



1.吊环钻模(图8-1)

图8-1 吊环钻模
a)工艺草图 b)夹具结构图 1—两面槽钻模板Z437235 2—三竖槽长方形支承Z213215 3—快换钻套Z403056 4—正方形基础板Z101010 5—叉形压板Z588015 6—简式长方形垫板Z210205 7—简式长方形垫板Z210115 8—简式V形支承Z262005 9—简式正方形垫板Z200115 10—纵槽钻模板Z436110 11—伸长压板Z501010
组装说明
利用简式V形支承对零件外圆进行定位,耳片用快换钻套端面进行活动定向,保证端头定位面距快换钻套3孔的位置尺寸(135±0.1)mm。
2.拉杆钻模(1)(图8-2)

图8-2 拉杆钻模(1)
a)工艺草图 b)夹具结构图 1—大头叉形压板Z588105 2—V形垫板Z260140 3—V形支承板Z260230 4—两面槽侧中孔支承Z320205 5—简式正方形垫板Z200105 6—左角铁Z236210 7—伸长压板Z501015 8—沉孔支承环Z922615 9—伸长板Z271050 10—简式正方形支承Z200210 11—二竖槽正方形支承Z202220 12—中孔定位板Z326035 13—二竖槽正方形支承Z202215 14—长方形基础板Z111020 15—沉孔支承环Z922620 16—连接板Z900005 17—一竖槽长方形支承Z211210 18—V形垫板Z260215 19—快换钻套T403040 20—中孔定位板Z325030 21—中孔定位板(特制)
组装说明
零件材料较硬,切削力大,因此要求夹具强度高,夹具体采用过桥式结构,以提升夹具的稳定性。按要求保证尺寸(154.5±0.1)mm,一侧采用可调式定位。
3.拉杆钻模(2)(图8-3)

图8-3 拉杆钻模(2)
a)工艺草图 b)夹具结构图 1—键槽定位角铁Z233110 2—专用销 3—平弯头钻模板Z431010SF 4—简式长方形垫板Z210110 5—长方形基础板NB-Z111015-1 6—伸长压板Z501005 7—连接板Z900010 8—快换钻套T403030 9—下横槽左立式钻模板Z434315 10—快换钻套T403020 11—一竖槽长方形支承Z211215 12—简式长方形支承Z210210 13—偏心长方形垫板Z217130 14—纵槽钻模板Z436110 15—自定心卡盘 16—带尾分度盘
组装说明
此钻模用于钻两个方向(成45°角)上的孔,因此用带尾分度盘进行等分。用自定心卡盘夹紧零件,在伸长板上调出钻孔的位置。用专用销确定零件的角度关系,在零件下面应有活动的顶紧结构并压紧,以保证零件在加工过程中不颤动。
4.拉杆钻模(3)(图8-4)

图8-4 拉杆钻模(3)
a)工艺草图 b)夹具结构图 1—销棒 2—十字槽左弯头钻模板Z432230SF 3—一竖槽滑动支承Z424105 4—两面槽钻模板Z437205 5—沉孔钻模板Z438205 6—平压板Z500015 7—薄头V形支承板Z260305 8—连接板Z900010 9—正方形基础板Z101005
组装说明
由于此零件两个需要加工孔的距离较小,不能排开两个钻模板。因此,用滑动支承来调节两个钻孔的位置。用两个弯头钻模板和销棒控制零件所加工孔的孔距。以ϕ29mm的孔定位,用薄头V形支承板活动定向。
5.连杆钻模(图8-5)

图8-5 连杆钻模
a)工艺草图 b)夹具结构图 1—平压板Z500015 2—快换钻套Z403025 3—双向夹紧器Z215220 4—快换钻套Z852205 5—正方形基础板Z101010 6—一竖槽长方形支承Z211210 7—简式长方形垫板Z210115 8—平弯头钻模板Z431005SF
组装说明
此零件需要保证所钻孔在轴的中心,所以用双向夹紧器定位夹紧。从零件的右端面取尺寸,保证零件尺寸42mm。在零件的下端面用钻套端面活动定向,用弯头钻模板确定钻孔位置。
6.接管嘴钻模(图8-6)

图8-6 接管嘴钻模
a)工艺草图 b)夹具结构图 1—两面槽钻模板Z437215 2—强固长方形支承Z215105 3—一竖槽长方形支承Z211210 4—左角铁Z236210 5—平压板Z500020 6—V形垫板Z260120 7—V形垫板Z260115 8—双向夹紧器Z852205 9—上抬式端齿分度盘Z801040 10—键槽定位角铁Z233115 11—纵槽钻模板Z436105 12—快换钻套T403020
组装说明
由于该零件较小,其定位与压紧非常麻烦,因此利用双向夹紧器对其进行定位夹紧,实现自定心功能,利用端齿分度盘等分。在工件定向方面,利用销轴定斜面的一条线保证其角度位置。
7.支座钻模(1)(图8-7)

图8-7 支座钻模(1)
a)工艺草图 b)夹具结构图 1—快换钻套T403030 2—沉孔钻模板Z438240 3—简式长方形支承Z210210 4—一竖槽长方形支承Z211225 5—沉孔钻模板Z438225 6—一竖槽长方形支承Z211205 7—一竖槽长方形支承Z211220 8—两面槽钻模板Z437205 9—一竖槽长方形支承Z211215 10—长方形基础板Z111035 11—简式正方形垫板Z200105 12—二竖槽正方形支承Z202210 13—连接板Z900035 14—伸长板Z271040 15—沉孔钻模板Z438215 16—沉孔钻模板Z438235
组装说明
利用两沉孔钻模板对2个ϕ12mm孔进行定位,根据尺寸要求保证孔距尺寸。注意:上下引导应留有足够的空刀,以保证铰刀顺利通过。
8.支座钻模(2)(图8-8)
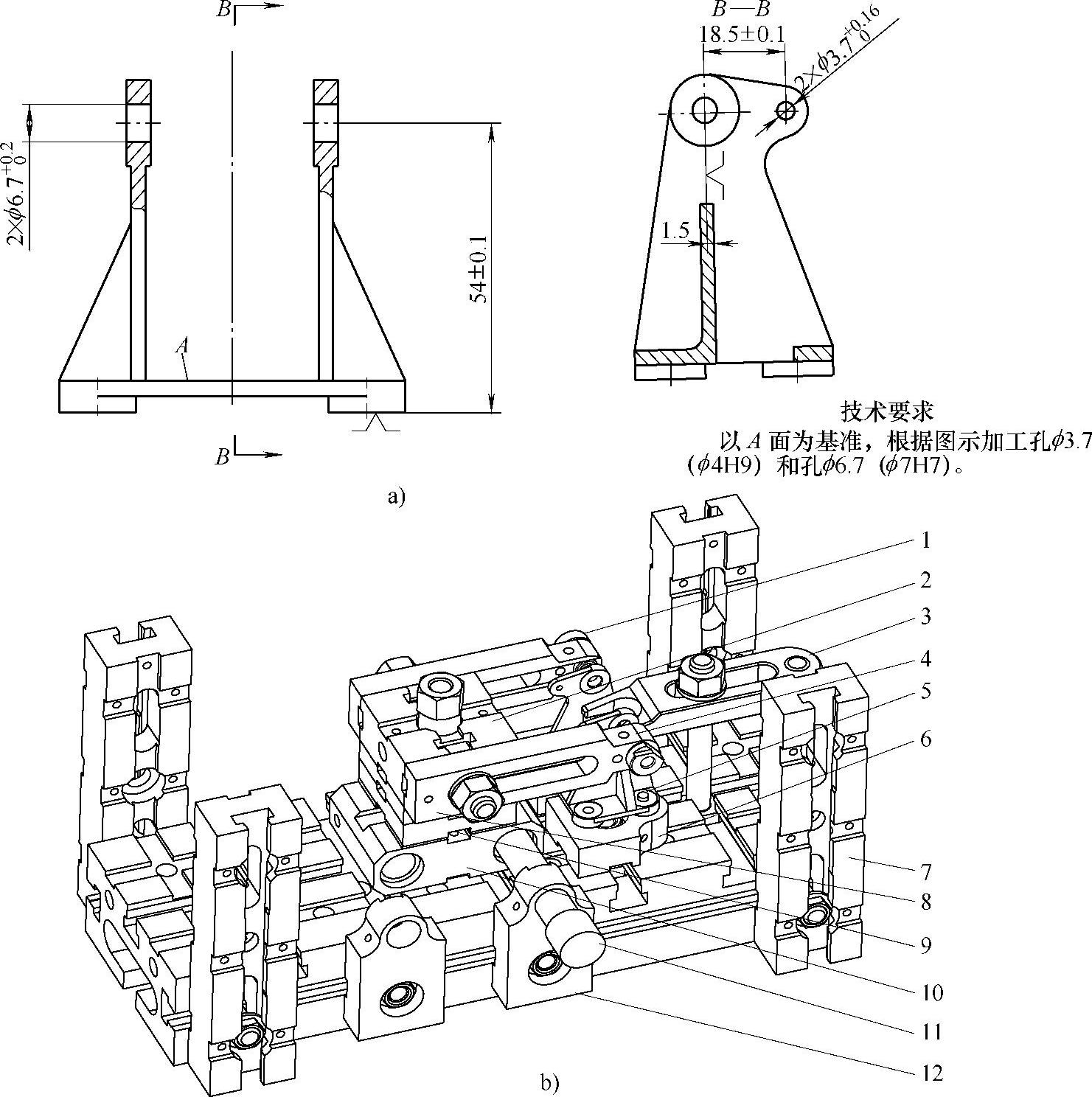
图8-8 支座钻模(2)
a)工艺草图 b)夹具结构图 1—快换钻套Z430020 2—二竖槽端孔支承Z322205 3—叉形压板Z588015 4—纵槽钻模板Z436110 5—定位销 6—沉孔钻模板Z438205 7—伸长板Z271015 8—简式正方形垫板Z210110 9—简式正方形垫板Z210115 10—一竖槽滑动支承Z424105 11—ϕ18插销 12—沉孔钻模板Z438220
组装说明
零件以底面和底面上的孔定位并压紧,在一竖槽滑动支承上面的钻模板上安装二竖槽端孔支承,中间按照需要加入适当的支承件,使其槽口安装钻模板后达到零件钻孔位置的高度要求。钻模板安装在十字键槽中心,以保证两个钻模板上引导孔的同轴度。再利用一竖槽滑动支承上的ϕ18mm孔,在基础板上安装两个插孔结构,使钻模板能正确定位在所需的位置上(前后滑动)。最后在基础件上安装上翻转时用作底面的伸长板。
9.支臂钻模(1)(图8-9)

