



1.2.2.1 电弧焊的热量
式(1.2-1)为电弧焊有效电弧功率的表达式,式(1.2-2)则为电弧焊焊接热输入的表达式。图1.2-3给出了焊条电弧焊和埋弧焊在焊接过程中的热量分配比较。
W=η0W0=η0UI (1.2-1)
式中 W——有效电弧功率(W);
η0——加热过程功率的有效系数,简称热效率;
W0——电弧功率(W);
U——电弧电压(V);
I——电弧电流(A)。

式中 qv——热输入(J/cm);
η0——热效率;
U——电弧电压(V);
I——电弧电流(A);
v——焊接速度,即电弧移动速度(cm/s)。
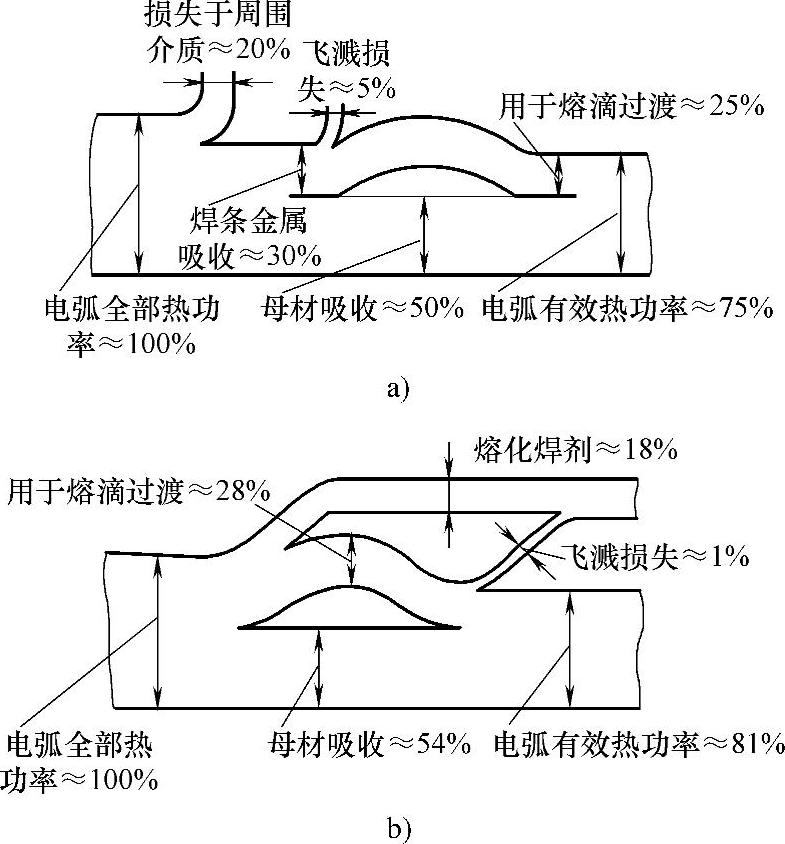
图1.2-3 焊条电弧焊和埋弧焊的热量分配比较
a)焊条电弧焊(I=150~250A,U=35V) b)埋弧焊(I=1000A,U=36V,v=0.6m/min)
1.2.2.2 电阻焊的热量
电阻焊过程中所产生的电阻热表达式如式(1.2-3)所示。
Q=I2Rt (1.2-3)
式中 Q——产生的电阻热(J);
I——焊接电流(A);
R——焊接区总电阻(Ω);
t——通电时间(s)。
1.2.2.3 电渣焊的热量
式(1.2-4)为电渣焊过程中所产生的电渣热表达式。
Q=UIt (1.2-4)(https://www.xing528.com)
式中 Q——电渣热(J);
U——焊接电压(V);
I——焊接电流(A);
t——通电时间(s)。
1.2.2.4 气焊的热量
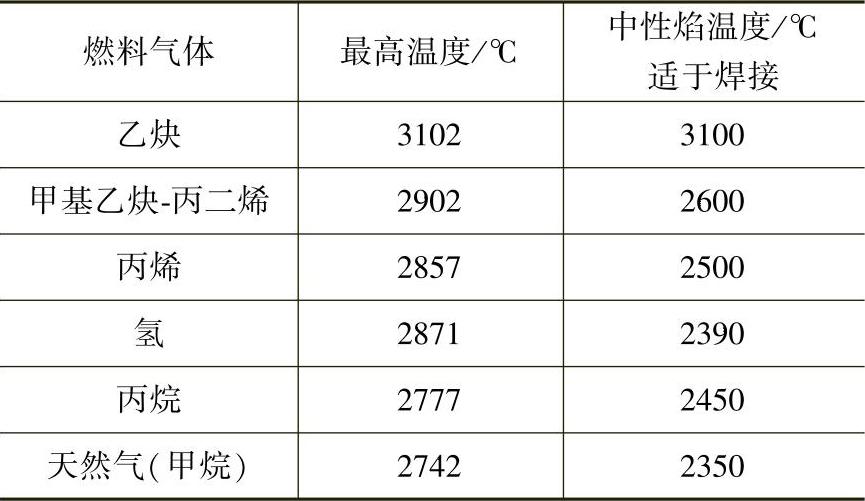
表1.2-4给出了气焊过程中氧燃料气体的火焰温度数据。
表1.2-4 氧燃料气体的火焰温度
1.2.2.5 电子束焊的功率密度
式(1.2-5)为电子束焊接过程中焊接功率密度的表达式。

