



1.亚温淬火及其应用实例
亚温淬火也称两相区加热淬火,它是亚共析钢在略低于Ac3温度奥氏体化后的淬火。亚温淬火温度范围是在Ac3以下的双相区,即奥氏体+铁素体相区。由于铁素体相的存在,经亚温淬火的工件具有较好的韧性和塑性,可以降低亚共析钢淬火裂纹倾向。同时,因加热淬火温度降低,还可以相应节省能耗。
一般认为,亚温淬火后必须进行较高温度回火,才能充分发挥出强韧化效果。一般可在500~600℃范围回火。
亚温淬火可以提高许多结构钢的室温及低温韧性,降低钢的脆性转变温度,抑制钢的可逆回火脆性。例如经800℃亚温淬火并高温回火的35CrMnSi钢,在抗拉强度Rm相同的情况下,比常规调质时的同钢种的室温冲击值提高了1倍左右;35CrMo钢亚温淬火可使其脆性转变温度降低20~60℃;亚温淬火可抑制35CrMnSi、40CrNi等钢的可逆回火脆性。
(1)亚温淬火工艺
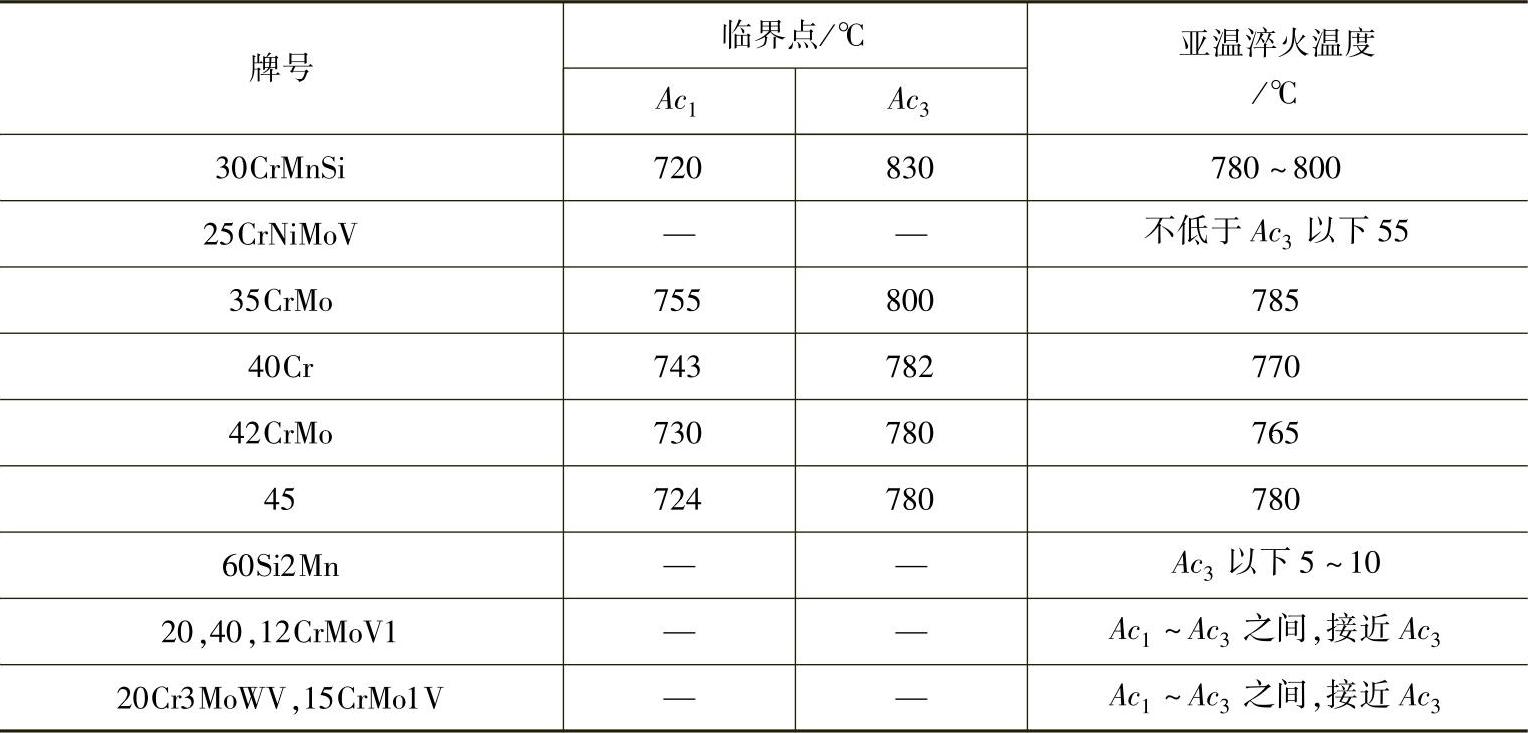
1)亚温淬火的加热温度。各种钢材均有对应于获得力学性能(包括硬度)最佳配合的淬火温度,推荐的亚温淬火温度见表2-59。一般认为亚温淬火温度以略低于Ac3为宜。
表2-59 对各钢种推荐的亚温淬火温度
2)亚温淬火的加热时间。在保证组织充分转变的前提下,延长保温时间对淬火效果无益,反而会增加能源的消耗。