图8-9 支臂钻模(1)
a)工艺草图 b)夹具结构图 1—下横槽立式钻模板Z433335 2—长方形导向支承Z421205 3—简式长方形支承Z210210 4—三叶快卸垫圈Z627302 5—正方形支座Z350015 6—平压板Z500010 7—二竖槽正方形支承Z202220 8—二竖槽正方形支承Z202215 9—加筋角铁Z237205 10—长方形基础板Z111015 11—V形垫板Z260105 12—简式长方形垫板Z210105 13—一竖槽长方形支承Z211220 14—快换钻套T403025 15—薄头V形支承Z260315
组装说明
由于此零件形状比较特殊,为了保证孔距尺寸,采用对称旋转式结构,利用垫板、垫片等调整好孔距尺寸,通过两次旋转,达到尺寸要求。在定位方式上,采用反向定位顶紧,以便降低空刀尺寸。
10.支臂钻模(2)(图8-10)

图8-10 支臂钻模(2)
a)工艺草图 b)夹具结构图 1—大头叉形压板Z588105 2—带肩钻套T413015 3—连接板Z900010 4—键槽定位角铁Z233110 5—简式长方形垫板Z210105 6—一竖槽长方形支承Z211205 7—右角铁Z235210 8—加筋角铁Z237205 9—连接板Z900020 10—长方形基础板Z111060 11—强固长方形支承Z215230 12—简式长方形垫板Z210110 13—键槽定位角铁Z233105 14—正方形支座Z350015
组装说明
由于该零件孔距尺寸的精度较高,钻削量较大,因此,使用钻模板不是最佳方案,应利用键槽定位角铁连接正方形支座,这样在精度与强度上要好于使用钻模板。
11.支臂钻模(3)(图8-11)
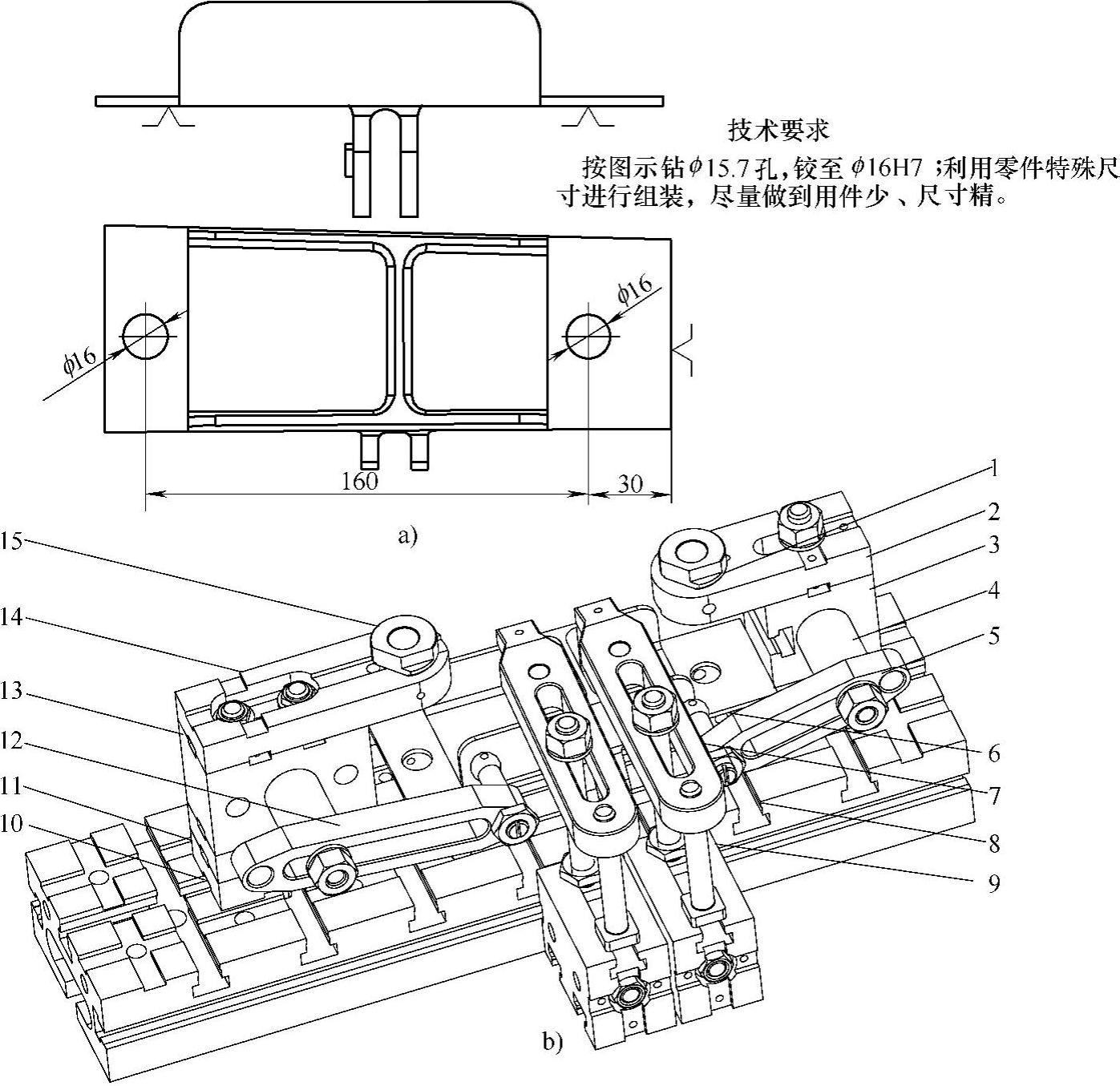
图8-11 支臂钻模(3)
a)工艺草图 b)夹具结构图
1、15—快换钻套T403040 2、6—两面槽钻模板Z437220 3—一竖槽长方形支承Z211215 4—沉孔支承环Z922615 5—连接板Z900015 7—简式长方形垫板Z210210 8—长方形基础板NB-Z111010 9—一竖槽长方形支承Z211210 10—强固长方形垫板Z215210 11、14—两面槽钻模板Z438260 12—连接板Z900025 13—强固长方形支承Z215225
组装说明
针对本零件的特点,主要在定位面上将空刀部分与钻模板一体组装出。由于所钻孔的孔径较大,钻模板部分应尽量装在十字槽中心,螺栓从基础件底部安装,另一组钻模板安装在强固长方形支承上,可以安装两个螺栓,侧面定位要以点接触,躲开模压毛边,压紧方向保证与切削力方向一致。基础件要足够大,以保证稳定性。
12.支臂钻模(4)(图8-12)

图8-12 支臂钻模(4)
a)工艺草图 b)夹具结构图 1—带尾分度盘 2—键槽定位角铁Z233125 3—两面槽右弯头钻模板Z431010 4—大头叉形压板Z588105 5—三竖槽长方形支承Z213215 6—长方形基础板Z111025 7—沉孔支承环Z922605 8—伸长压板Z510101 9—强固长方形支承Z215215 10—沉孔钻模板Z438230 11—沉孔左弯头钻模板Z432230 12—二竖槽正方形支承Z202215 13—球头螺栓Z614002
组装说明
零件按照使用要求以两孔及面①、②定位压紧后,钻模板在一个方向上利用偏心键组装成十字键槽定位结构,另一个方向上利用键槽使组装着钻模板的整体结构沿着同一个方向移动。将带尾分度盘安装在十字键槽定位角铁上,利用带尾分度盘上的螺栓孔安装好球头螺栓,调整好球头点与钻模板及各孔间的位置关系。加工时依次将球头点靠到钻模板基体上,然后锁紧钻模板基体,钻孔。
13.法兰盘钻模(图8-13)

