



图1.7-41为激光焊接的模式,图1.7-42和图1.7-43所示为焦点位置对焊缝形状的影响。
图1.7-44所示为激光功率和焊接速度对3mm厚5A90铝合金焊缝成形的影响。图1.7-45所示为铝合金激光焊与双光点激光焊的焊缝成形比较。图1.7-46所示为铝合金YAG激光-MIG电弧复合焊的焊缝成形。图1.7-47所示为铝合金YAG激光-MIG电弧复合焊焊接速度对焊缝成形的影响。表1.7-13所示为铝合金激光焊与YAG激光-MIG电弧复合焊焊缝成形对比。
表1.7-9 熔化极等离子弧电流对钢焊缝成形的影响(MIG电压22V,送丝速度6.13m/min)
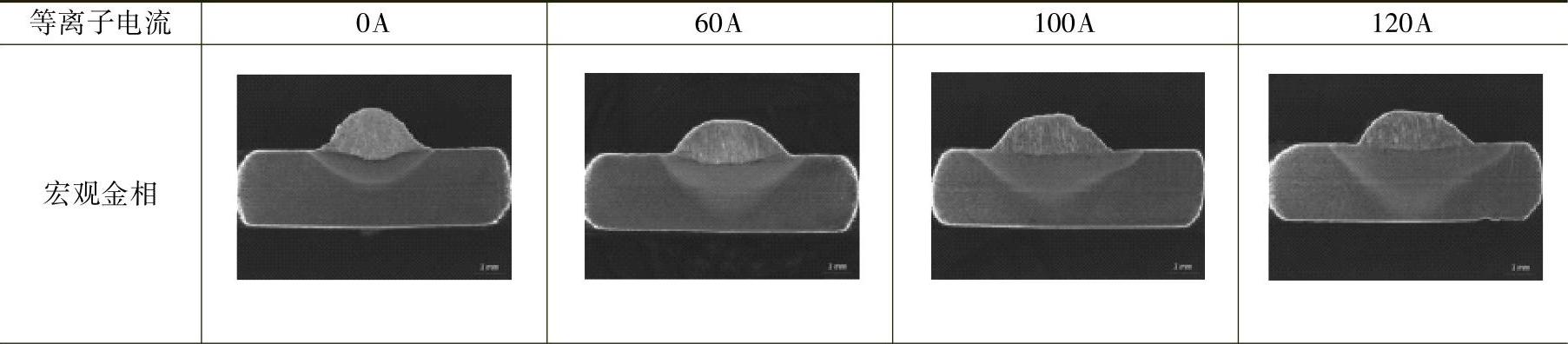
(续)

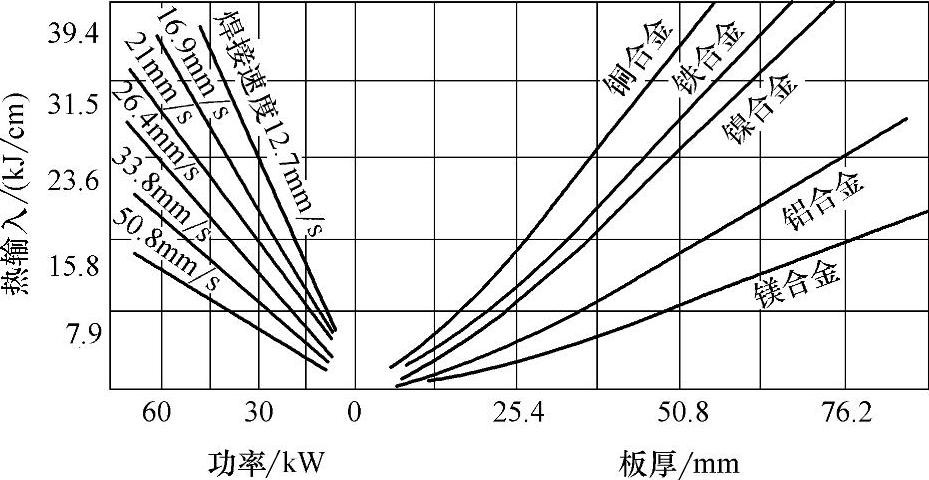
