



焊接冷裂纹的产生应符合下列条件:
δmin≤ε
即接头局部位置的延性δmin不足以承受所发生的应变ε的作用。
εmin则取决于焊接冷却过程中的致脆因素,主要是淬硬组织的存在和氢脆的作用。ε与接头的拘束应力有关。
氢在金属中有两种形式:一是能运动的:“扩散氢”,一是不可运动的“剩余氢”。只有扩散氢对钢的冷裂发生直接影响。扩散氢会造成氢脆,促使增大冷裂倾向。氢脆对高碳马氏体最敏感,但氢脆对铁素体和珠光体不敏感。
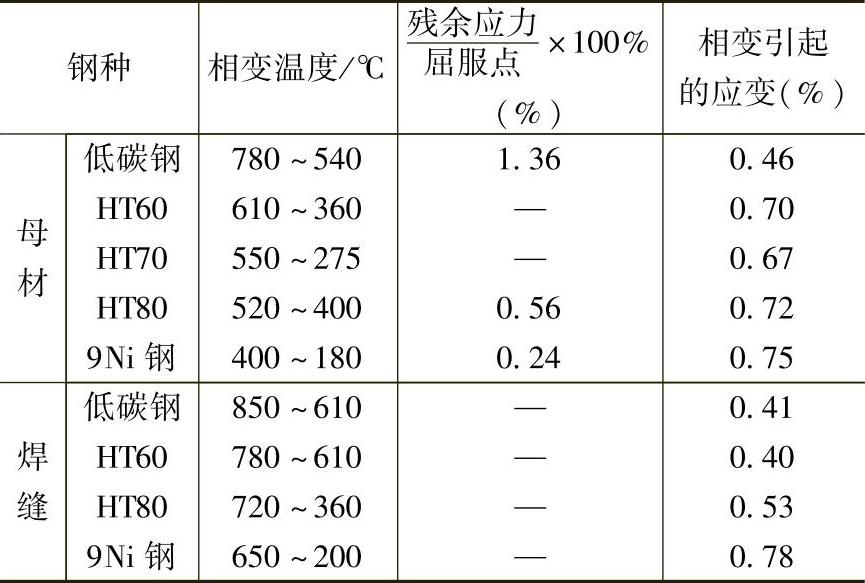
高强度钢焊接接头的氢含量越高,则裂纹的敏感性越大,当局部氢含量达到某一临界值时,便开始产生裂纹,此值则称为产生裂纹的临界氢含量Hcr。低合金高强度钢Pcm、CE与产生裂纹的Hcr之间的关系如图2.3-12所示。表2.3-3列出了氢在不同钢中的扩散系数。表2.3-4为拘束应力的分类。表2.3-5列出了钢的相变温度与应变。关于拘束度R及其计算公式如表2.3-6和表2.3-7。
