



1.5.2.1 基本假设和简化
1)假设被焊金属是均质且各向同性的;材料的热物理量均为常数,与温度无关;不考虑焊接熔化与凝固过程,即认为焊件始终处于固态,并且不考虑固态相变的作用。
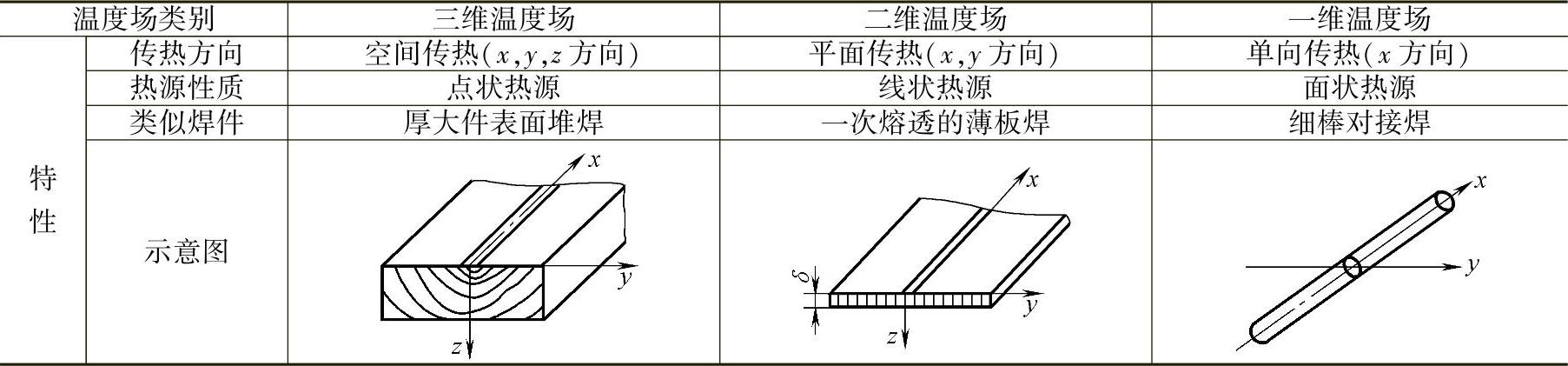
2)假设焊接对象的几何形状可简化成三类:
①半无限体,相当于厚大焊接,热源作用于立方体中心,三维传热,热呈半球形传播。
②无限大板,即焊件在长度和宽度方向无限伸展而厚度很小,沿板厚方向认为温度是相同的,二维传热,相当于薄板对焊。
③无限长杆,即杆的断面直径与杆的长度比很小,在杆断面上的温度分布是均匀的,一维传热,相当于细杆对接。
3)假设焊接热源均可简化为集中热源,并根据作用的焊件几何形状,分别划分为:
①点状热源,即相当于在厚大板上堆焊,热在空间三个方向传导。
②线状热源,即相当于薄板全熔透电弧对接,热源在板厚方向上热流密度为常数,热向长、宽两个方向传播。
③面状热源,即相当于细杆的对焊,热源在杆的横断面上是均匀的,热量只沿杆的长度方向传播。
表1.5-2给出三类焊件几何形状和相应的热源类型简化模型。