图8-13 法兰盘钻模
a)工艺草图 b)夹具结构图 1—纵槽钻模板Z436105 2—快换钻套T403005 3—键槽折合板Z840205 4—纵槽钻模板Z436110 5—一竖槽长方形支承Z211220 6—键槽定位角铁Z233115 7—带尾分度盘 8—V形垫板Z260125 9—简式长方形支承Z210205 10—长方形基础板Z111015
组装说明
加工法兰盘上的4个等分孔,选用带尾分度盘对其进行4等分,利用V形垫板定向,用纵槽钻模板插孔控制等分方向。
14.短管钻模(图8-14)
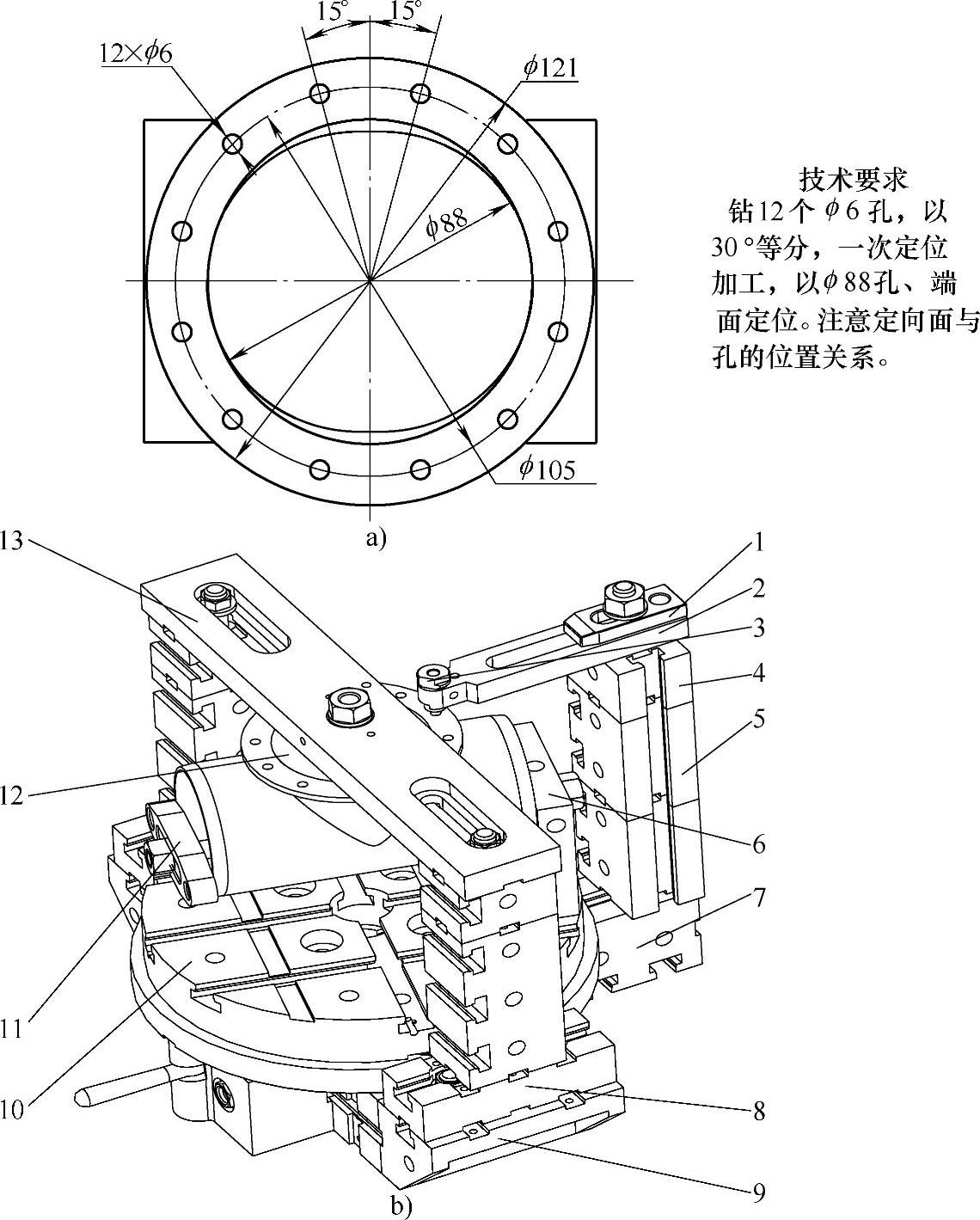
图8-14 短管钻模
a)工艺草图 b)夹具结构图 1—平压板Z500010 2—纵槽钻模板Z436115 3—钻套Z403025 4—一竖槽支承Z211210 5—一竖槽支承Z211220 6—键槽定位角铁Z233120 7—一竖槽支承Z211225 8—伸长板Z271005 9—加筋角铁Z237215 10—分度基座Z811010 11—连接板Z900010 12—销(特制) 13—中孔定位板Z325040
组装说明
加工短管法兰盘上的12个等分孔,首先利用分度基座进行等分孔的等分,钻模板的位置则可通过与分度基座侧面连接垫出尺寸。在定向方面,利用键槽定位角铁将短管端面尺寸调整好,保证其尺寸精度,在键槽定位角铁的螺纹孔拉出螺栓即可对零件进行压紧。
15.耳环接头钻模(图8-15)

图8-15 耳环接头钻模
a)工艺草图 b)夹具结构图 1—快换钻套T40355 2—两面槽钻模板Z438280 3—三竖槽长方形支承Z213215 4—三竖槽长方形垫片Z213115 5—平压板Z500020 6—正方形基础板Z101010 7—纵槽钻模板Z436110 8—连接杆Z922715 9—双向夹紧卡爪Z852105SF 10—叉形压板Z588105
组装说明
由于零件孔径较大,因此要求夹具具有良好的稳定性,所以采用双螺栓连接钻孔装置,用双向夹紧卡爪定位零件外圆。压紧处利用叉形压板的叉口躲让加工孔。双向夹紧卡爪可自动定心,其尺寸(195±0.2)mm可利用偏心键垫出。
16.装配钻模(1)(图8-16)