图1.7-31 各种材料全熔透电子束焊热输入、电子束功率、焊接速度与板厚的关系
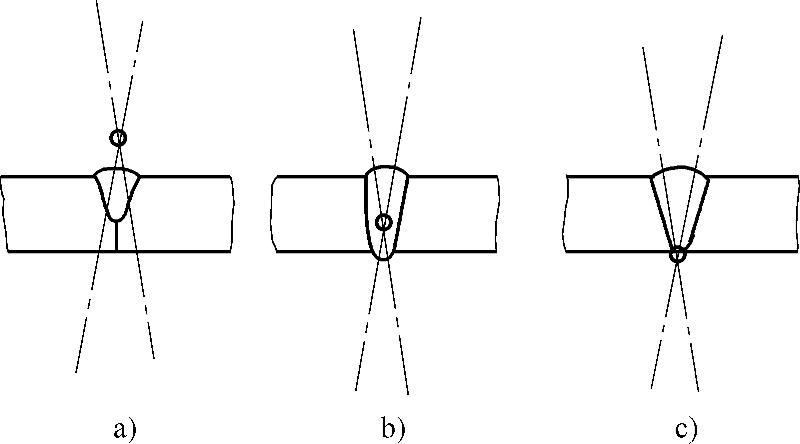
图1.7-32 电子束焦点位置对焊缝几何形状和熔深的影响
a)聚焦不足 b)聚焦准确 c)聚焦过渡
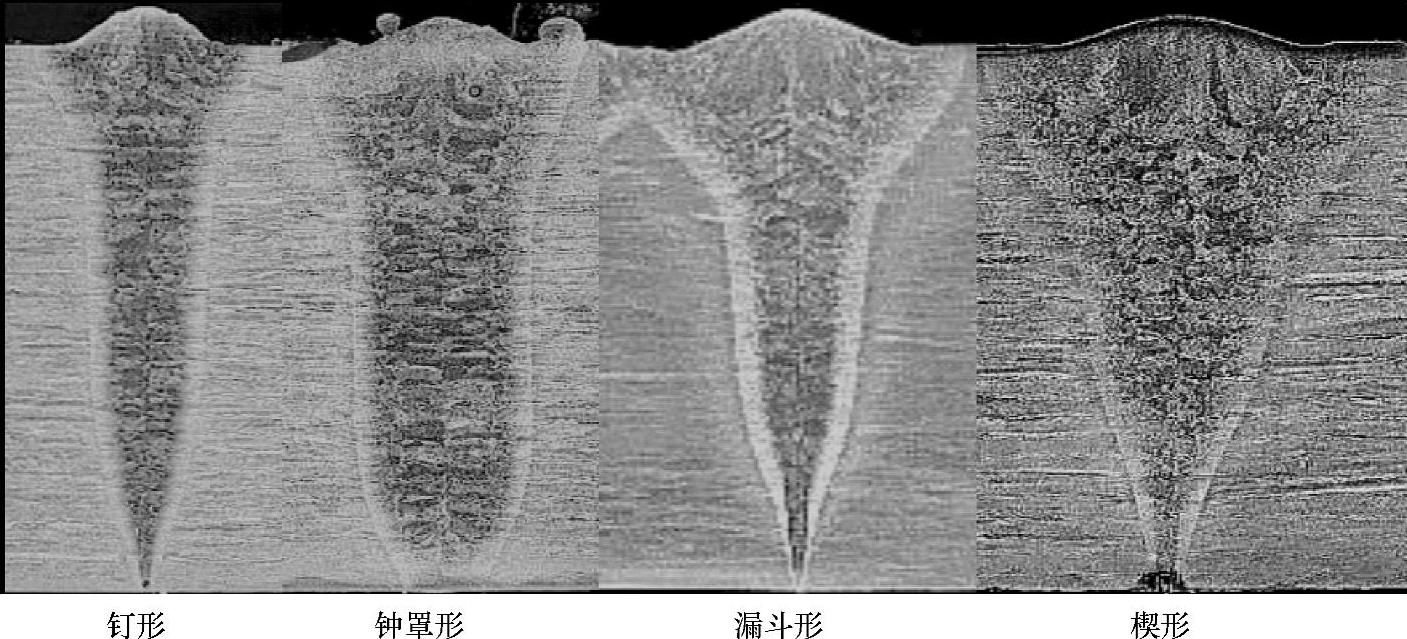
图1.7-33 TC4钛合金电子束焊接的典型焊缝形状(板厚20mm,150kV)
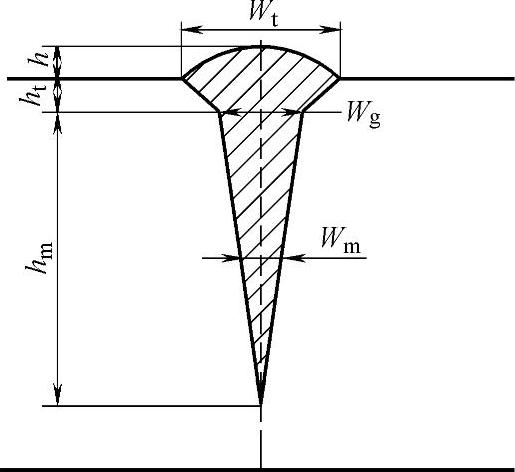
图1.7-34 电子束焊的钉形焊缝形状特征参量
hm—钉子本体高度 ht—钉子帽高度 Wt—焊缝上熔宽 Wg—拐点熔宽 Wm—钉子半高熔宽