3)亚温淬火加热。直接升温进入Ac1~Ac3两相区时,铁素体为未溶相,更有益于晶粒细化,故强韧化效果更好。
4)控制残留铁素体的数量。关于未溶铁素体的最佳含量,有不同的说法,如体积分数为5%~15%,以及25%~30%。但残留铁素体数量不宜过多。
5)亚温淬火后的回火。低于200℃的回火不能发挥亚温淬火的强韧化效果。200℃以上温度回火时,随着回火温度升高,硬度下降,韧性明显上升。允许采用比常规淬火、回火温度较低的温度进行回火,从而使工件在获得相同的硬度下具有较好的韧性。
6)钢中碳含量对亚温淬火效果的影响。对12CrNi3、25、35、35CrMo、40Cr、42CrMo及45钢的研究表明,随着钢中碳含量的增加,亚温淬火效果逐渐减弱。
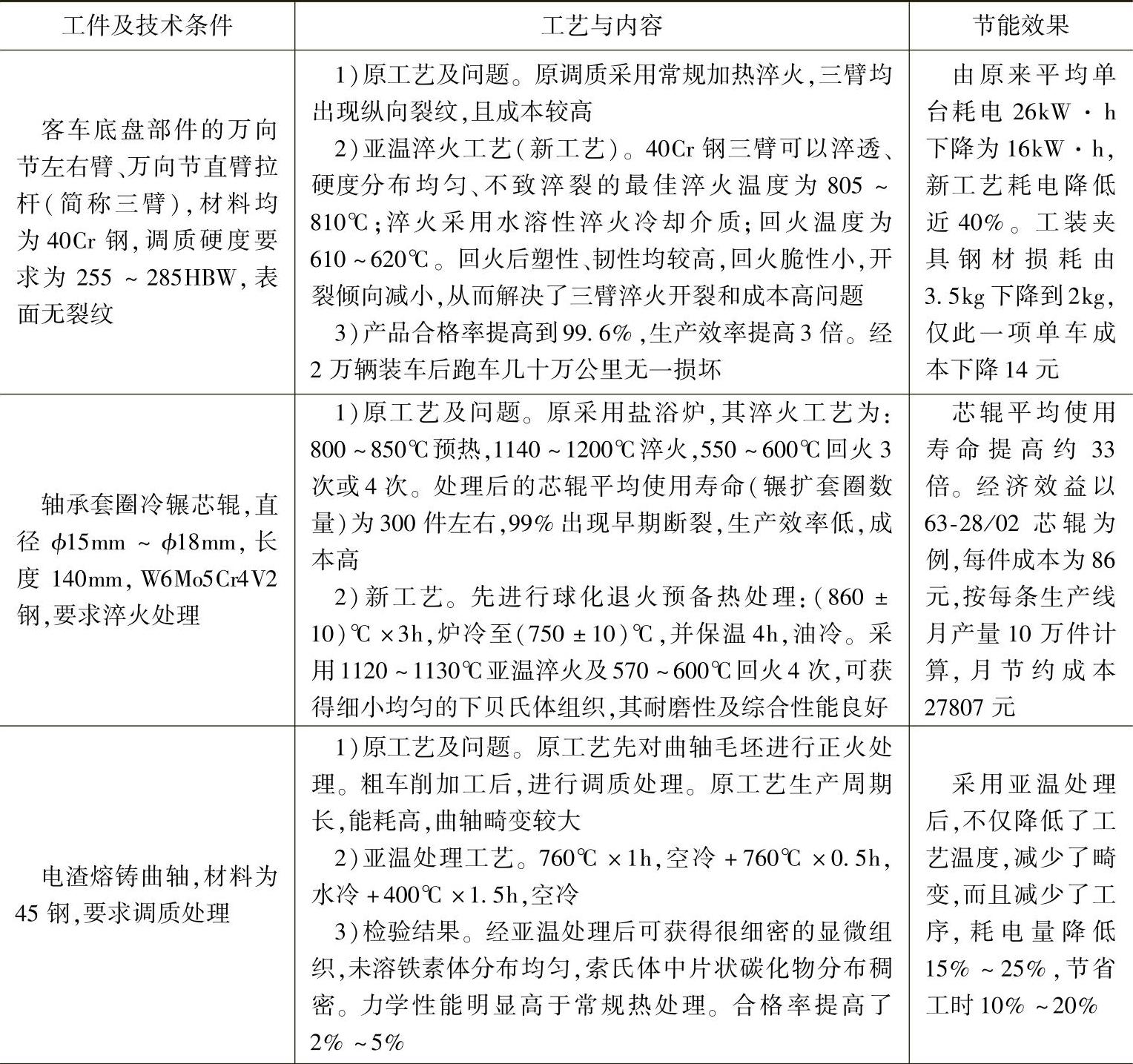
(2)亚温淬火应用实例 见表2-60。
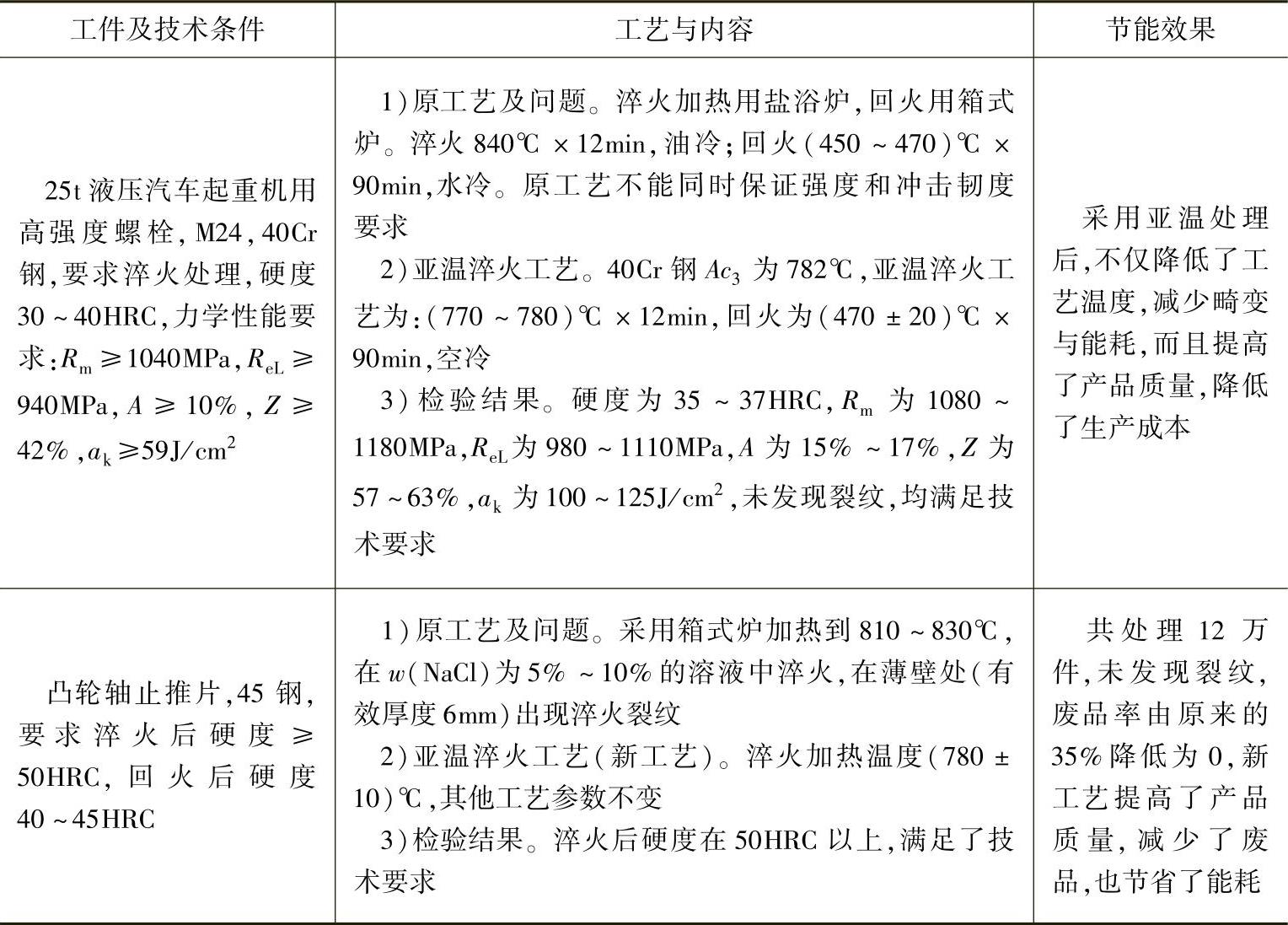
表2-60 亚温淬火应用实例
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
2.亚温退火、正火及其应用