4)热源作用时间简化为两类:
①瞬时作用热源,即以热量Q(J)在t=0的瞬间导入焊件。定位焊或小缺陷的定位焊补热源作用时间可如此简化。
②连续作用热源,即以恒定的热流密度q(J/s)长时间地导入焊件,相当于连续施焊情况。
5)热源运动状态可简化为三种:(https://www.xing528.com)
①固定不动热源。定位焊和缺陷焊补用的热源可视为固定热源。
②正常速度移动热源。焊条电弧焊的热源可视为正常速度移动热源。
③高速移动热源。快速自动焊可视为高速热源。
表1.5-2 焊件几何形状和相应的热源类型简化说明
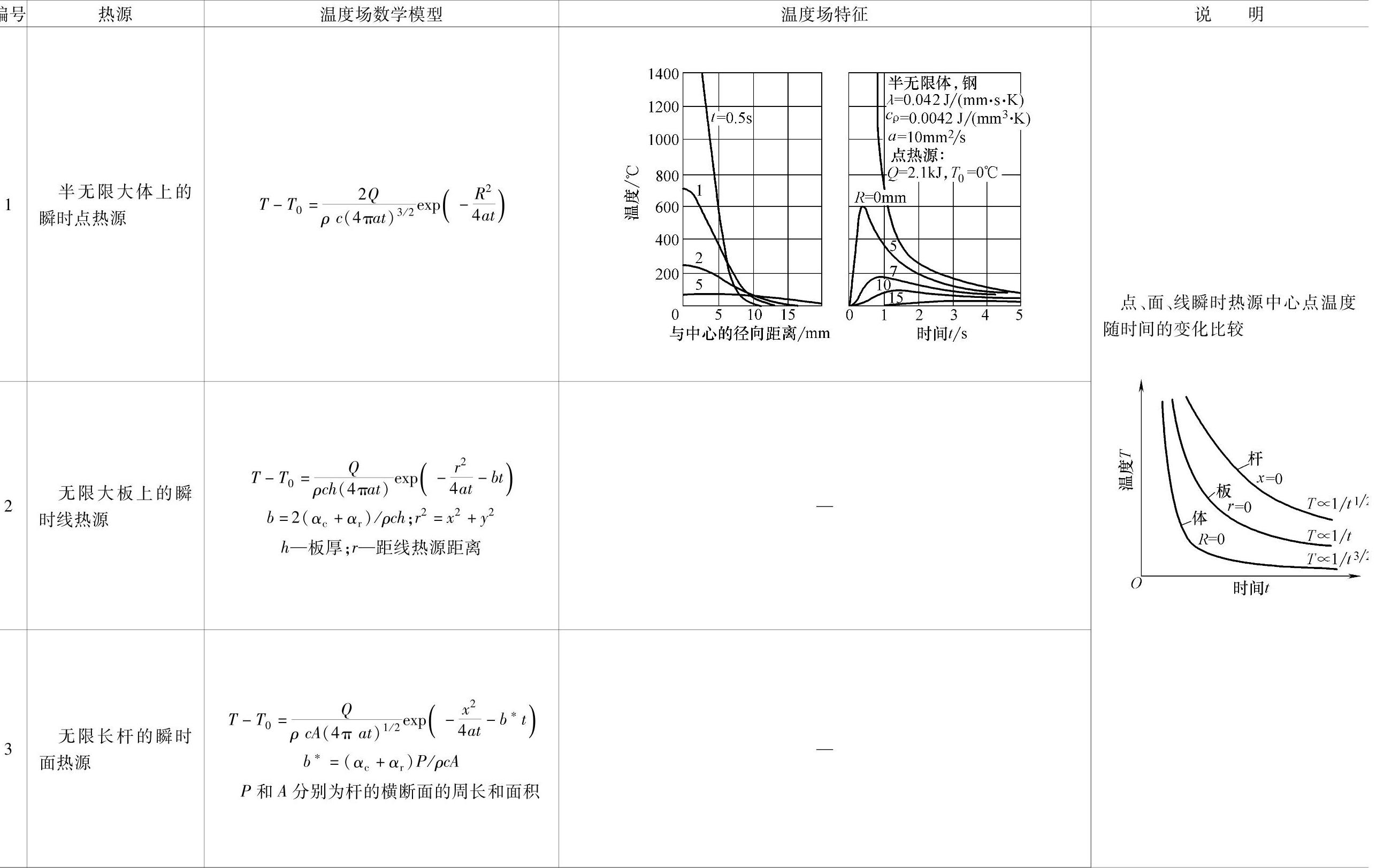
1.5.2.2 几种焊接温度场的解析求解模型
表1.5-3给出了几种血型的焊接温度场的解析求解模型。
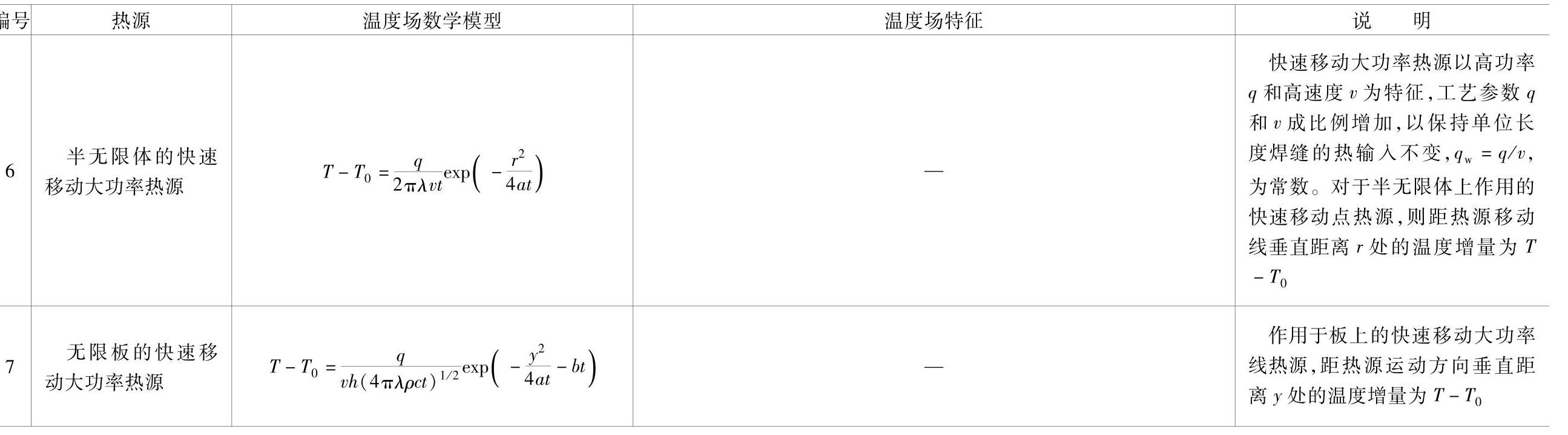
表1.5-3 几种焊接温度场的解析求解模型
(续)

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。