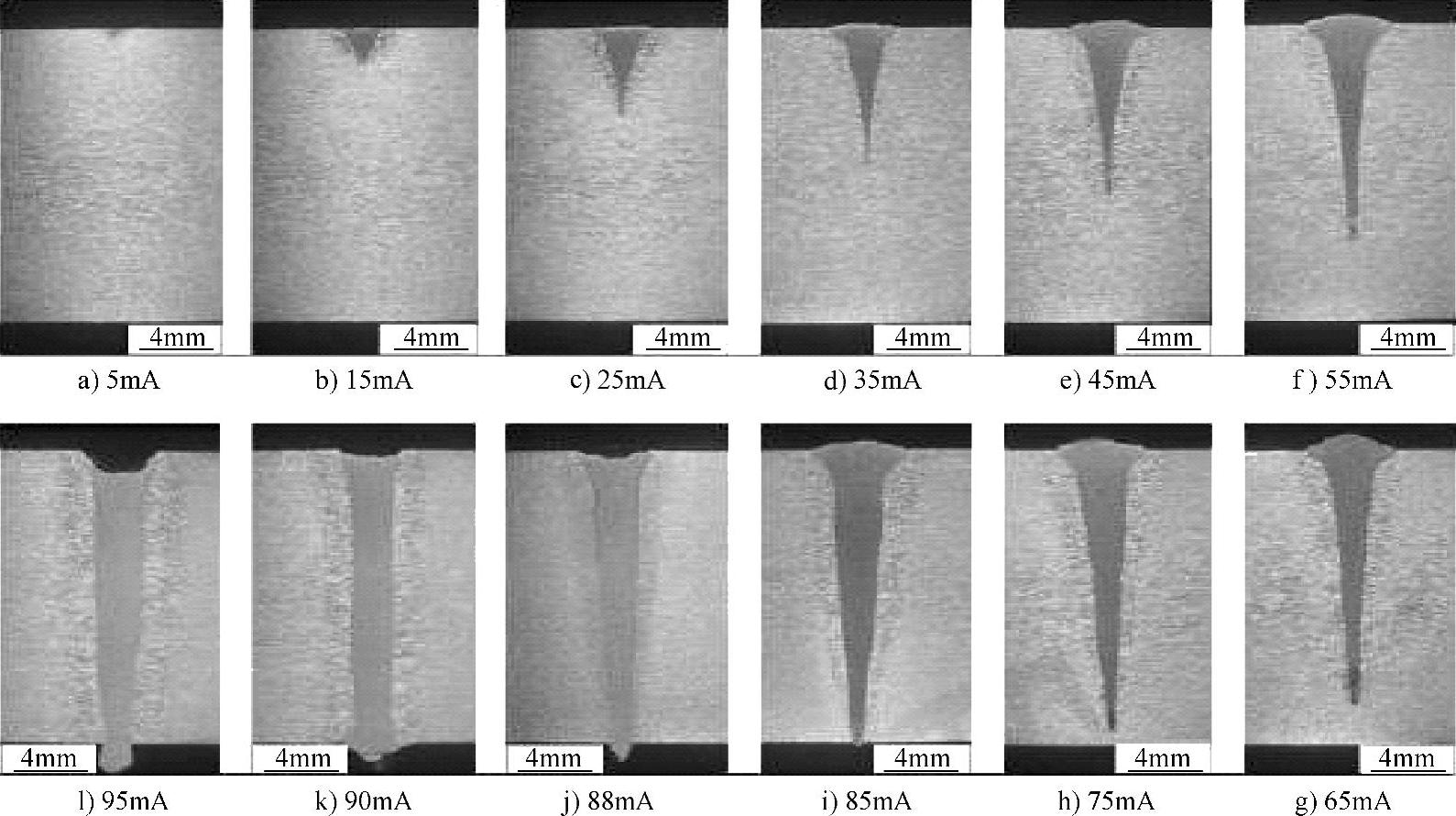
图1.7-35 电子束流对焊缝成形的影响
注:加速电压U=55kV,聚焦电流If=2645mA,工作距离l=105mm,焊接速度v=10mm/s。
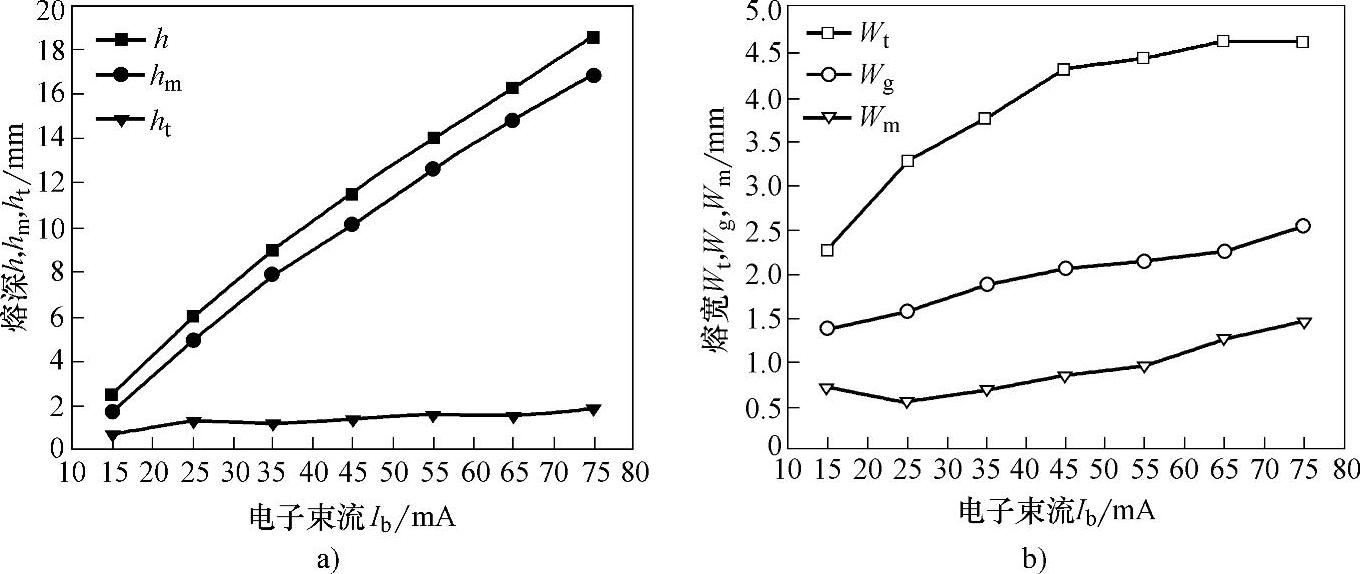
图1.7-36 高强度铝合金电子束焊,电子束流对熔深和熔宽的影响
a)电子束流对熔深的影响 b)电子束流对熔宽的影响
注:加速电压U=55kV,聚焦电流If=2645mA,工作距离l=105mm,焊接速度v=10mm/s。
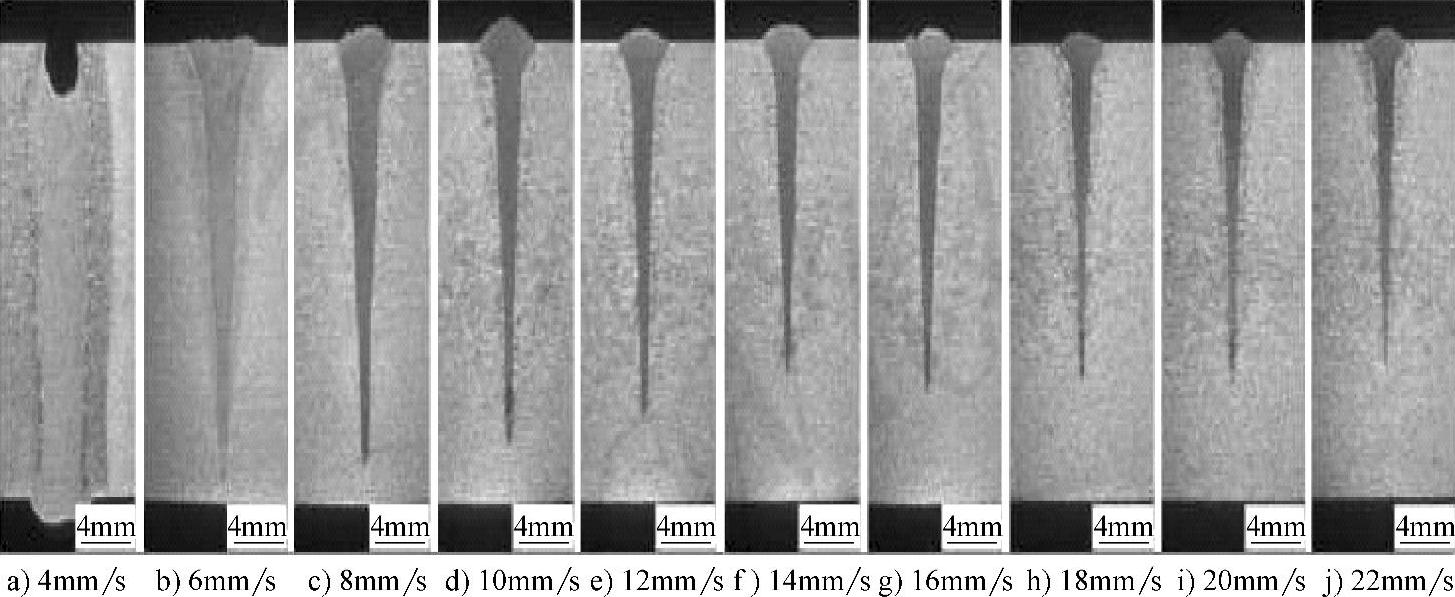
图1.7-37 高强度铝合金电子束焊,焊接速度对焊缝成形的影响