表2.3-3 氢在不同钢中的扩散系数
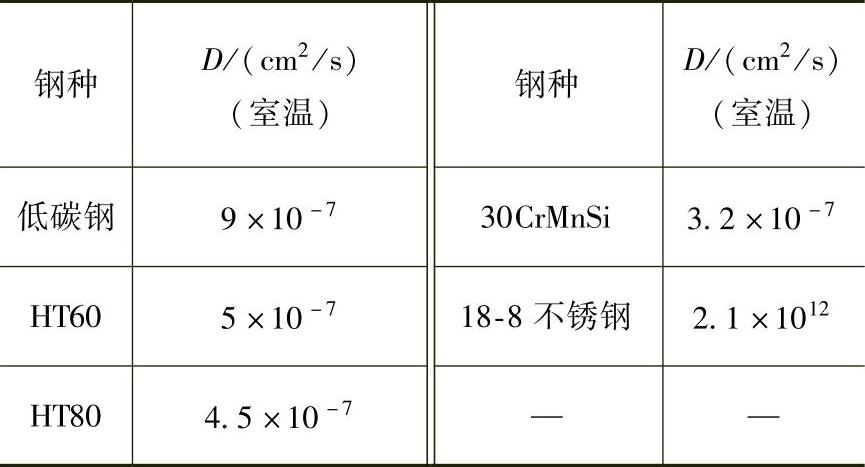
表2.3-4 拘束应力的分类
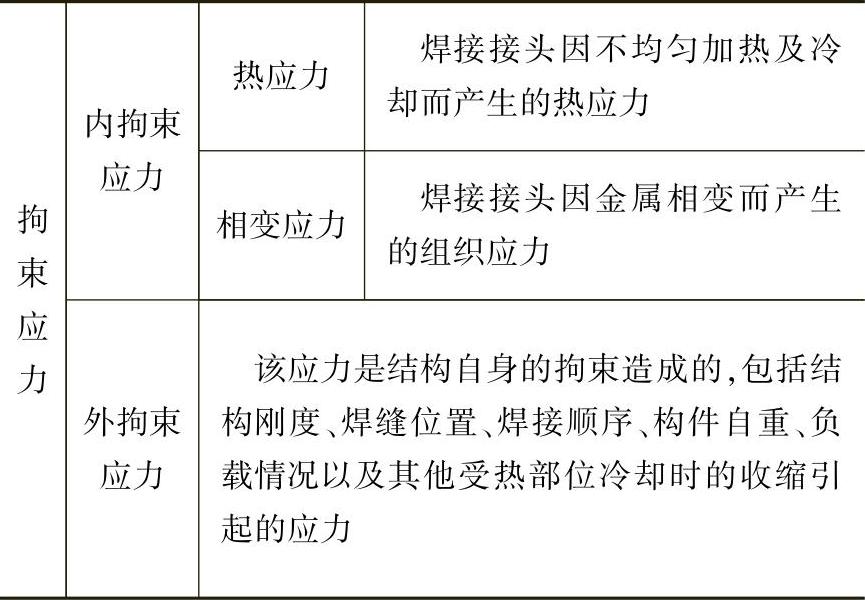
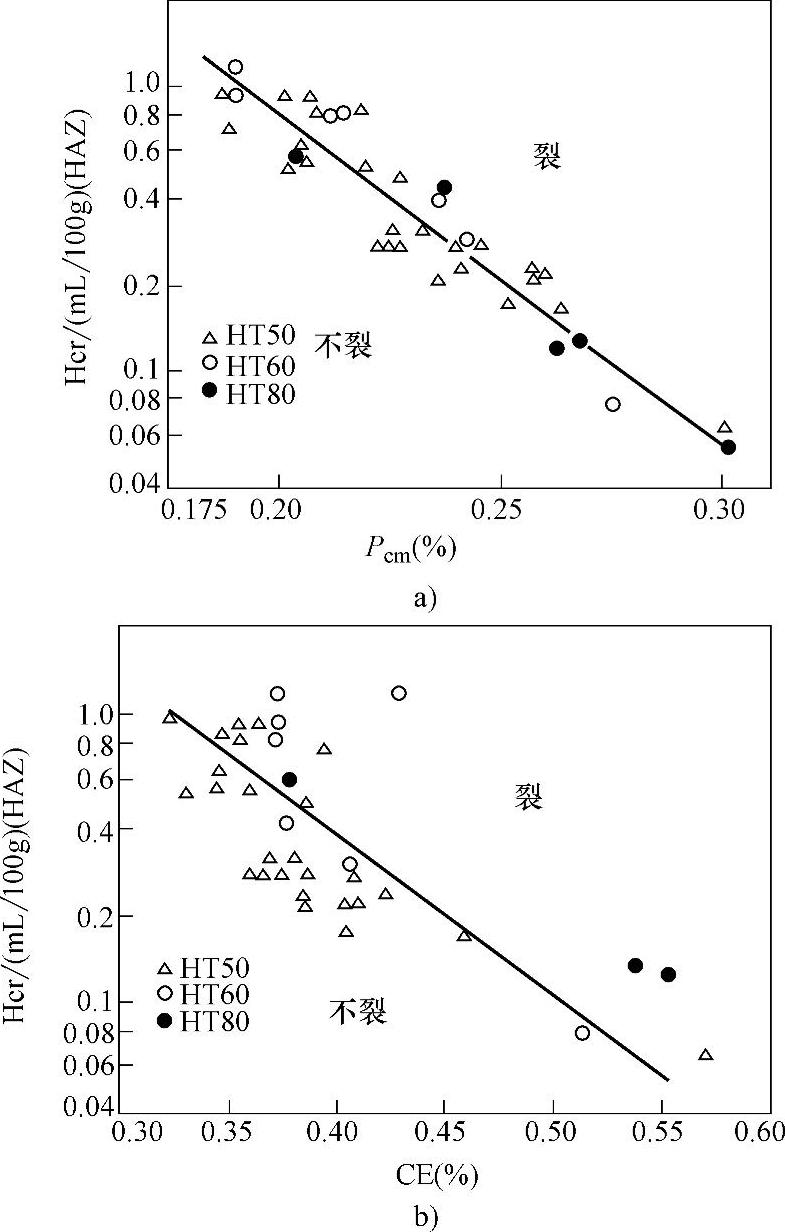
图2.3-12 Pcm、CE与临界含氢量Hcr的关系
a)Pcm与Hcr b)CE与Hcr
表2.3-5 钢的相变温度与应变
拘束度R的定义如下:单位长度焊缝,在根部间隙产生单位长度的弹性位移所需要的力。
式中 E——母材金属的弹性模量(N/mm2);
δ——焊件的板厚(mm);
L——拘束距离(mm)。
当R增加到一定程度时会产生裂纹,这时的R值称为临界拘束度Rcr。
表2.3-6 实际结构焊接接头拘束度数据
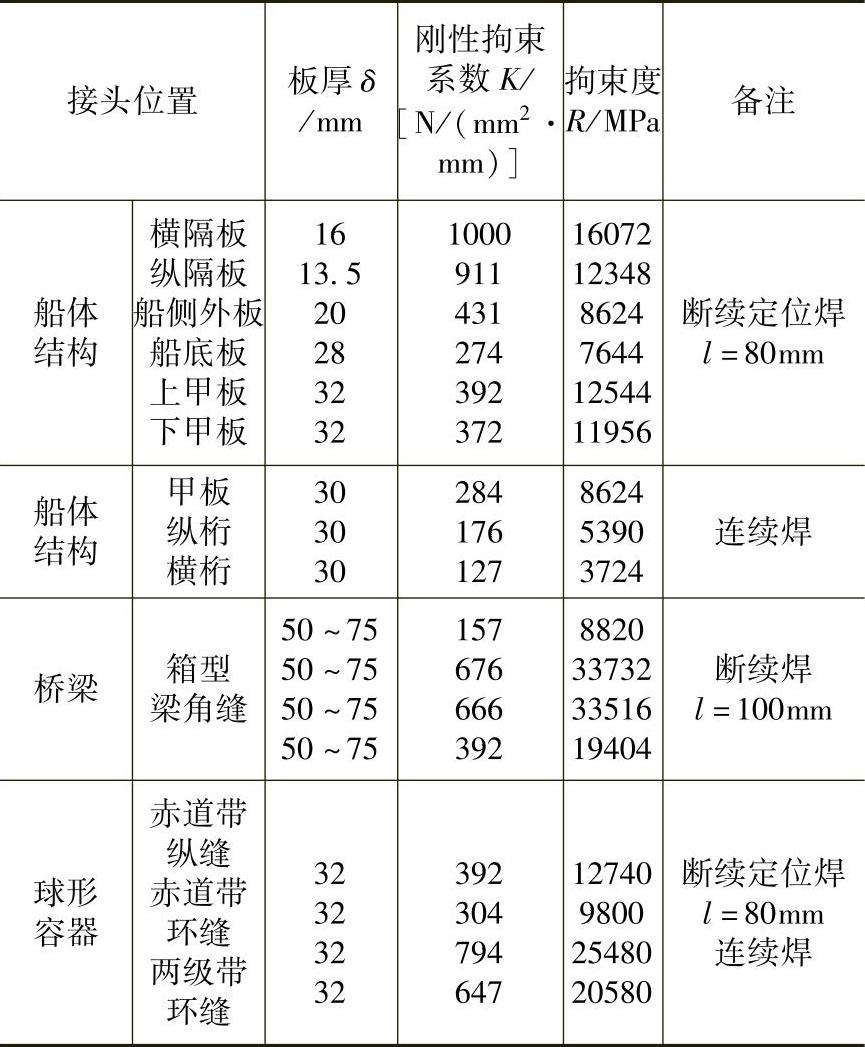
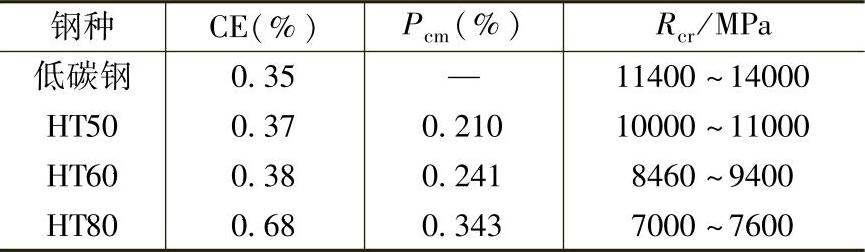
