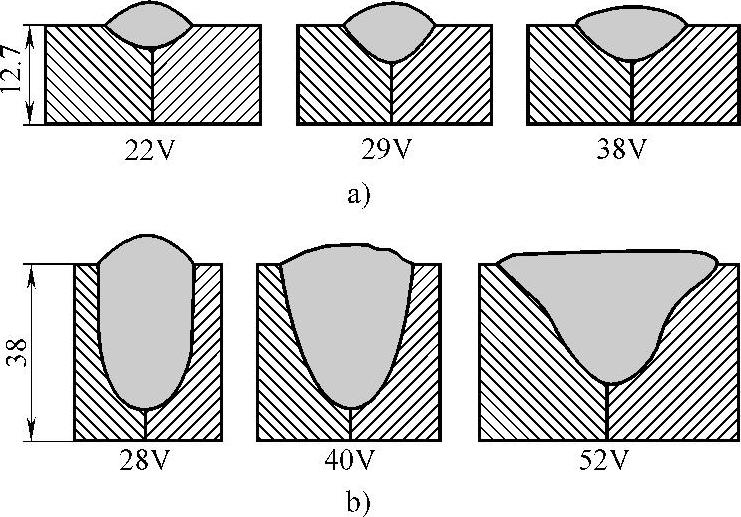
图5.2-13 电弧电压对埋弧焊对接接头熔深和焊缝轮廓的影响
a)I形对接接头,焊接电流500A,焊接速度760mm/min b)45°V形对接接头,焊接电流1200A,焊接速度318mm/min
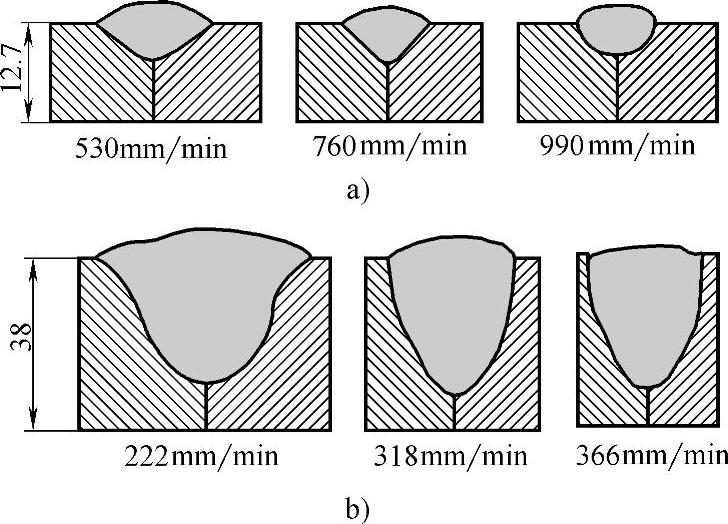
图5.2-14 焊接速度对埋弧焊对接接头熔深和焊缝轮廓的影响
a)I形对接接头,焊接电流500A,电弧电压29V b)45°V形对接接头,焊接电流1200A,电弧电压40V