注:加速电压U=55kV,聚焦电流If=2645mA,工作距离l=105mm,电子束流Ib=65mA。
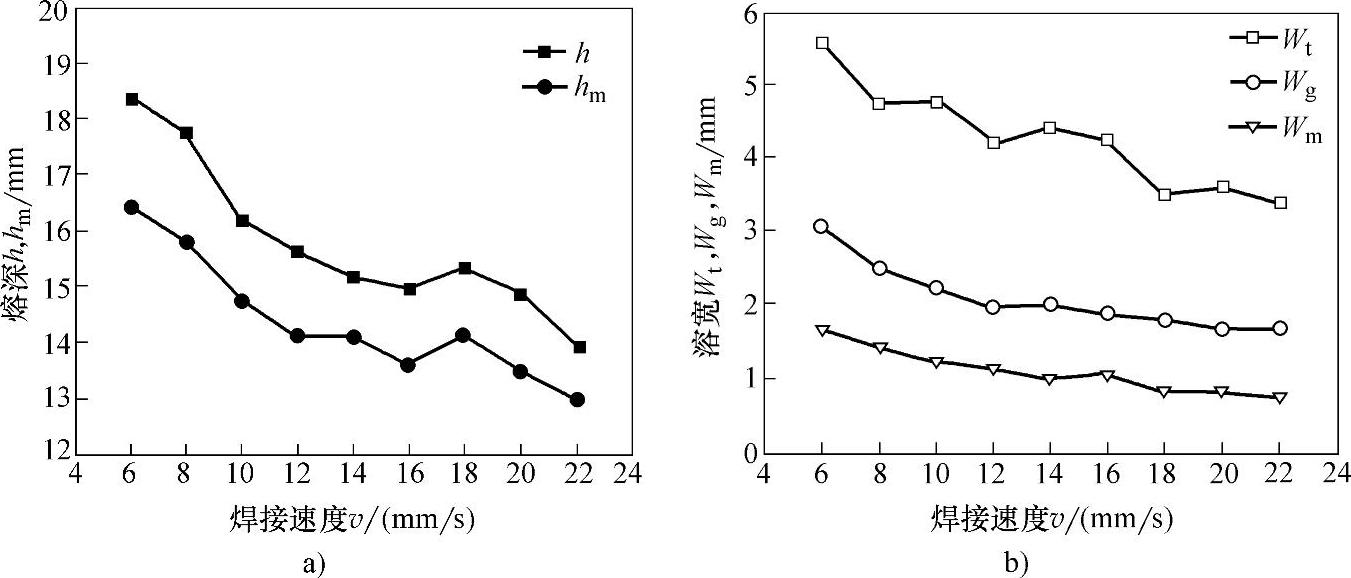
图1.7-38 高强度铝合金电子束焊,焊接速度对熔深和熔宽的影响
a)焊接速度对熔深的影响 b)焊接速度对熔宽的影响
注:加速电压U=55kV,聚焦电流If=2645mA,工作距离l=105mm,电子束流Ib=65mA。
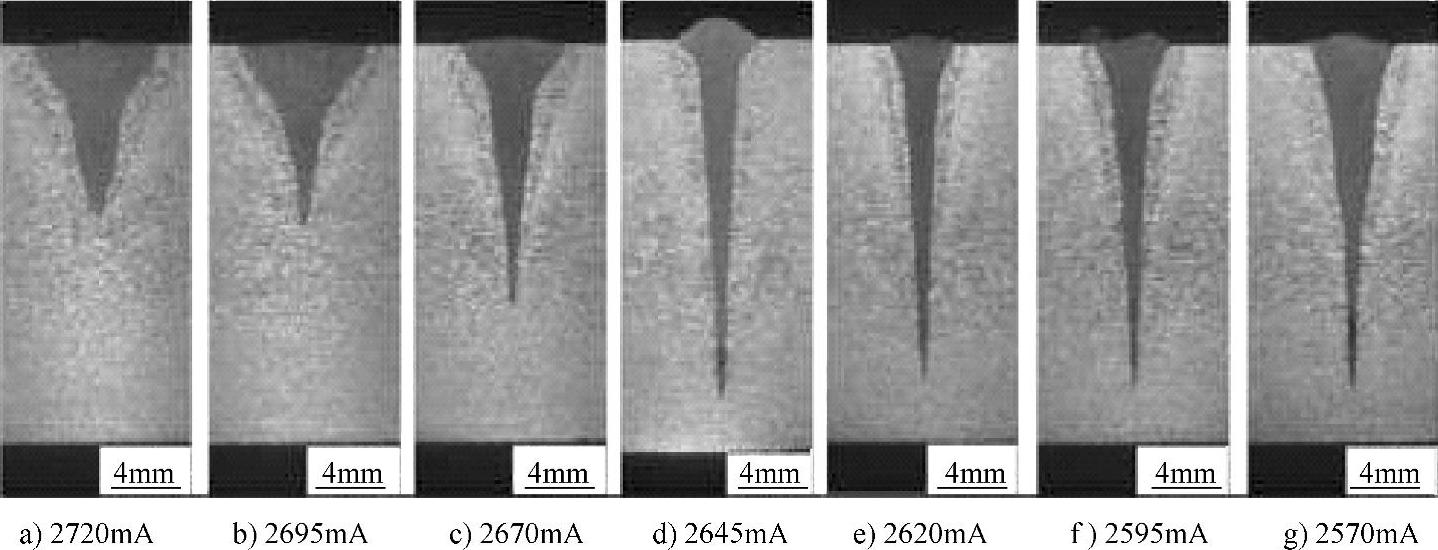
图1.7-39 高强度铝合金电子束焊,聚焦电流对焊缝成形的影响
注:加速电压U=55kV,工作距离l=105mm,电子束流Ib=65mA,焊接速度v=10mm/s。
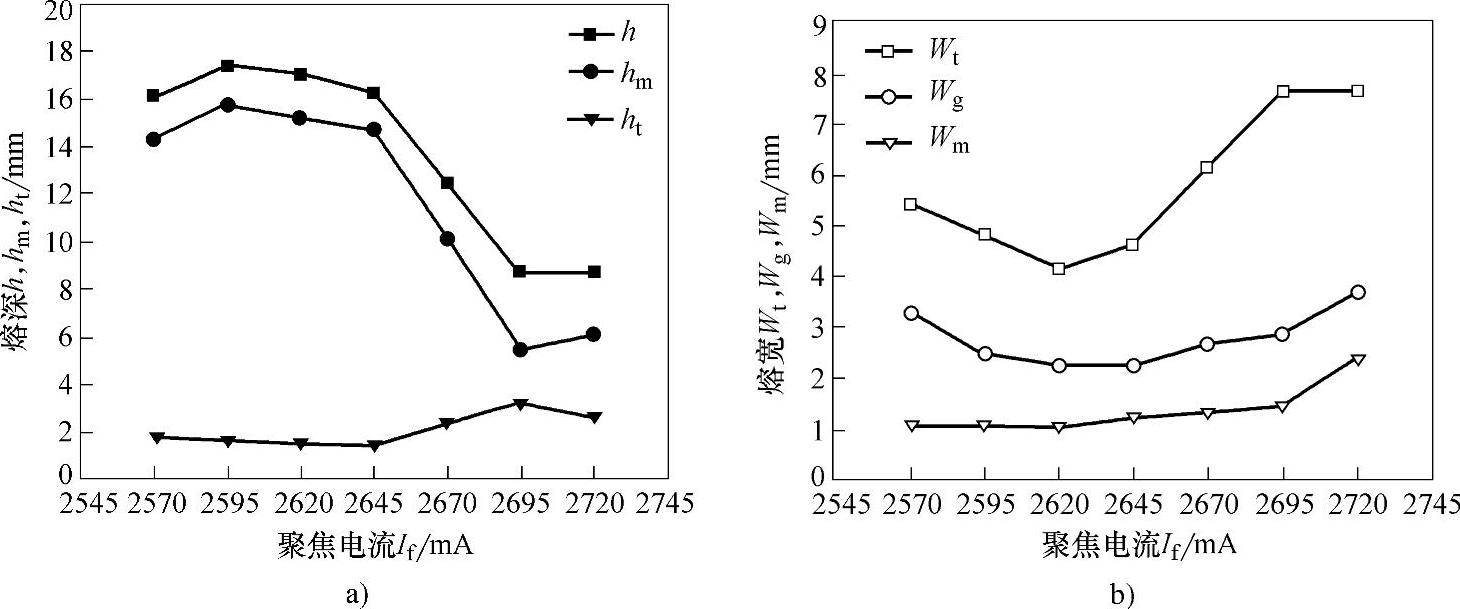