表2.3-7 常用钢的临界拘束度Rcr
注:
 。
。
拘束应力计算公式为
σ=mR
式中 σ——拘束应力(MPa)
m——拘束系数(焊条电弧焊低合金钢对接m=0.03~0.05);
R——拘束度(MPa)
拘束系数计算公式:
式中 m——拘束系数;
α——线膨胀系数(℃-1);
Tm——力学熔点,即失去弹性的温度(℃);
T0——环境温度(℃);
H——焓(J/g);
β——接头的坡口角度(°);
c——比热容[J/(g·℃)]。
作为粗略估计,一般低合金高强度钢焊条电弧焊时的m≈(3~5)×10-2。
表2.3-8、表2.3-9及图2.3-13~图2.3-18所示为预热、后热温度的确定及影响因素。
表2.3-8 冷裂纹敏感性数据及焊接预热温度确定
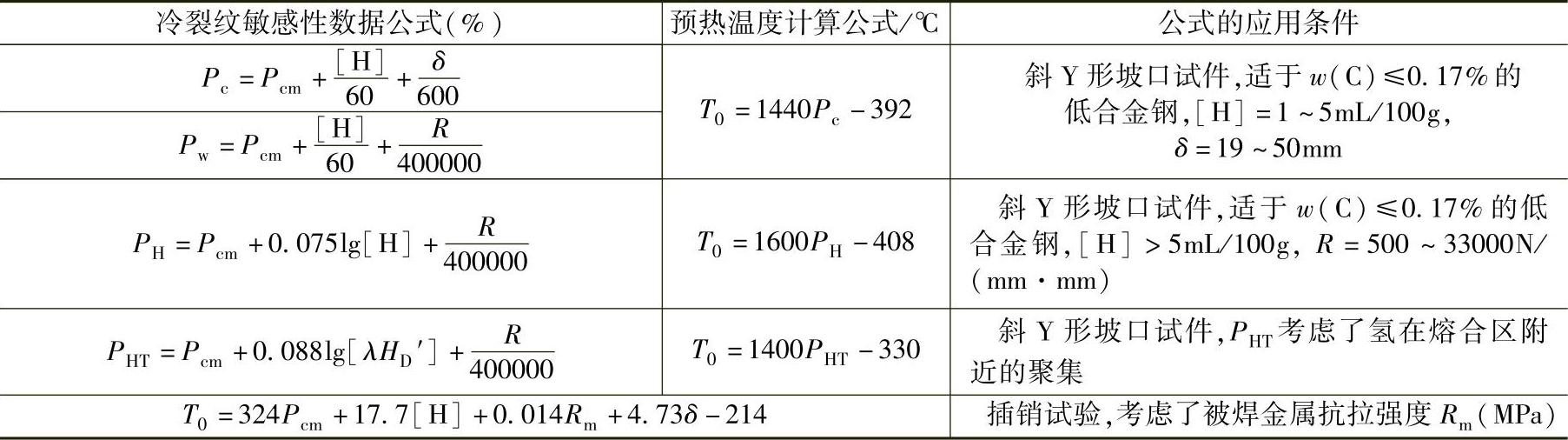
注:[H]—熔敷金属中扩散氢含量,mL/100g;δ—被焊金属的板厚,mm;R—拘束度,N/mm·mm;HD′—有效扩散氢,mL/100g(低氢型焊条:HD′=[H];酸性焊条:HD′=[H]/2);λ—有效系数(低氢型焊条:λ=0.6;酸性焊条:λ=0.48)。
