



氮基气氛是以N2为基本成分并加入适量的添加剂在炉内直接生成或在炉外制备而成的一种可控热处理气氛。在氮基气氛中,N2可占炉内气氛的40%~97.8%(体积分数)。
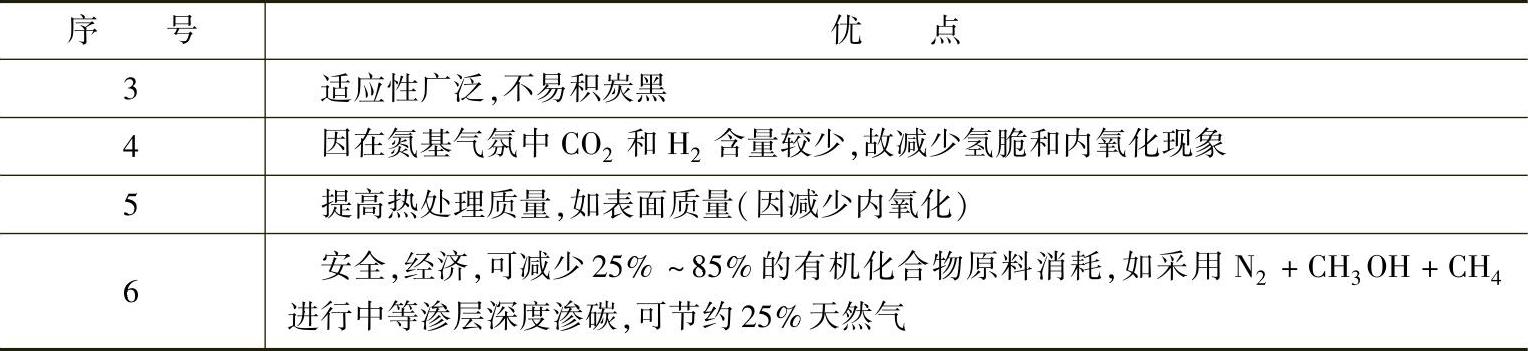
(1)优点 氮基气氛与吸热式气氛相比,具有许多优点,见表4-29。
表4-29 氮基气氛热处理应用的优点

(续)
(2)氮基气氛的特点及其应用
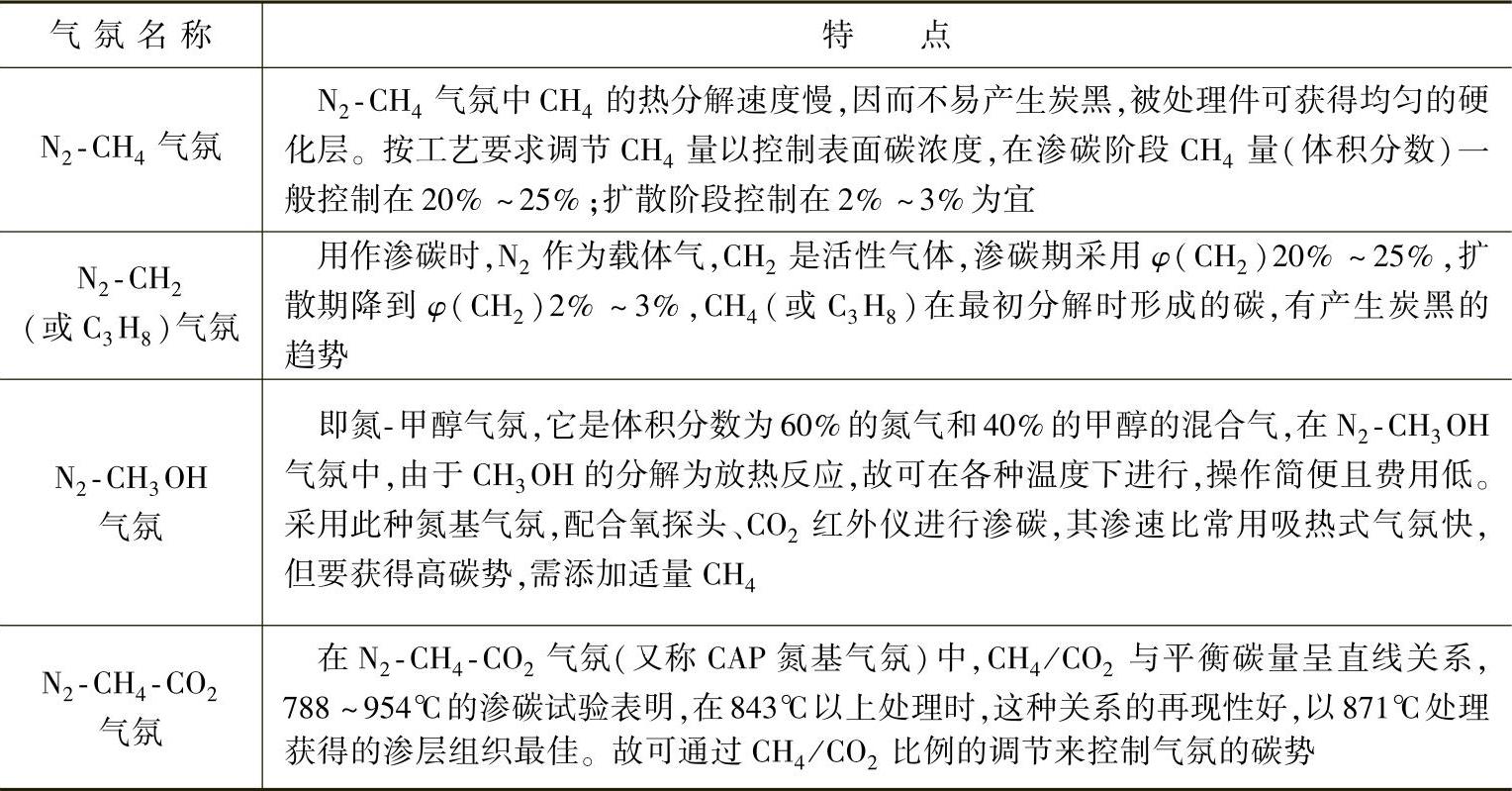
1)特点。几种主要的化学热处理用氮基气氛特点见表4-30。
表4-30 几种主要的化学热处理用氮基气氛特点
2)应用。氮基气氛可用作一般热处理的保护气氛,如球化退火、软化退火、消除应力退火、正火及淬火加热等。为了获得高质量的光洁表面,有时可加入少量的氢或碳氢化合物,加入量最多不超过5%(体积分数),以消除炉内未清除干净氧的不利作用。碳氢化合物的加入量与处理工件的钢种有关,对于碳含量0.2%~0.4%(质量分数)的低碳钢,采用体积分数为N299.5%+CH40.5%的气氛比较合适;对于碳含量0.4%~1%(质量分数)的钢种,则加入的CH4量可达1%(体积分数)。
氮基气氛化学热处理包括氮基气氛渗碳、碳氮共渗及氮碳共渗等。氮基气氛化学热处理可以减少内氧化等缺陷,提高化学热处理质量。