图8-16 装配钻模(1)
a)工艺草图 b)夹具结构图 1—伸长板Z271005 2—伸长压板Z501010 3—压板支座Z862205 4—大头叉形压板Z588105 5—正方形基础板Z101010 6—简式长方形垫板Z210105 7—一竖槽侧孔支承Z321105 8—二竖槽正方形支承Z202225 9—沉孔钻模板Z438225 10—键槽V形支承Z262105 11—沉孔钻模板Z438230
组装说明
该装配件在两摇臂上钻垂直方向的四个销孔,以连接摇臂的销轴定位压紧,其两摇臂之间的夹角为8°,利用其中一个摇臂末端的耳片孔定位,加工出一个摇臂销孔,压入销轴。再将另一摇臂耳片孔定位,钻制销轴的摇臂与该摇臂成8°夹角定位。
17.装配钻模(2)(图8-17)
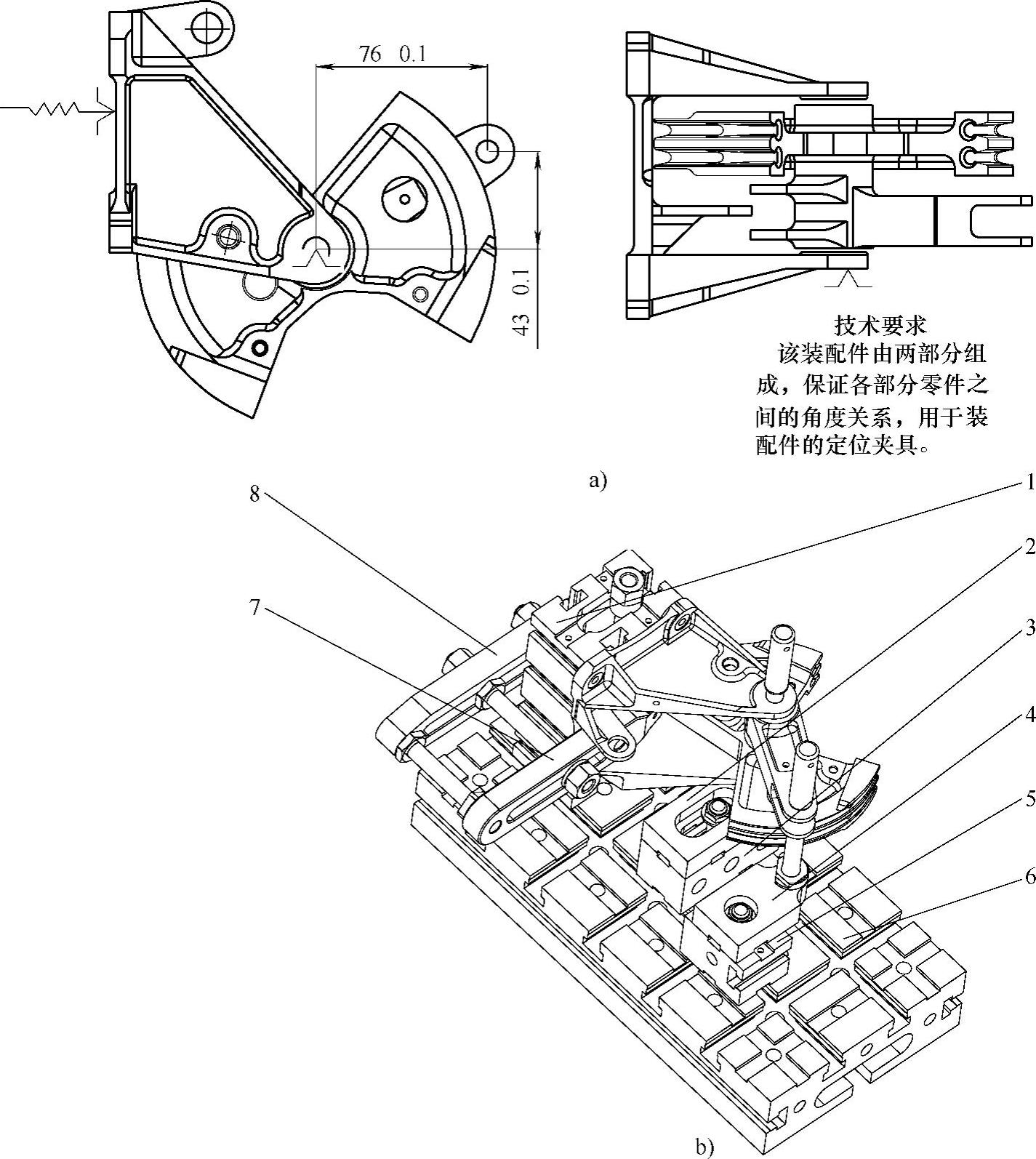
图8-17 装配钻模(2)
a)工艺草图 b)夹具结构图 1—三竖槽长方形支承Z 2132252—沉孔钻模板Z438225 3—强固长方形支承Z215220 4—沉孔钻模板Z438220 5—一竖槽长方形支承Z211210 6—长方形基础板Z111045 7—伸长压板Z501015 8—连接板Z900030
组装说明
该装配件在支座与摇臂上钻通孔,以连接摇臂与支座的销轴定位,按坐标尺寸将摇臂定位、插孔,侧面为自由可调定向。
18.装配钻模(3)(图8-18)
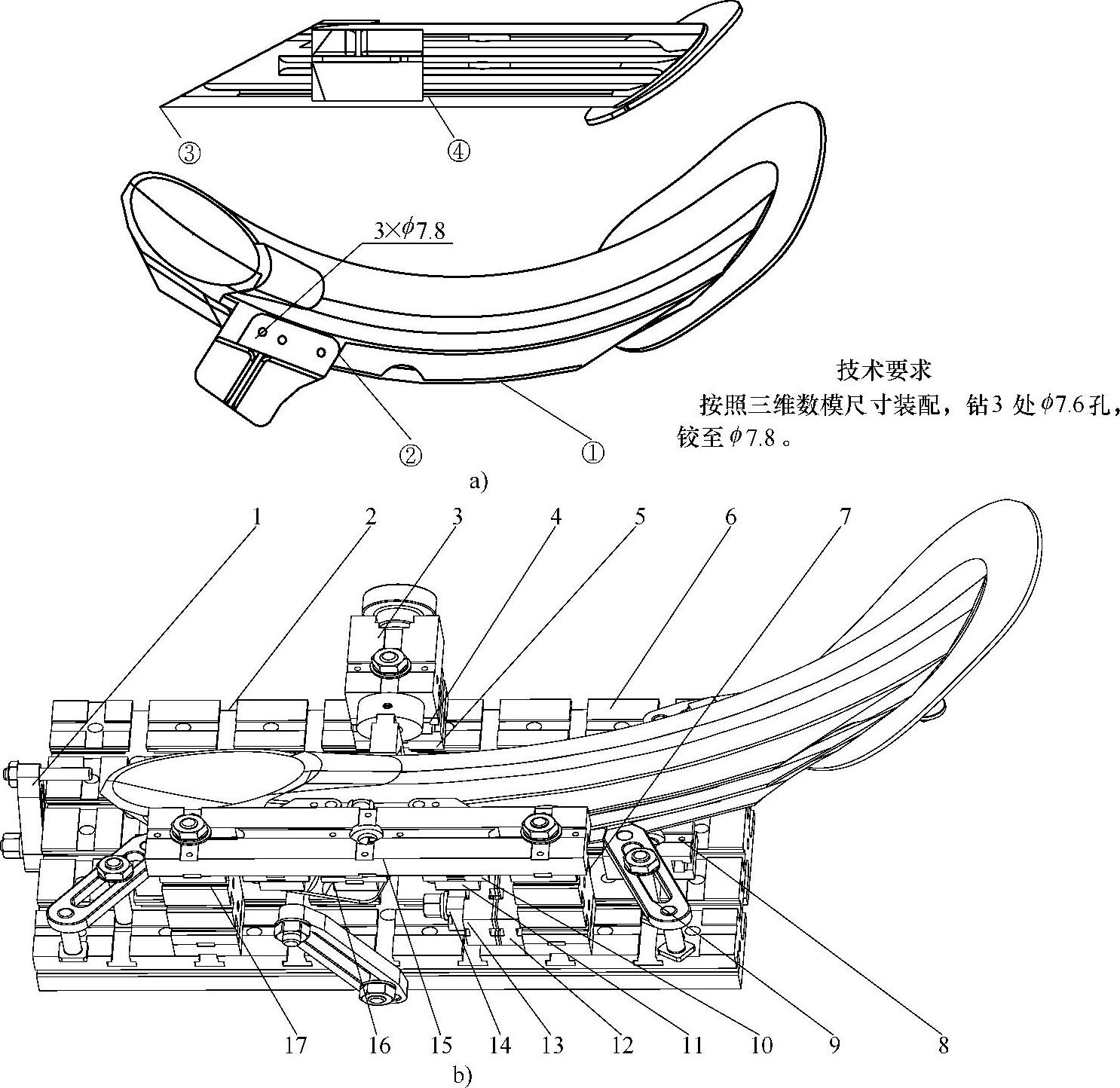
图8-18 装配钻模(3)
a)工艺草图 b)夹具结构图 1—连接板Z900015 2—长方形基础板NB-Z111075-1 3—活动V形座Z836010SF 4—二竖槽正方形支承Z202210 5—简式正方形垫板Z200115 6—连接板Z900035 7—切边轴Z374020 8—一竖槽长方形支承Z211210 9—伸长压板Z501010 10—简式长方形垫板Z210105 11—平弯头钻模板Z431005 12—简式长方形垫板Z210115 13—简式长方形支承Z210210 14—下横槽左立式钻模板Z434310 15—伸长板Z271030 16—纵槽钻模板Z436105 17—一竖槽长方形支承Z211225
组装说明
此零件外形是圆弧,用切边轴定面①,按照三维数模找出钻孔位置,并在②处定位小零件的尺寸;以底面④定位,在③处按照数模尺寸调出挡点。压紧结构用活动V形座顶紧,在零件的右侧增加活动支承点,以保证零件在加工过程中的稳定性。
19.装配钻模(4)(图8-19)
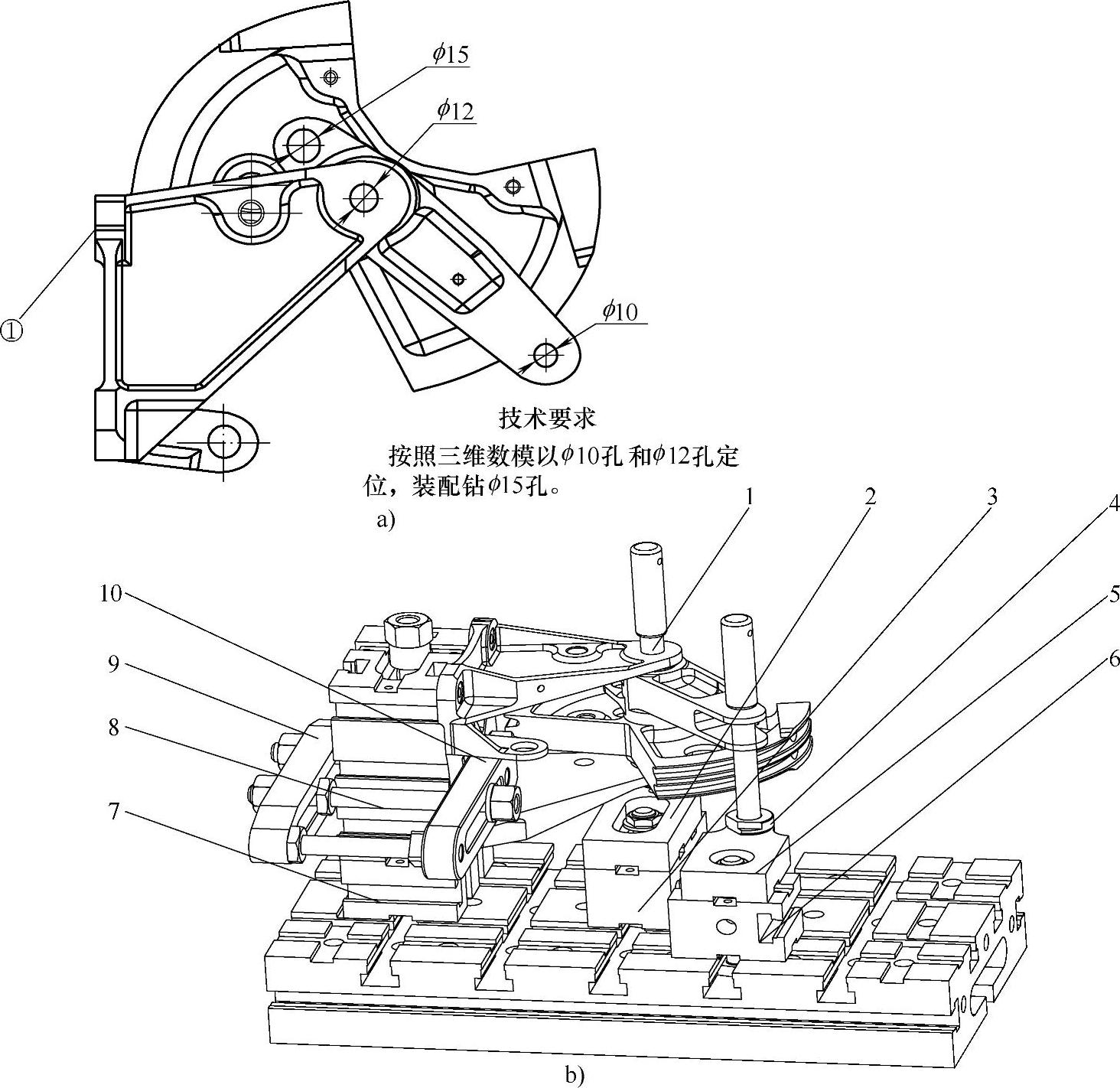
图8-19 装配钻模(4)
a)工艺草图 b)夹具结构图 1—专用销 2—沉孔钻模板Z438225 3—强固长方形支承Z215220 4—快换钻套Z403030 5—沉孔钻模板Z438220 6—一竖槽长方形支承Z211210 7—三竖槽长方形支承Z213215 8—三竖槽长方形支承Z213225 9—连接板Z900030 10—伸长压板Z501015
组装说明
此零件为组合件,在三维数模上找到所需钻孔位置。以面①定位,确定两个定位孔的位置,用两个专用销定位。此钻模不需要钻模板,只需将零件定位准确即可。压紧结构由支承直接抱压。
20.装配钻模(5)(图8-20)

