



翻转式钻模的特点是工件随整个夹具在加工过程中作180°、90°或其他特殊
角度的翻转,以满足工件加工的不同要求。
一、180°翻转钻模
1.两头钻孔的钻模(图5-35)
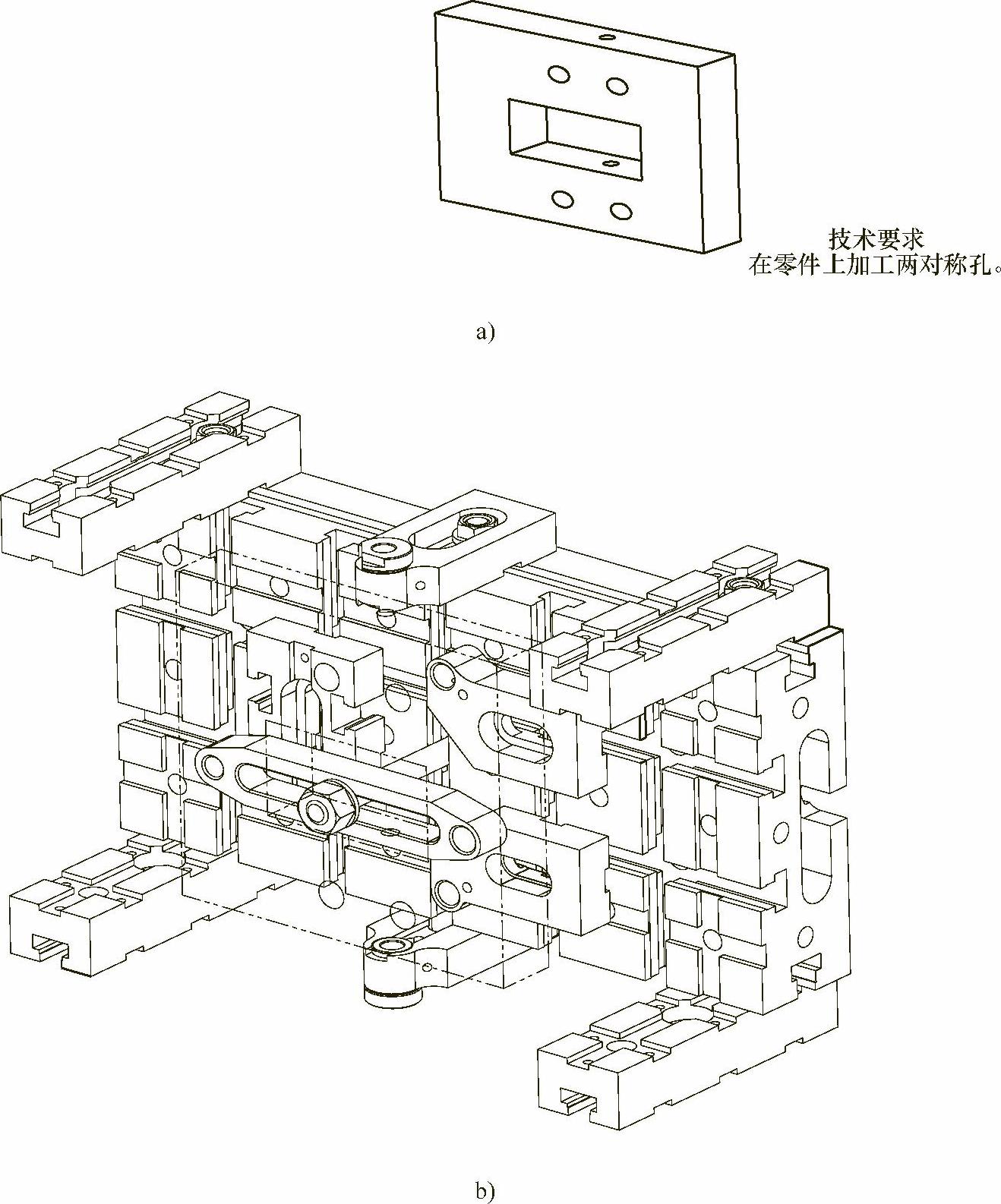
图5-35 两头钻孔的钻模
a)工艺草图 b)夹具结构图
产品固定后按图示状态加工孔,翻转180°后加工另一个孔。
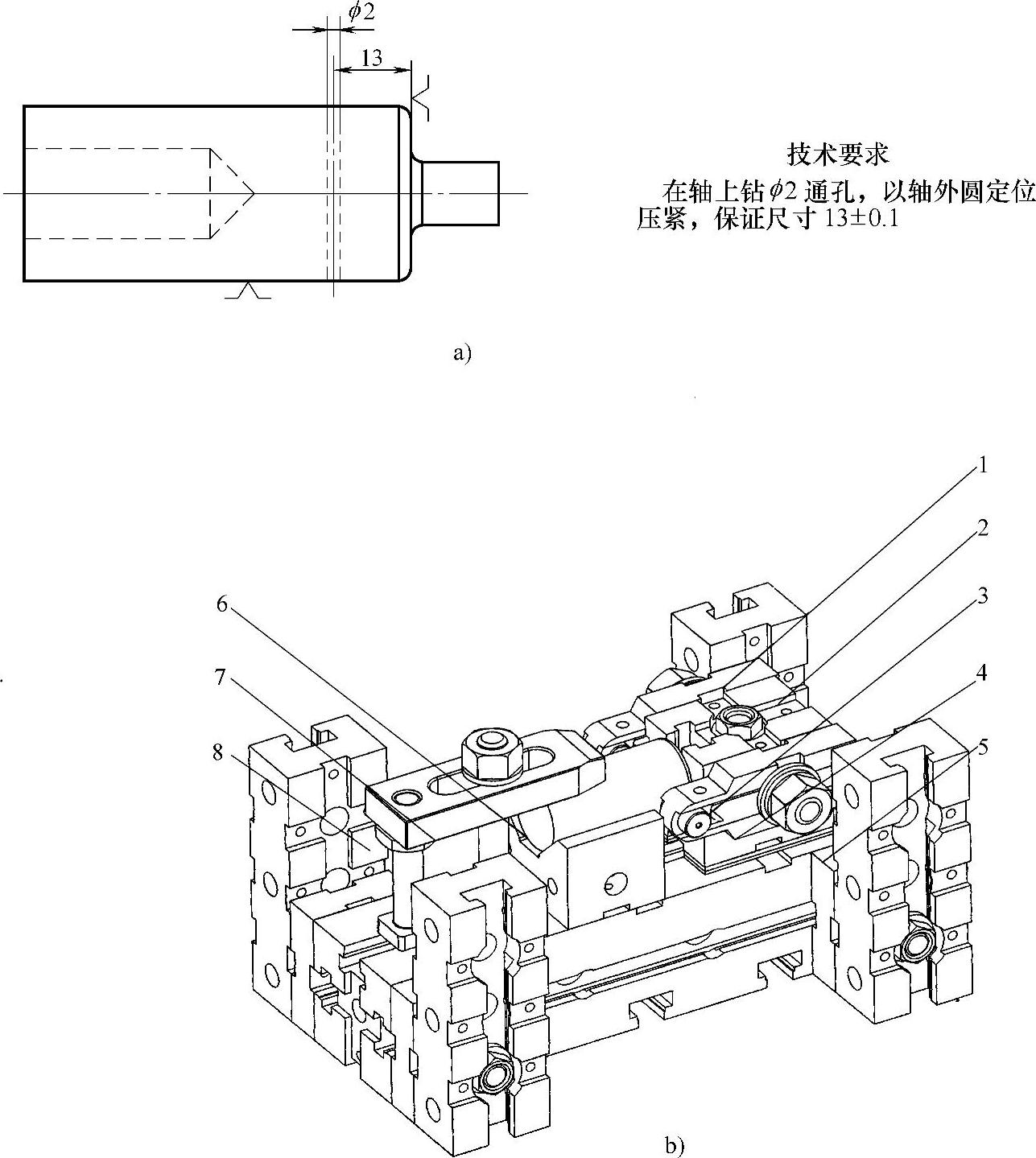
2.在大轴径上钻小孔的钻模(图5-36)
 (https://www.xing528.com)
(https://www.xing528.com)
图5-36在大轴径上钻小孔的钻模