在可控气氛中,N2是作为稀释剂使用的,当气氛中加入一定量的N2时,可以减少原料气的消耗,减少炭黑的形成。试验表明,在渗碳气氛中通入N2,建立碳势的速度加快,碳势增高。这是由于经N2稀释后,炉气的分解率提高,CO和H2O含量降低,碳的活度增大,使反应加速、渗碳速度加快。在氮基气氛中,不仅CO2和H2O含量可减少,而且CO含量也可以适当降低。由于CO2和H2O可与钢中的Cr、Mn、Si等元素发生氧化作用,无疑氮基气氛渗碳可以降低钢件的内氧化程度,提高零件的疲劳强度和破断抗力。研究与应用表明,氮基气氛氮碳共渗的渗速比吸热式氮碳共渗快,而渗层的硬度、耐磨性、耐蚀性相当。这是由于氮的加入降低了氢的含量,减弱了氢的阻渗作用,从而缩短了氮碳共渗时间,节省了能源。
有文献报道,采用氮基化学热处理气氛可节省天然气60%~85%。
(3)氮基气氛的制取 目前,制氧站的副产品工业氮[φ(O2)0.5%~4%]经过去氧处理可获得基本纯氮,然后与天然气或丙烷气等混合制得氮基气氛。
1)瓶装氮气。对于使用量较少,比较分散的用户,难以利用管道输送氮气,可采用瓶装(容积40L)液氮[6m3,液氮的纯度≥99.999%(体积分数),压力15MPa]供给比较方便。
