



1.6.2.1 焊缝成形系数φ
单道焊缝横截面上熔宽W与熔深H之比值称焊缝成形系数,即

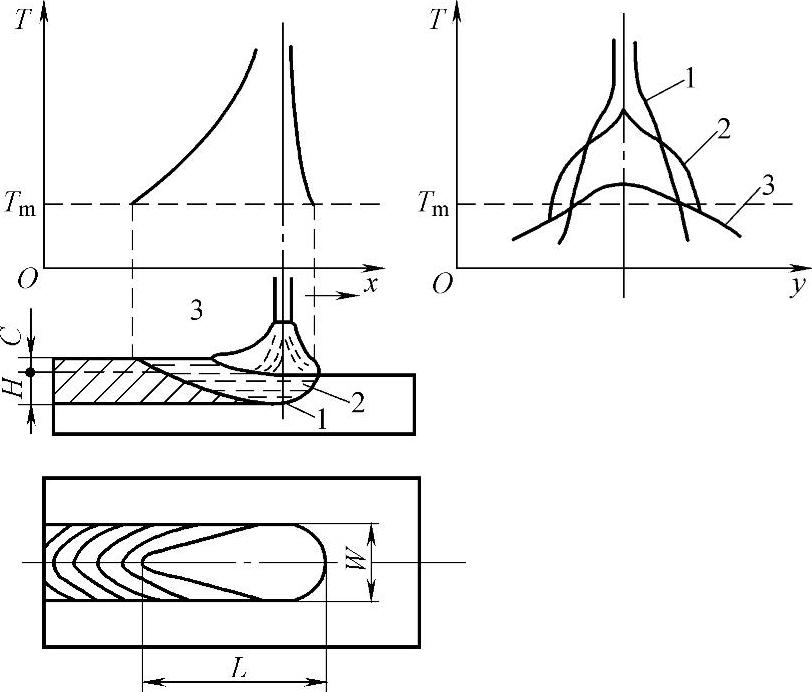
图1.6-2 熔池的温度分布
1—熔池中部 2—前部 3—后部
L—熔池长度 H—熔深 W—熔宽 C—余高
表1.6-1 焊接钢时的熔滴及熔池特点

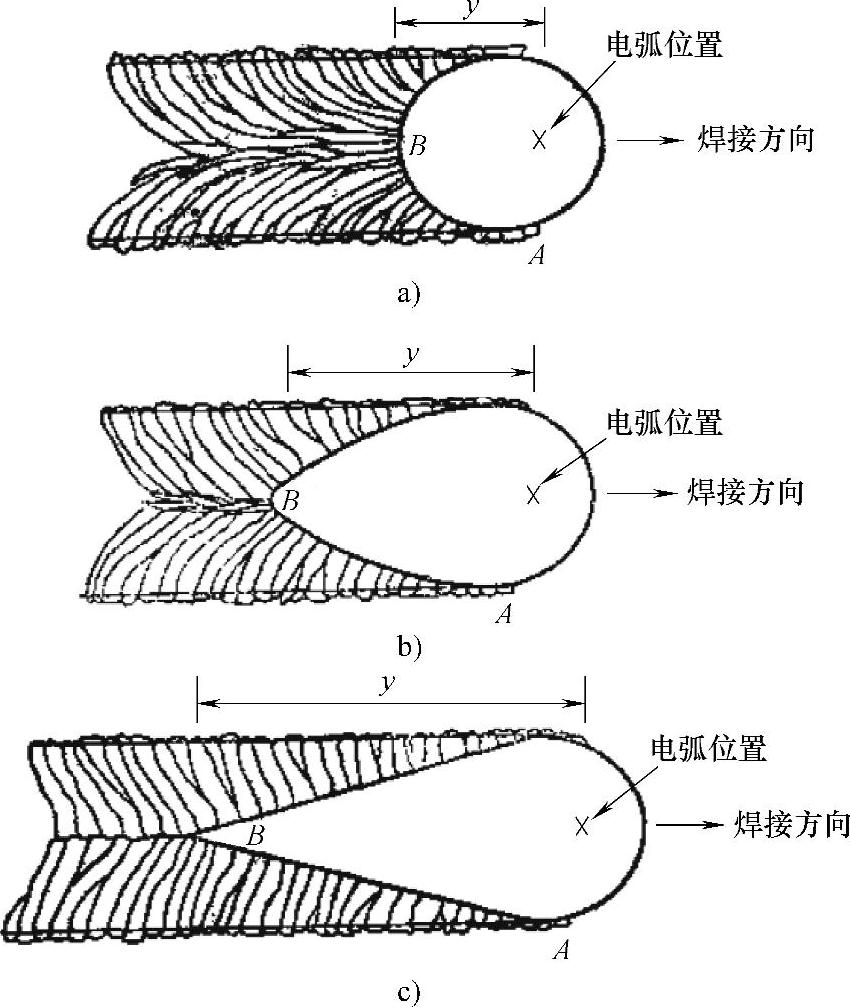
图1.6-3 焊接速度对焊接熔池形状的影响
a)焊接速度低 b)焊接速度中等 c)焊接速度高
φ越小,表示熔池窄而深,热影响区越小。这种熔池形状有利于熔透,提高焊接热效率。对于普通电弧焊,φ一般都大于1;等离子弧焊φ接近于1;电子束焊和激光焊因功率密度高,φ远小于1。对于埋弧焊,一般要求φ大于1.3。
1.6.2.2 增高系数Φ
焊缝的余高C与宽度W的比值称为增高系数Φ,它反映焊缝外表面凸出的程度,即

