



1)在可能的条件下提高炉温,可大大加快工件表面升温速度,从而缩短工件的加热时间。图2-1所示为钢件在不同炉温的炉子中加热时表面达到规定温度的时间,有把炉温从900℃提高到925℃时使钢件加热时间从2h缩短到0.5h的数据,因此该方法节能效果显著。
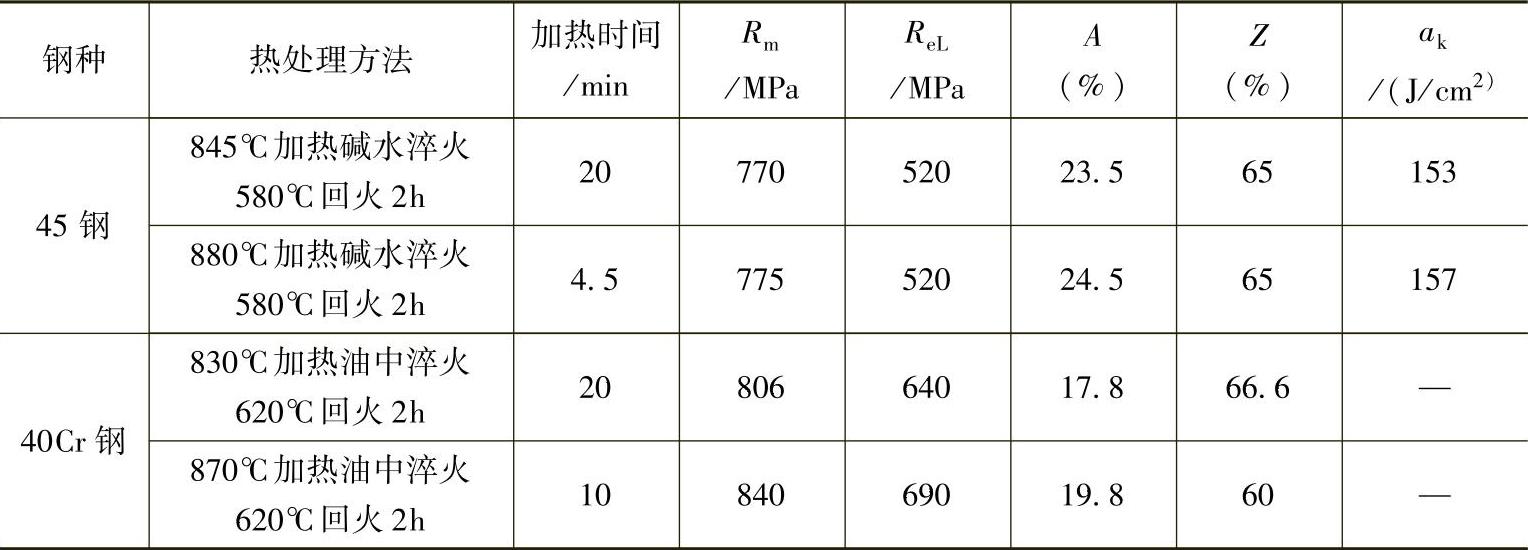
生产实践证明,只要将淬火温度、回火温度或渗碳温度比常用温度提高几十摄氏度,就可以明显缩短加热时间。由于快速加热时,形核多,而加热时间短,钢材晶粒来不及长大,所以实际上快速加热总是得到晶粒度更为细小的组织。由表2-11可见,提高温度不仅能显著缩短加热时间,也完全能保证零件的性能要求。
表2-11 45钢、40Cr钢快速加热后的力学性能
德国Ipsen公司用传感器控制或计算机模拟实现了可控制快速回火,即提高回火温度,采取短时保温或“零”保温方法。例如在190℃回火10min可代替160℃回火2h,而在300℃回火则无须保温,即“零”保温。
