



1.斜槽铣削夹具(图5-18和图5-19)
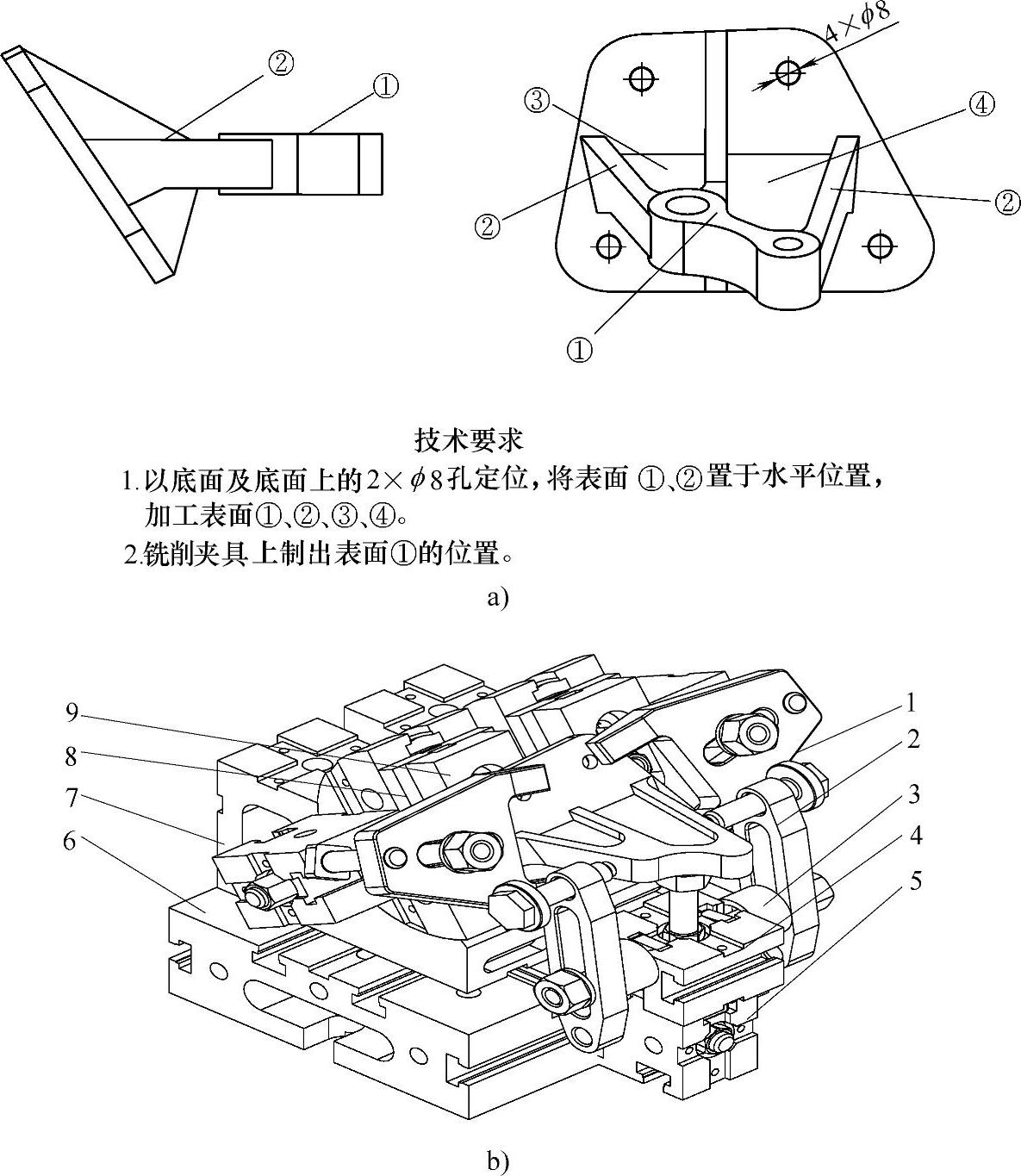
图5-18 斜槽铣削夹具(1)
a)工艺草图 b)夹具结构图 1—宽头叉形压板Z588220 2—连接板Z900015 3—沉孔支承环Z922605 4—二竖槽正方形支承Z202210 5—一竖槽长方形支承Z211215 6—正方形基础板Z101005 7—回转支座Z812305 8—偏心长方形垫板Z217120 9—沉孔钻模板Z438225
根据使用工艺要求,组装时以回转支座转出夹具所需的角度,用沉孔钻模板和定位销把零件正确地定位,使需要加工的零件表面与基础板平行。压板结构采用叉形压板,在零件的加工位置采用两面顶紧,以保证零件在加工过程中的稳定性。
