



【摘要】:3)应根据技术要求选用T形销键,尺寸范围为0.01~10mm,采用先计算,然后边组装、边检测、边调整的逐级调整方法,如图3-16所示。4)角度的调整和斜面上钻孔的调整,与槽系夹具的调整要求一致。图3-15 平行度、垂直度、同轴度的调整和检验方法图3-16 逐级调整和检验方法
1.槽系夹具的调整方法
1)采用铜锤敲击支承件的左右位置,然后调整钻模板的前后位置,顺序由下到上,依次固定,如图3-11所示。
2)根据技术要求采用偏心键调整,选用范围为0.1~6mm,如图3-12所示。
3)采用螺栓、球头螺钉的组合来限制尺寸,选精度高的元件组成一定的尺寸,在基础件上与连接板的一端连接固定,另一端用螺栓或球头螺钉与基础件表面轻轻接触,然后锁紧,如图3-13所示。
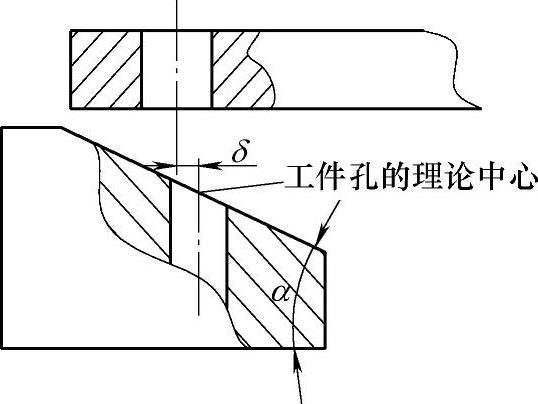
4)在斜面上钻孔,钻套引导中心向上方偏离理论中心位置δ,δ一般为0.05~0.2mm,如图3-14所示。
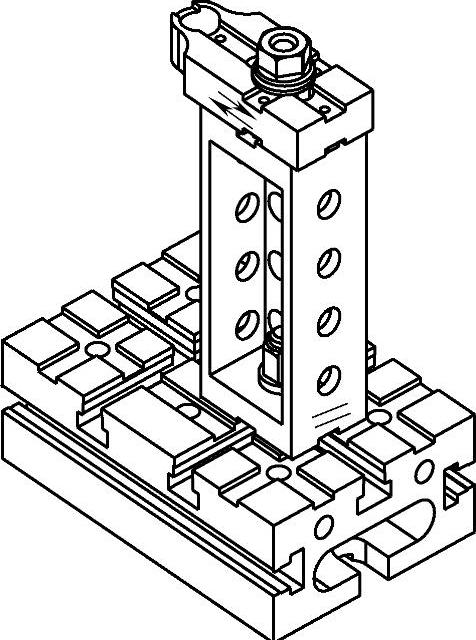
图3-11 铜锤调整方法

图3-12 偏心键调整方法

图3-13 球头螺钉调整方法
 (https://www.xing528.com)
(https://www.xing528.com)
图3-14 斜面钻孔尺寸调整方法
2.孔系夹具的调整方法
1)在直角坐标系中以元件上的孔(ϕ12H6)、基础件上的孔(ϕ12H6)、偏心T形销键和测量销轴为调整依据。
2)平行度、垂直度、同轴度的检验应采用元件上的孔(ϕ12H6)与基础件上的孔(ϕ12H6)间隙配合的方法,如图3-15所示。
3)应根据技术要求选用T形销键,尺寸范围为0.01~10mm,采用先计算,然后边组装、边检测、边调整的逐级调整方法,如图3-16所示。
4)角度的调整和斜面上钻孔的调整,与槽系夹具的调整要求一致。

图3-15 平行度、垂直度、同轴度的调整和检验方法
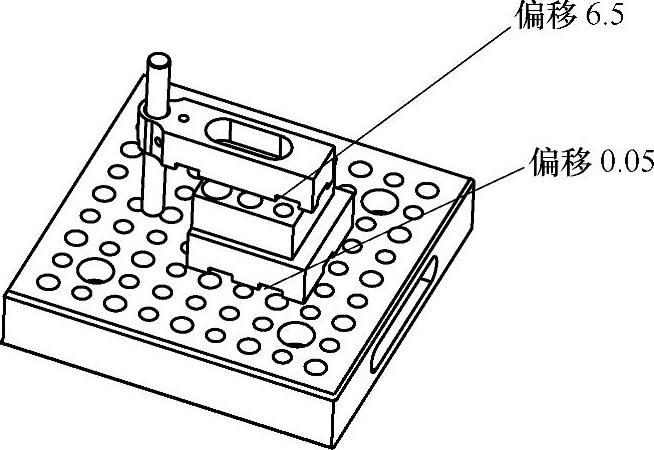
图3-16 逐级调整和检验方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。