



热处理加热温度和加热保温时间是一般热处理最重要的工艺参数。在保证工件质量的前提下,若能将加热时间缩短,则是一个明显的节能措施。
近年来,国内外的热处理工作者对钢的淬火加热时间做了大量的试验工作,通常认为钢件加热到预定的温度后,就完成了必要的组织转变和扩散,不需要继续保温很长时间。这样,加热时间将会缩短很多,既减少了钢在高温下的氧化脱碳,减少钢材损耗,又节省了大量能源。
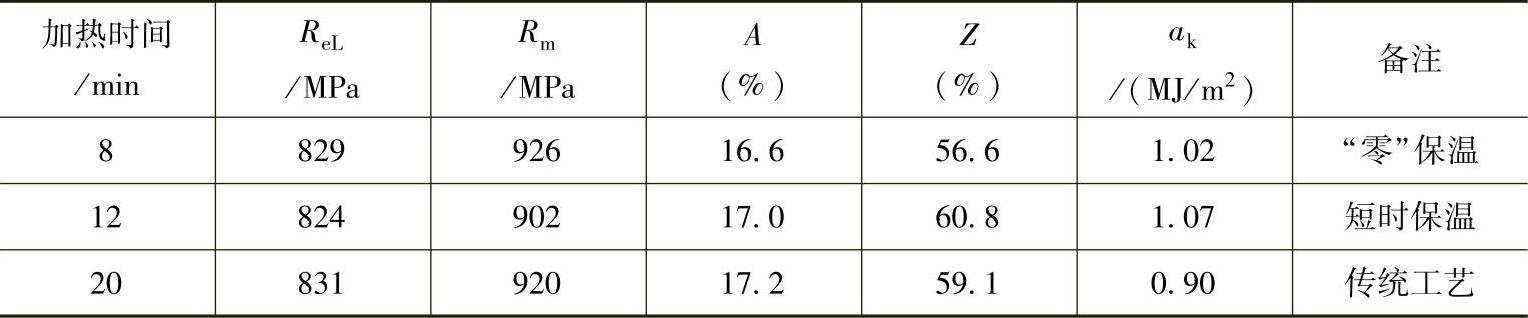
1)不均匀奥氏体化淬火。传统的观点认为,钢件的淬火加热必须完成透烧过程,而且达到规定的奥氏体化温度后还需保持一定时间,使钢中碳化物和合金元素充分溶解,并在奥氏体均匀后才能淬火冷却,以获得理想的力学性能。近代研究指出,碳素钢和低合金结构钢在奥氏体化温度下,其碳化物溶解和均匀化过程很快,即使在奥氏体不均匀状态下淬火,也可以得到满意的力学性能,见表2-2。
表2-2 ϕ20mm钢棒(45钢)在830℃保持不同时间淬火和550℃回火后的力学性能
 (https://www.xing528.com)
(https://www.xing528.com)
注:ReL——(下)屈服强度,Rm——抗拉强度,A——伸长率,Z——断面收缩率,ak——冲击韧度,下同。
对于高碳、高铬的合金工具钢、高速钢,由于其中有大量难溶于奥氏体的碳化物,奥氏体的均匀化需要较长时间。这些钢的热导率也小,为避免表面与心部产生较大温差,导致畸变与开裂,应适当延长加热保温时间。
2)缩短加热时间的途径有:①采取“零”保温淬火、正火及调质方法;②快速加热缩短时间;③减少和取消一些不必要的预热、分段加热的工艺过程;④尽量不采用随炉升温加热方式;⑤减少工装夹具和料盘的重量,使工件本身的加热时间缩短;⑥提高设备利用率,尽可能采用连续生产方式,使工件基本上保持在炉体稳定蓄热期间工作;⑦对工艺周期长的化学热处理采用催渗方法;⑧充分利用感应、激光束、电子束等快速加热方式,缩短加热时间。
需要注意的是,缩短加热时间应根据钢种、工件尺寸、装炉量等情况通过实验确定,经优化后的工艺参数一旦确定后要认真执行,只有这样才能取得显著的节能效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。