



接触电阻加热淬火是利用通以低的电压(2~5V)、大的电流(80~800A)的电极与工件表面间的接触电阻发生的热量加热工件表面,同时又利用工件本身的热传导冷却,达到表面局部淬火(自行冷却淬火)的工艺。手工操作时硬化层深度为0.07~0.13mm,机械操作时则为0.2~0.3mm,硬度为50~62HRC。接触电阻加热装置示意如图2-21所示。
手工操作时接触电极一般用炭棒或纯铜,机械淬火设备则常用2个或4个纯铜滚轮(ϕ50~ϕ80mm)。轮缘花纹有直线形、S形、鱼鳞形或锯齿形,滚轮以1.5~3.0m/min线速度移动,加在滚轮上的压力为40~60N。变压器用自耦变压器,常用电压2~3V,电流400~600A,加在电极上的压力为39~59N。
(1)技术特点 该技术使用加热设备简单,操作灵活,工件畸变小,由于淬火冷却采用自行冷却淬火方式,因此节省了淬火冷却介质,淬火后不需要回火,节省了能源。接触电阻加热淬火能够提高工件表面硬度和耐磨性、抗擦伤能力,但淬硬层较薄。
(2)应用与效果 该技术适用于各类工件的小批生产及设备维修,如各种机床的导轨淬火与维修,工模具、曲轴、气缸套等复杂工件的表面淬火。