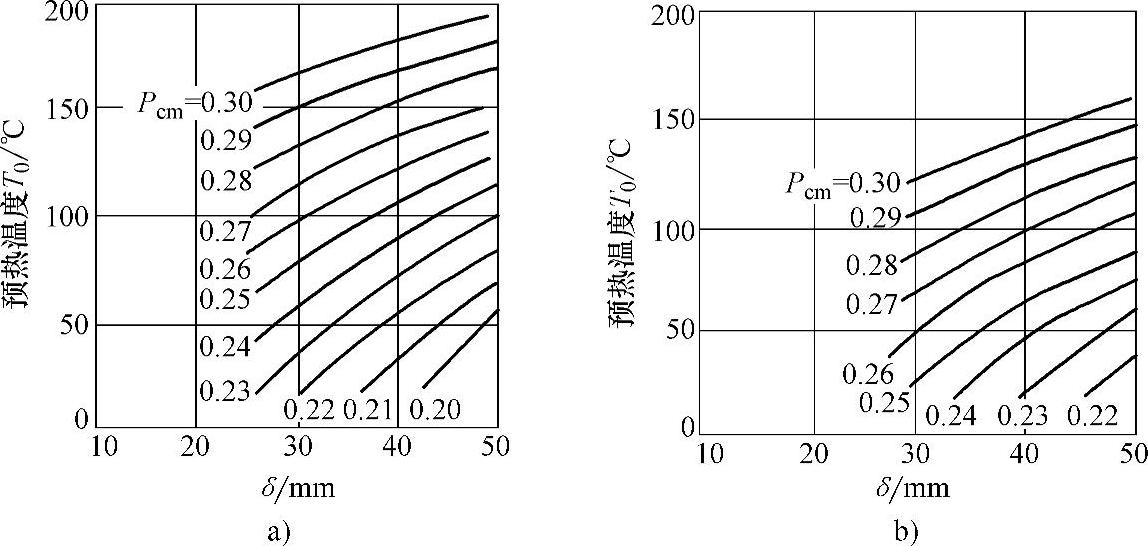
图2.3-13 Pcm及板厚与预热温度的关系
a)qv=17kJ/cm,[H]=4.0ml/100g b)qv=30kJ/cm,[H]=2.5ml/100g
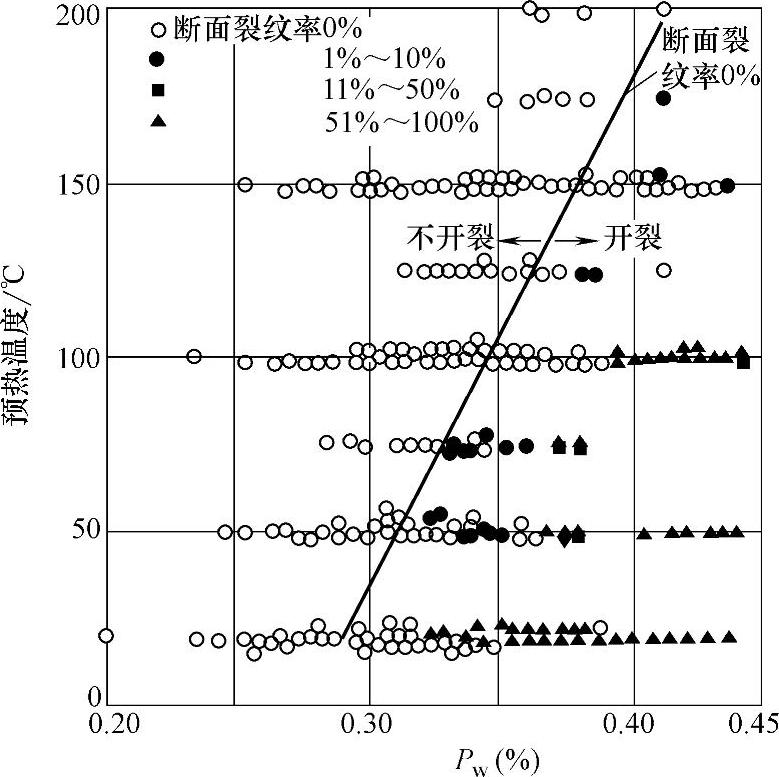
图2.3-14 Pw与预热温度的关系(https://www.xing528.com)
注:调质钢δ=16~50mm,斜Y形抗裂试验。
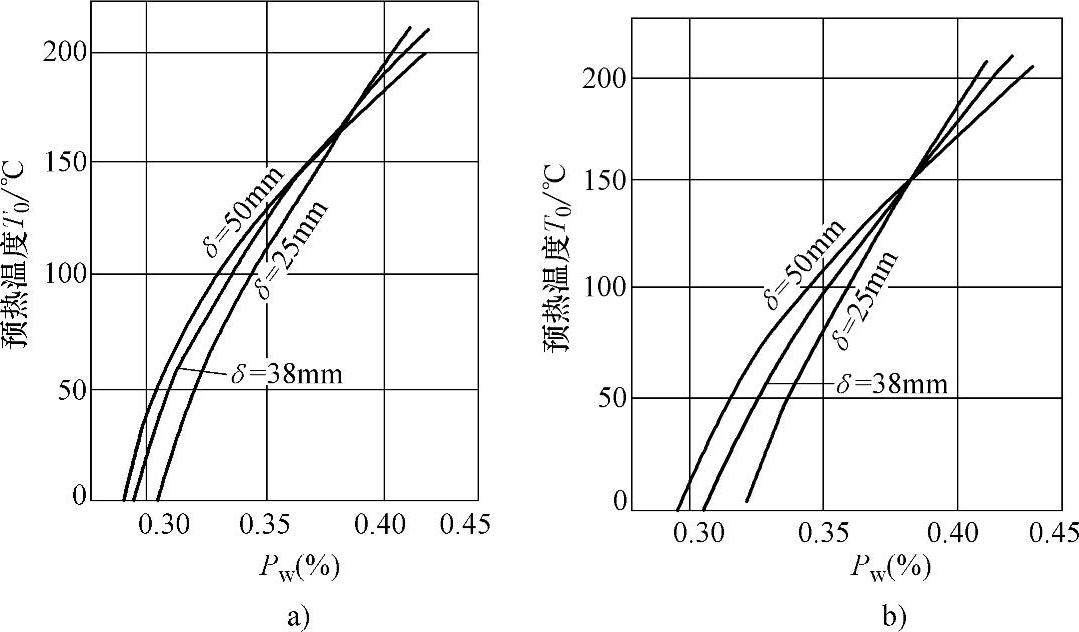
图2.3-15 由Pw和板厚δ确定的局部预热温度
a)qv=17kJ/cm b)qv=30kJ/cm
注:局部预热的范围在焊缝两侧各100mm。
表2.3-9 后热对预热温度的影响

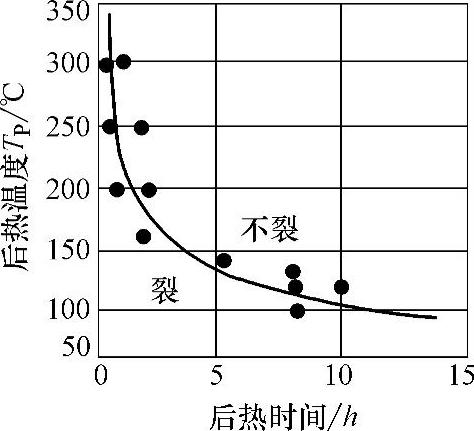