图1.7-40 高强度铝合金电子束焊,电子束聚焦电流对熔深和熔宽的影响
a)聚焦电流对熔深的影响 b)聚焦电流对熔宽的影响(https://www.xing528.com)
注:加速电压U=55kV,工作距离l=105mm,电子束流Ib=65mA,焊接速度v=10mm/s。
表1.7-10 TC4钛合金电子束焊电子束流对焊缝形状的影响
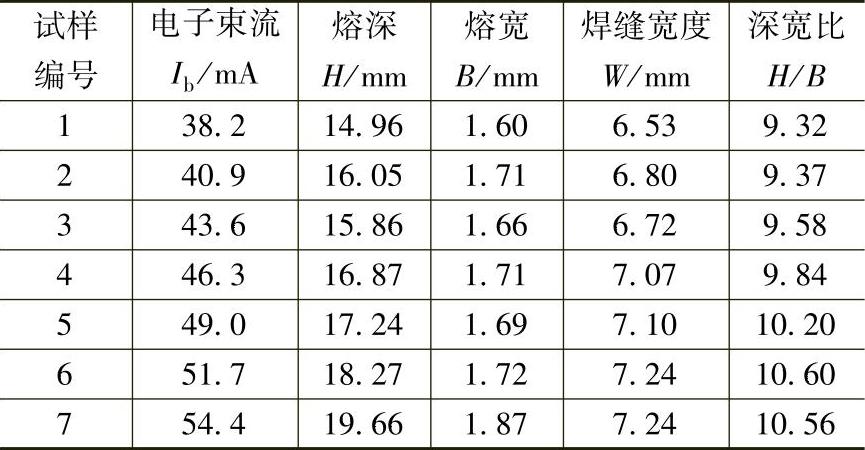
注:1.熔宽B指电子束焊缝断面上平直段的平均宽度。
2.焊缝宽度W指电子束焊缝表面两焊趾之间的距离,即最大熔宽。
3.加速电压U=90kV,聚焦电流If=1670mA,焊接速度v=10mm/s
表1.7-11 TC4钛合金电子束焊焊接速度 对焊缝形状的影响