图8-20 装配钻模(5)
a)工艺草图 b)夹具结构图 1—二竖槽正方形支承Z202215 2—长方形基础板Z111060 3—键槽V形支承Z262115 4—二竖槽正方形支承Z202210 5—弯头钻模板Z431020 6—一竖槽长方形支承Z211215 7—加筋角铁Z2372058—左角铁Z2362059—连接板Z900030 10—弯头钻模板Z431005 11—简式长方形支承Z210210 12—沉孔支承环Z922602 13—回转板Z90304014—伸长板Z271060 15—简式长方形垫板Z210110 16—一竖槽端孔长方形支承Z322105 17—一竖槽长方形支承Z211205 18—伸长板Z271060
组装说明
此装配件由两部分组成,它们通过轴对合在一起。零件2以中心齿定向,在零件1两个螺孔的位置安装两个钻模板,按螺孔中心推算出零件2上两个孔的位置,再以零件1上安装的两个钻模板定向。
21.装配钻模(6)(图8-21)
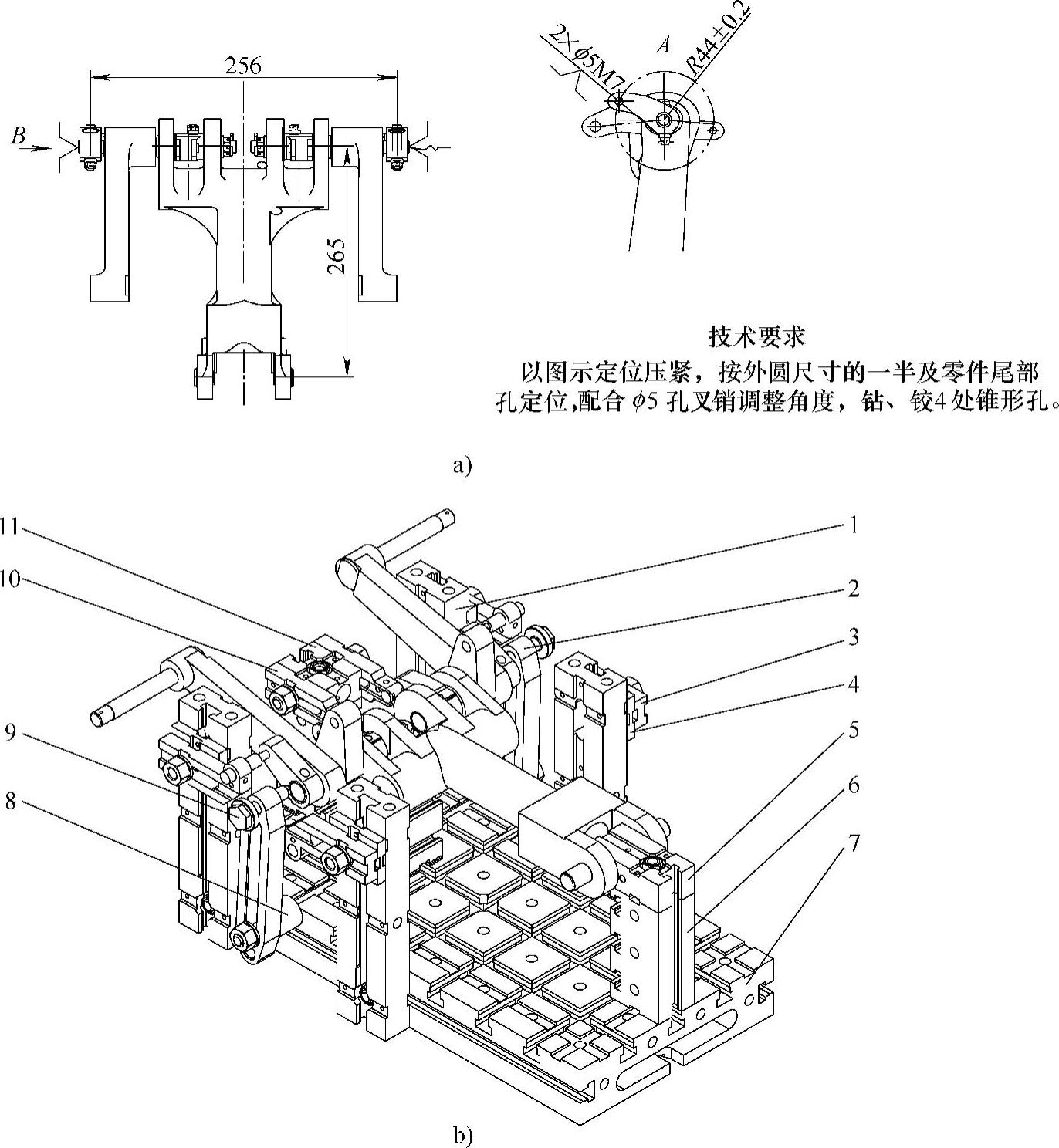
图8-21 装配钻模(6)
a)工艺草图 b)夹具结构图 1—伸长板Z2710602—连接板Z900030 3—两面槽左弯头钻模板Z431005 4—简式长方形垫板Z210105 5—一竖槽侧孔支承Z321105 6—一竖槽长方形支承Z211225 7—长方形基础板NB-Z-111060-1 8—沉孔支承环Z922610 9—压紧螺钉Z615102 10—一竖槽端孔支承Z322105 11—纵槽钻模板Z436105
组装说明
按照使用工艺要求组装夹具,钻、铰锥形孔(4处)。根据零件当前状态,使用销孔把零件主体正确定位,然后根据图样要求把各个摇臂与主体相对应的位置关系计算出来,根据计算结果选用适当的伸长板、钻模板、支承件连接在基础件上,测量出各定位孔的位置,然后准确定位。
22.装配钻模(7)(图8-22)

图8-22 装配钻模(7)
a)工艺草图 b)夹具结构图 1—切边轴Z374010 2—活动V形座Z836010 3—二竖槽正方形支承Z202215 4—长方形基础板NB-Z11080-1 5—键槽定位角铁Z233115 6—定位接头Z357105 7—伸长压板Z501010
组装说明
零件以ϕ30mm孔及端面定位,用活动V形座安装销定位并顶紧。零件A面,由活动V形座安装切边轴定向,B面用活动V形座安装定位接头定位。保证装配件中各零件的相对位置正确,在靠近钻孔位置处加装活动支点并压紧,以确保零件在加工过程中的稳定性。
23.分度钻模(图8-23)

图8-23 分度钻模
a)工艺草图 b)夹具结构图 1—伸长板Z271040 2—螺孔圆柱定位销T311210SF 3—纵槽钻模板Z436105 4—正方形支座Z350005 5—带尾分度盘 6—ϕ8台阶销(自制)
组装说明
此零件需在四个相互垂直的面上钻孔,该夹具利用带尾分度盘使零件实现沿ϕ30mm孔轴线的旋转,到正确位置后,用台阶销6穿入带尾分度盘的分度孔和纵槽钻模板的孔中实现准确定位,用带肩螺母将零件压紧。
24.直接头钻模(图8-24)

