



【摘要】:表4.1-29为焊条选用原则。表4.1-29 焊条选用原则焊条品种繁多,本节以碳钢焊条为例对焊条用量进行大致的计算,可作为实际工程中的参照。
表4.1-29为焊条选用原则。
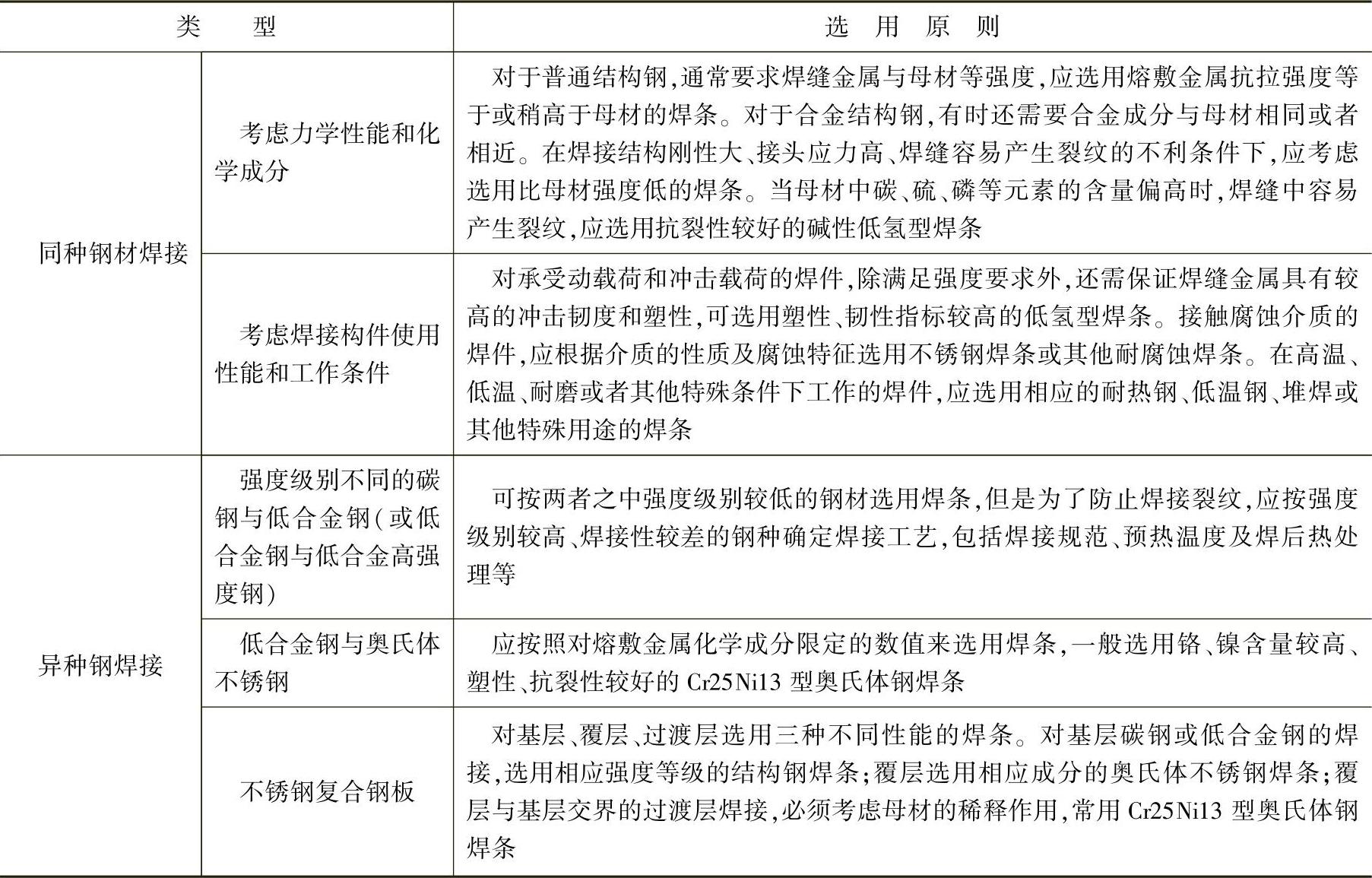
表4.1-29 焊条选用原则
焊条品种繁多,本节以碳钢焊条为例对焊条用量进行大致的计算,可作为实际工程中的参照。
1.对接接头焊条用量的计算
焊条用量(W)可用下式表示:
W=(A+B)Lρ/RG
式中 W——焊条需用量(g);
A——坡口横断面面积(mm2);
B——余高横断面面积(mm2);
L——焊缝长度(mm);
ρ——焊缝金属的密度(g/cm3);
RG——焊缝金属的回收率。
对I形坡口接头,在ρ=7.85×10-3g/cm3;RG=0.55;设B=0.2A、L=1000mm时,每米焊缝焊条用量为:
W=(A+0.2A)×1000×7.85×10-3/0.55=17.1A
对坡口角度为α、板厚为δ(mm)、根部间隙为b(mm)的单面焊V形对接接头,每米焊缝焊条用量为:(https://www.xing528.com)
W=17.1[(δ2tan(α/2)+bδ]
对双面焊V形坡口,每米焊缝焊条用量为:W=17.1[δ12tan(α/2)+bδ1]+17.1[δ2tan(β/2)+bδ2]
2.等边直角焊缝焊条用量的计算
等边直角焊缝的焊条用量为
W=K2LρC/(2RG1000)
式中 W——焊条需用量(kg);
K——焊脚长度(mm);
L——焊缝长度(mm);
ρ——焊缝金属的密度,对于钢ρ=7.85g/cm3;
C——焊缝高度因数,C=(A+B)/A=1.2;
RG——焊缝金属的回收率。
代入上式,可得出每米焊缝的焊条用量为:
W=K2×1000×7.85×10-3×1.2/(2×0.55×1000)
按上述公式估算的直角焊缝焊条需用量见表4.1-30。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。