a)工艺草图 b)夹具结构图 1—纵槽钻模板Z436102SF 2—一竖槽端孔支承Z322105SF 3—固定钻套T400020 4—简式长方形支承Z210210 5—简式长方形支承Z210210 6—简式V形支承Z262005 7—平压板Z500030 8—伸长板Z271005
由于被加工孔直径小,轴直径大,孔相对较深,一面加工钻头长度受限制,所以采用翻转式钻模从两面对称钻孔。
二、用翻转合件组成的90°翻转钻模(图5-37)
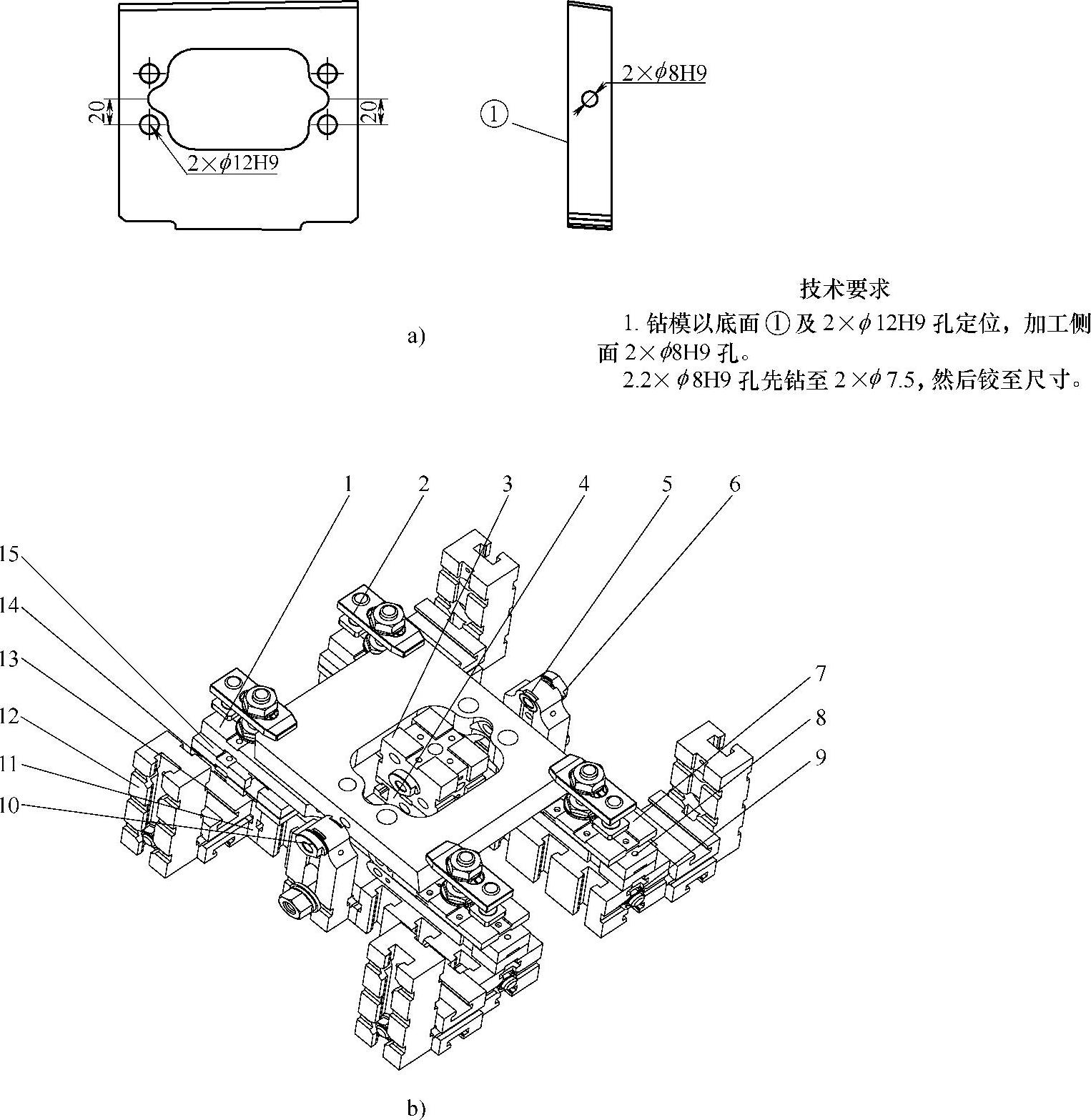
图5-37 用翻转合件组成的90°翻转钻模
a)工艺草图 b)夹具结构图 1、5—两面槽钻模板Z437210 2—平压板Z500010 3—正方形支座Z350005 4—一竖槽长方形支承Z211205 6—快换钻套Z403030 7—强固长方形垫板Z215105 8—下横槽左立式钻模板Z434335 9—二竖槽正方形支承Z202225 10—二竖槽正方形支承Z202215 11—简式正方形垫板Z200105 12—伸长板Z271010 13—二竖槽正方形支承Z202210 14—三竖槽长方形垫板Z213105 15—三竖槽长方形垫板Z213115
此零件要求组装90°翻转钻模,钻、铰2×ϕ8H9的孔。以底面①及2×ϕ12H9孔定位,按照铰刀的长度调整钻模的高度,根据铰刀的前后引导尺寸确定三处钻模板之间的距离及引导套的规格,在夹具上下分别组装支承板,用于翻转钻孔。在零件的四个角处分别压紧,以保证夹具的稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。