



【摘要】:粗饲料机械,包括铡草机和青饲料切碎机,其切碎刀片有滚式切刀和盘式切刀两种,如图11-7所示。表11-11 粗饲料切碎机刀片的热处理工艺方法和工艺参数注:对单面开刃动刀片淬硬层达1mm即可,可用高频感应加热、油淬;对定刀片和两面开刃动刀片必须淬透,以保证刃磨后刃口高硬度。
粗饲料机械,包括铡草机和青饲料切碎机,其切碎刀片有滚式切刀和盘式切刀两种,如图11-7所示。
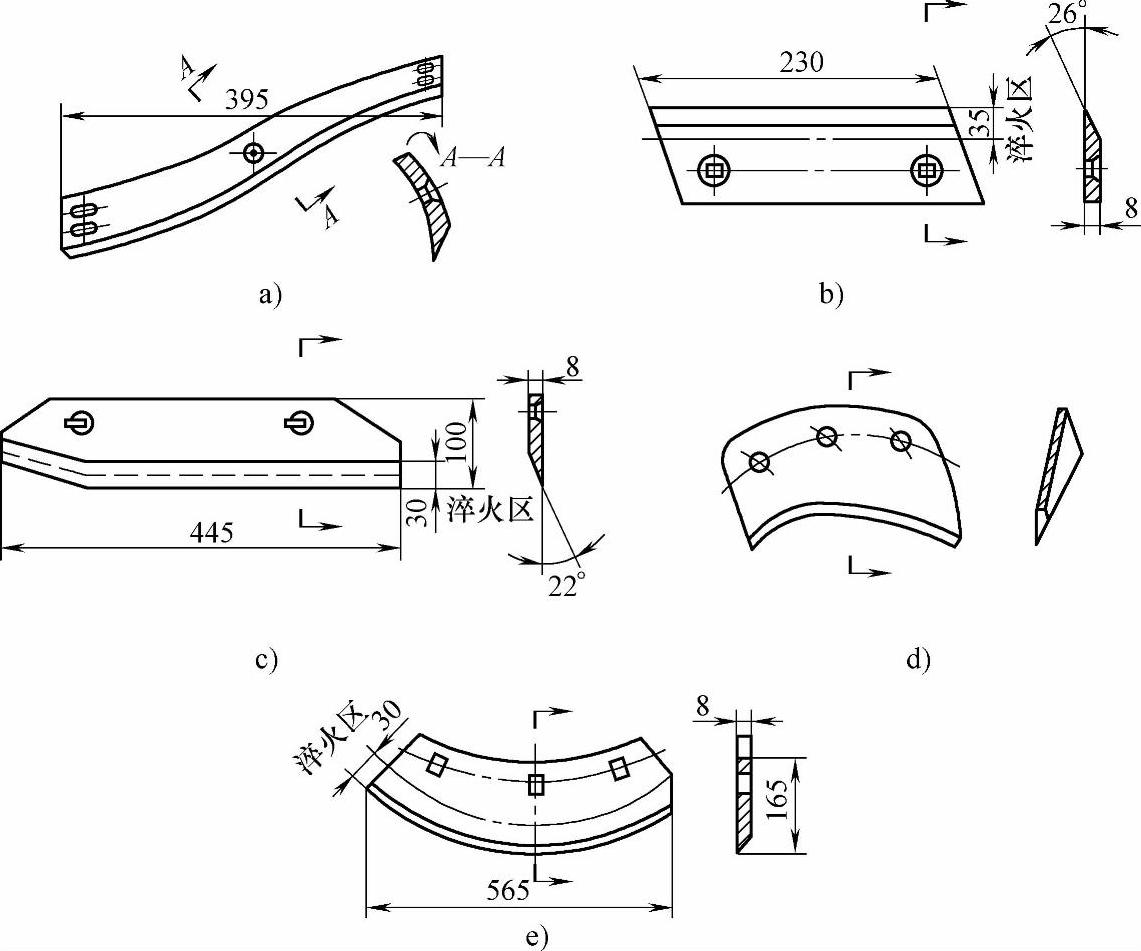
图11-7 几种常用切碎机切刀
a)螺旋刃口滚式切刀 b)直刃口滚式切刀 c)直刃口盘式切刀 d)凹刃口盘式切刀 e)凸刃口盘式切刀
1.切碎机刀片的失效分析
切碎机刀片的失效形式,主要是刀片受作物自身的硅酸体和粘附的泥土摩擦而严重磨损;或因遇到较粗砂粒、石子和作物根茬的撞击而损坏。
2.切碎机刀片的选材和技术要求
(1)材料选择 切碎机刀片材料一般选择T9钢和65Mn钢,在盐浴炉中施以刃部加热淬火或高频感应加热局部淬火等;也可采用镶钢(刃部为65Mn,背部为Q235钢)制造。