(1)亚温退火 对于合金渗碳钢,为改善其切削加工性能,往往采用较长时间的等温退火。例如在完全奥氏体化以后,冷却至600℃左右等温处理数小时,其硬度可降低至160~200HBW。如果为不影响完全奥氏体化而采用亚温退火工艺,即加热至Ac1+0.30(Ac3-Ac1)的温度等温处理,那么可获得细晶粒铁素体及球状碳化物,不仅可使切削加工性大为改善,并且可节约33%~50%的加热时间,即相应降低了能耗。
(2)亚温正火 亚共析钢在Ac1~Ac3温度加热,保温后空冷的热处理工艺,称为亚温正火。亚共析钢经热加工后,先共析相大小适中,分布均匀,只是由于珠光体片层间距较大,硬度较低。在此情况下,为了改善其切削加工性能,可进行亚温正火。该工艺还可以改善含有粒状贝氏体亚共析钢的强韧性,如15SiMnVTi钢可进行770℃的亚温正火处理。
在实际生产中,为了改善中碳合金钢的切削加工性能,传统的方法是采用调质或正火+高温回火工艺。处理后切削加工性能虽有所改善,但有时效果不够理想。对此,可采用亚温正火工艺,不仅可以显著改善切削加工性能,而且节约能源、降低成本,且对最终使用性能无影响。
亚温正火时,要获得理想的加工硬度,其关键是改善组织结构,通过控制加热温度,抑制碳化物对奥氏体的溶入量及奥氏体的均匀化,使奥氏体处于失稳状态,从而抑制冷却过程中粒状贝氏体的形成条件。