图8-24 直接头钻模
a)工艺草图 b)夹具结构图 1—纵槽钻模板Z436110 2—简式长方形支承Z210210 3—快换钻套Z403020 4—自定心卡盘 5—带尾分度盘(自制) 6—一竖槽长方形支承Z211215 7—快换钻套Z403025 8—专用销 9—平弯头钻模板Z431020SF 10—简式长方形垫板Z210105 11—三竖槽条形基础板Z173215 12—键槽定位角铁Z233115 13—一竖槽长方形支承Z211225
组装说明(https://www.xing528.com)
此零件要求四等分钻孔,因此采用八等分的带尾分度盘进行组装。用定位销在带尾分度盘上插孔定位,将零件夹紧后,用ϕ4.6mm孔定向,先钻一个孔,再每隔90°钻一个孔。
25.组合件钻模(图8-25)
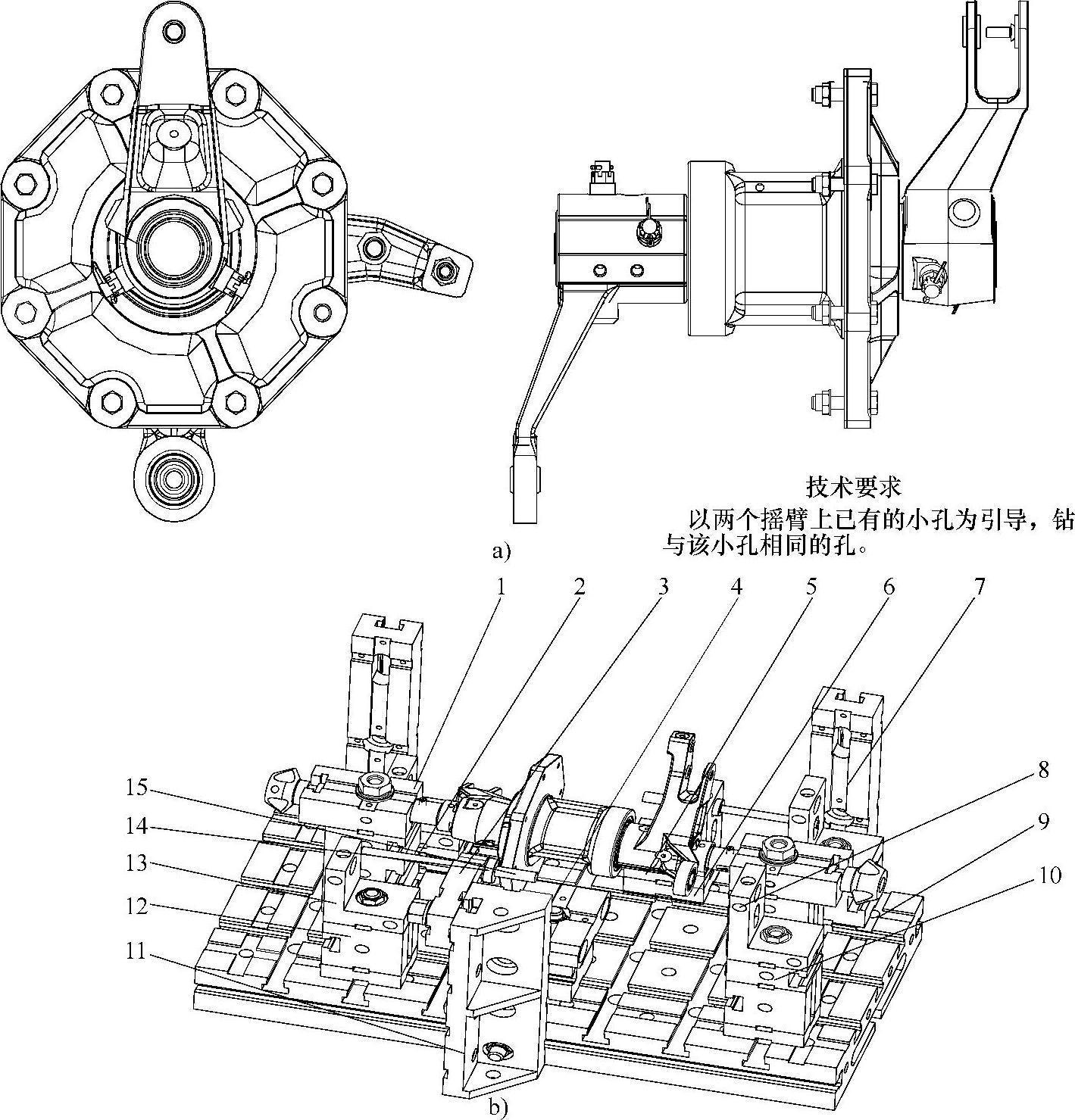
图8-25 组合件钻模
a)工艺草图 b)夹具结构图
1—活动V形座Z836005 2—简式长方形垫板Z210110 3—两面槽钻模板Z437205 4—一竖槽滑动支承Z424105 5—简式长方形支承Z210205 6—简式长方形支承Z210210 7—伸长板Z271030 8—键槽定位角铁Z233115 9—长方形基础板NB-Z110060-1 10—一竖槽长方形支承Z211205 11—加筋角铁Z237225 12—一竖槽长方形支承Z211215 13—键槽定位角铁Z233110 14—专用销 15—快换钻套Z403030
组装说明
首先确定以组件的内孔定中心,按照图样和三维数模计算出左、右摇臂定位孔与中心的坐标尺寸,使加工的孔和基础件垂直。然后计算出摇臂上其余孔的坐标尺寸,选择合适的元件组装出定位机构,插入定位销,使被加工的孔与基础板平行,使用时将夹具翻转90°,此时摇臂上另外一个需要加工的孔与底面垂直。
26.摇臂组合件钻夹(图8-26)

图8-26 摇臂组合件钻夹
a)工艺草图 b)夹具结构图 1—一竖槽滑动支承Z424105 2—简式正方形支承Z200210 3—十字槽左弯头钻模板Z432210 4—一竖槽长方形支承Z211215 5—一竖槽侧孔支承Z321105 6—一竖槽长方形支承Z211220 7—简式长方形支承Z210210 8—长方形基础板NB-Z111045-1 9—切边轴Z374035 10—平压板Z500020 11—左角铁Z236210 12—角度支承Z252225 13—伸长板Z271050
组装说明
此工件由几个零件组成,主要保证各组件之间的角度关系。首先利用两块基础板组装出所需角度,保证所需加工孔和底面垂直。摇臂上的孔利用角度支承和滑动支承拼出,侧面用定位销定好位置。
27.梁类件钻模(1)(图8-27)

图8-27 梁类件钻模(1)
a)工艺草图 b)夹具结构图
1—宽头叉形压板Z588220 2—一竖槽长方形支承Z211210 3—伸长压板Z501005 4—一竖槽长方形支承Z211215 5—平弯头钻模板Z431015SF 6—连接板Z900020 7—快换钻套T403025 8—基础板NB-Z111010-1
组装说明
此零件为模压件,在组装过程中,定位点需要避开模压件的毛边,定位面积要尽量大,定位点要小,并适当增加活动支承点;压紧结构必须合理,以保证压紧后零件定位的准确性,侧面定位点、止推定位点也要选择以点定位,尺寸按照三维数模制造。
28.梁类件钻模(2)(图8-28)

图8-28 梁类件钻模(2)
a)工艺草图 b)夹具结构图 1—沉孔钻模板Z438225 2—连接板Z900045 3、5—空心长方形支承Z218205 4—一竖槽长方形支承Z211225 6—长方形基础板NB-Z111070 7、11—强固长方形支承Z215230 8—简式长方形垫板Z210110 9—强固长方形支承Z215210 10—强固长方形支承Z21521512—强固长方形支承Z215225 13—连接板Z900045 14—强固长方形支承Z215220 15—强固长方形垫板Z215105 16—连接杆Z922725 17—纵槽钻模板Z436135SF 18—快换钻套
组装说明
此零件长度长、硬度高、重量大,组装时基础板接触面积要大,以确保有稳定的基础。零件定位时接触面积要大一些并保持在一个平面内。由于零件材质硬度大,钻孔时为防止钻模板颤动而采用了双螺栓连接;采用双支承连接钻模板,以确保其刚性。上下引导空间要留足,配合刀具确定夹具的组装高度,并保证其尺寸要求。
29.翼板钻模(图8-29)

图8-29 翼板钻模
a)工艺草图 b)夹具结构图 1—伸长压板Z501010 2—简式长方形支承Z210210 3—二竖槽长方形垫片Z212024 4—连接板Z900015 5—回转板Z9030106—快换钻套T403040 7—伸长板Z217060 8—长方形基础板NB-Z111015-1 9—三竖槽长方形支承Z213225 10—三竖槽长方形支承Z213210 11—三竖槽长方形支承Z213215 12—两面槽钻模板Z437225
组装说明
由于此零件比较长,而现有的基础板不够长,因此需要组装加长基础板,由连接板和基础板组成。保证钻模板孔距843mm,其余按照划线调整。在钻、铰孔位置压紧零件,保证零件在钻孔时不颤动。
30.角度钻模(图8-30)

图8-30 角度钻模
a)工艺草图 b)夹具结构图 1—简式长方形垫板Z210105 2—纵槽钻模板Z436110 3—钻套T4030204—连接板Z900015 5—中孔定位板Z325005 6—简式正方形垫板Z200115 7—回转支座Z812305 8—简式正方形基础板Z100005 9—简式正方形支承Z200210 10—加筋角铁Z237210 11—十字槽左弯头钻模板Z432210 12—一竖槽长方形支承Z211220
组装说明
此零件的结构复杂,孔的位置不容易确定,计算比较麻烦。因此,用三维数模进行组装,以孔①、②和底面③定位,按三维数模把零件的角度扳好,选择一个离加工孔位置近的孔定位,从回转支座上出压紧结构。
31.叉形接头钻模(图8-31)

图8-31 叉形接头钻模
a)工艺草图 b)夹具结构图 1—一竖槽滑动支承Z424105 2—快换钻套Z403020 3—四竖槽长方形垫片Z214015 4—一竖槽长方形支承Z211205 5—一竖槽长方形支承Z211210 6—二竖槽长方形垫片 7—正方形基础板Z101005 8—快换钻套Z403030 9—强固长方形垫板Z215115 10—键槽定位角铁Z233110 11—连接板Z900025 12—一竖槽长方形支承Z211215 13—纵槽钻模板Z43610514—沉孔钻模板Z438220 15—ϕ18插销
组装说明
零件以外轴定位,耳片定向,分别钻2×ϕ2.8+0.120mm孔。零件要求钻的孔孔距小,不方便安装两个钻模板,所以采用移动插孔的方式排列钻模板。一竖槽滑动支承的两个孔采用与沉孔钻模板配插销的方式连接,按要求计算出所需尺寸分别插孔,以解决加工密孔排列钻模板困难的问题。
32.叉形接头钻模(图8-32)

图8-32 叉形接头钻模
a)工艺草图 b)夹具结构图
1、11—伸长压板Z501005 2—薄头V形支承Z260305 3、6—一竖槽长方形支承Z211210 4—定位接头Z357105 5、13—两面槽钻模板Z437205 7—长方形基础板NB-Z111040 8—一竖槽长方形支承Z211215 9—小型垫片 10—简式V形支承 12—一竖槽长方形支承Z211225 14—快换钻套T403030
组装说明
利用V形支承确定中心,定位接头上安装薄头V形支承,用钻模板上的ϕ18mm孔引导,并采用可滑动的定向方式定向。调整零件在夹具中的正确位置后压紧,组装成钻孔夹具,保证尺寸(76±0.3)mm。
33.螺栓钻模(图8-33)