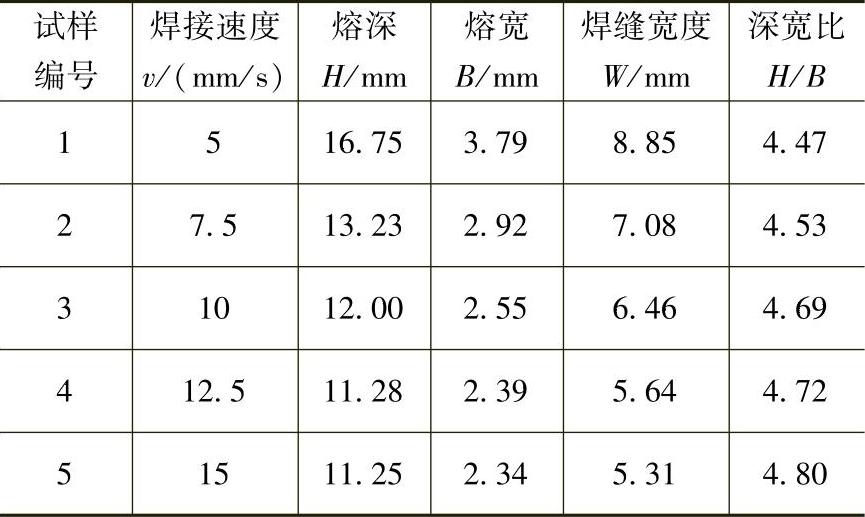
注:加速电压U=90kV,电子束流Ib=40.6mA,聚焦电流If=1650mA。
表1.7-12 TC4钛合金电子束焊聚焦电流对焊缝形状的影响
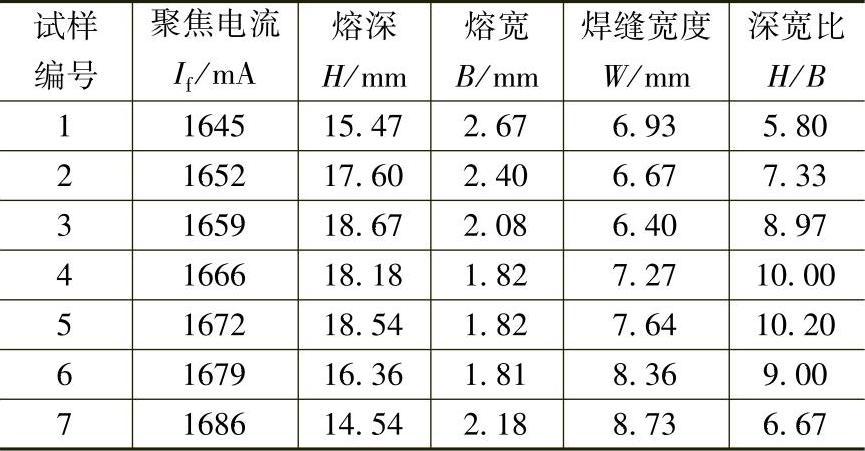
注:加速电压U=90kV,电子束流Ib=48.8mA,焊接速度v=10mm/s。
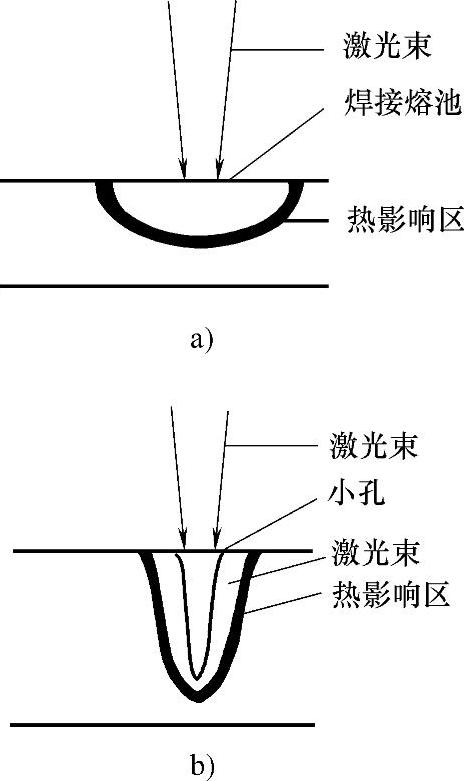
图1.7-41 激光焊接模式的比较
a)热导焊接 b)深熔焊接
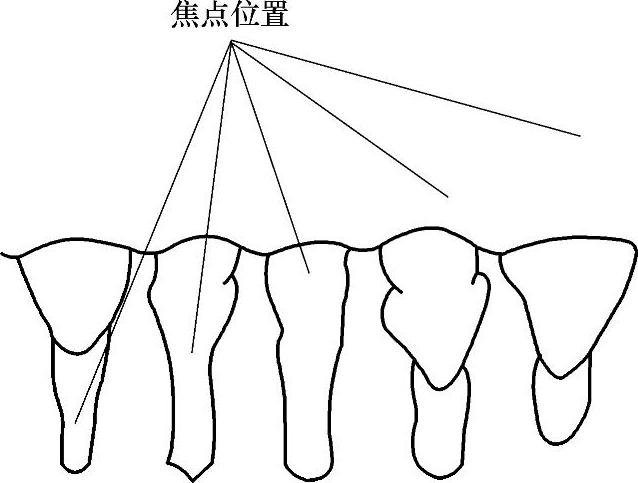
图1.7-42 焦点位置对焊缝形状的影响
注:310不锈钢,板厚6mm,P=5kW,v=1m/min。
