



【摘要】:高频感应电阻加热淬火是把工件要淬硬的部分作为感应器导体回路的一部分,用高频电流对工件表面同时进行感应加热和电阻加热,然后切断电源自冷淬火。与传统的高频感应加热相比,高频感应电阻加热能使工件表面加热电流更集中、密度更大、加热速度更快,因此具有节能效果。表2-87 高频感应电阻加热淬火特点2)该技术可用于齿条、轴类的零件淬火和各种凸轮轴、气缸内表面的强化处理等。高频感应电阻加热淬火应用实例 见表2-88。
高频感应电阻加热淬火是把工件要淬硬的部分作为感应器导体回路的一部分,用高频电流对工件表面同时进行感应加热和电阻加热,然后切断电源自冷淬火。图2-19所示为高频感应电阻加热原理。与传统的高频感应加热相比,高频感应电阻加热能使工件表面加热电流更集中、密度更大、加热速度更快,因此具有节能效果。用这种方法加热,工件表面的功率密度是传统感应加热的数倍,可以对工件表面实施高能率热处理,可在部分场合替代渗碳或碳氮共渗处理。

图2-19 高频感应电阻加热原理
1、6、8—电触头 2、5—感应器 3—试样 4—高频电源 7—高频感应加热区 9—电流
(1)电参数 感应电源通常为50~250kHz,功率为70~200kW,加热时间为6~14.5s。
(2)技术特点及应用
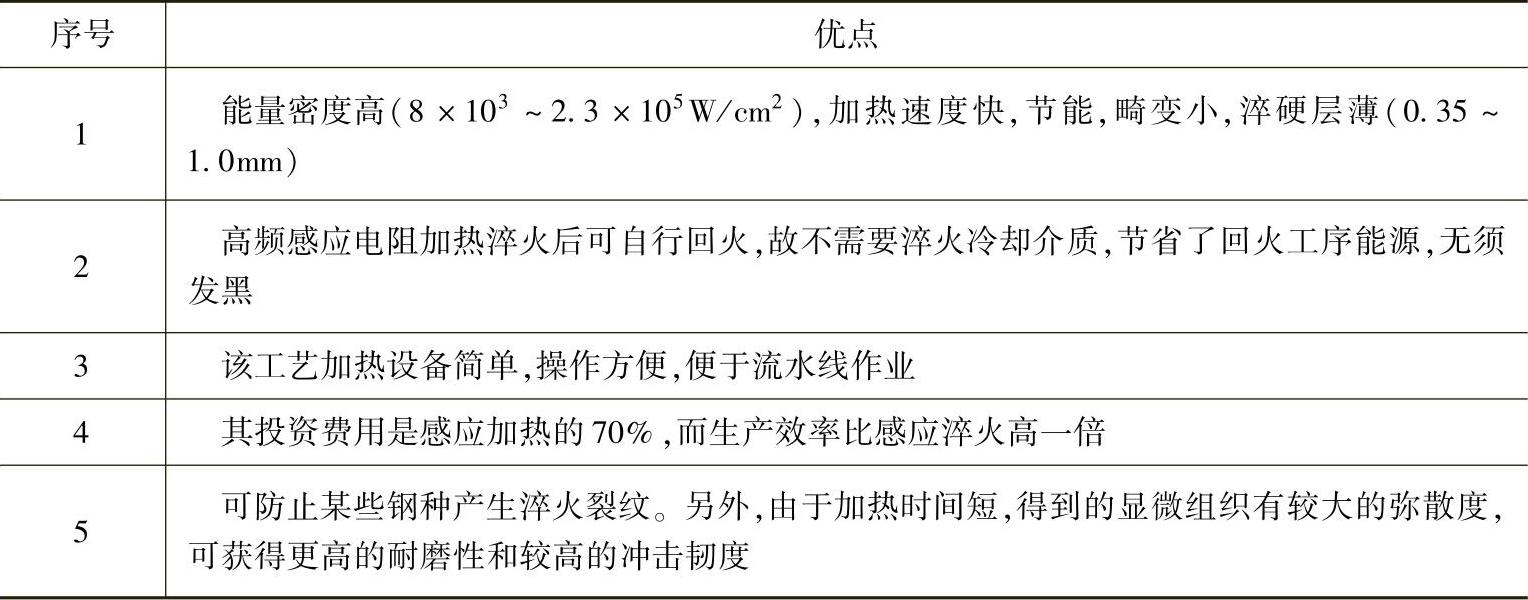
1)高频感应电阻加热淬火特点见表2-87。
表2-87 高频感应电阻加热淬火特点
 (https://www.xing528.com)
(https://www.xing528.com)
2)该技术可用于齿条、轴类的零件淬火和各种凸轮轴、气缸内表面的强化处理等。
(3)高频感应电阻加热淬火应用实例 见表2-88。
表2-88 高频感应电阻加热淬火应用实例
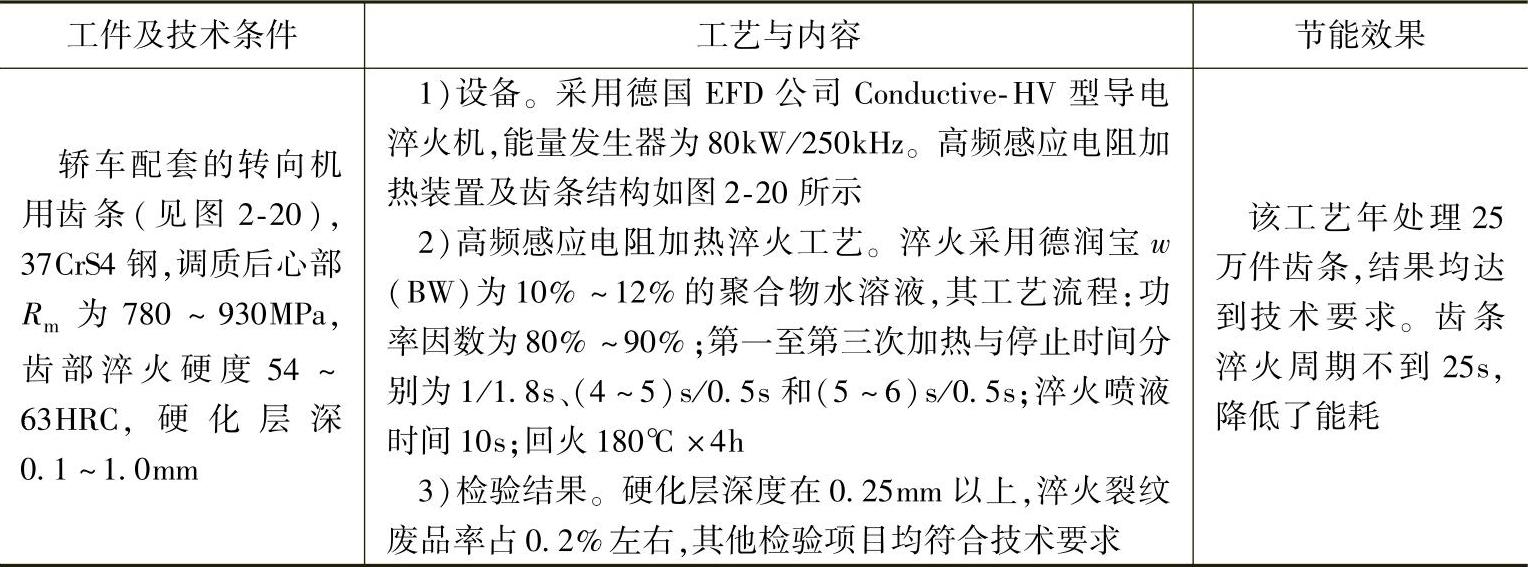

图2-20 高频感应电阻加热装置及齿条结构
1—接触头 2—感应器 3—齿条齿部
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。