图8-33 螺栓钻模
a)工艺草图 b)夹具结构图 1—伸长压板Z501010 2—长方形基础板NB-Z111035 3—二竖槽长方形垫片Z212011 4—二竖槽长方形垫片Z214011 5—简式长方形支承Z210205 6—简式V形支承 7—强固长方形支承Z215220 8—纵槽钻模板Z436105 9—快换钻套Z403015
组装说明
零件用V形支承确定中心,端头取钻孔尺寸,计算出V形底面到零件中心的尺寸,用弹片在六方形端头定角向。由于是在螺纹上钻小孔,要求钻套与零件的距离尽可能小,以防止因钻头小而引发钻孔偏移。
34.摇臂钻模(图8-34)

图8-34 摇臂钻模
a)工艺草图 b)夹具结构图 1—两面槽钻模板Z437210 2、5—简式长方形垫板Z210105 3—活动V形座Z836005 4—一竖槽长方形支承Z211205 6—长方形基础板NB-111010 7—中孔定位板Z324205 8—定位销Z311110 9—U形压板Z586005 10—快换钻套Z403030
组装说明
此为摇臂类零件,以ϕ9.7mm、ϕ29mm孔定位,压紧耳片以V形支承定向,钻模板前后移动保证尺寸,耳片下安装活动支点。
35.支架钻模(图8-35)

图8-35 支架钻模
a)工艺草图 b)夹具结构图 1—快换钻套T403025 2—纵槽钻模板Z436115 3—一竖槽长方形支承Z211225 4—长方形基础板NB-Z111015 5—简式长方形垫板Z210210 6—一竖槽滑动支承Z424105 7、8—双面槽弯头钻模板Z4312309—ϕ18销棒 10—伸长板Z271020 11—一竖槽长方形支承Z211215 12—快换钻套T403020 13—连接板Z900025 14—顶槽基础角铁Z134015 15—三竖槽长方形支承Z213225 16—强固长方形支承Z215230 17—强固长方形垫板Z215205 18—定位销T310305 19—沉孔钻模板Z438235
组装说明
由于所加工孔的位置不适合密布安装钻模板,所以在零件定位、定向、压紧后,利用一竖槽滑动支承在其上面安装纵槽钻模板,组装出相对的两组滑动结构,计算出各孔位置,在基础板侧面用钻模板配ϕ18mm销棒,实现机构移动,加工出所需各孔。
36.装配固定夹具(图8-36)

图8-36 装配固定夹具
a)工艺草图 b)夹具结构图 1—连接板Z900025 2—ϕ12插销 3—键槽V形支承Z262115 4—沉孔钻模板Z438225 5—快换钻套Z403030 6—简式长方形垫板Z210105 7—三竖槽条形基础板Z173215 8—二竖槽正方形支承Z202210 9—一竖槽长方形支承Z211225
组装说明
此组件为装配件,以其中一个零件上的孔引钻6×ϕ7.07mm孔及2×ϕ5mm孔。以键槽V形支承确定零件外圆的中心,根据位置关系把两个零件组合在一起,以外面零件已加工好的ϕ12mm孔定向。由于零件重量大,因此需要以长插销固定两个耳片,以确保其稳定性,最后定位压紧。
37.作动筒钻模(图8-37)

图8-37 作动筒钻模
a)工艺草图 b)夹具结构图 1—连接板Z900030 2—左角铁Z236205 3—一竖槽长方形支承Z211210 4、17—左角铁Z236210 5—快换钻套T403030 6—沉孔钻模板Z438240 7—伸长板Z271020 8—三竖槽条形基础板Z173215 9、13—键槽V形支承Z262110 10—微调高度器Z822005 11、15—垫片 12—三竖槽条形基础板Z173210 14、16—一竖槽长方形支承Z211205 18—一竖槽长方形支承Z210115 19—伸长板Z271050
组装说明
此零件尺寸长,组装过程中以两块条形基础板连接(60mm×720mm×60mm,60mm×300mm×60mm),以V形支承定中心,计算出V形支承到零件中心的尺寸,加装支承及垫片,保证零件所加工位置到钻模板孔中心在同一高度,达到钻孔位置要求。在夹具中间部分加装辅助定位结构,防止零件由于长度过长而在加工时产生变形,压紧结构安装在V形支承的上方。翻转体由加装在条形基础板两侧的伸长板组成,翻转后必须保证钻模板到伸长板之间的高度一致,以方便加工。
38.轴瓦钻模(图8-38)

图8-38 轴瓦钻模
a)工艺草图 b)夹具结构图 1—两面槽钻模板Z437225 2—强固长方形支承Z215230 3—加筋角铁Z237215 4—简式长方形垫板Z210115 5—连接板Z900025 6—长方形基础板Z111025 7—纵槽钻模板Z436115 8—二竖槽正方形支承Z202225 9—U形压板Z586020 10—顶槽基础角铁Z134015
组装说明
根据要求以零件中心孔及端面定位,通过钻模板插销连接零件实现定向,压紧零件。由于待加工孔的最小孔距为40mm,待加工孔的孔径较大,因此适合采用滑动式结构。在与零件相连的顶槽基础角铁前后分别根据待加工孔孔位尺寸设置挡点,将顶槽基础角铁移动至挡点并固定,加工后将顶槽基础移动至另一挡点,进行剩余两孔的加工。
39.平板钻模(图8-39)
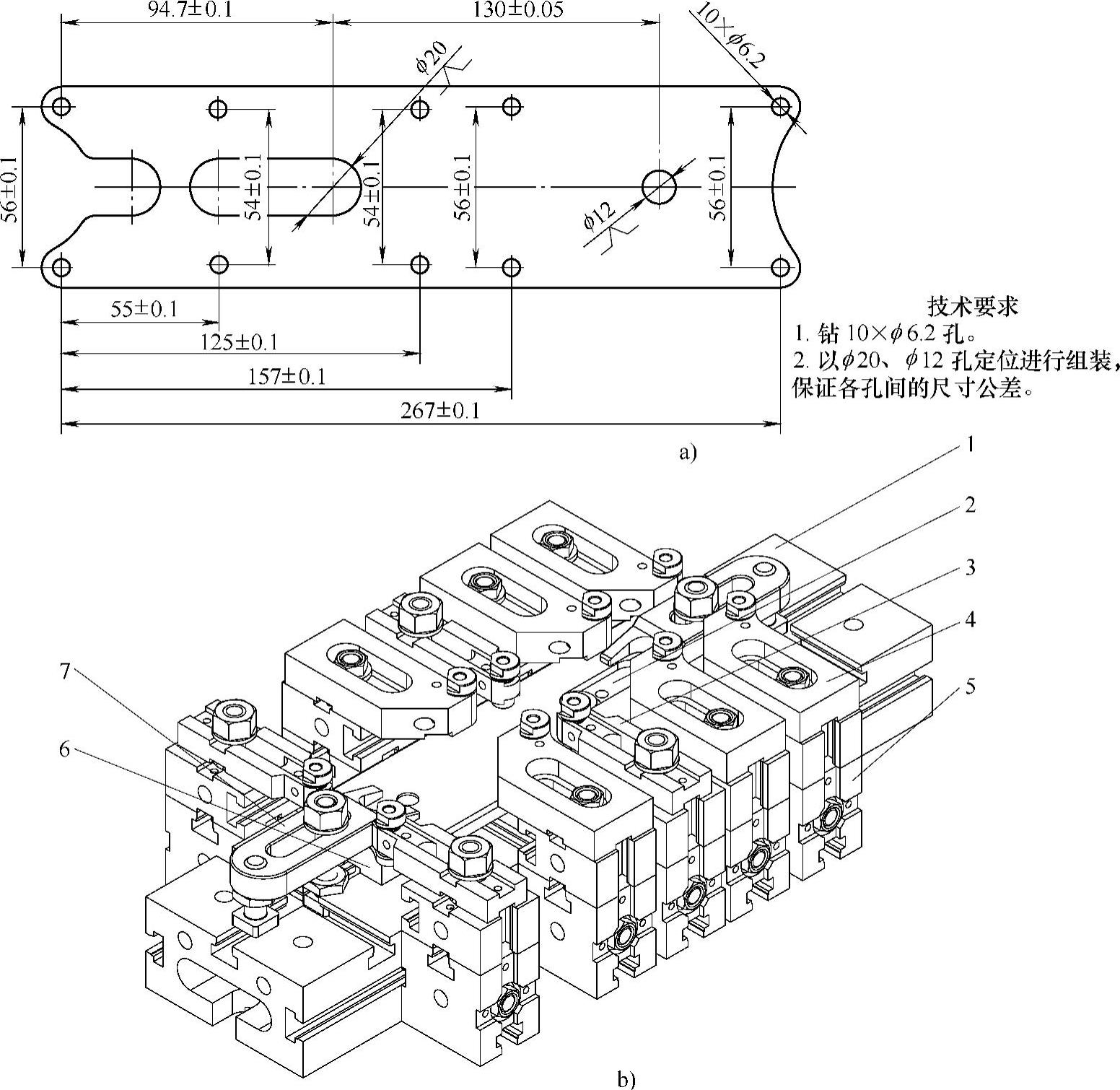
图8-39 平板钻模
a)工艺草图 b)夹具结构图 1—长方形基础板Z111025 2—两面槽钻模板Z438260 3—纵槽钻模板Z436105SF 4—沉孔右弯头钻模板Z431215 5—一竖槽长方形支承Z211215 6—沉孔钻模板Z438205 7—叉形压板Z588015
组装说明
由于所钻孔位置尺寸不一,故必须排全部孔位的钻模板。根据零件尺寸精心选择钻模板,利用钻模板的特殊尺寸及组合夹具元件的特殊尺寸结合偏心键,正确、精简地组装出所需的钻孔夹具。
40.耳片钻模(图8-40)