例如,经常规正火+高温回火的30SiMn2MoVA钢金相组织中碳化物弥散度大,并伴有粒状贝氏体。改用亚温正火工艺处理后,其碳化物弥散度减小,粒状贝氏体消除,切削加工性能明显改善,加工质量提高。
30SiMn2MoVA钢亚温正火工艺:(750±15)℃×60min+炉外坑冷;30CrNi3A钢亚温正火工艺:(760±10)℃×60min+空冷。
亚温正火要求:炉温均匀;对30CrNi3A钢出炉空冷时,要将其迅速均匀散开,自然冷却;对30SiMn2MoVA钢冷却时,要将其置入在加盖的铁筒中自然冷却,装入量要适宜。
亚温正火获得的细小晶粒结构与未溶铁素体各相组织间的合理配合,不但可改善工件的切削加工性能,并使其具有良好的综合力学性能,如表2-61所示。
表2-61 亚温正火后的力学性能

对于球墨铸铁,已经广泛采用部分奥氏体化或低碳奥氏体化正火,实质上也就是亚温正火。如部分奥氏体化正火可获得破碎铁素体,并且由于适当缩短保温时间,使奥氏体中碳含量降低,从而获得显著强韧化效果。
对于一般稀土-镁球墨铸铁而言,其升温部分奥氏体化正火,可获得破碎铁素体的加热温度范围是810~870℃;降温部分奥氏体化的温度范围为850~940℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。