2)液氮。氮气液化后体积缩小至原来的1/643(即在标准状态下,1m3液氮可气化成为643m3氮气),有利于储运。
3)现场制氮(气)。目前多用膜分离制氮法,它是利用聚乙烯微细管状纤维对空气中的氧和氮施行选择吸附的原理制氮的技术。其设备特点:能耗低、可靠性高、寿命长、多种规格[产气量为0.01~5000m3(标态)/h,可同时得到φ(N2)95%~99.9%]、技术可靠、瞬间起动、可实现自动化等。超细化中空纤维膜空分制氮机能耗能减少15%~25%,可降低生产成本约50%。
1.氮-甲醇和吸热式渗碳气氛的应用与比较
(1)渗碳气氛 氮-甲醇气氛是将氮气和甲醇按一定比例(体积分数40%氮气+60%甲醇)直接通入高温的炉内,甲醇在大于700℃时热裂解产生CO和H2,并与N2充分混合,最终分解后炉气的基本组分为40/40/20(N2/H2/CO)型。
而发生炉制备的吸热式气氛是C3H8(丙烷)与空气预先混合后以一定的流速通过装有镍触媒的反应器,在1050℃高温下进行化学反应[C3H8+7.14(0.21O2+0.79N2)=3CO+4H2+5.64N2]而形成的气氛。最终形成的气氛成分(体积分数)大约为23%CO、32%H2、44%N2,以及少量的CO2、H2O、CH4、CmHn(不饱和烃)及极微量的氧。