图5.2-15为采用三种焊剂得到的埋弧焊焊接电流和电弧电压配合关系。表明每个焊接电流对应的电弧电压有10V的偏差,较高的电压对应较宽的焊缝,超过10V的范围,焊缝成形变差。图5.2-16为焊丝直径对埋弧焊焊缝熔深和熔宽的影响。焊丝直径减小,电弧电压增加,导致增加熔深,降低宽深比。
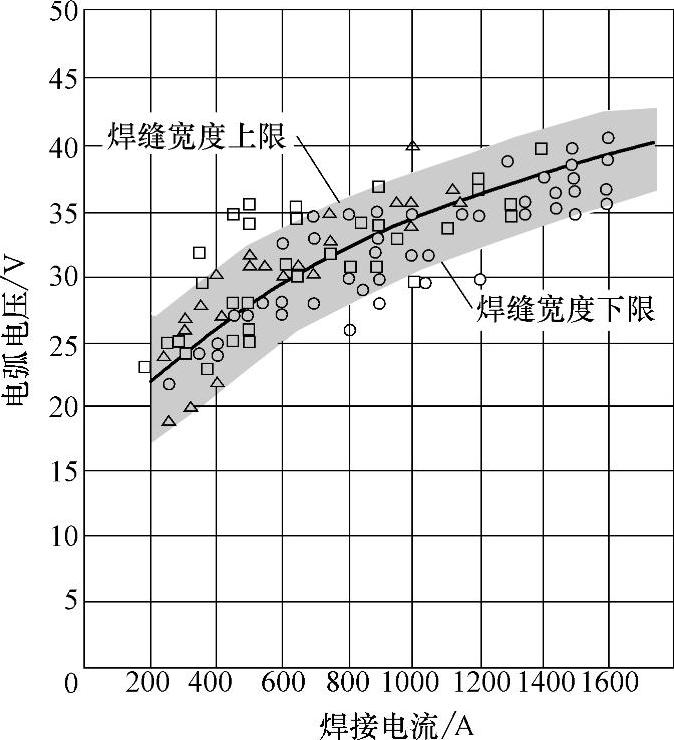
图5.2-15 埋弧焊焊接电流和电弧电压配合关系
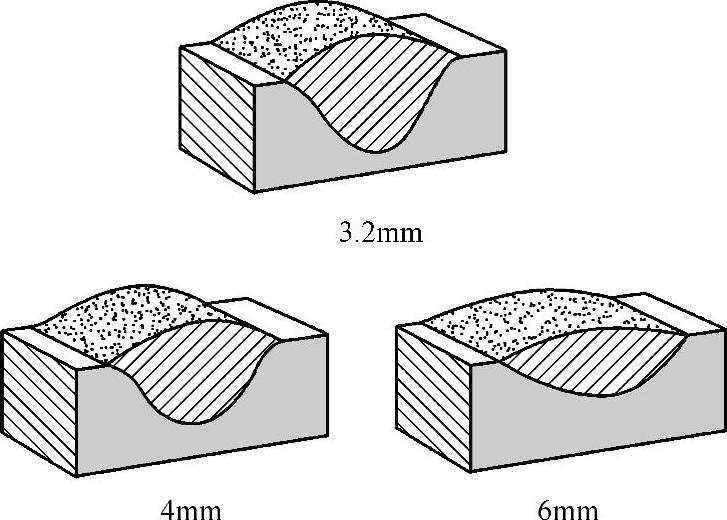
图5.2-16 焊丝直径对埋弧焊焊缝熔深和熔宽的影响(低碳钢板,600A,30V,760mm/min)