图2.3-16 避免裂纹所需的后热温度和后热时间
注:焊前预热130℃。
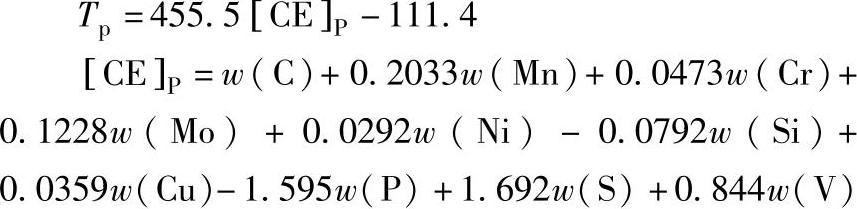
最低后热温度Tp(℃),与钢的成分有关,用碳当量表示为[CE]P,存在下列关系:
在低氢焊条电弧焊条件下,防止T形接头焊根裂纹的预热温度T0为:
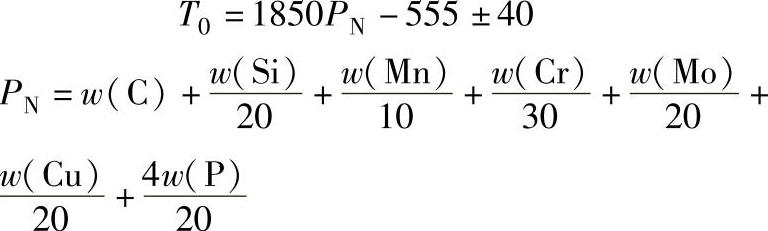
PN也称为“焊根裂纹敏感指数”。当立板厚度δv及热输入qv变化时,预热温度T0可利用图2.3-17求得。表2.3-10为一例。图2.3-17最左侧所示为“标准预热温度”,为标准条件下确定的预热温度(即qv=17kJ/cm,δv=12mm,如图2.3-18所示)。图中δH为T形杆件水平板板厚,δv为立板板厚。以表2.3-10中序号3为例,PN=0.36%,δH=30mm,自PN=0.36%引向δH=30mm一条直线,交于点b,再由b水平右向移动,至δv=8mm,交于qv=25kJ/cm小图中的点c,然后垂直向下,即可求得T0=150℃。