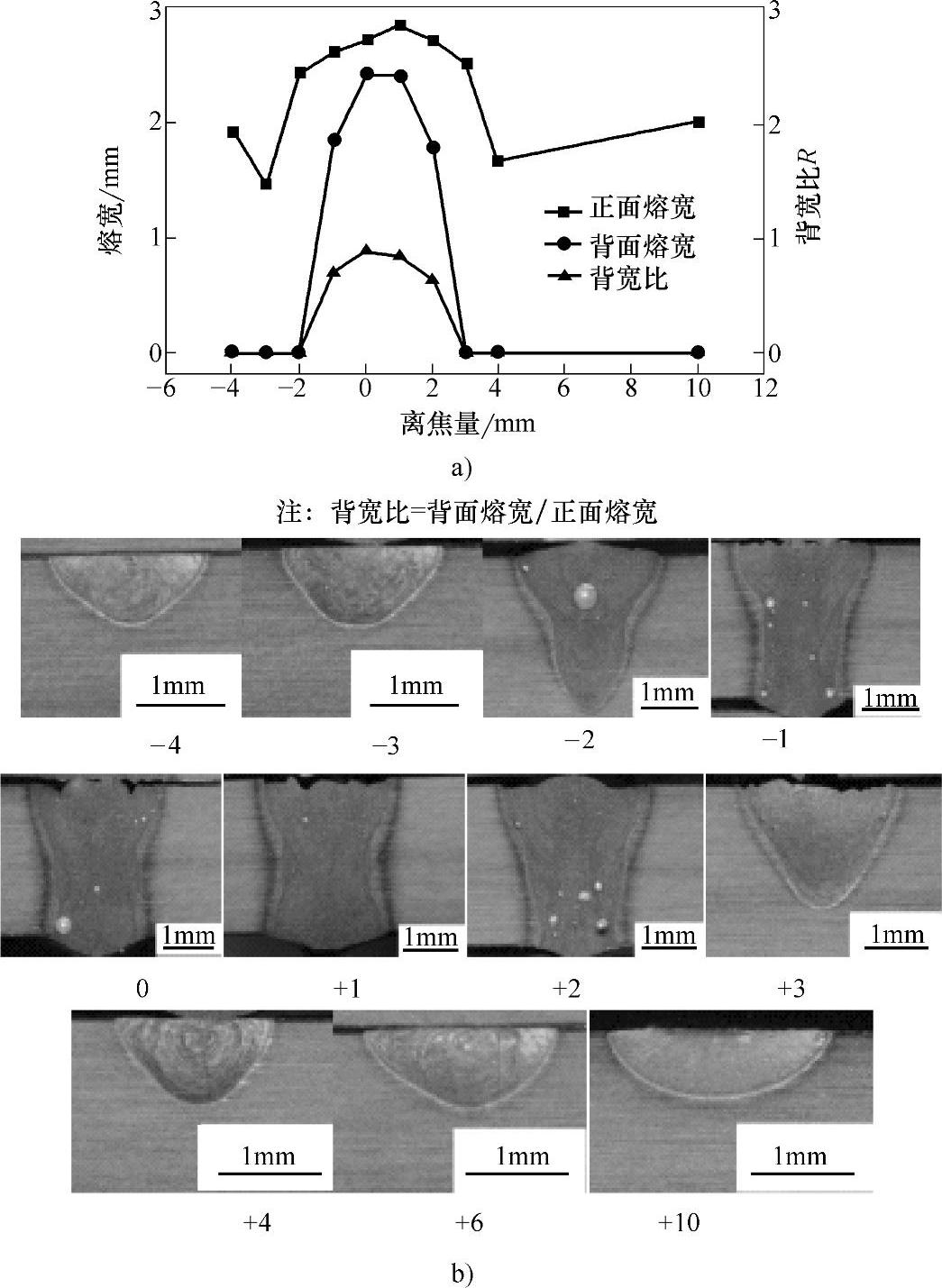
图1.7-43 离焦量对激光焊缝成形的影响
a)离焦量对熔宽和背宽比的影响 b)焊缝横断面
注:功率2800W,焊接速度2.4mm/min。
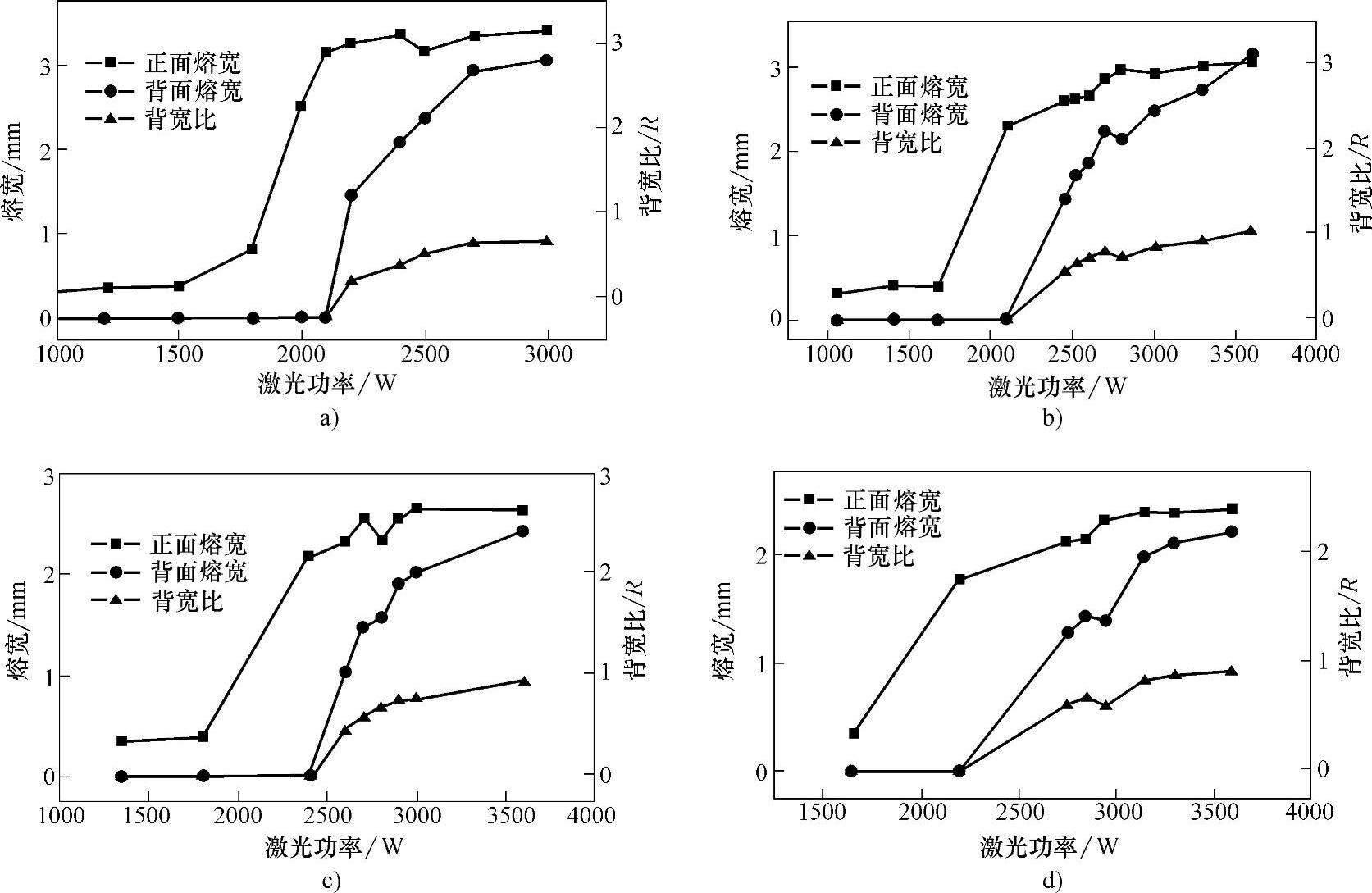
图1.7-44 激光功率和焊接速度对3mm厚5A90铝合金焊缝成形的影响
a)v=1.5m/min b)v=2.1m/min c)v=2.7m/min d)v=3.3m/min
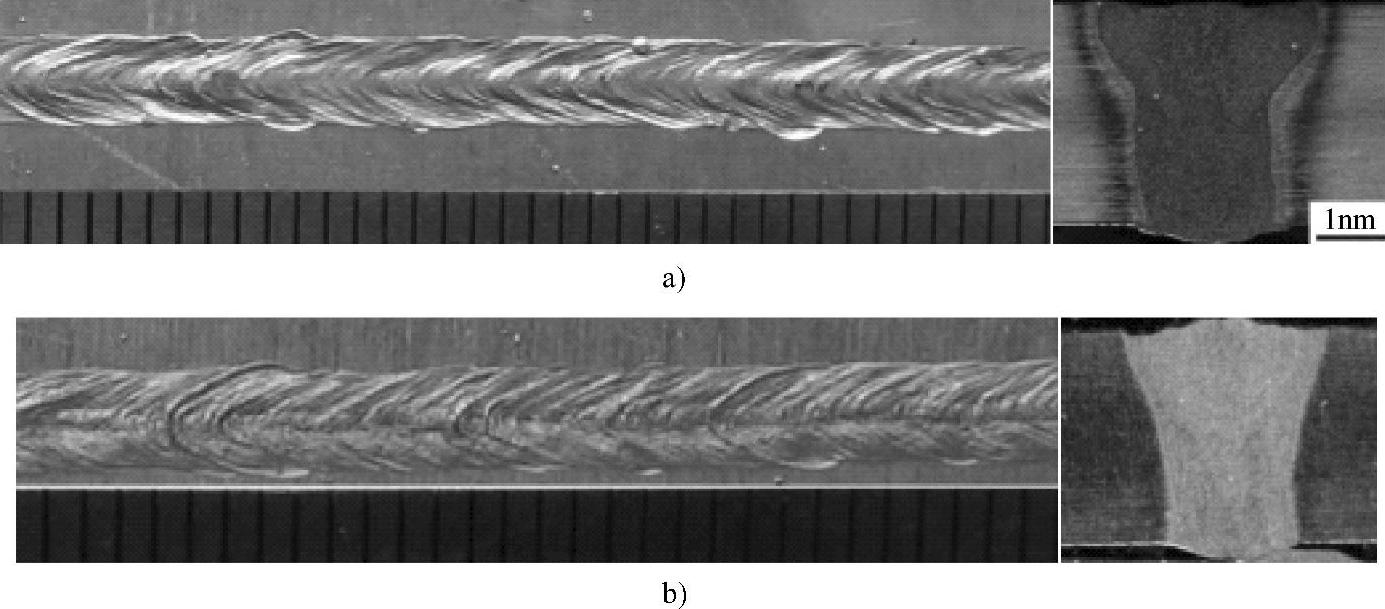
图1.7-45 铝合金激光焊与双光点激光焊的焊缝成形比较
a)激光焊(功率2400W,焊接速度1.5mm/min) b)双光点激光焊(功率2400W,焊接速度1.5mm/min,光点间距0.36mm)