图5.2-17为埋弧焊与焊条电弧焊熔敷率的比较。图5.2-18为焊接电流对埋弧焊熔敷率的影响,直流正接时熔敷率比直流反接可增加30%~50%。图5.2-19和图5.2-20为焊丝极性和焊丝伸出长度对熔敷率的影响。
图5.2-21为多层焊接时,焊缝形状对脱渣性的影响。
5.2.3.2 工艺条件
焊丝的倾斜方向分为前倾和后倾两种,表5.2-12为焊件倾斜角度对焊缝成形的影响。图5.2-22为环缝焊接时焊丝位置对焊缝成形的影响。
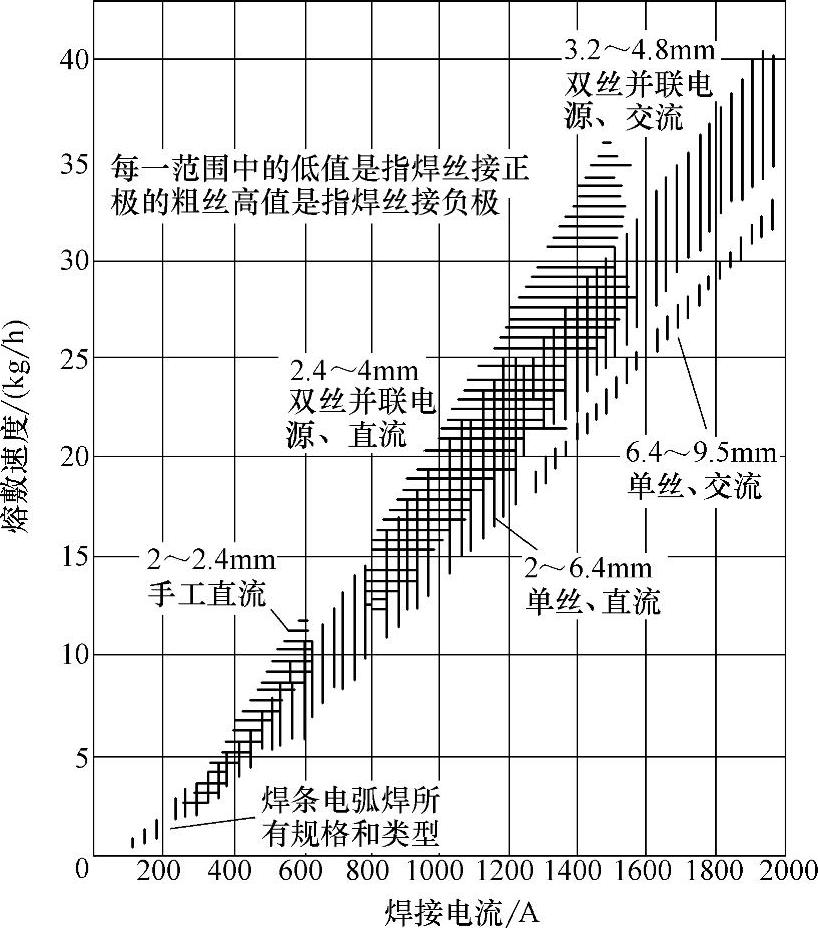
图5.2-17 埋弧焊与焊条电弧焊熔敷率的比较
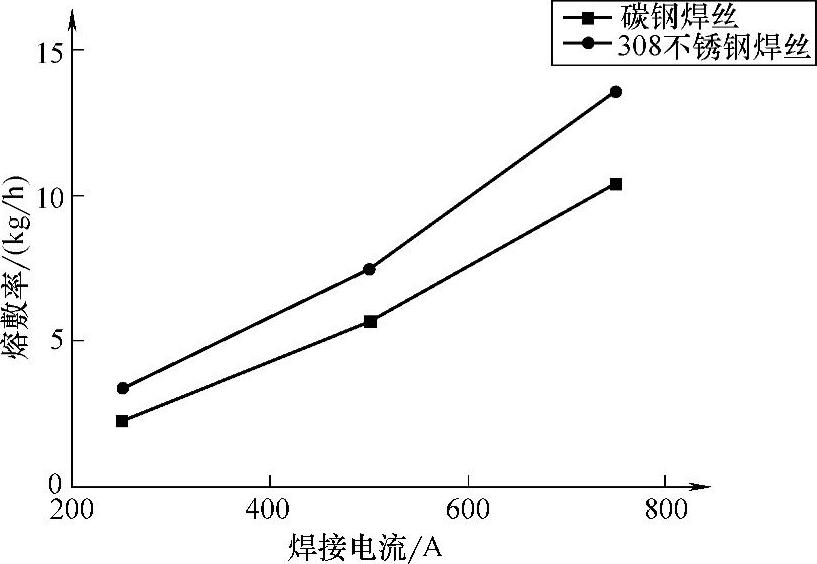