同理可求得No.1及No.2的T0分别为130℃和20℃。
表2.3-10 防止角根裂纹的预热温度举例

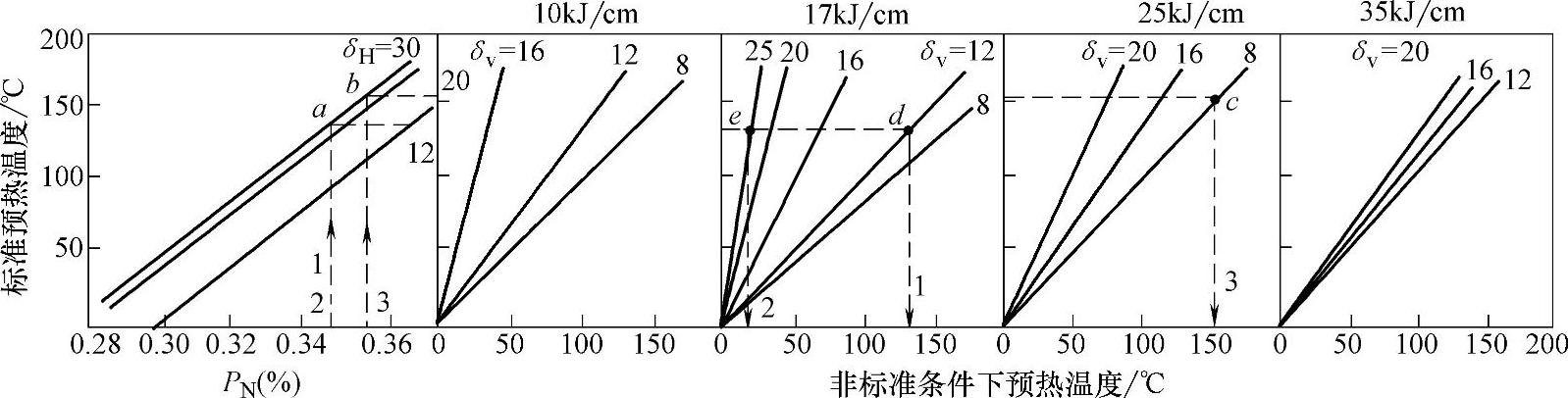
图2.3-17 不同δv时防止焊根裂纹的预热温度
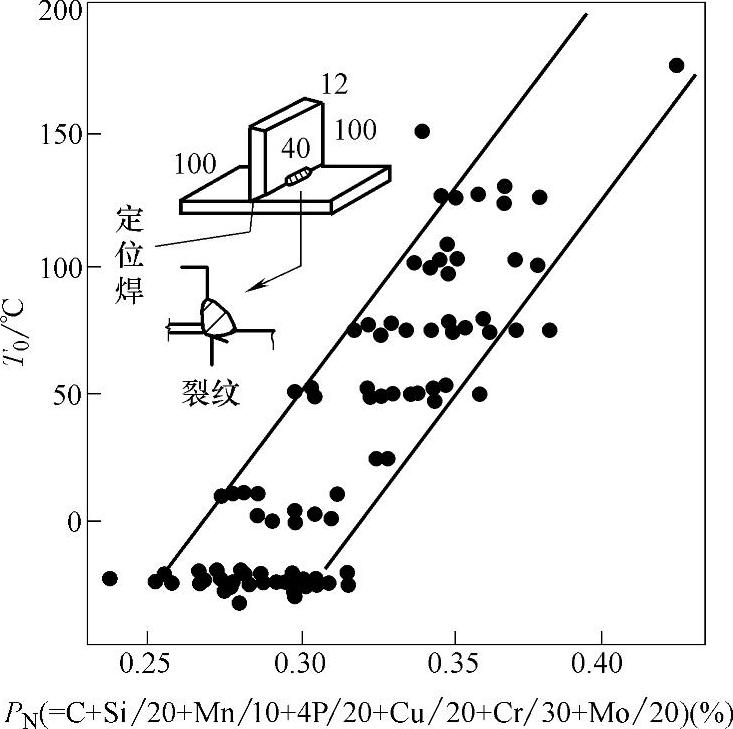
图2.3-18 焊根裂纹的预热温度
注:低氢焊条,δv=12mm,qv=17kJ/cm。
临界冷却时间 是一定焊接条件下,第一道焊缝从峰值温度冷至100℃而不出现裂纹的最小时间,对于某具体钢种的焊接结构,
是一定焊接条件下,第一道焊缝从峰值温度冷至100℃而不出现裂纹的最小时间,对于某具体钢种的焊接结构, 是个常数。
是个常数。
如果某一实际焊接结构在上述焊接条件下由峰值温度冷至100℃的时间为t100,那么产生冷裂纹的条件:

 受被焊金属化学成分、熔敷金属中的氢含量、焊接热输入和结构的拘束条件的影响。经大量试验,建立了如下的经验公式:
受被焊金属化学成分、熔敷金属中的氢含量、焊接热输入和结构的拘束条件的影响。经大量试验,建立了如下的经验公式:

式中  ——产生冷裂纹的临界冷却时间(s);
——产生冷裂纹的临界冷却时间(s);
Pcm——微合金钢的碳当量;[H]——熔敷金属中扩散氢含量(mL/100g)(按GB-3965—2012中甘油法测定);
qv——焊接热输入(kJ/cm)。
R——拉伸拘束度(MPa),一般作为粗略估计,对接长焊缝R≈400δ(板厚),对接短焊缝(包括定位焊l≤100mm)R≈700δ;
ΔR——局部预热的附加拘束度(MPa)。
如焊接时采用整体预热或不预热时ΔR=0。经研究,低合金钢焊接时局部预热产生的附加拘束度为:
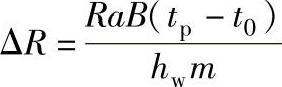
式中 a——被焊钢的线胀系数(℃-1),一般低合金钢a=1.45×10-5/℃;
B——局部预热的宽度(mm);
tp——局部预热温度(℃);
t0——初始环境温度(℃);
hw——初层焊缝的平均厚度(mm),与焊
接热输入有关,当qv=15~17kJ/cm时,hw≈5mm;qv=18~20kJ/cm时,hw≈7mm;
m——拘束系数,拘束应力与拘束度之间的关系为σ=mR,一般低合金钢m=(3~5)×10-2。
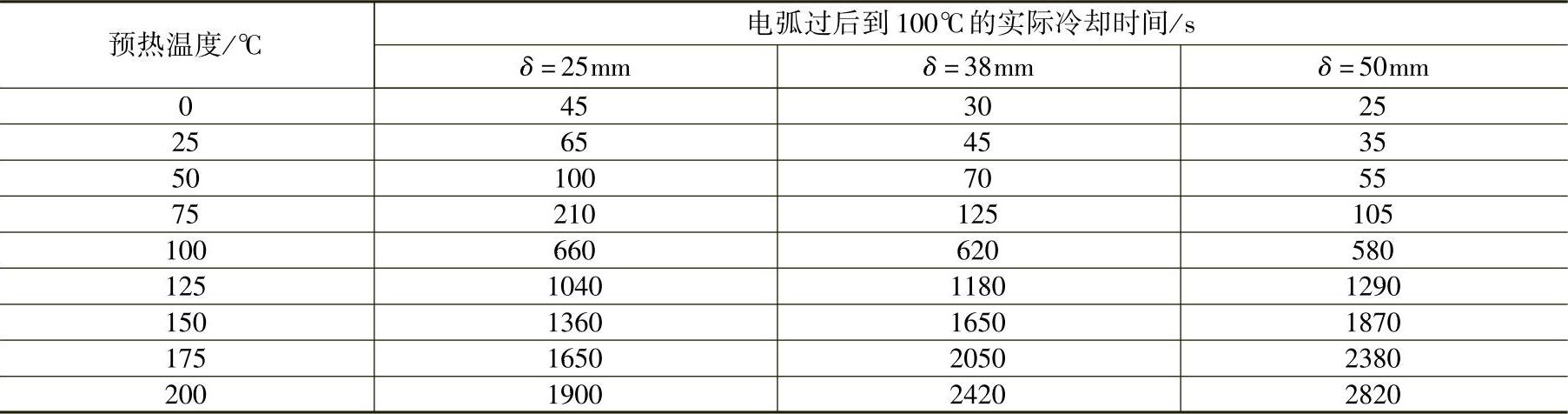
对于实际焊接结构在上述焊接条件下由峰值温度冷至100℃的时间可由表2.3-11或图2.3-19查得,然后与(t100)cr进行比较,即可预测出在这种焊接条件下是否产生冷裂纹。
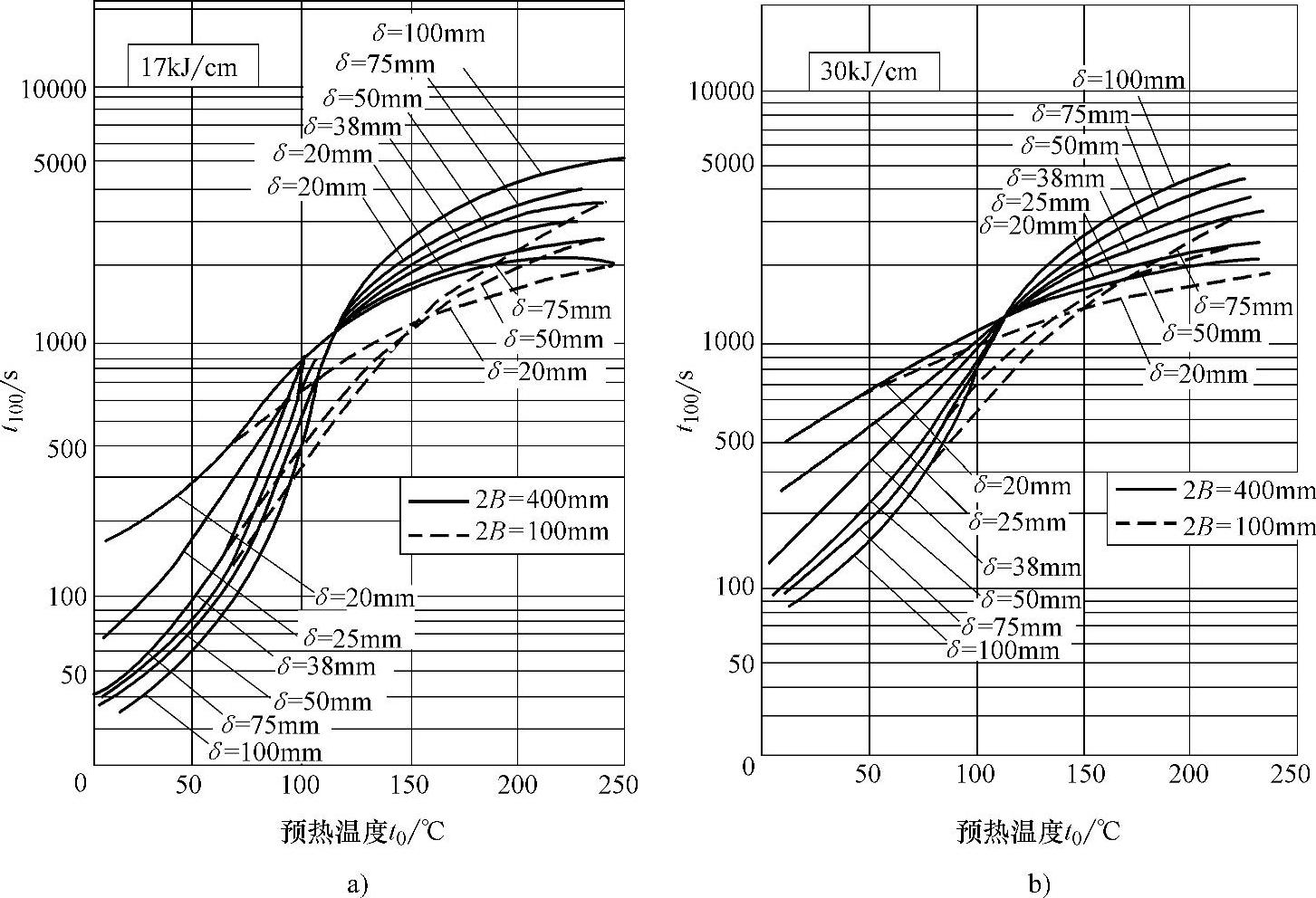
图2.3-19 冷却时间t100与qv、δ、t0的关系
a)qv=17kJ/cm b)qv=30kJ/cm
表2.3-11 不同板厚及预热温度与t100的关系 (qv=17kJ/cm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。