将渗硫剂涂敷于机床导轨,进行电接触表面渗硫淬火,从导轨使用4~5年的情况表明,这一技术更能提高耐磨与抗擦伤能力。
表2-98 电子束淬火应用实例
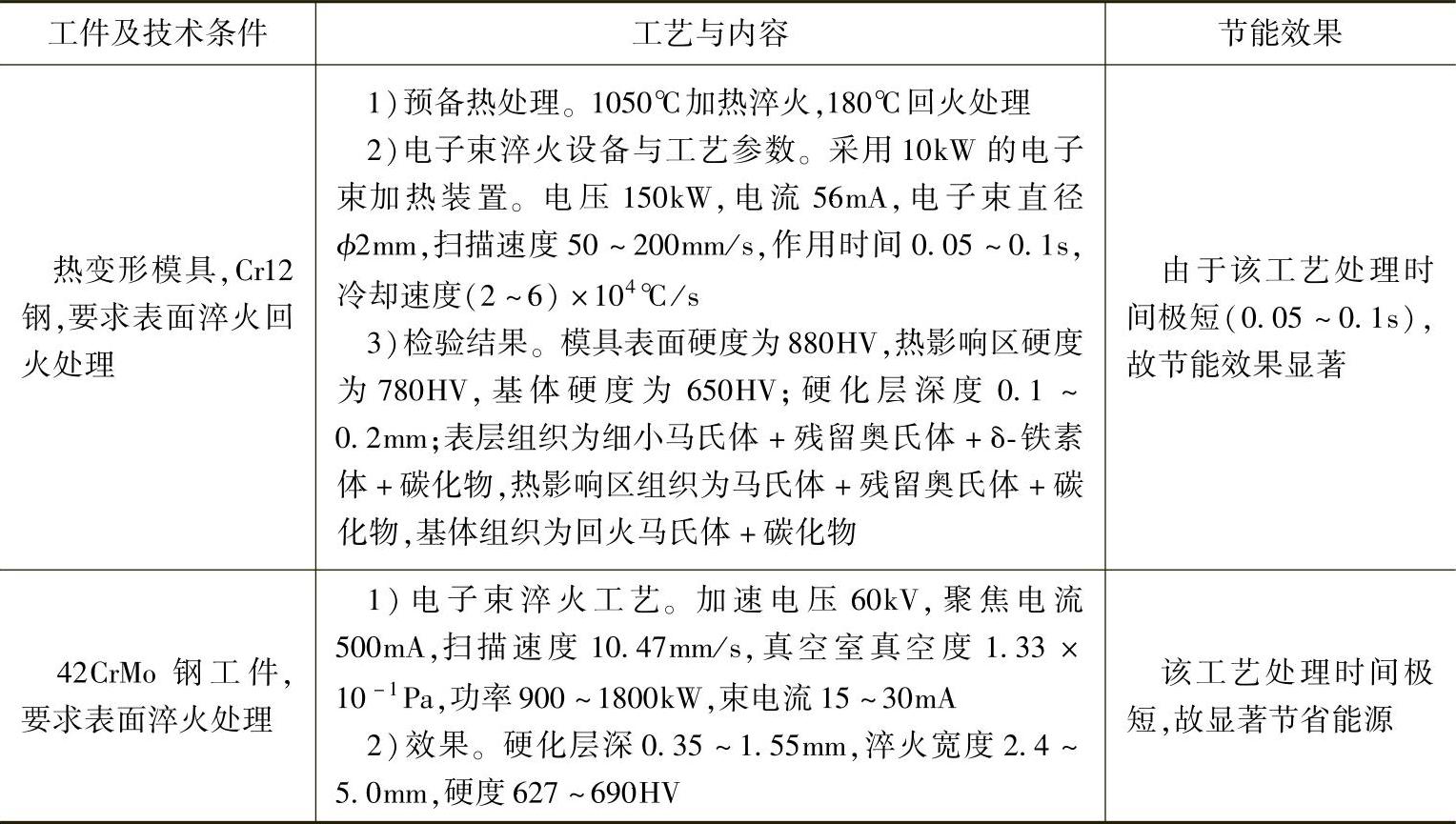
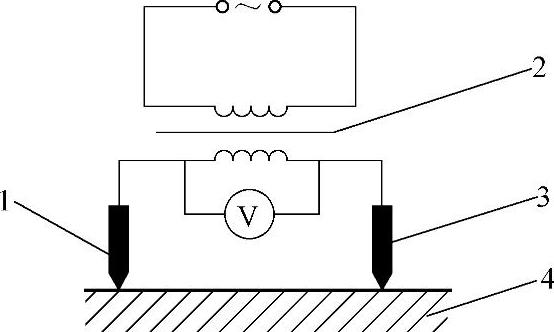
图2-21 接触电阻加热装置示意(https://www.xing528.com)
1、3—纯铜滚轮电极 2—变压器 4—工件(如机床导轨)
(3)接触电阻加热淬火应用实例 见表2-99。
表2-99 接触电阻加热淬火应用实例
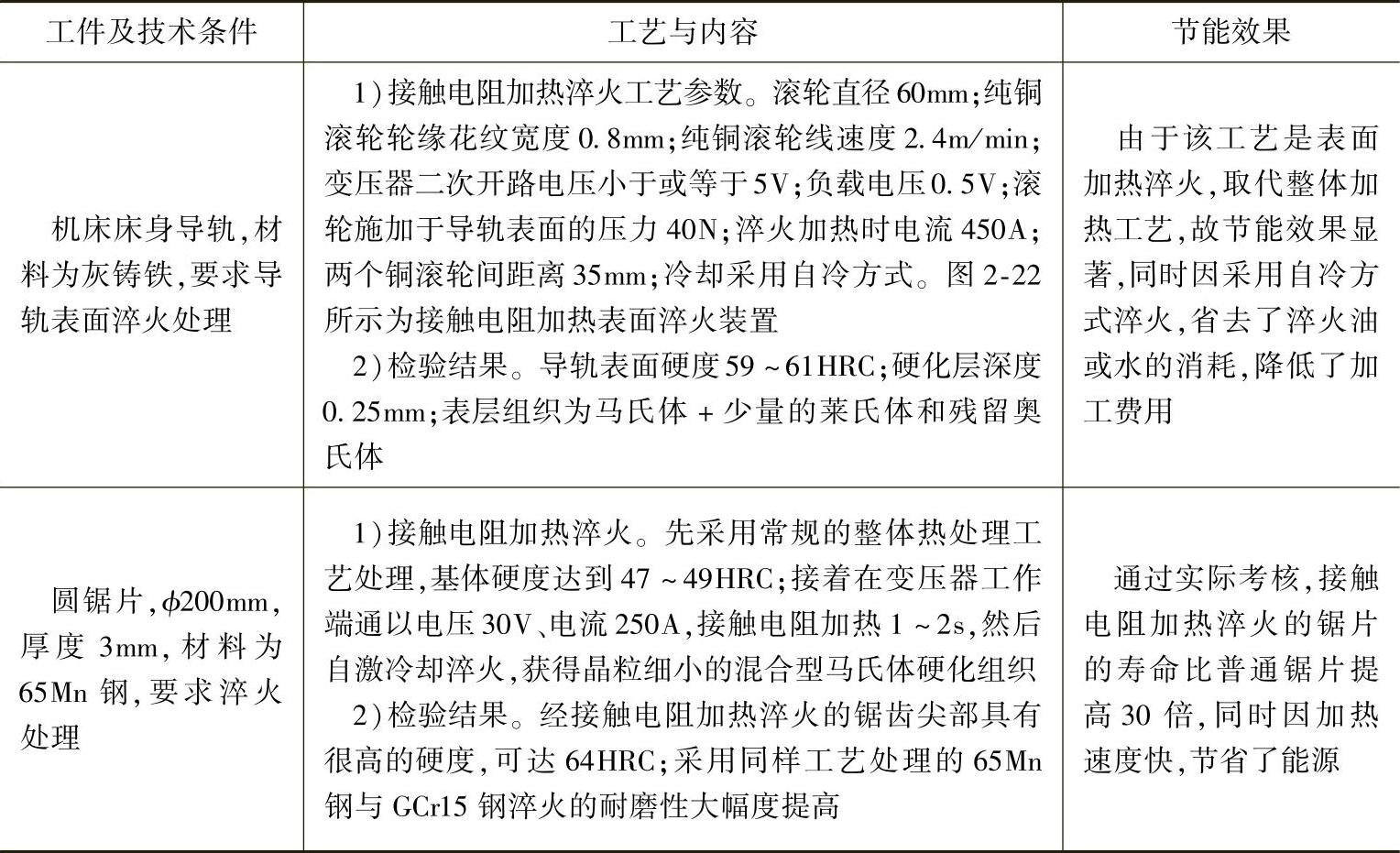
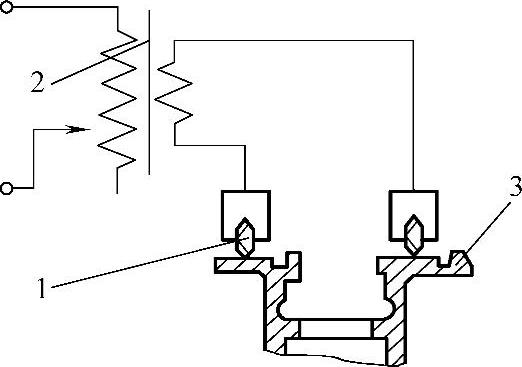
图2-22 接触电阻加热淬火装置示意
1—滚轮电极 2—变压器 3—床身
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。