图5.2-18 焊接电流对埋弧焊熔敷率的影响(直流反接)
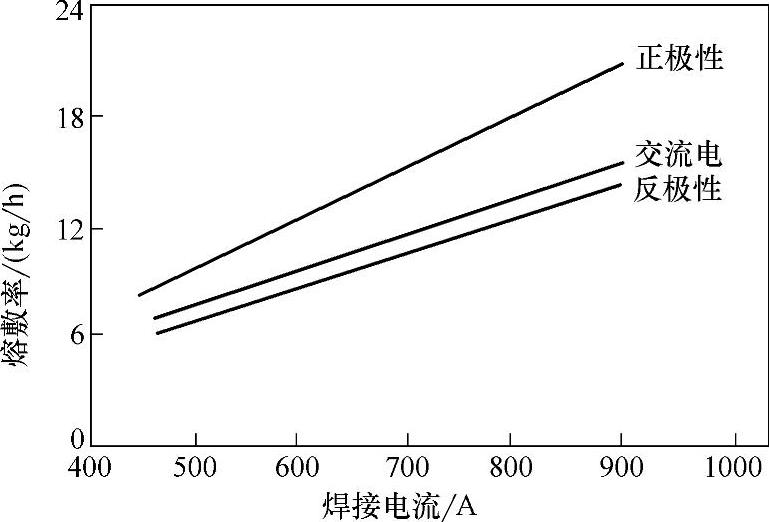
图5.2-19 埋弧焊熔敷率与焊丝极性的关系(https://www.xing528.com)
注:焊丝直径4mm,伸出长度32mm,电压32V。
埋弧焊焊剂堆高一般为25~40mm,应保证在丝极周围埋住电弧。当使用粘结焊剂或烧结焊剂时,由于密度小,焊剂堆高比熔炼焊剂高出20%~50%。焊剂堆高越大,焊缝余高越大,熔深越浅。
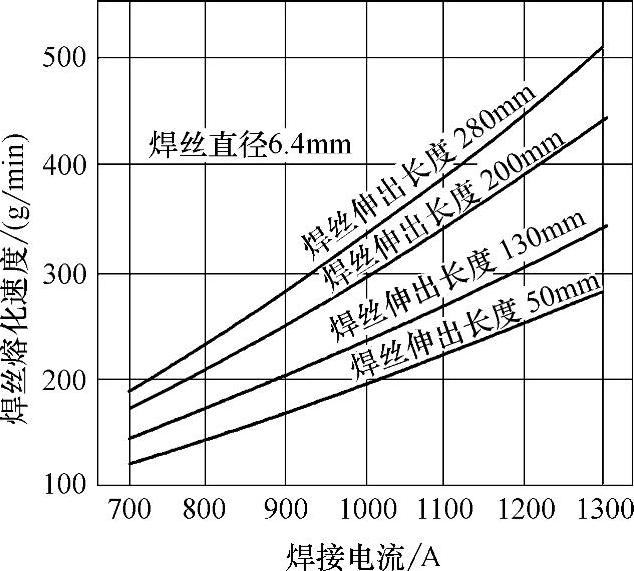
图5.2-20 焊丝伸出长度对熔敷率的影响