2)提高加热温度对于缩短化学热处理周期也是十分有利的。有资料介绍,将渗碳温度从920℃提高到950℃,渗碳时间可以缩短,并可节约20%的能源;如果将渗碳温度提高到980~1010℃,可使渗碳时间缩短40%~50%。
3)盐浴炉加热速度比箱式炉快4倍,同时又因盐浴炉不易氧化脱碳,加热温度均匀,温度也易控制,有时可以作为快速加热的设备。
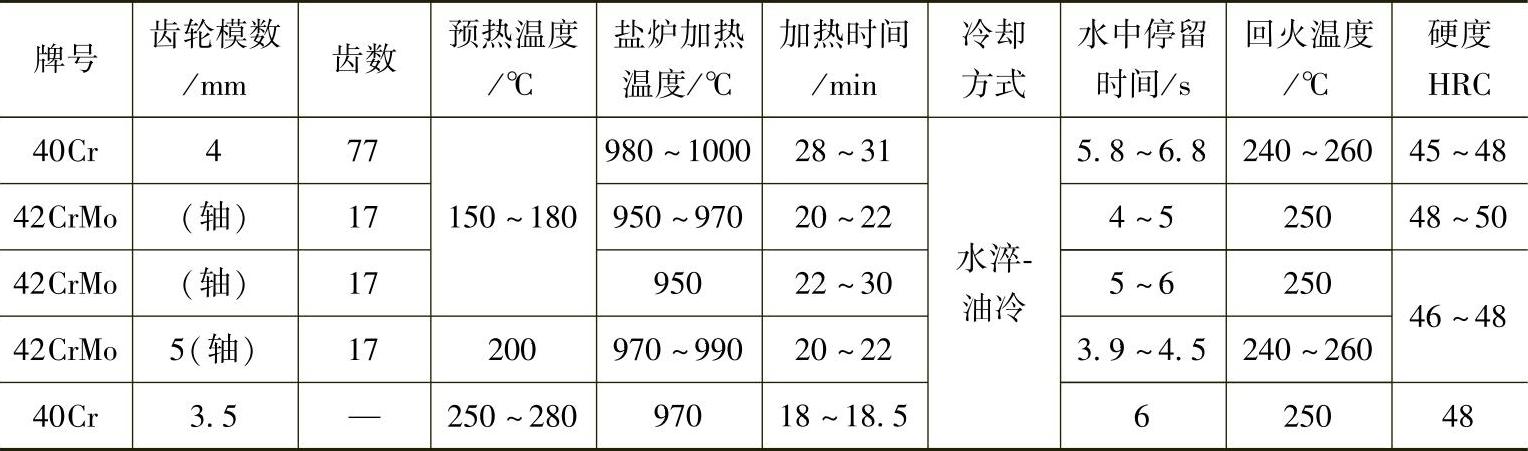
以表2-12中所列的中碳合金结构钢制齿轮(模数3.5~5mm)为例,盐浴炉快速加热时工艺参数的选择如下:预热温度在150~180℃;加热温度在950~970℃;加热时间为25~28s;盐浴的容积要求为工件直径至少要小于盐浴炉直径50mm;淬火冷却介质为w(NaCl)=5%~10%水溶液,盐水中停留时间按工件有效厚度计算,既要使工件表面盐脱落掉,又要保证工件的淬火硬度要求,一般淬火4~6s后油冷。
表2-12 中碳结构钢、合金结构钢小模数齿轮盐浴快速加热与冷却参数
 (https://www.xing528.com)