图8-40 耳片钻模
a)工艺草图 b)夹具结构图 1—回转板Z903030 2—V形支承Z262110 3—二竖槽正方形支承Z202220 4—沉孔支承环Z922620 5—精密正方形基础板Z103910 6—强固长方形支承Z215210 7—V形角铁Z263050 8—中孔支承板Z326310 9—伸长压板Z501015 10—中孔定位板Z325310
组装说明
根据工艺要求,零件以加工好的外圆使用V形支承定中心,并在压紧结构中安装V形支承,以避免压紧时压伤零件表面。在连接前后引导的正方形支承侧面连接强固长方形支承,挡住端面确保尺寸,使用V形角铁在耳片处进行定向,在下方耳片处增加活动支点,以确保零件在加工过程中的稳定性。
41.螺母钻模(图8-41)

图8-41 螺母钻模
a)工艺草图 b)夹具结构图 1—纵槽钻模板Z436110 2—折合板Z840205 3—左角铁Z236205 4—简式长方形垫板Z210105 5—上抬式端齿分度台Z801020 6—键定位轴Z375005
组装说明
此为圆环类零件,由于该零件内孔有螺纹,精度差,而工艺要求以零件中心为回转轴等分钻孔,所以夹具采用零件外圆定位,以键定位轴在上抬式端齿分度台上组装成定位结构,保证零件定位准确。由于待加工孔的孔径较小,为兼顾孔精度与零件装卸方便,钻模板通过折合板与下方连接,尽量降低钻模板的高度。
42.弯头钻模(图8-42)

图8-42 弯头钻模
a)工艺草图 b)夹具结构图 1—两面槽钻模板Z4372252—连接板Z900020 3—空心长方形支承Z218225 4—切边轴Z374020 5—伸长板Z271055-1 6—长方形基础板Z111070 7—U形压板Z586020 8—伸长压板Z501005 9—弧形连接板 10—二竖槽正方形支承Z202225 11—长方形基础板NB-Z111060-1 12—沉孔钻模板Z438225 13—插销
组装说明
由于工艺要求按三维数据集测量尺寸和组装,夹具角度利用两块基础板配合二竖槽正方形支承、切边轴等元件组装完成。利用两工艺孔将零件定位、压紧在小基础板上,根据三维数据集测量出的尺寸在大基础板上进行钻、铰孔前、后引导的组装和位置调整。
43.圆筒钻模(图8-43)

图8-43 圆筒钻模
a)工艺草图 b)夹具结构图 1—中孔定位板Z325035 2—二竖槽正方形支承Z202225 3—简式长方形基础板Z110010 4—正方形基础板Z101015 5—伸长板Z271050 6—左角铁Z236210 7—U形压板Z586020
组装说明
根据使用工艺要求,零件须以待加工的上表面定位,组装过程中采用过桥式结构;零件下方采用顶点的方法保证零件上表面处于水平状态,利用连接了二竖槽正方形支承的中孔定位板在被连接在基础板上的伸长板的槽中移动,调整至不妨碍加工的位置紧固。在零件端头处使用简式长方形基础板,加上螺栓起到定位和压紧的作用。
44.弯管钻模(图8-44)

图8-44 弯管钻模
a)工艺草图 b)夹具结构图 1—沉孔钻模板Z438205 2—转角支承Z250205-R 3—叉形压板Z588015 4—伸长板Z271050 5—长方形基础板Z111015 6—一竖槽长方形支承Z211220 7—右角铁Z235210 8—V形支承Z262105 9—二竖槽正方形支承Z202210 10—纵槽钻模板Z436110
组装说明
利用伸长板、转角支承、正方形支承、沉孔钻模板的组合调整定位孔及端面间的角度,使待加工孔的中心线垂直于基础板。利用三维数据集得出零件在此状态下待加工孔的位置,根据尺寸调整钻模板。由于在圆弧面上钻孔,在不影响零件装卸的基础上钻模板应尽量靠近零件,以保证加工精度。
45.柱塞钻模(图8-45)

图8-45 柱塞钻模
a)工艺草图 b)夹具结构图 1—伸长压板Z501005 2—精密正方形基础板Z103915 3—沉孔钻模板Z438275 4—伸长板Z271035-1
组装说明
根据使用要求,该零件以两工艺孔与下表面定位。按照给出的两孔间的相对位置尺寸对零件进行定位、压紧。下方起垫铁作用的元件应按数模躲开加工位置,以免加工时损伤元件,不装钻模板。
46.翻转钻模(图8-46)
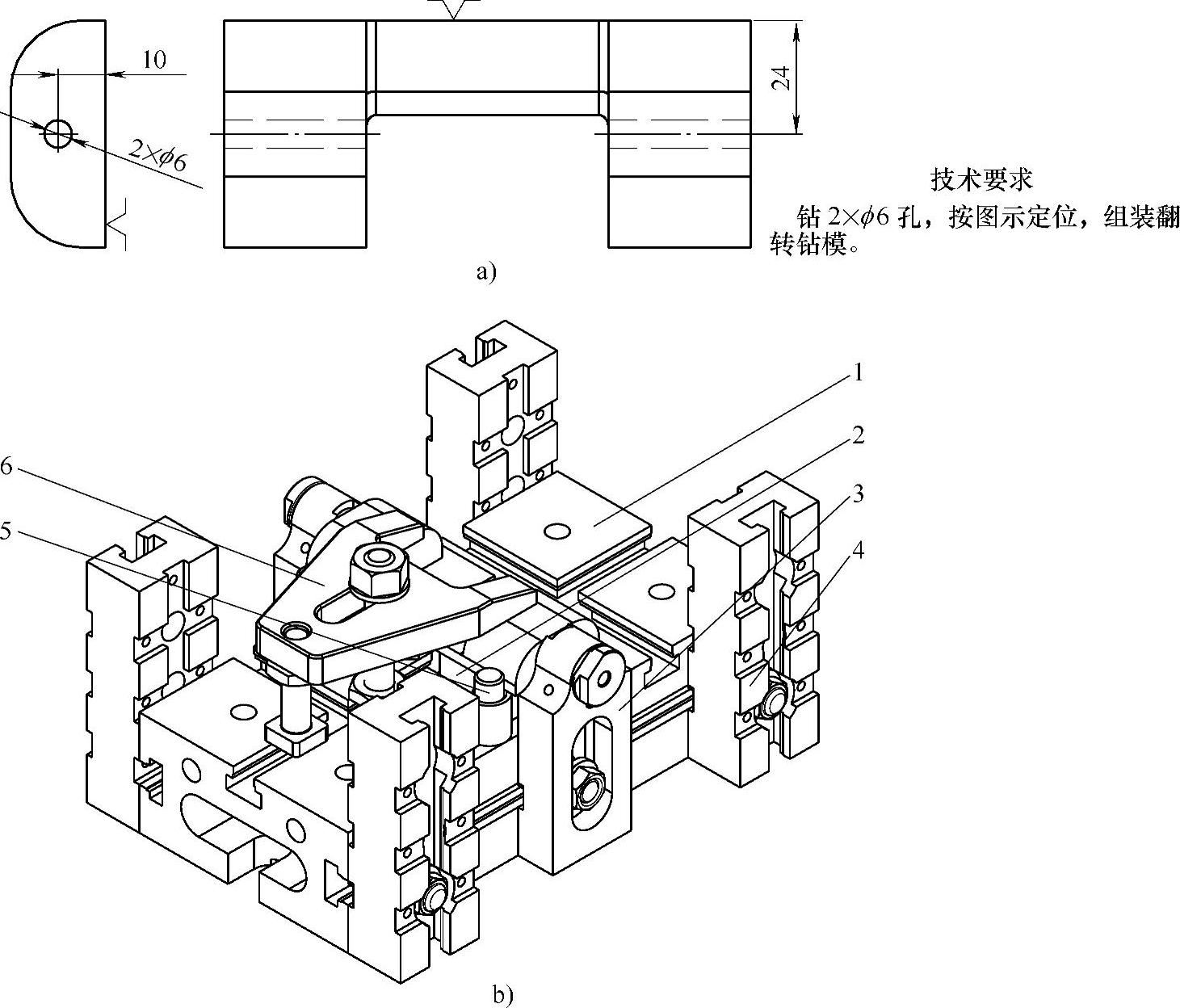
图8-46 翻转钻模
a)工艺草图 b)夹具结构图 1—长方形基础板Z111010 2—沉孔左弯头钻模板Z432205 3—沉孔钻模板Z438225 4—伸长板Z271005 5—小圆柱定位销 6—宽头叉形压板Z588220
组装说明
根据使用要求组装翻转钻模。以零件尺寸为依据,利用元件尺寸将组装过程中用到的尺寸依靠弯头钻模板(一个左弯头钻模板、一个右弯头钻模板)和销的组合确定出来。使用伸长板作为支脚,实现钻模的翻转,方便加工者使用。
47.连杆钻夹(图8-47)

图8-47 连杆钻夹
a)工艺草图 b)夹具结构图 1—长方形基础板NB-Z111015-1 2—强固长方形支承Z215220 3—沉孔钻模板Z438235 4—平压板Z500025 5—快换钻套Z403030 6—纵槽钻模板Z436110 7—左角铁Z236210 8—活动V形座Z836005 9—一竖槽长方形支承Z211220
组装说明
根据工艺草图,用零件的轴定位,利用钻套定轴,保证零件的孔距35mm。定向方面,用活动V形座定零件的圆弧位置。压紧结构直接从钻模板上连接出压板,在零件钻孔位置增加活动支承点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。