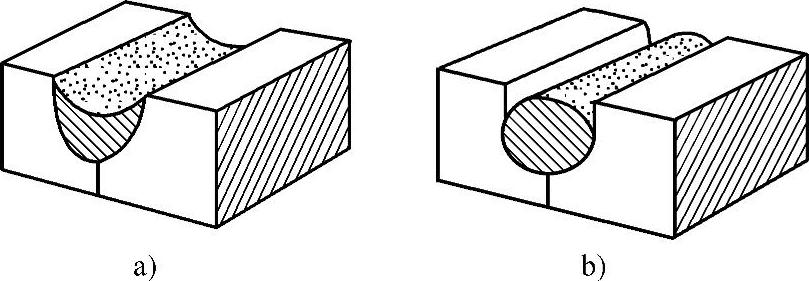
图5.2-21 多层焊接时焊缝形状对脱渣性的影响
a)凹形焊道,脱渣容易 b)凸形焊道,脱渣困难
表5.2-12 焊件倾斜角度对焊缝成形的影响
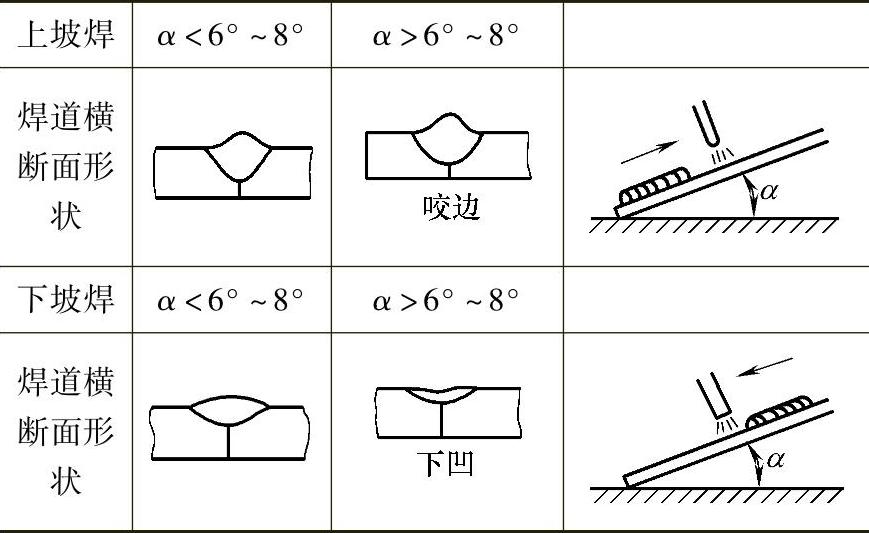
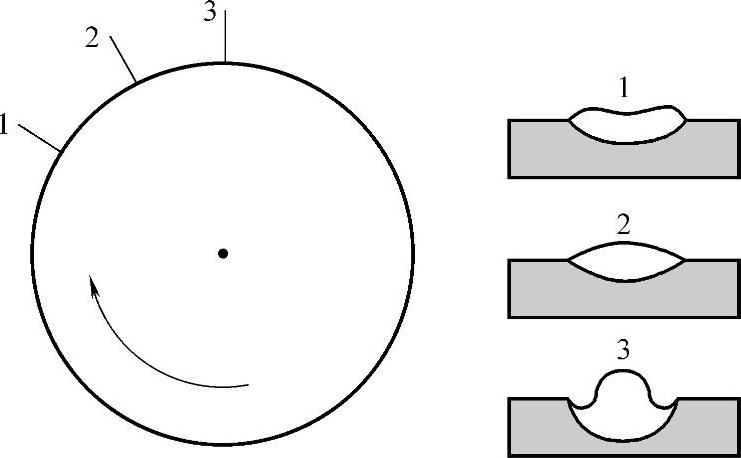
图5.2-22 环缝焊接时焊丝位置对焊缝成形的影响
5.2.3.3 焊接参数对焊缝金属性能的影响
当焊接参数变化时,母材的稀释率、焊剂熔化比率(焊剂熔化量/焊丝熔化量)均发生变化,从而对焊缝金属性能产生影响,其中焊接电流和电弧电压的影响较大。