(https://www.xing528.com)
盐浴快速加热淬火后的齿轮寿命普遍提高3~5倍。齿轮内孔的畸变完全可以控制在公差范围之内。
4)(高温)快速加热淬火。预先将炉温升至高于淬火所需的温度,然后将工件装炉并停止供热(电)。当炉温下降到淬火温度时,开始供热(电)并控制温度,工件透烧后取出淬火。快速加热淬火时炉温约比淬火温度高出100~200℃。当原始炉温为950~1000℃时,工件在不同介质中的加热系数见表2-13。
表2-13 快速加热淬火时的加热系数(min/mm)

(高温)快速加热淬火法适用于低、中碳的碳素钢及低合金钢。例如,16Mn钢制手拉起重机吊钩采用快速加热淬火工艺,克服了原工艺周期长、工件硬度偏低的缺点。
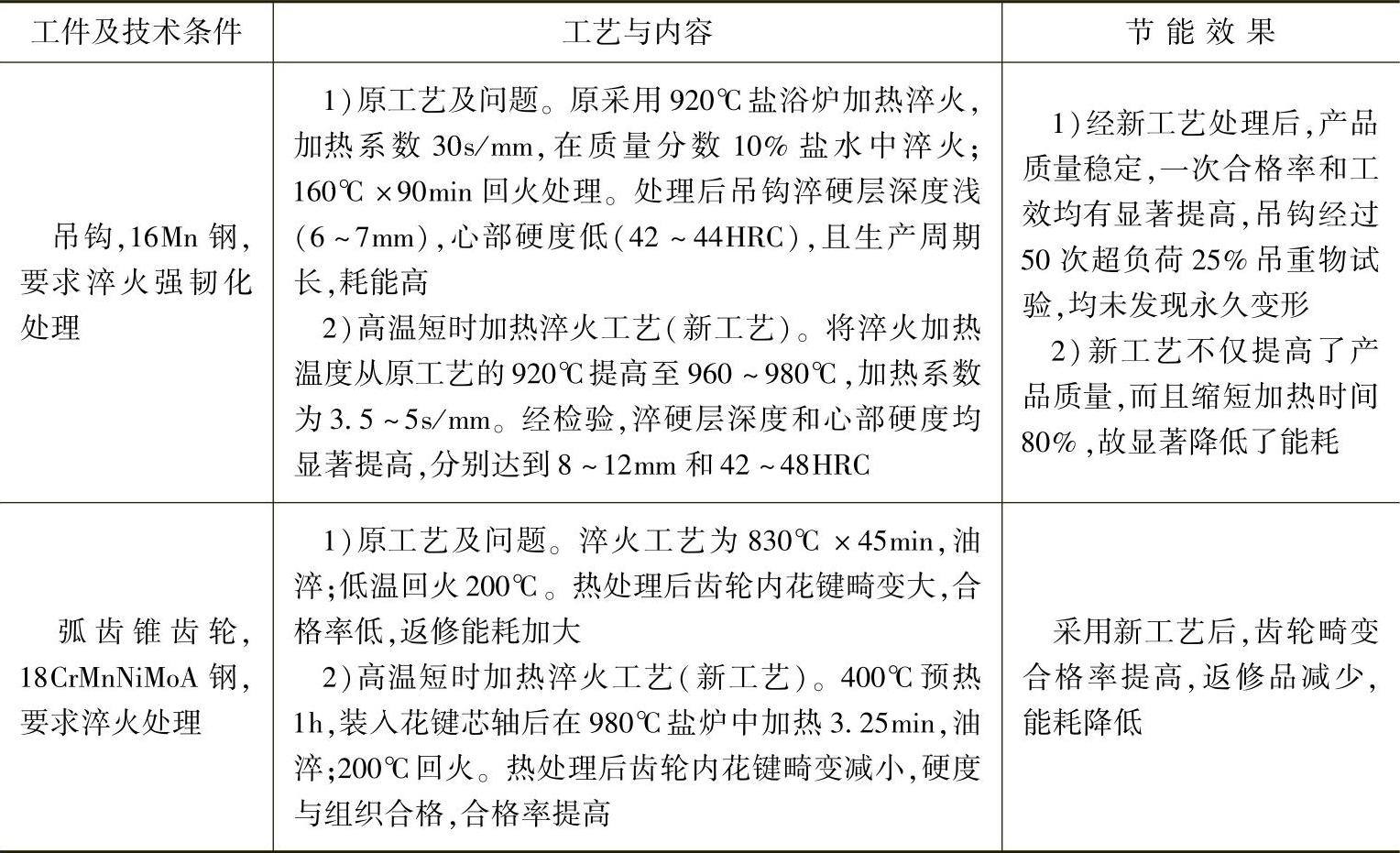
5)提高炉温的快速加热方法应用实例见表2-14。
表2-14 提高炉温的快速加热方法应用实例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。