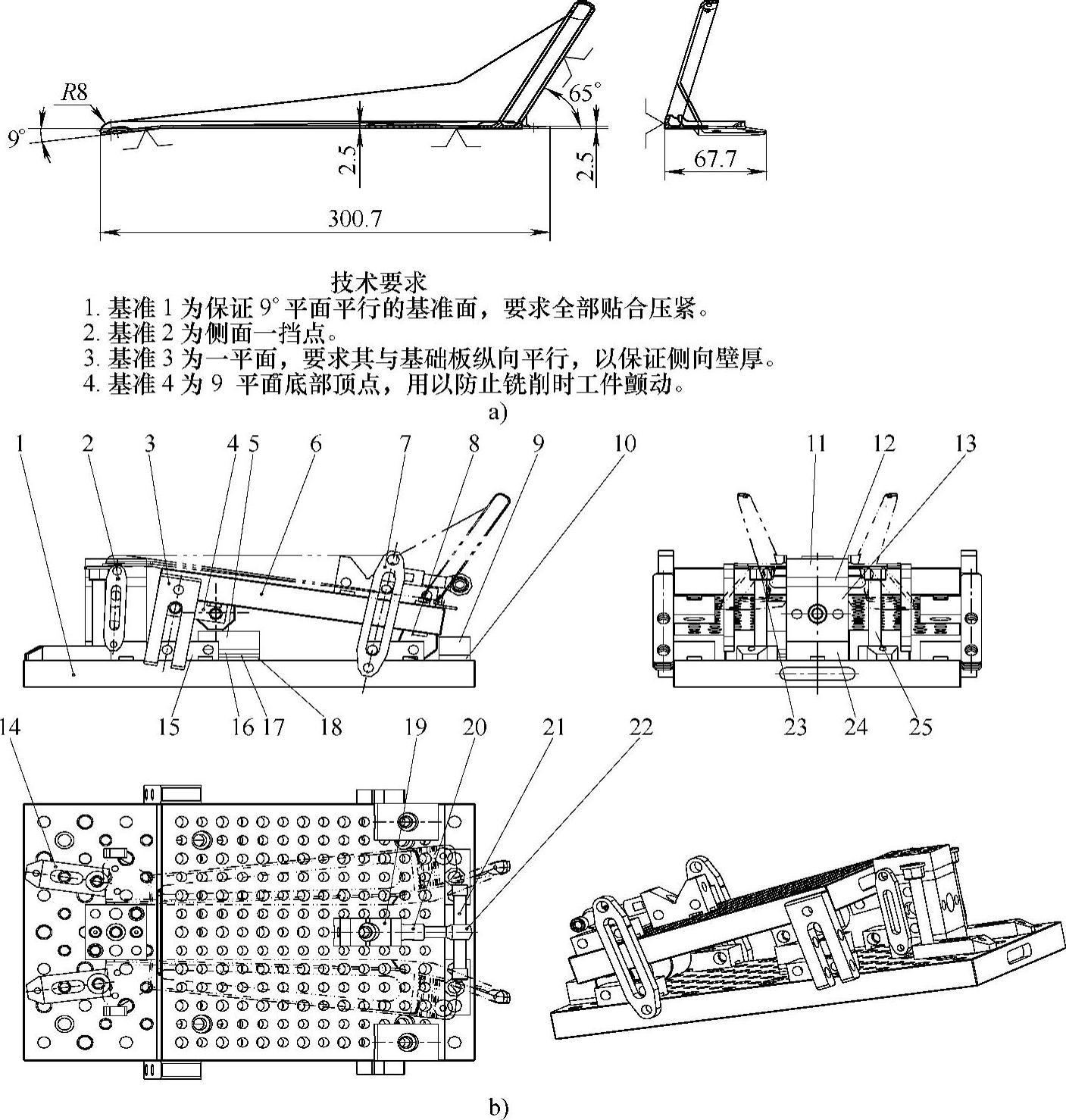
图5-19 斜槽铣削夹具(2)
a)工艺草图 b)夹具结构图 1—长方形基础板 2、7—连接板 3—铰链压板 4、15—螺孔连接板 5、11—正方形支承 6—正方形基础板 8—切边轴 9—长方形支承 10—长方形垫片 12—正方形垫板 13—定位支承 14—平压板 16、17、18—正方形垫片 19—V形支承 20—连接螺母 21—小头内六角圆柱头螺钉 22—螺栓 23—带肩螺母 24—纵向移位支承 25—双头螺柱
1)选择长方形基础板1作为基座,正方形基础板6为9°正弦台面和基准1,对件3、4、5、7、8、9、10、15、16、17、18进行组合。