(2)应用设备与工艺 在实际生产中,1、2号爱协林双排推盘式热处理生产线使用吸热式气氛,富化气为C3H8(丙烷);3号爱协林双排推盘式热处理生产线使用氮-甲醇气氛,富化剂为CH3COCH3(丙酮)。三台生产线规格型号一致,炉压都控制在250Pa,周期相同,主炉换气倍数为0.5。
为保证数据的准确性,选择在实际生产中使用的SAE8620H(相当于20CrNiMoH钢)试棒各9个,分别挂在3条生产线上,在表4-31所列的相同工艺下试棒有效硬化层深度见表4-32。(https://www.xing528.com)
表4-31 渗碳淬火工艺参数

表4-32 有效硬化层深比较 (单位:mm)

三条生产线生产出产品的金相组织都是马氏体+残留奥氏体+无碳化物。
从表4-32可以看出,使用氮-甲醇气氛的3号生产线比使用以丙烷为原料气的吸热式气氛的1、2号生产线有效硬化层深度增加15%左右。为使采用氮-甲醇气氛的3号生产线的数据与使用吸热式气氛的1、2号生产线的数据达到一致,通过对3号生产线氮-甲醇气氛的渗碳工艺不断调整,最后确定其渗碳工艺(见表4-33)。
表4-33 优化渗碳淬火工艺参数

注:炉压为250Pa;淬火油为好富顿G油;油温为70℃;淬火油搅拌速度为1500r/min。