图5.2-23~图5.2-25给出了焊接电流、电弧电压和焊接速度对焊剂熔化比率的影响。由于焊剂比率的变化,焊缝金属的化学成分、力学性能均发生变化,特别是烧结焊剂中合金元素的加入对焊缝金属化学成分的影响最大。图5.2-26~图5.2-28给出焊接电流、电弧电压、焊接速度对焊缝金属Mn、Si含量的影响。
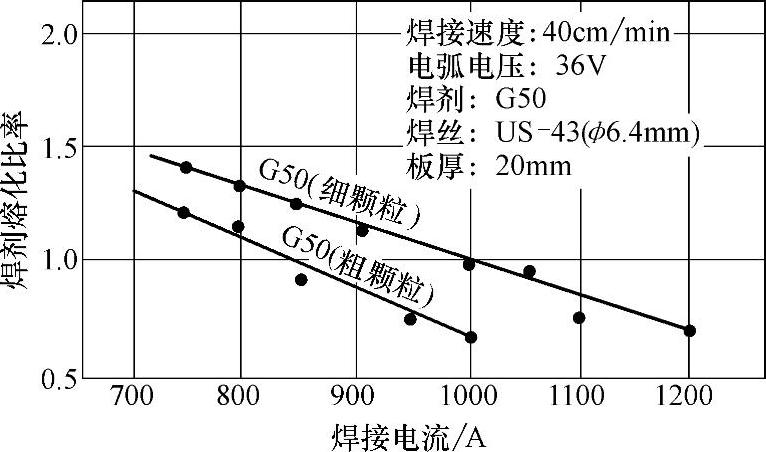
图5.2-23 焊接电流对焊剂熔化比率的影响
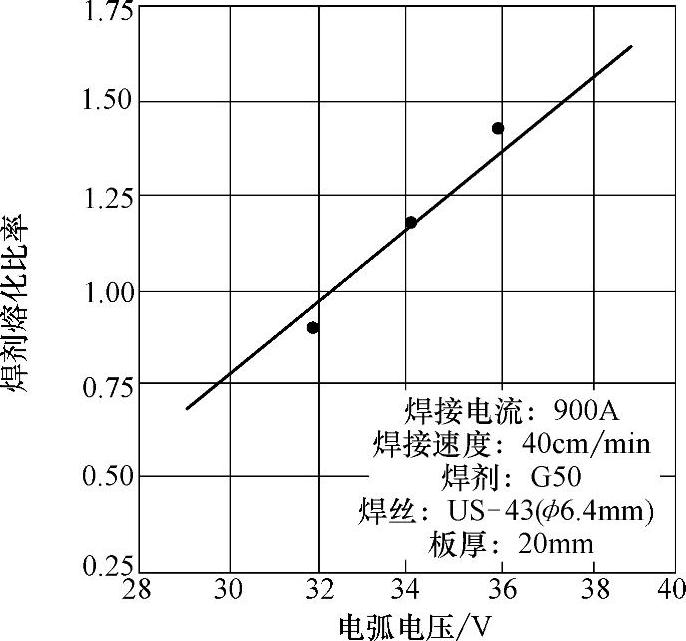
图5.2-24 电弧电压对焊剂熔化比率的影响
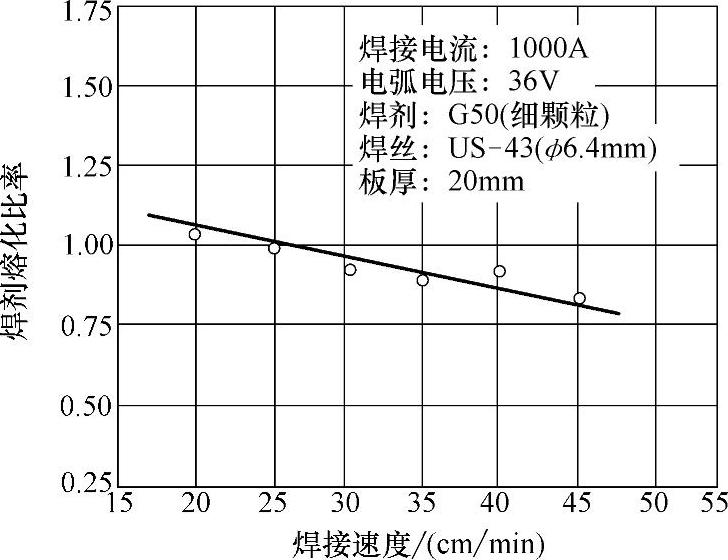