式中 PD——功率密度(W/cm2);
U——电子枪的加速电压(V)
I——电子束电流(A);
A——在焊件上聚焦的电子束面积(cm2)。
1.2.2.6 激光焊的功率密度
式(1.2-6)为激光焊焊接过程中焊接功率密度的表达式。

式中 PD——功率密度(W/mm2);
P——输入功率(W);
f——透镜的焦距(mm);
θ——激光束最大散射角(°)。
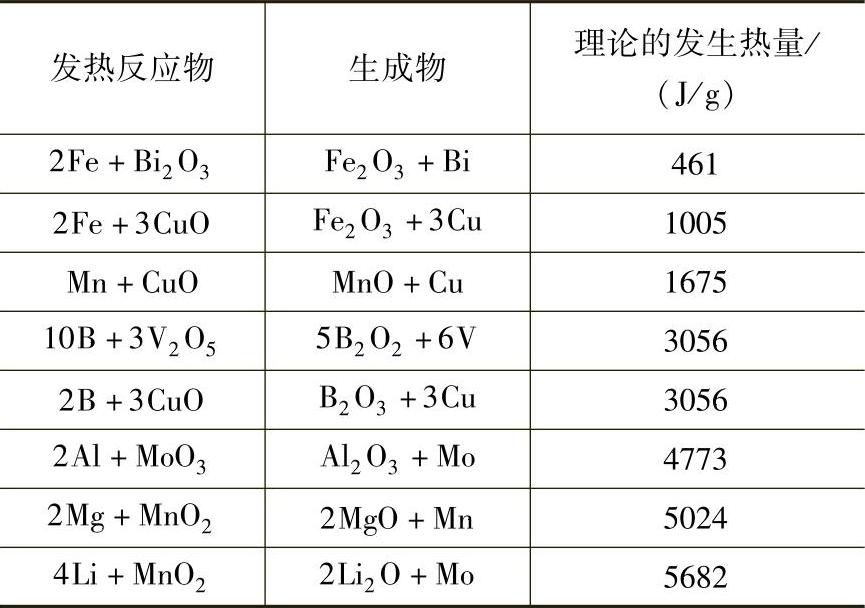
1.2.2.7 铝热焊的热量
表1.2-5给出了铝热焊过程中金属与金属氧化物发热反应在理论上所产生的热量数据。
表1.2-5 金属与金属氧化物的发热反应所产生的热量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。