Φ一般控制在1/4以内。对于特别重要的结构,焊后需把焊缝表面磨平。角焊缝也不希望有余高,在动载结构上的角焊缝呈凹形最理想,这样在焊趾处焊缝向母材平滑过渡。
1.6.2.3 熔合比
单道焊时,把被熔化的母材在焊道金属中所占的比例称为熔合比。即

式中FB——母材熔化部分的横断面积;(https://www.xing528.com)
FD——熔敷金属在焊缝横断面上所占面积;
FW=FB+FD——焊缝总横断面积。
不同形式接头的焊缝形状及尺寸如图1.6-4所示。
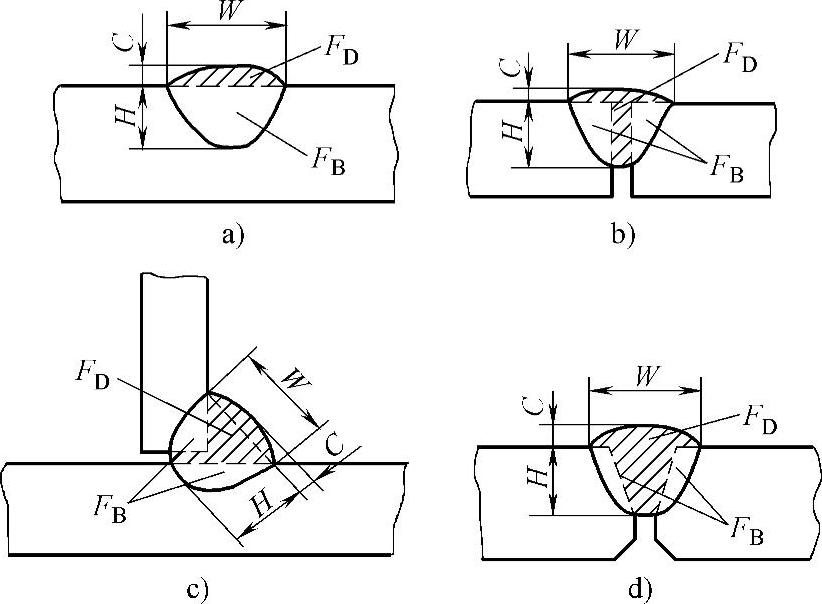
图1.6-4 不同形式接头的焊缝形状及尺寸
a)堆焊焊缝 b)对接I形坡口焊缝 c)角焊缝 d)对接V形坡口焊缝
1.6.2.4 焊缝金属中合金元素的含量计算
当母材和焊缝金属密度无明显差别时,若两者的合金元素含量已知,可以用熔合比γ来计算焊缝金属中的合金元素含量。
w(CW)=γw(CB)+(1-γ)w(Cd) (1.6-4)
式中 γ——熔合比;
w(CW)——焊缝金属中某合金元素的质量分数;
w(CB)——母材金属中某合金元素的质量分数;
w(Cd)——熔敷金属中某合金元素的质量分数。
1.6.2.5 熔池横断面形状对焊缝结晶方向的影响
熔池横断面形状对焊缝结晶方向的影响如图1.6-5所示。

图1.6-5 熔池横断面形状对焊缝结晶方向的影响
a)φ<1 b)φ>1
表1.6-2为焊缝横断面面积的计算公式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。