



组装夹紧装置时,应满足下述要求:
(1)保证加工质量 夹紧时不应破坏工件定位所取得的正确位置,同时要避免使工件产生变形或压伤工件表面。
(2)提高劳动生产率 组装夹紧结构,要力求夹紧动作迅速,缩短辅助时间。夹紧结构不能妨碍工件的装卸或加长刀具的长度,以免造成刀具刚性不足,不能正常切削。
(3)使用安全可靠 夹紧结构的位置与夹紧力的大小要适当,既要防止因夹紧力不足使工件在加工过程中产生位移和引起振动,又要避免因夹紧结构位置不适合或夹紧力过大而压伤工件或损坏组合夹具元件。
(4)操作方便省力 组装的夹紧结构,结构应简单紧凑,具有足够的刚性,操作方便,能改善劳动条件,减轻工人的劳动强度。(https://www.xing528.com)
(5)夹紧装置的刚性 在中型系列组合夹具中,由于螺栓规格均为M12,所以当夹紧面与夹紧装置安装底面的距离较大时,螺栓过长会造成夹紧刚性不足,导致夹紧装置颤动。因此,要尽量减小夹紧机构的高度,通常采用连接杆、支承环、压板支座或改变夹紧机构安装底面的方法来提高夹紧装置的刚性,如图3-7所示。
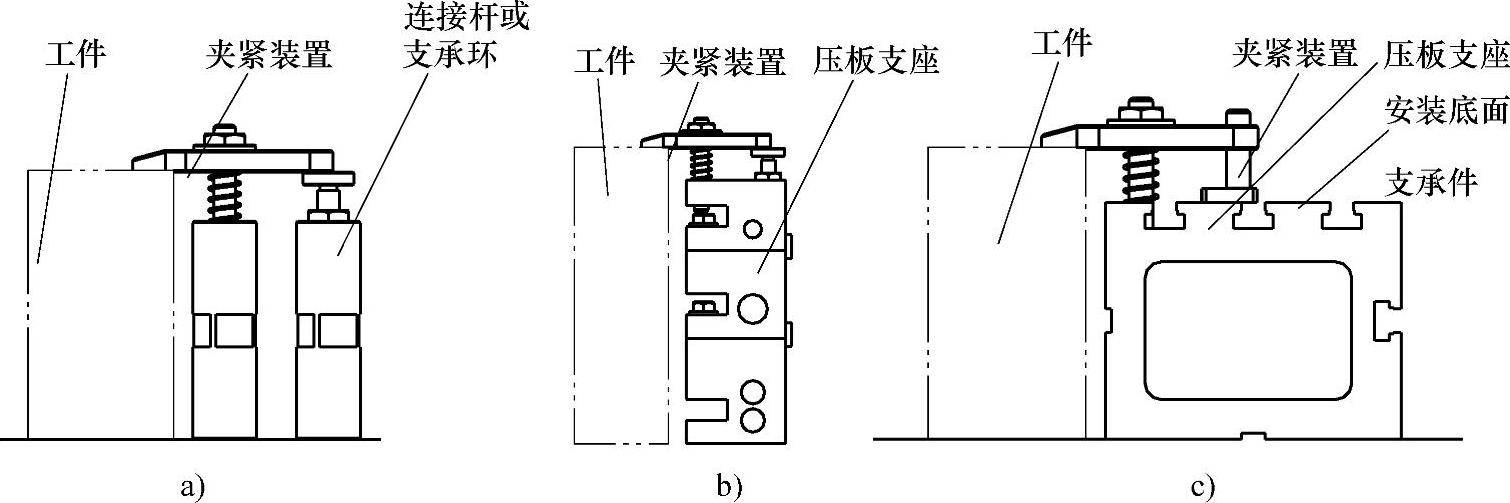
图3-7 增加夹紧装置刚性的常用办法
图3-7a所示为使用连接杆或支承环改变夹紧装置的基体直径,从而提高夹紧装置的稳定性和刚性;图3-7b所示的结构中使用了压板支座,连接螺栓和支承的长度变短,所以夹紧装置的刚性增强了;图3-7c中,将夹紧装置的安装底面提高至支承件上表面,所以压紧螺栓的长度可以大大缩短,夹紧装置的刚性得到提高。以上是组合夹具设计组装过程中最常用的提高夹紧装置刚性和稳定性的基本结构,具体应用视夹具整体结构、夹具结构空间而定,根据不同情况采用合适的结构。一般来讲,当压紧表面与夹紧装置安装表面的距离大于60mm时,就应该考虑夹紧装置的刚性问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。