氮-甲醇气氛比吸热式气氛渗碳速度快,这主要是因为炉气中CO+H2总量较高,导致碳传递系数值较高,渗碳的反应速度加快。氮-甲醇气氛和吸热式气氛理论上的体积分数分别为20%CO、40%H2和23%CO、31%H2。用爱协林公司渗碳仿真软件计算的氮-甲醇气氛、吸热式气氛的碳传递系数β分别为1.246×10-5cm/s和1.15×10-5cm/s,这也可以证明,前者渗碳速度快于后者。
(3)节能降耗效果 以氮-甲醇气氛为载气的渗碳气氛和以丙烷为原料气制备的吸热式气氛相比,前者的渗碳速度能提高15%。对单台生产线使用两种气氛的成本进行核算,使用氮-甲醇渗碳气氛的成本仅为使用以丙烷为原料气的吸热式渗碳气氛的成本的75%。
2.氮基气氛应用实例
表4-34为氮基气氛应用实例
表4-34 氮基气氛应用实例
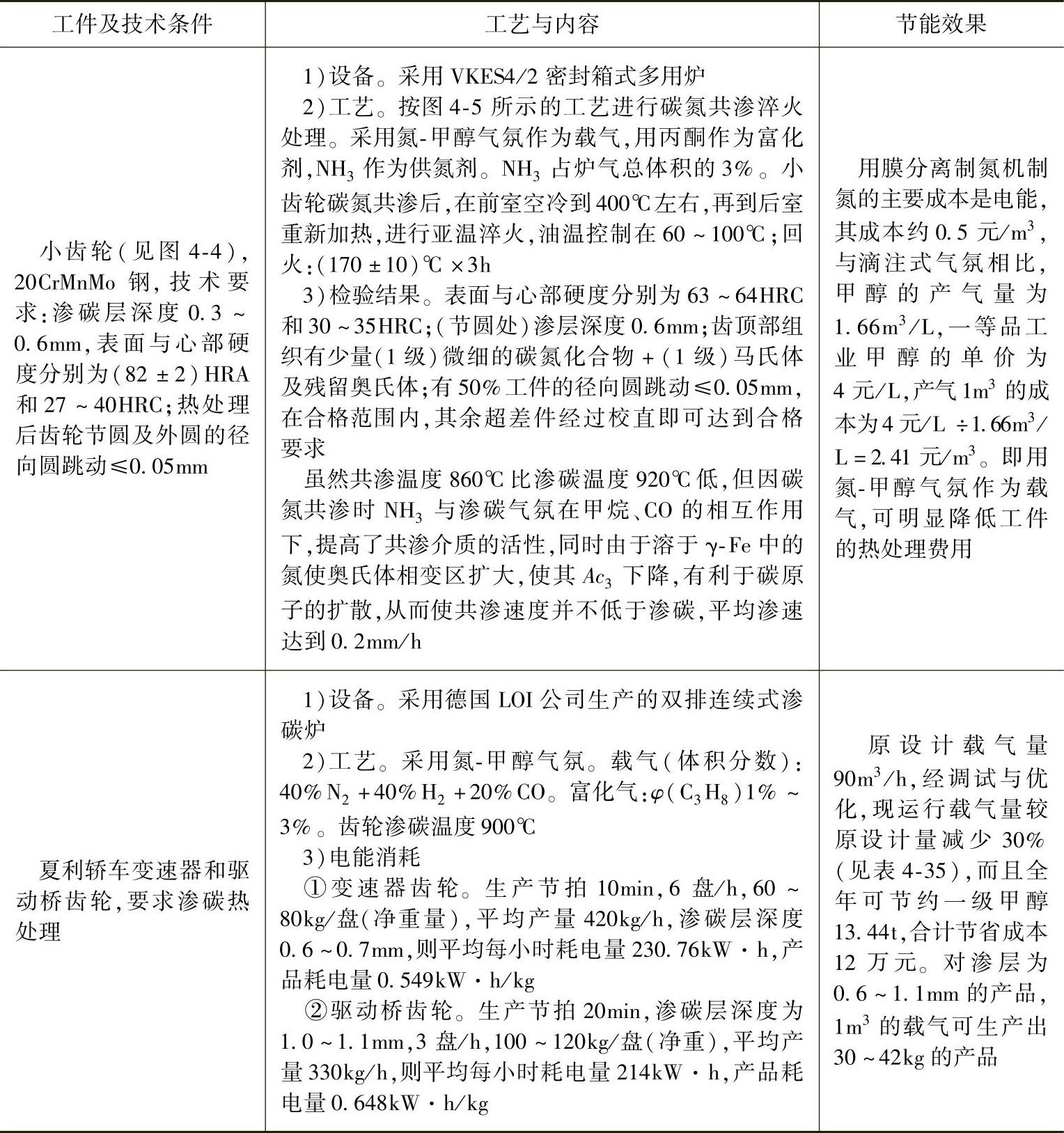
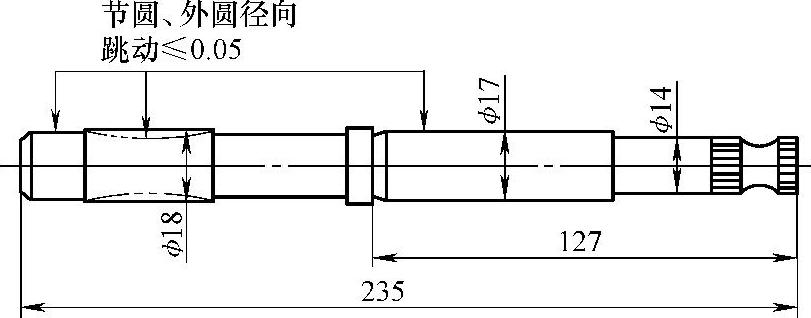
图4-4 小齿轮示意
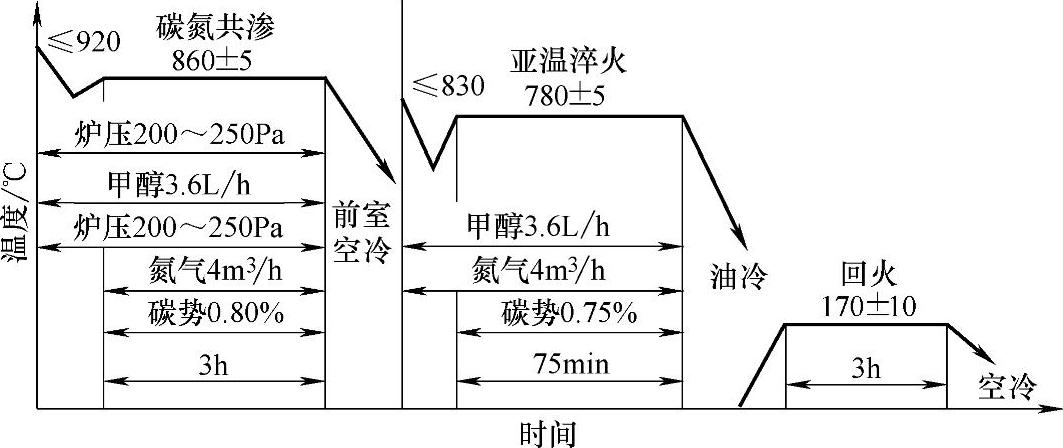
图4-5 小齿轮热处理工艺曲线
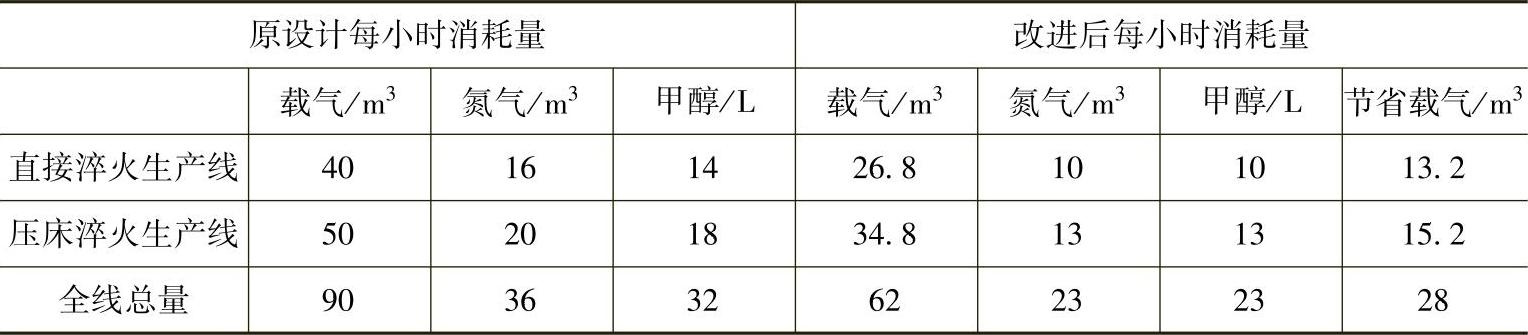
表4-35 连续式渗碳炉介质用量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。