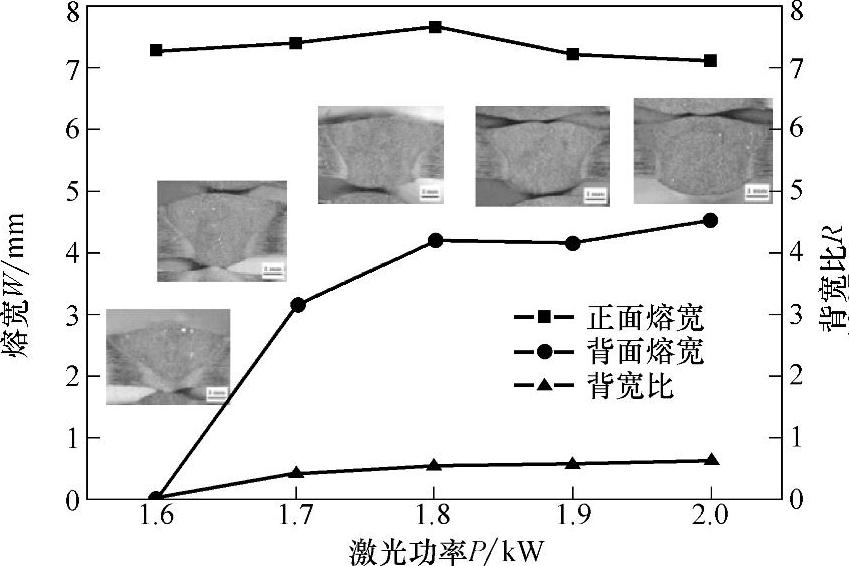
图1.7-46 铝合金YAG激光-MIG电弧复合焊的焊缝成形(焊接电流130A,焊接速度2mm/min)
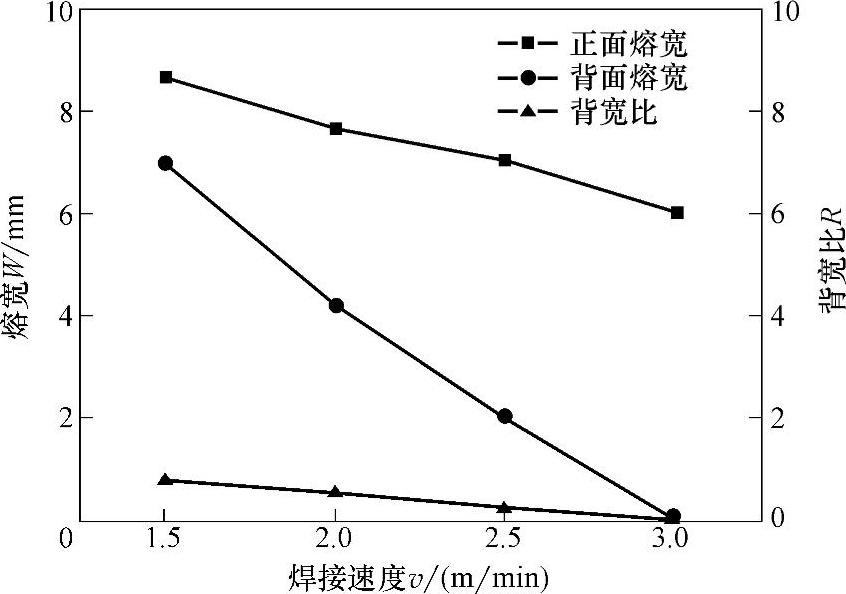
图1.7-47 铝合金YAG激光-MIG电弧复合焊焊接速度对焊缝成形的影响(激光功率1800W,焊接电流130A)
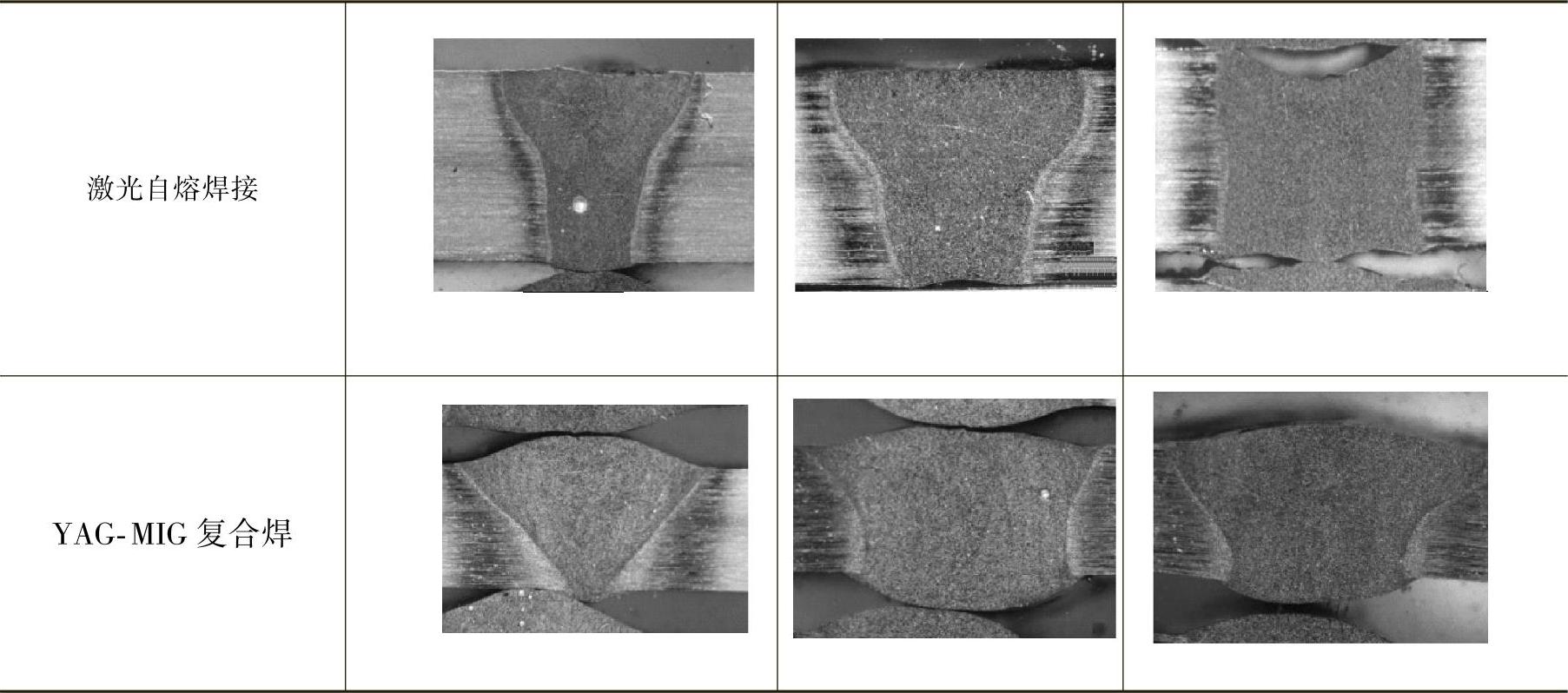
表1.7-13 5A90铝合金激光焊与YAG激光-MIG电弧复合焊的焊缝成形对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。