(2)热处理技术要求 热处理后刃部淬火带硬度为58~63HRC;非淬火带硬度≤38HRC。(https://www.xing528.com)
3.切碎机刀片的热处理工艺性分析
这类刀片一般采用单面开刃。为了确保刃口具有高耐磨性,应将刀片非开刃的一面氧化脱碳层彻底除净,以免使用时卷刃或淬火后硬度不足等。
刀片最好采用局部加热淬火。如果因设备条件有限,当采用整体加热局部冷却淬火时,其冷却带应适当加宽,且在冷却介质中上、下移动,以免热量传导到刃口,造成冷却不足而产生软点。
4.切碎机刀片的热处理工艺设计
切碎机刀片的热处理工艺方法和工艺参数如表11-11所示。
表11-11 粗饲料切碎机刀片的热处理工艺方法和工艺参数
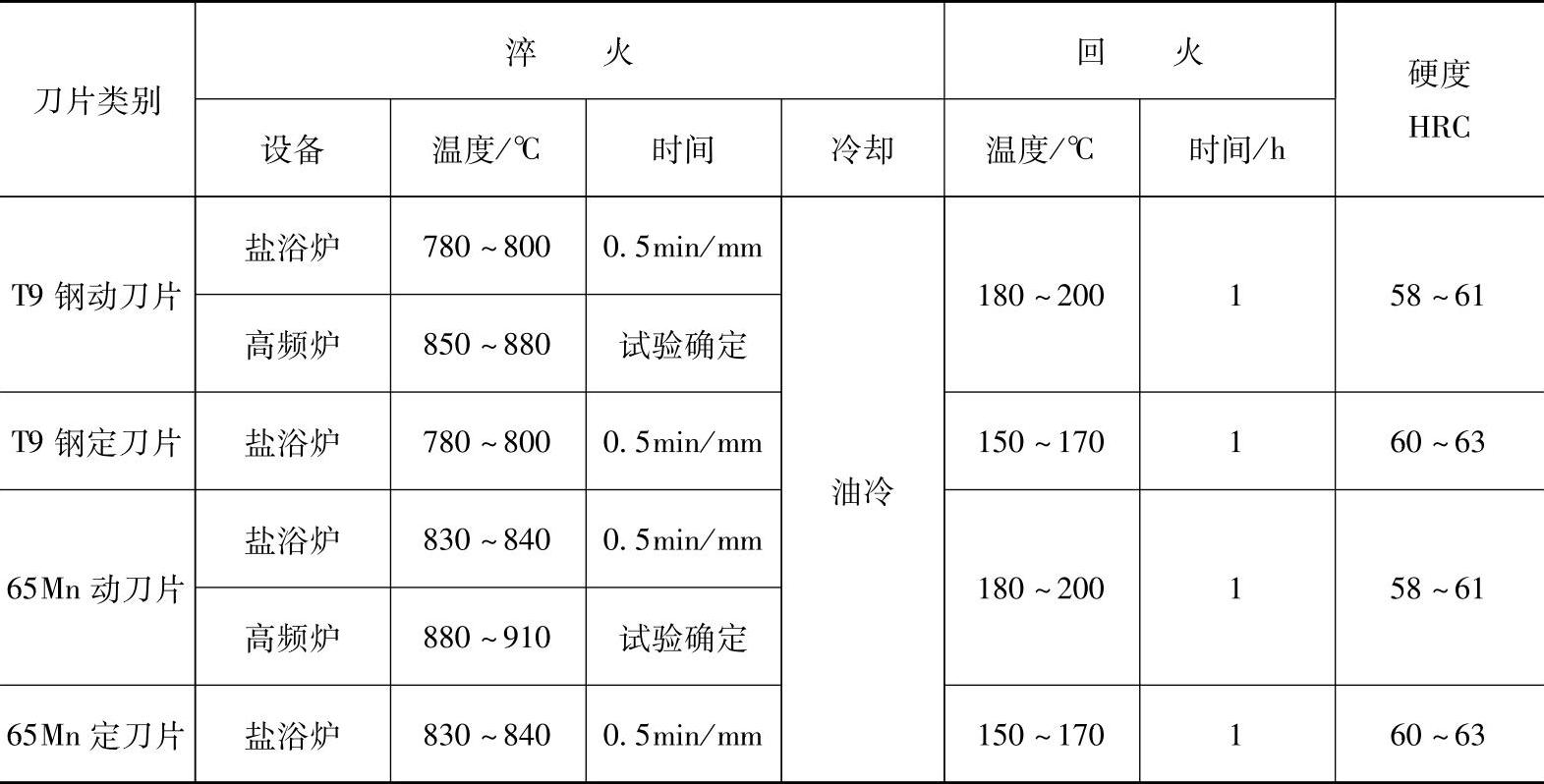
注:对单面开刃动刀片淬硬层达1mm即可,可用高频感应加热、油淬;对定刀片和两面开刃动刀片必须淬透,以保证刃磨后刃口高硬度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。