



1.叉管车夹(图8-56)

图8-56 叉管车夹
a)工艺草图 b)夹具结构图 1—快卸垫圈Z267303 2—连接板Z900025 3—简式正方形垫板Z200205 4—一竖槽支承Z211220 5—垂直圆基础板Z141015 6—回转支座Z812305 7—沉孔钻模板Z438235 8—简式正方形垫板Z220115 9—二竖槽正方形支承Z202215 10—加筋角铁Z237210 11—沉孔钻模板Z438215
组装说明
该零件具有空间多面角的特点,按常规计算非常麻烦,所以推荐采用计算机将空间多面角转化为一个角度和一个坐标系。这样,可以任意选取两个孔和法兰盘底面定位,将角度利用回转支座调出。
2.接管嘴车夹(图8-57)

图8-57 接管嘴车夹
a)工艺草图 b)夹具结构图 1—双向夹紧卡爪Z852105 2—连接板Z900005 3—一竖槽长方形支承Z211210 4—平压板Z500015 5—垂直圆基础板Z141005 6—简式长方形支承Z210210 7—简式长方形支承Z210215 8—简式长方形垫板Z210110 9—纵槽钻模板Z43610 5
组装说明
由于此零件属毛坯状态,没有规则的基准面,因此,采用双向夹紧卡爪起自定心的作用。其次,左右移动和上下移动利用纵槽钻模板与一螺栓顶点解决,保证尺寸(5±0.1)mm。
3.弯管头车夹(图8-58)
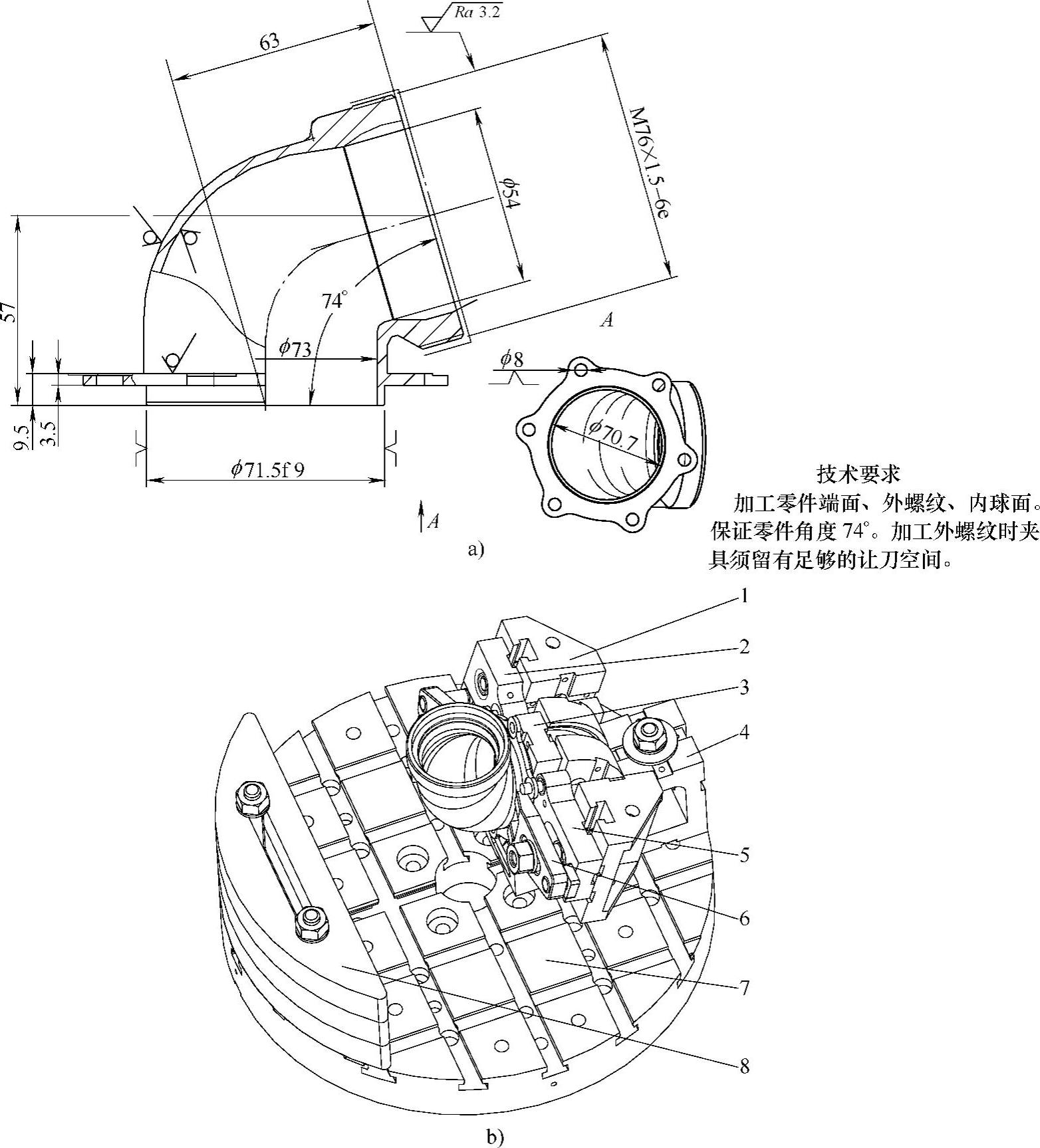
图8-58 弯管头车夹
a)工艺草图 b)夹具结构图 1—加筋角铁Z237210 2—沉孔钻模板Z438215 3—强固长方形垫板Z215210 4—回转支座Z812305 5—沉孔弯头钻模板Z431210 6—宽头叉形压板Z588210 7—垂直圆基础板Z141015 8—平衡块Z909045
组装说明
利用回转支座保证零件角度,使用计算机确定管嘴中心位置。
4.摇臂车夹(图8-59)(https://www.xing528.com)

图8-59 摇臂车夹
a)工艺草图 b)夹具结构图 1—快换钻套(特制) 2—强固长方形垫板Z215105 3—强固长方形垫板Z215110 4—伸长压板Z501005 5—八等分法向圆基础板Z146605
组装说明
此零件为毛坯件,故利用大内径钻套将零件下凸台面托起,加以弹簧,以摇臂臂端一侧面定位压紧。该夹具主要以自定心方式保证零件中心与加工回转中心一致。
5.连接管车夹(图8-60)

图8-60 连接管车夹
a)工艺草图 b)夹具结构图 1—平衡块Z909040 2—垂直圆基础板NB-Z141015 3—角度支承Z252220 4—伸长板Z271055 5—沉孔钻模板Z438210 6—宽头叉形压板Z588205 7—三竖槽长方形支承Z213210
组装说明
以零件的2×ϕ6.5mm孔定位,保证加工孔和垂直圆中心孔的中心线共线。由于该零件的孔径较大,因此,需要组装高强度的夹具,提升夹具自身的稳定性。零件下壁面须装有可调节托点,以防止加工时因受力过大而导致零件变形。
6.转动块车夹(图8-61)

图8-61 转动块车夹
a)工艺草图 b)夹具结构图 1—回转支座Z812305 2—连接板Z900010 3—伸长板Z271040 4—伸长压板Z200210 5—平压板Z500030 6—垂直圆基础板Z141005
组装说明
此零件为长方形块状,因此可以直接采用其三个垂直面定位,再利用回转支座保证角度32°。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。