图5.2-25 焊接速度对焊剂熔化比率的影响
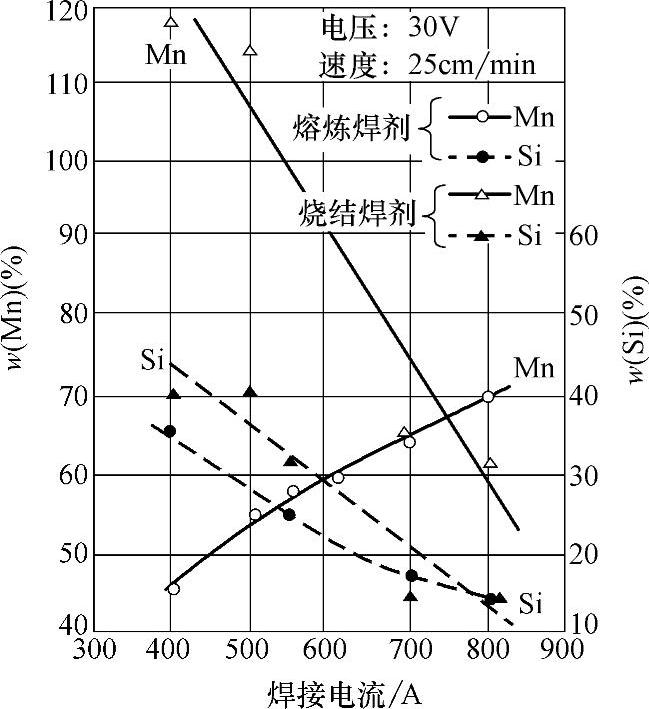
图5.2-26 焊接电流对焊缝金属Si、Mn含量的影响
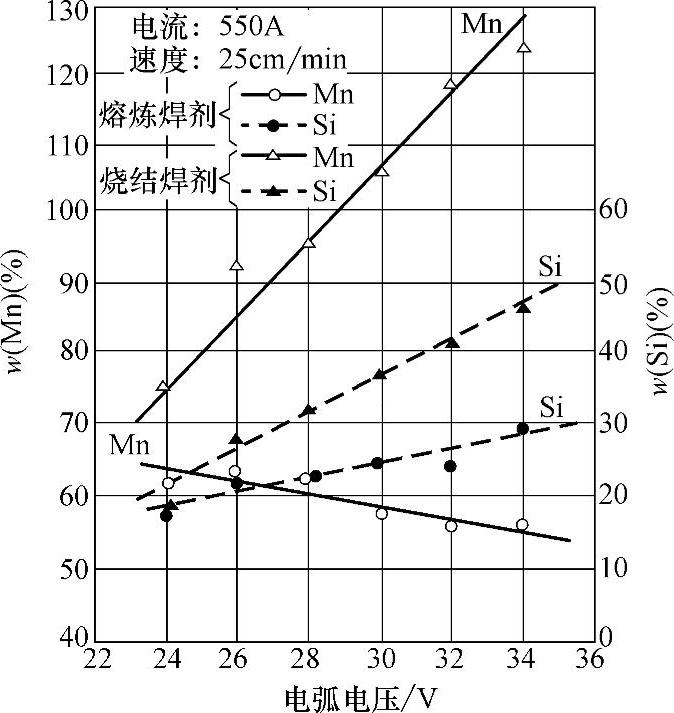
图5.2-27 电弧电压对焊缝金属Si、Mn含量的影响
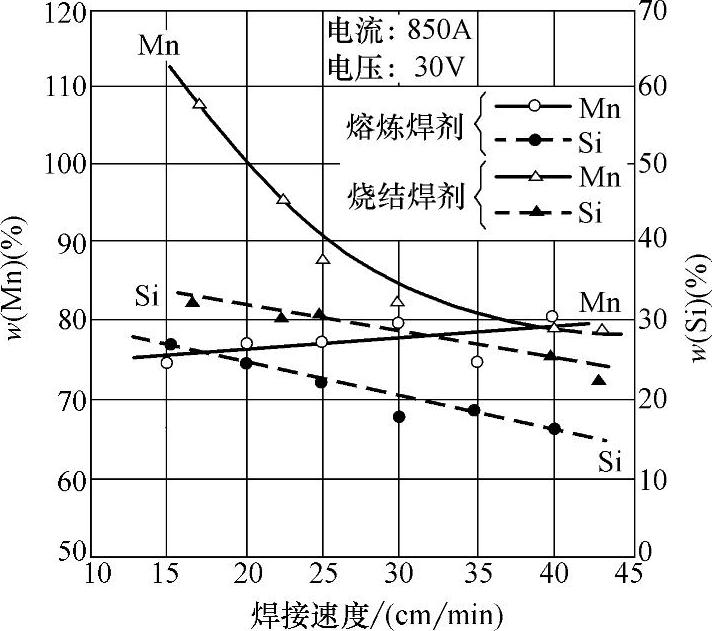
图5.2-28 焊接速度对焊缝金属Si、Mn含量的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。