



焊条电弧焊的基本操作技术主要包括引弧、运条、接头和收弧。
5.1.4.1 基本操作
1.引弧方法
焊条电弧焊的引弧一般有碰击引弧和划擦引弧两种,其示意图分别如图5.1-2和图5.1-3所示。
2.运条方法
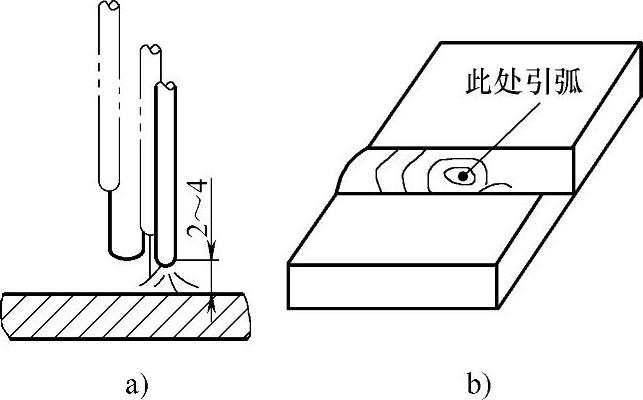
图5.1-2 碰击引弧方法示意图
a)碰击法引弧 b)碰击法接头的引弧处

图5.1-3 划擦引弧方法示意图
a)划擦法引弧 b)划擦法接头的引弧处
焊条电弧焊的运条基本动作如图5.1-4所示,常用的运条方法及适用范围见表5.1-3。

图5.1-4 运条的基本动作
1—焊条送进 2—焊条摆动 3—沿焊缝移动
3.接头方法
焊条电弧焊的接头形式分为四种,如图5.1-5所示。根据施焊焊缝接头操作方法的不同,还可分为热接头与冷接头,如图5.1-6所示。
4.收弧方法