2)选择件11、12、13、24,确定左、右件基准3;件2为自身压紧;以件14、23、25为左、右顶点,确定基准4。
3)选择件19、20、21、22,确定基准2。(https://www.xing528.com)
2.叉口与定位面成角度的铣削夹具
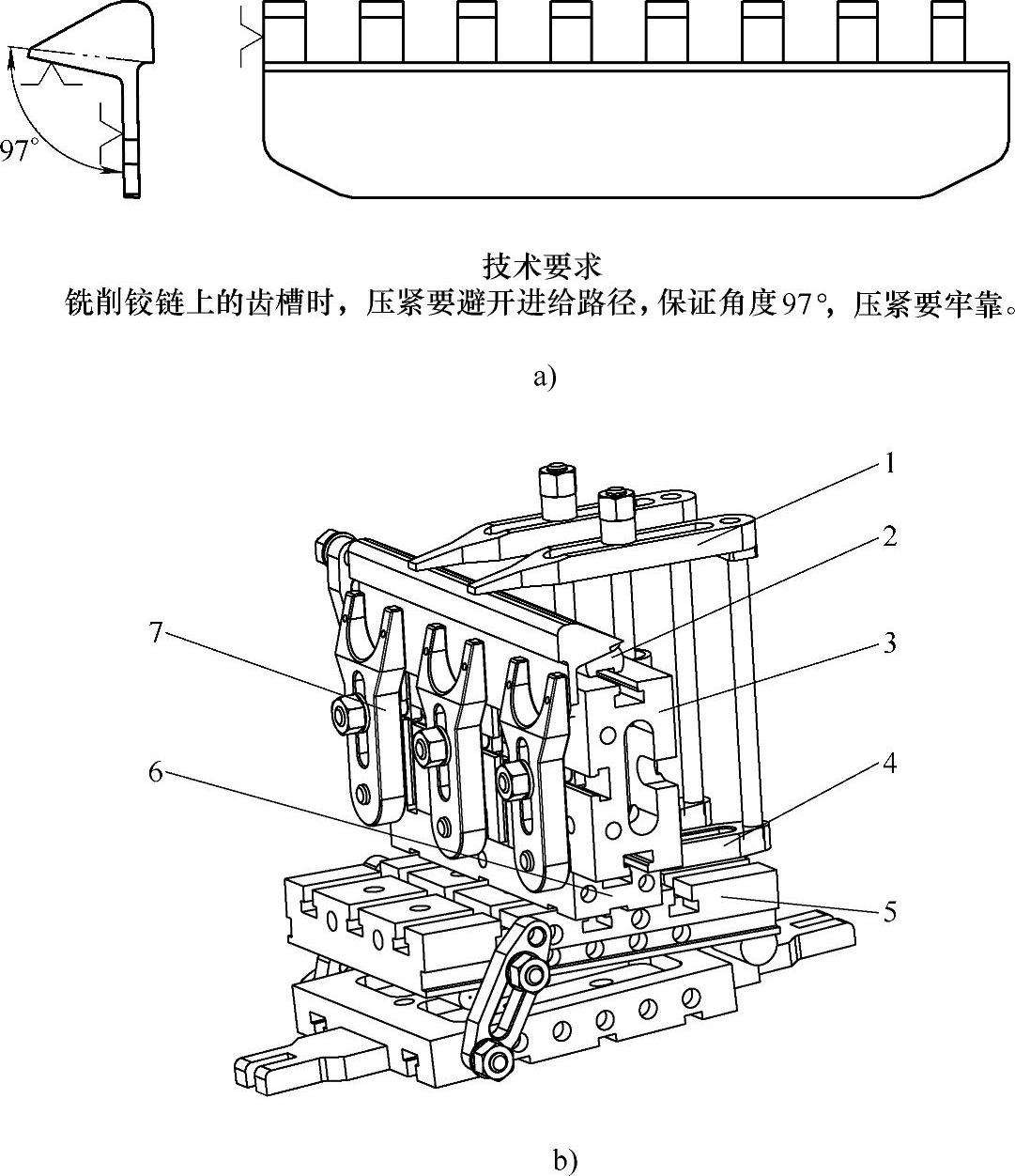
图5-20 叉口与定位面成角度的铣削夹具
a)工艺草图 b)夹具结构图 1—压板(自制) 2—切边轴(特制) 3—长方形基础板Z111015 4—连接板Z900010 5—正弦基础板(自制) 6—伸长板Z271060 7—大头叉形压板Z588105