焊条电弧焊的收弧方法及适用范围见表5.1-4。
5.1.4.2 单面焊双面成形操作
单面焊双面成形分为连弧法和断弧法两种,其焊接参数见表5.1-5,单面焊双面成形机理如图5.1-7所示。
表5.1-3 常用运条方法及适用范围
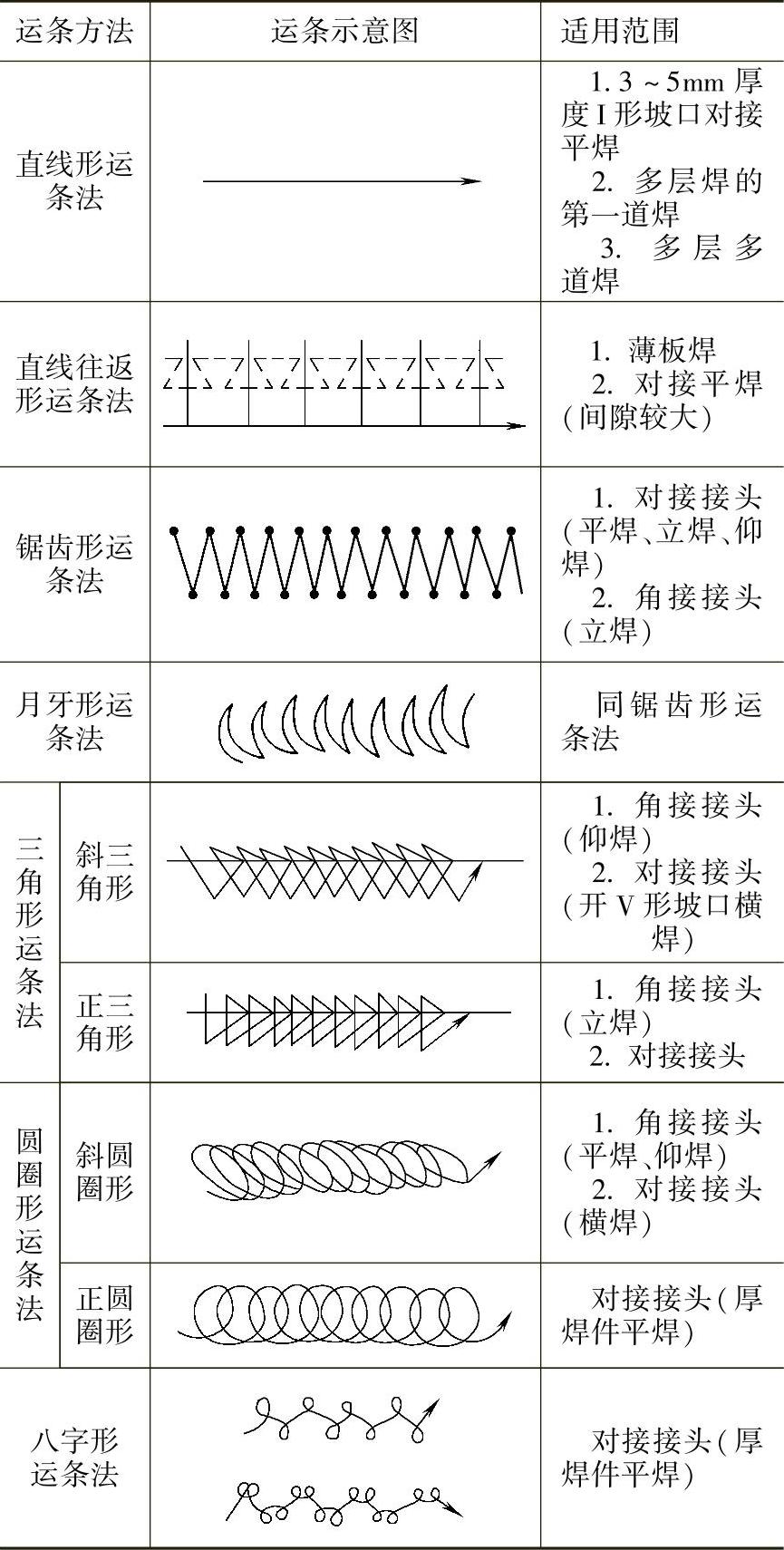
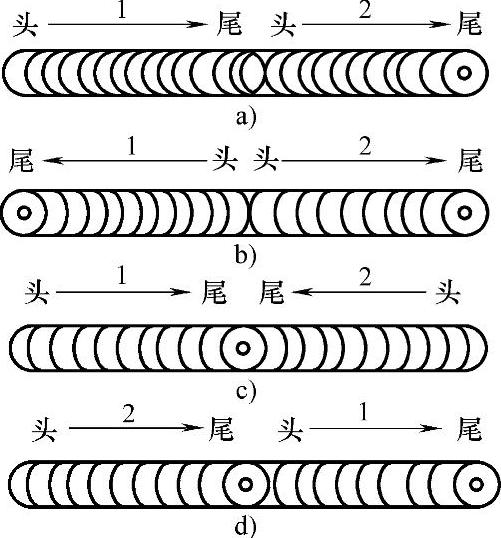
图5.1-5 焊缝接头的四种情况
a)中间接头 b)相背接头 c)相向接头 d)分段推焊接头(https://www.xing528.com)
1—先焊焊缝 2—后焊焊缝
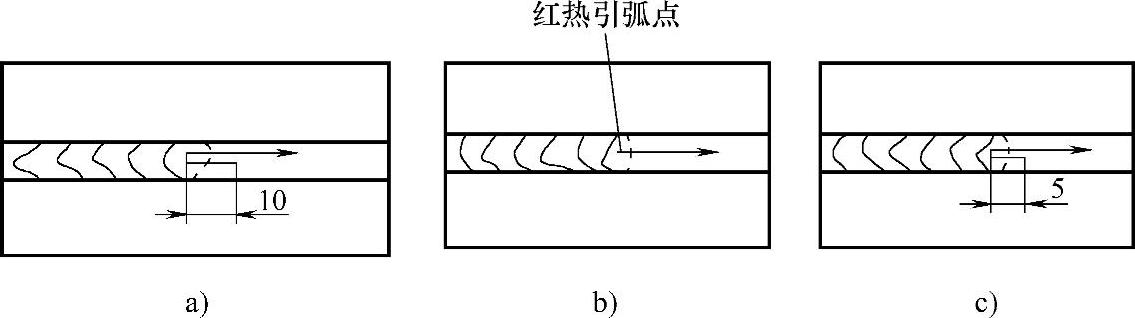
图5.1-6 接头操作方法
a)冷接头连接 b)快速热接头连接 c)正常热接头连接
表5.1-4 常用收弧方法

表5.1-5 单面焊双面成形焊接参数


图5.1-7 单面焊双面成形机理
a)渗透成形焊缝 b)穿透成形焊缝
5.1.4.3 管道向下立焊技术
图5.1-8为管道向下立焊的焊接顺序,图5.1-9为管道向下立焊的焊条倾角,表5.1-6为纤维素型向下立焊焊条的焊接参数,表5.1-7为低氢型向下立焊焊条的焊接参数。
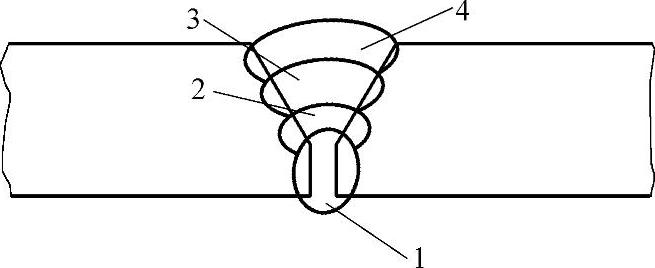
图5.1-8 管道向下立焊顺序
1—底层焊道 2—热焊焊道 3—填充焊道 4—盖面焊道

图5.1-9 管道向下立焊的焊条倾角
a)焊底层焊道的焊条倾角 b)焊盖面焊道的焊条倾角
表5.1-6 纤维素型向下立焊焊条的焊接参数

①适用于焊接壁厚较薄或直径较小的管子。
表5.1-7 低氢型向下立焊焊条的焊接参数
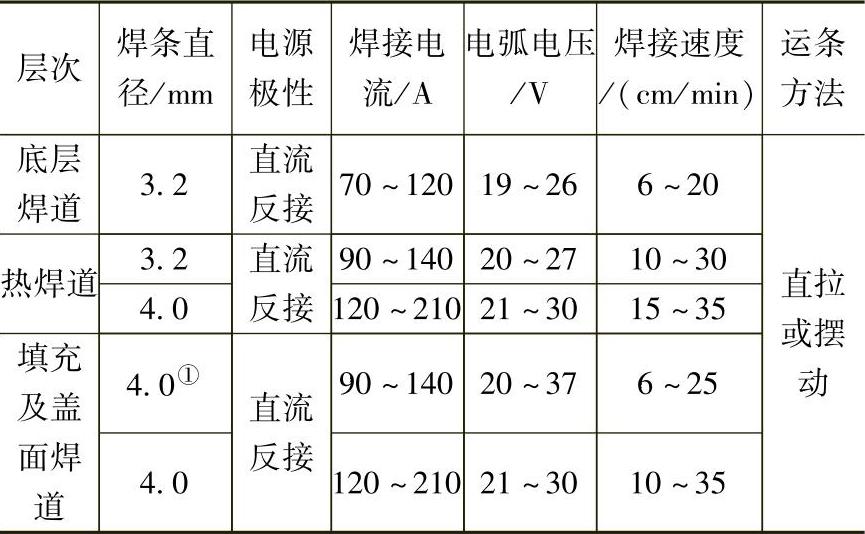
①适用于焊接壁厚较薄或直径较小的管子。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。