利用正弦基础板保证角度,压紧采用自制压板躲避进刀,其主定位面在进给方向下方,这样完全可以满足夹具使用要求。
3.型面铣削夹具(图5-21)
该零件较长,选取大规格基础板做基体,其次以四个凸台定位,在对应方向的四个点利用侧向顶紧器进行顶紧,既固定了零件,又避免了压紧处在加工过程中发生干涉现象。
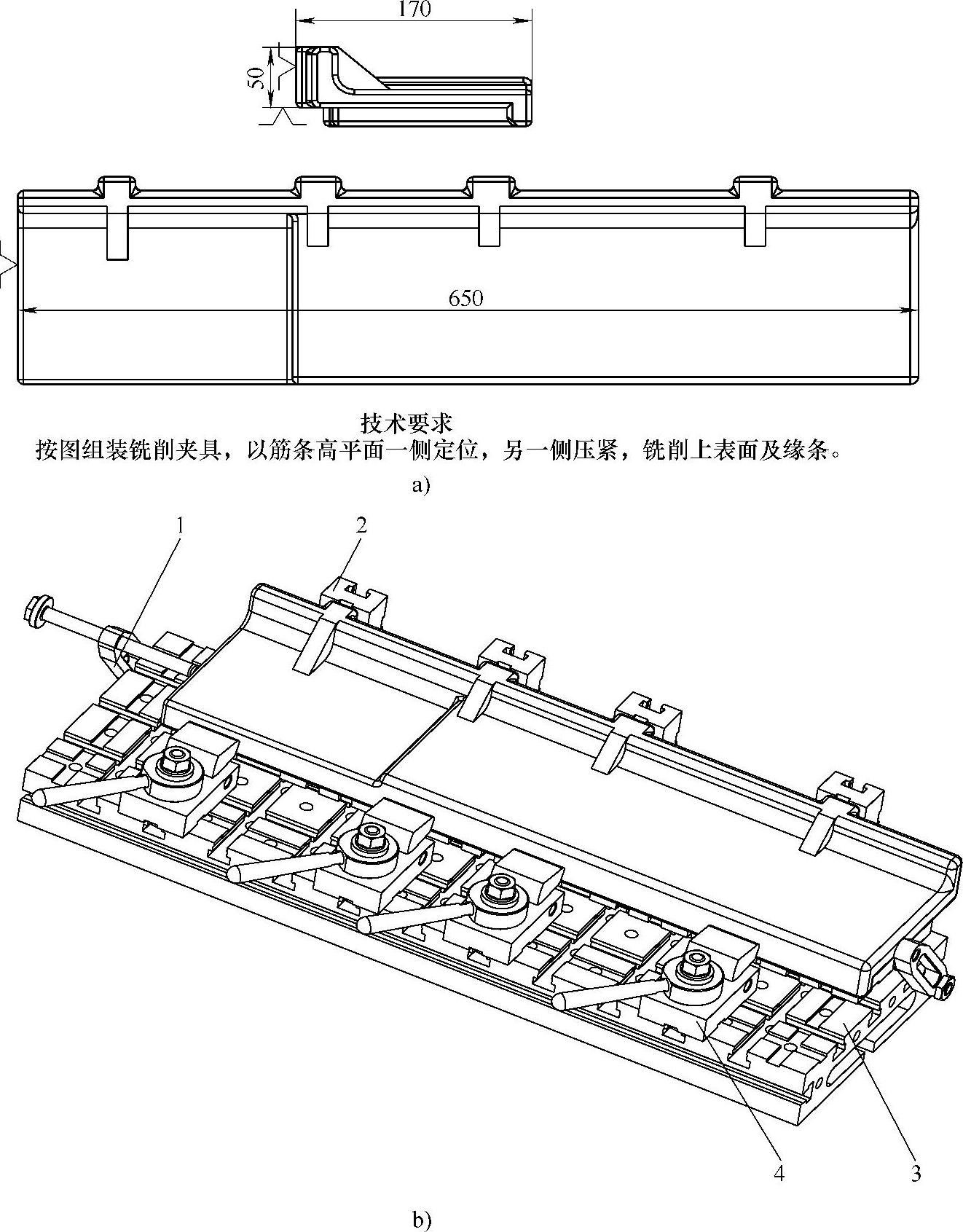
图5-21 型面铣削夹具
a)工艺草图 b)夹具结构图 1—连接板Z900015 2—伸长板Z271010 3—长方形基础板Z111070 4—侧向顶紧器Z855710
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。